Напівавтомат виготовлення рамки решітки стола газової плити
Номер патенту: 96831
Опубліковано: 12.12.2011
Автори: Анненков Віктор Захарович, Бойчук Андрій Володимирович, Чевичелов Віктор Георгійович

Формула / Реферат
1. Напівавтомат виготовлення рамки решітки стола газової плити, що включає нижню раму з горизонтально встановленим і жорстко закріпленим на ній столом, з жорстко закріпленою на столі плитою, із закріпленим на ній затискним пристосуванням кріплення рамки решітки стола газової плити із чотирма вузлами для гнуття, гідростанцію, який відрізняється тим, що напівавтомат у верхній своїй частині оснащений П-подібною рамою, усередині якої жорстко закріплений вузол стикового зварювання, а зверху П-подібної рами закріплений зварювальний трансформатор, причому нижня рама й стіл напівавтомата виконані подовженими в горизонтальному поздовжньому напрямку, на якому ліворуч послідовно розташовані всі технологічні вузли, що забезпечують виконання всіх операцій по виготовленню рамки решітки стола газової плити в визначеній технологічним процесом послідовності, причому вузли і їхні робочі поверхні або поверхні позиціонування спецпрофілю цих вузлів розташовані строго по одній лінії, тобто збігаються в горизонтальній і вертикальній площинах, причому напівавтомат оснащений блоками, встановленими на столі по одній лінії у наступній технологічній послідовності: розмотувальний пристрій, правильний пристрій з роликами виправлення профілю в горизонтальному й вертикальному напрямках, блоком пробивання отворів, шестерінчастим подавальним блоком, напрямним пристроєм вузла контролю подачі спецпрофілю, блоком відрізки заготівок, установлених перед чотирма блоками для гнуття.
2. Напівавтомат за п. 1, який відрізняється тим, що всі технологічні вузли розташовані на спільному столі, закріпленому на рамі, й виставлені по одній загальній горизонтальній осі, причому на блоці для гнуття на одній закріпленій заготівці виконується одночасно гнуття й стикове зварювання.
Текст
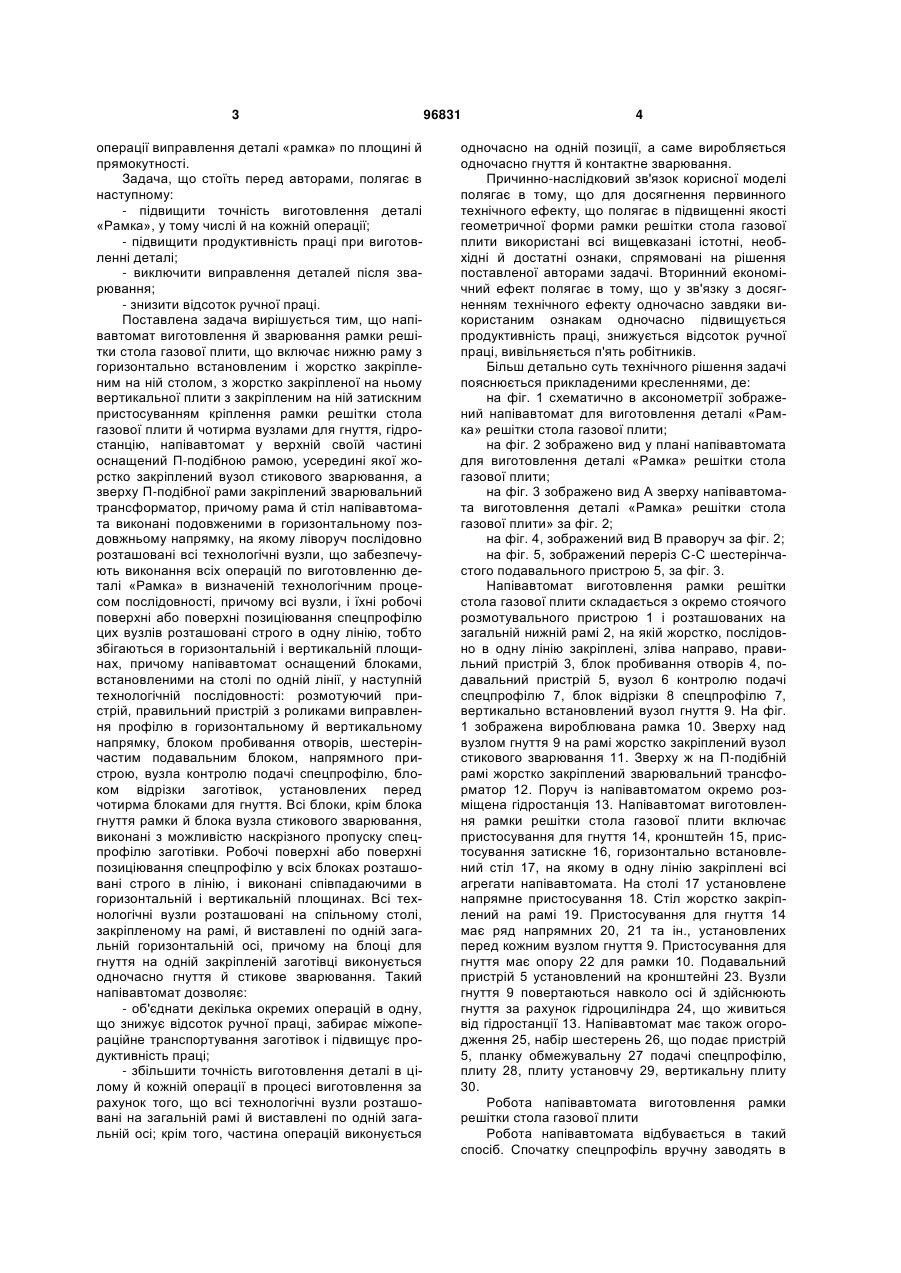
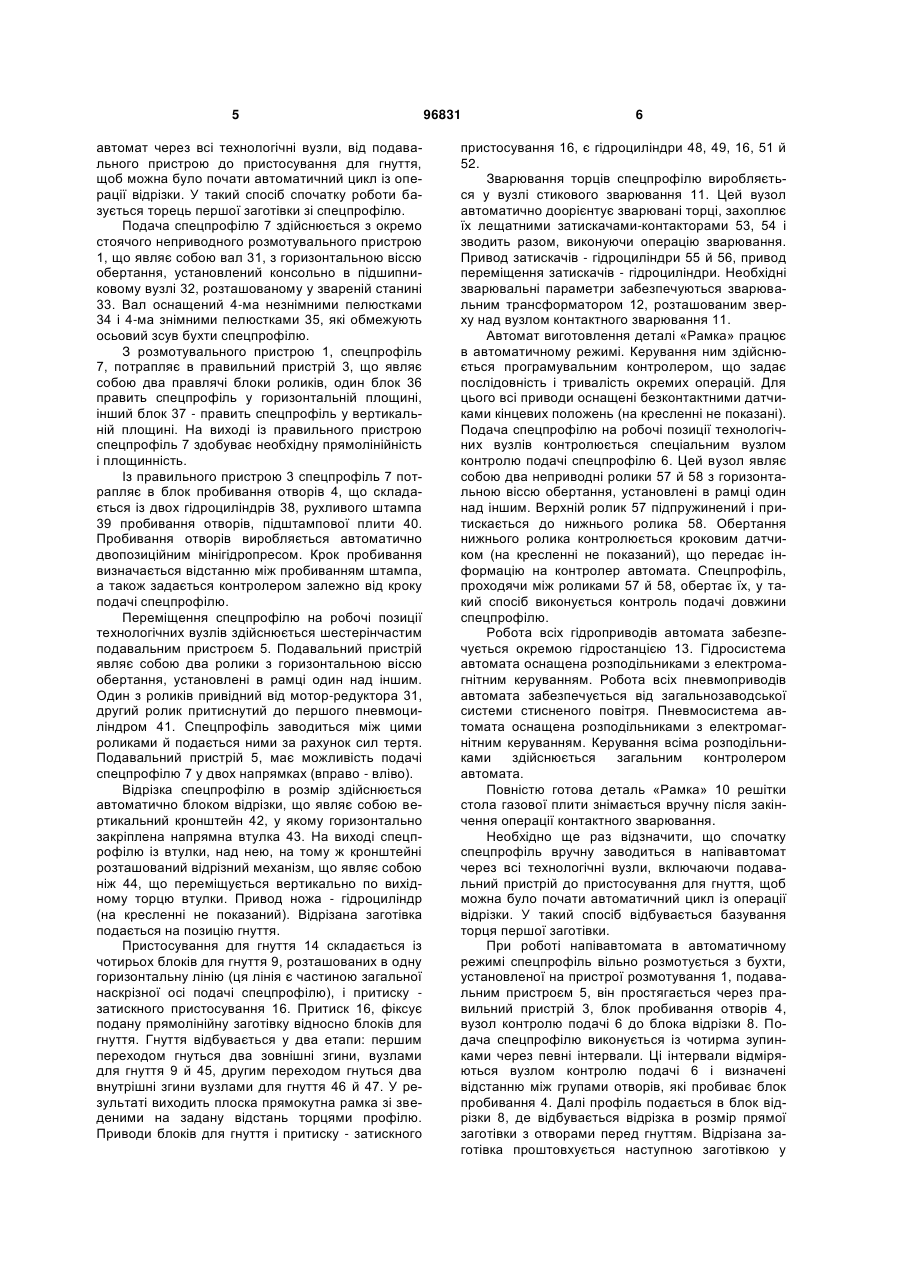
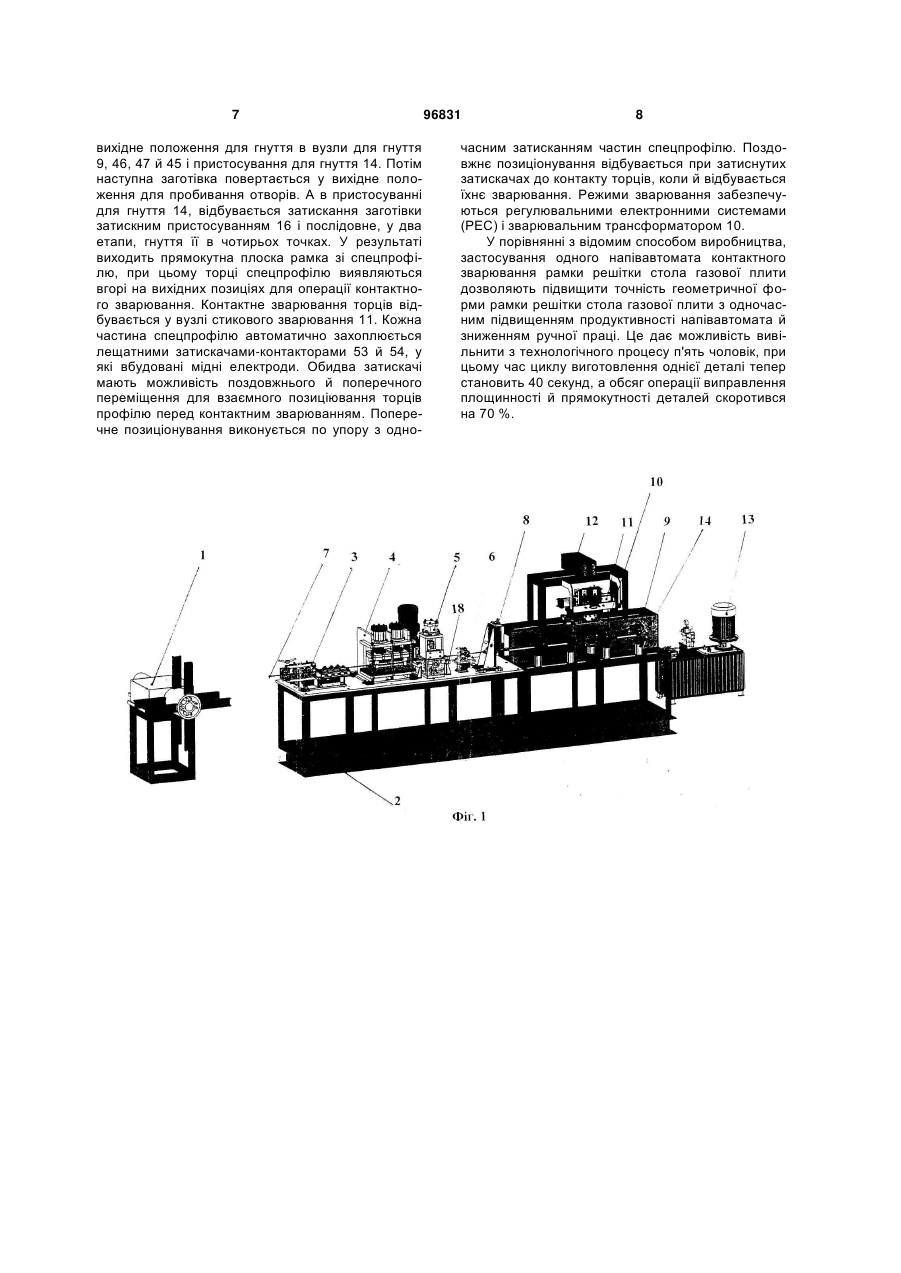
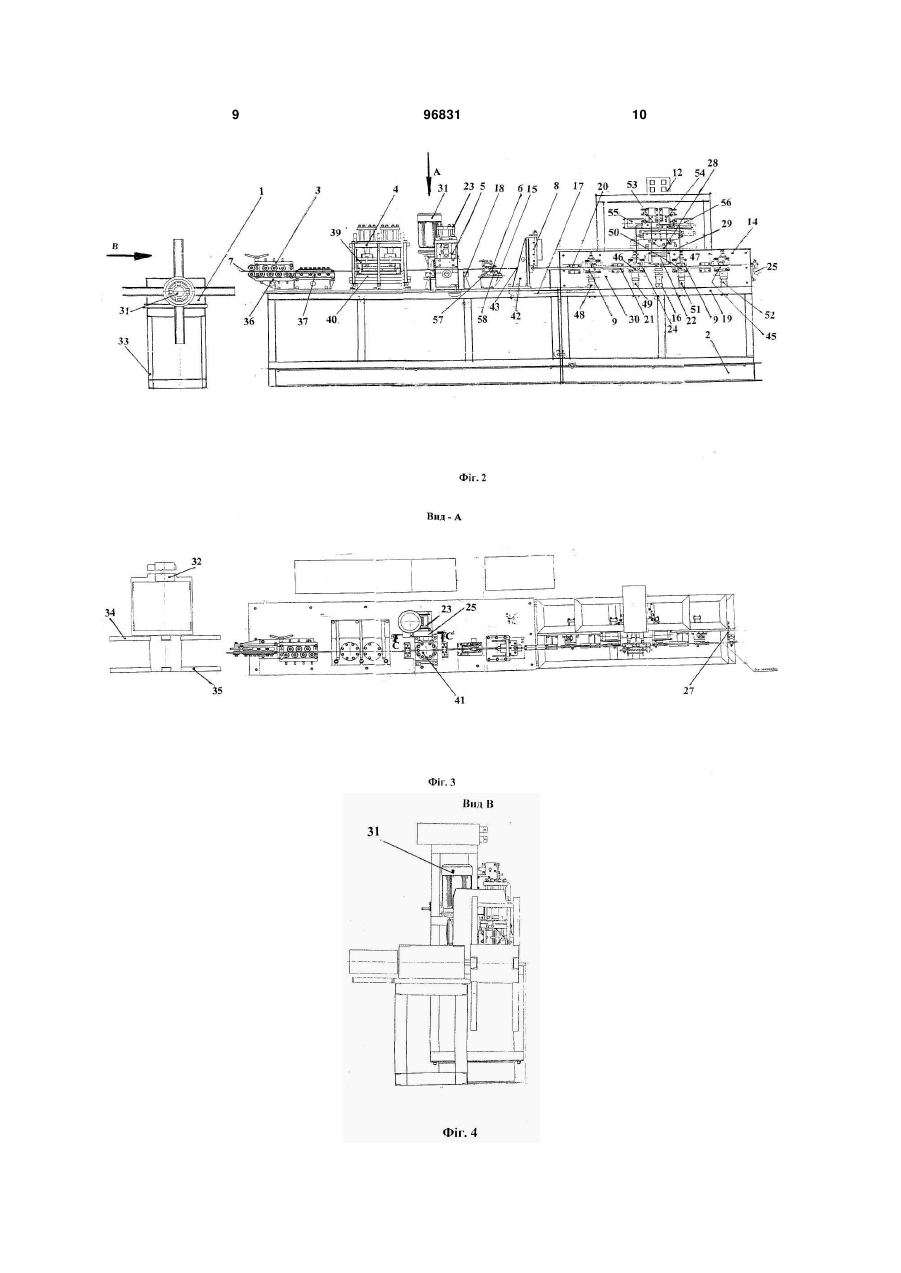
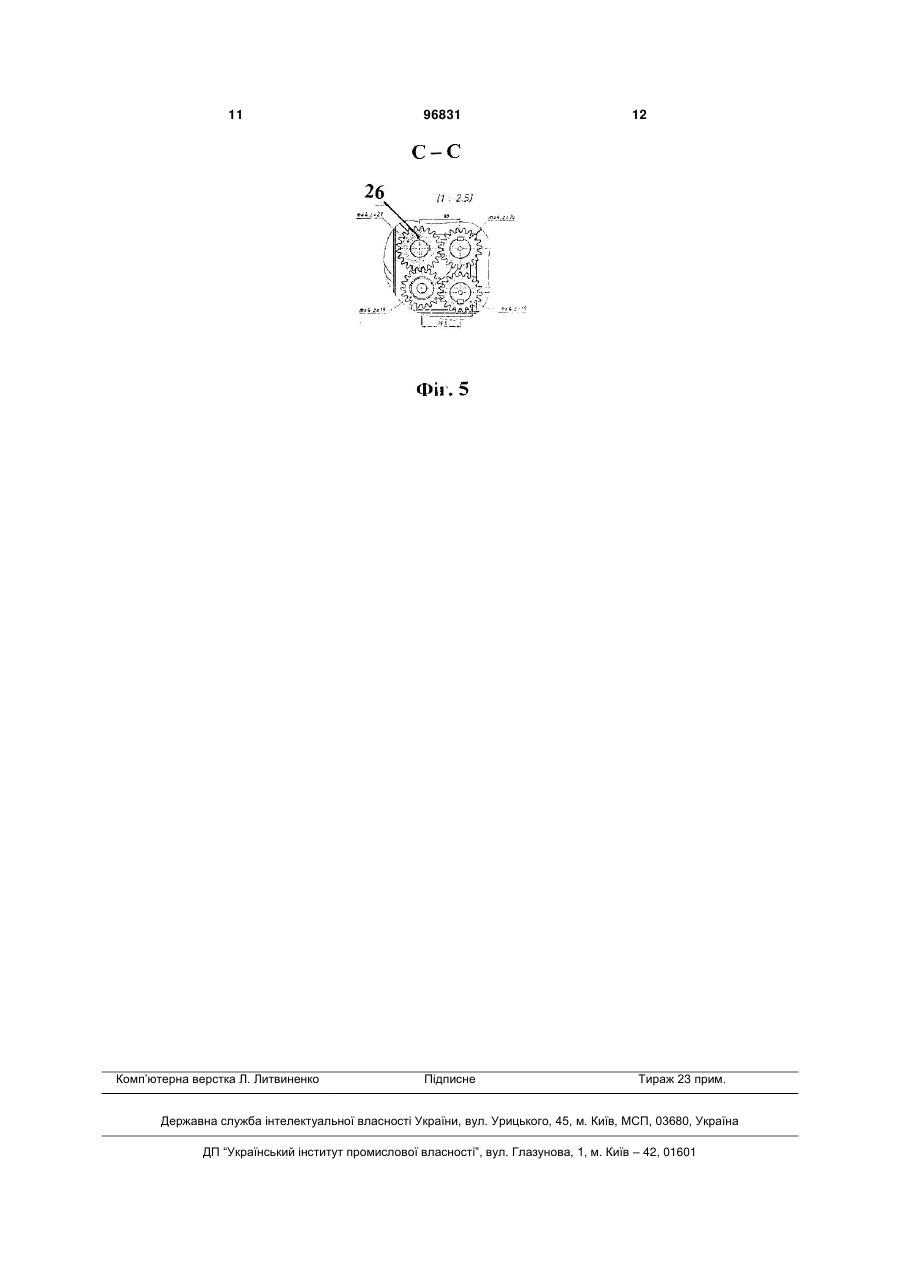
1. Напівавтомат виготовлення рамки решітки стола газової плити, що включає нижню раму з горизонтально встановленим і жорстко закріпленим на ній столом, з жорстко закріпленою на столі плитою, із закріпленим на ній затискним пристосуванням кріплення рамки решітки стола газової плити із чотирма вузлами для гнуття, гідростанцію, який відрізняється тим, що напівавтомат у верхній своїй частині оснащений П-подібною рамою, усередині якої жорстко закріплений вузол стикового зварювання, а зверху П-подібної рами закріплений зварювальний трансформатор, причому ниж C2 2 (19) 1 3 операції виправлення деталі «рамка» по площині й прямокутності. Задача, що стоїть перед авторами, полягає в наступному: - підвищити точність виготовлення деталі «Рамка», у тому числі й на кожній операції; - підвищити продуктивність праці при виготовленні деталі; - виключити виправлення деталей після зварювання; - знизити відсоток ручної праці. Поставлена задача вирішується тим, що напівавтомат виготовлення й зварювання рамки решітки стола газової плити, що включає нижню раму з горизонтально встановленим і жорстко закріпленим на ній столом, з жорстко закріпленої на ньому вертикальної плити з закріпленим на ній затискним пристосуванням кріплення рамки решітки стола газової плити й чотирма вузлами для гнуття, гідростанцію, напівавтомат у верхній своїй частині оснащений П-подібною рамою, усередині якої жорстко закріплений вузол стикового зварювання, а зверху П-подібної рами закріплений зварювальний трансформатор, причому рама й стіл напівавтомата виконані подовженими в горизонтальному поздовжньому напрямку, на якому ліворуч послідовно розташовані всі технологічні вузли, що забезпечують виконання всіх операцій по виготовленню деталі «Рамка» в визначеній технологічним процесом послідовності, причому всі вузли, і їхні робочі поверхні або поверхні позиціювання спецпрофілю цих вузлів розташовані строго в одну лінію, тобто збігаються в горизонтальній і вертикальній площинах, причому напівавтомат оснащений блоками, встановленими на столі по одній лінії, у наступній технологічній послідовності: розмотуючий пристрій, правильний пристрій з роликами виправлення профілю в горизонтальному й вертикальному напрямку, блоком пробивання отворів, шестерінчастим подавальним блоком, напрямного пристрою, вузла контролю подачі спецпрофілю, блоком відрізки заготівок, установлених перед чотирма блоками для гнуття. Всі блоки, крім блока гнуття рамки й блока вузла стикового зварювання, виконані з можливістю наскрізного пропуску спецпрофілю заготівки. Робочі поверхні або поверхні позиціювання спецпрофілю у всіх блоках розташовані строго в лінію, і виконані співпадаючими в горизонтальній і вертикальній площинах. Всі технологічні вузли розташовані на спільному столі, закріпленому на рамі, й виставлені по одній загальній горизонтальній осі, причому на блоці для гнуття на одній закріпленій заготівці виконується одночасно гнуття й стикове зварювання. Такий напівавтомат дозволяє: - об'єднати декілька окремих операцій в одну, що знижує відсоток ручної праці, забирає міжопераційне транспортування заготівок і підвищує продуктивність праці; - збільшити точність виготовлення деталі в цілому й кожній операції в процесі виготовлення за рахунок того, що всі технологічні вузли розташовані на загальній рамі й виставлені по одній загальній осі; крім того, частина операцій виконується 96831 4 одночасно на одній позиції, а саме виробляється одночасно гнуття й контактне зварювання. Причинно-наслідковий зв'язок корисної моделі полягає в тому, що для досягнення первинного технічного ефекту, що полягає в підвищенні якості геометричної форми рамки решітки стола газової плити використані всі вищевказані істотні, необхідні й достатні ознаки, спрямовані на рішення поставленої авторами задачі. Вторинний економічний ефект полягає в тому, що у зв'язку з досягненням технічного ефекту одночасно завдяки використаним ознакам одночасно підвищується продуктивність праці, знижується відсоток ручної праці, вивільняється п'ять робітників. Більш детально суть технічного рішення задачі пояснюється прикладеними кресленнями, де: на фіг. 1 схематично в аксонометрії зображений напівавтомат для виготовлення деталі «Рамка» решітки стола газової плити; на фіг. 2 зображено вид у плані напівавтомата для виготовлення деталі «Рамка» решітки стола газової плити; на фіг. 3 зображено вид А зверху напівавтомата виготовлення деталі «Рамка» решітки стола газовоїплити» за фіг. 2; на фіг. 4, зображений вид В праворуч за фіг. 2; на фіг. 5, зображений переріз С-С шестерінчастого подавального пристрою 5, за фіг. 3. Напівавтомат виготовлення рамки решітки стола газової плити складається з окремо стоячого розмотувального пристрою 1 і розташованих на загальній нижній рамі 2, на якій жорстко, послідовно в одну лінію закріплені, зліва направо, правильний пристрій 3, блок пробивання отворів 4, подавальний пристрій 5, вузол 6 контролю подачі спецпрофілю 7, блок відрізки 8 спецпрофілю 7, вертикально встановлений вузол гнуття 9. На фіг. 1 зображена вироблювана рамка 10. Зверху над вузлом гнуття 9 на рамі жорстко закріплений вузол стикового зварювання 11. Зверху ж на П-подібній рамі жорстко закріплений зварювальний трансформатор 12. Поруч із напівавтоматом окремо розміщена гідростанція 13. Напівавтомат виготовлення рамки решітки стола газової плити включає пристосування для гнуття 14, кронштейн 15, пристосування затискне 16, горизонтально встановлений стіл 17, на якому в одну лінію закріплені всі агрегати напівавтомата. На столі 17 установлене напрямне пристосування 18. Стіл жорстко закріплений на рамі 19. Пристосування для гнуття 14 має ряд напрямних 20, 21 та ін., установлених перед кожним вузлом гнуття 9. Пристосування для гнуття має опору 22 для рамки 10. Подавальний пристрій 5 установлений на кронштейні 23. Вузли гнуття 9 повертаються навколо осі й здійснюють гнуття за рахунок гідроциліндра 24, що живиться від гідростанції 13. Напівавтомат має також огородження 25, набір шестерень 26, що подає пристрій 5, планку обмежувальну 27 подачі спецпрофілю, плиту 28, плиту установчу 29, вертикальну плиту 30. Робота напівавтомата виготовлення рамки решітки стола газової плити Робота напівавтомата відбувається в такий спосіб. Спочатку спецпрофіль вручну заводять в 5 автомат через всі технологічні вузли, від подавального пристрою до пристосування для гнуття, щоб можна було почати автоматичний цикл із операції відрізки. У такий спосіб спочатку роботи базується торець першої заготівки зі спецпрофілю. Подача спецпрофілю 7 здійснюється з окремо стоячого неприводного розмотувального пристрою 1, що являє собою вал 31, з горизонтальною віссю обертання, установлений консольно в підшипниковому вузлі 32, розташованому у звареній станині 33. Вал оснащений 4-ма незнімними пелюстками 34 і 4-ма знімними пелюстками 35, які обмежують осьовий зсув бухти спецпрофілю. З розмотувального пристрою 1, спецпрофіль 7, потрапляє в правильний пристрій 3, що являє собою два правлячі блоки роликів, один блок 36 править спецпрофіль у горизонтальній площині, інший блок 37 - править спецпрофіль у вертикальній площині. На виході із правильного пристрою спецпрофіль 7 здобуває необхідну прямолінійність і площинність. Із правильного пристрою 3 спецпрофіль 7 потрапляє в блок пробивання отворів 4, що складається із двох гідроциліндрів 38, рухливого штампа 39 пробивання отворів, підштампової плити 40. Пробивання отворів виробляється автоматично двопозиційним мінігідропресом. Крок пробивання визначається відстанню між пробиванням штампа, а також задається контролером залежно від кроку подачі спецпрофілю. Переміщення спецпрофілю на робочі позиції технологічних вузлів здійснюється шестерінчастим подавальним пристроєм 5. Подавальний пристрій являє собою два ролики з горизонтальною віссю обертання, установлені в рамці один над іншим. Один з роликів привідний від мотор-редуктора 31, другий ролик притиснутий до першого пневмоциліндром 41. Спецпрофіль заводиться між цими роликами й подається ними за рахунок сил тертя. Подавальний пристрій 5, має можливість подачі спецпрофілю 7 у двох напрямках (вправо - вліво). Відрізка спецпрофілю в розмір здійснюється автоматично блоком відрізки, що являє собою вертикальний кронштейн 42, у якому горизонтально закріплена напрямна втулка 43. На виході спецпрофілю із втулки, над нею, на тому ж кронштейні розташований відрізний механізм, що являє собою ніж 44, що переміщується вертикально по вихідному торцю втулки. Привод ножа - гідроциліндр (на кресленні не показаний). Відрізана заготівка подається на позицію гнуття. Пристосування для гнуття 14 складається із чотирьох блоків для гнуття 9, розташованих в одну горизонтальну лінію (ця лінія є частиною загальної наскрізної осі подачі спецпрофілю), і притиску затискного пристосування 16. Притиск 16, фіксує подану прямолінійну заготівку відносно блоків для гнуття. Гнуття відбувається у два етапи: першим переходом гнуться два зовнішні згини, вузлами для гнуття 9 й 45, другим переходом гнутьсядва внутрішні згини вузлами для гнуття 46 й 47. У результаті виходить плоска прямокутна рамка зі зведеними на задану відстань торцями профілю. Приводи блоків для гнуття і притиску - затискного 96831 6 пристосування 16, є гідроциліндри 48, 49, 16, 51 й 52. Зварювання торців спецпрофілю виробляється у вузлі стикового зварювання 11. Цей вузол автоматично доорієнтує зварювані торці, захоплює їх лещатними затискачами-контакторами 53, 54 і зводить разом, виконуючи операцію зварювання. Привод затискачів - гідроциліндри 55 й 56, привод переміщення затискачів - гідроциліндри. Необхідні зварювальні параметри забезпечуються зварювальним трансформатором 12, розташованим зверху над вузлом контактного зварювання 11. Автомат виготовлення деталі «Рамка» працює в автоматичному режимі. Керування ним здійснюється програмувальним контролером, що задає послідовність і тривалість окремих операцій. Для цього всі приводи оснащені безконтактними датчиками кінцевих положень (на кресленні не показані). Подача спецпрофілю на робочі позиції технологічних вузлів контролюється спеціальним вузлом контролю подачі спецпрофілю 6. Цей вузол являє собою два неприводні ролики 57 й 58 з горизонтальною віссю обертання, установлені в рамці один над іншим. Верхній ролик 57 підпружинений і притискається до нижнього ролика 58. Обертання нижнього ролика контролюється кроковим датчиком (на кресленні не показаний), що передає інформацію на контролер автомата. Спецпрофіль, проходячи між роликами 57 й 58, обертає їх, у такий спосіб виконується контроль подачі довжини спецпрофілю. Робота всіх гідроприводів автомата забезпечується окремою гідростанцією 13. Гідросистема автомата оснащена розподільниками з електромагнітним керуванням. Робота всіх пневмоприводів автомата забезпечується від загальнозаводської системи стисненого повітря. Пневмосистема автомата оснащена розподільниками з електромагнітним керуванням. Керування всіма розподільниками здійснюється загальним контролером автомата. Повністю готова деталь «Рамка» 10 решітки стола газової плити знімається вручну після закінчення операції контактного зварювання. Необхідно ще раз відзначити, що спочатку спецпрофіль вручну заводиться в напівавтомат через всі технологічні вузли, включаючи подавальний пристрій до пристосування для гнуття, щоб можна було почати автоматичний цикл із операції відрізки. У такий спосіб відбувається базування торця першої заготівки. При роботі напівавтомата в автоматичному режимі спецпрофіль вільно розмотується з бухти, установленої на пристрої розмотування 1, подавальним пристроєм 5, він простягається через правильний пристрій 3, блок пробивання отворів 4, вузол контролю подачі 6 до блока відрізки 8. Подача спецпрофілю виконується із чотирма зупинками через певні інтервали. Ці інтервали відміряються вузлом контролю подачі 6 і визначені відстанню між групами отворів, які пробиває блок пробивання 4. Далі профіль подається в блок відрізки 8, де відбувається відрізка в розмір прямої заготівки з отворами перед гнуттям. Відрізана заготівка проштовхується наступною заготівкою у 7 вихідне положення для гнуття в вузли для гнуття 9, 46, 47 й 45 і пристосування для гнуття 14. Потім наступна заготівка повертається у вихідне положення для пробивання отворів. А в пристосуванні для гнуття 14, відбувається затискання заготівки затискним пристосуванням 16 і послідовне, у два етапи, гнуття її в чотирьох точках. У результаті виходить прямокутна плоска рамка зі спецпрофілю, при цьому торці спецпрофілю виявляються вгорі на вихідних позиціях для операції контактного зварювання. Контактне зварювання торців відбувається у вузлі стикового зварювання 11. Кожна частина спецпрофілю автоматично захоплюється лещатними затискачами-контакторами 53 й 54, у які вбудовані мідні електроди. Обидва затискачі мають можливість поздовжнього й поперечного переміщення для взаємного позиціювання торців профілю перед контактним зварюванням. Поперечне позиціонування виконується по упору з одно 96831 8 часним затисканням частин спецпрофілю. Поздовжнє позиціонування відбувається при затиснутих затискачах до контакту торців, коли й відбувається їхнє зварювання. Режими зварювання забезпечуються регулювальними електронними системами (РЕС) і зварювальним трансформатором 10. У порівнянні з відомим способом виробництва, застосування одного напівавтомата контактного зварювання рамки решітки стола газової плити дозволяють підвищити точність геометричної форми рамки решітки стола газової плити з одночасним підвищенням продуктивності напівавтомата й зниженням ручної праці. Це дає можливість вивільнити з технологічного процесу п'ять чоловік, при цьому час циклу виготовлення однієї деталі тепер становить 40 секунд, а обсяг операції виправлення площинності й прямокутності деталей скоротився на 70 %. 9 96831 10 11 Комп’ютерна верстка Л. Литвиненко 96831 Підписне 12 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSemi-automatic device for manufacturing frame for gas stove table grid
Автори англійськоюAnnenkov Viktor Zakharovych, Chevychelov Viktor Heorhiiovych, Boichuk Andrii Volodymyrovych
Назва патенту російськоюПолуавтомат изготовления решётки стола газовой плиты
Автори російськоюАнненков Виктор Захарович, Чевичелов Виктор Георгиевич, Бойчук Андрей Владимирович
МПК / Мітки
МПК: B23K 37/04
Мітки: решітки, виготовлення, стола, плити, газової, напівавтомат, рамки
Код посилання
<a href="https://ua.patents.su/6-96831-napivavtomat-vigotovlennya-ramki-reshitki-stola-gazovo-pliti.html" target="_blank" rel="follow" title="База патентів України">Напівавтомат виготовлення рамки решітки стола газової плити</a>
Напівавтомат виготовлення рамки решітки стола газової плити

Номер патенту: 51098
Опубліковано: 25.06.2010
Автори: Чевичелов Віктор Георгійович, Бойчук Андрій Володимирович, Анненков Віктор Захарович
МПК: B23K 1/00
Мітки: напівавтомат, рамки, решітки, стола, газової, виготовлення, плити
Формула / Реферат:
1. Напівавтомат виготовлення рамки решітки стола газової плити, що включає раму з горизонтально встановленим і жорстко закріпленим на рамі столом, з жорстко закріпленою на ньому плитою, із закріпленим на ній затискним пристосуванням кріплення рамки решітки стола газової плити із чотирма вузлами для гнуття, та гідростанцію, який відрізняється тим, що напівавтомат у верхній своїй частині оснащений П-подібною рамою, всередині якої жорстко...
Напівавтомат зварювання решітки стола газової плити

Номер патенту: 52131
Опубліковано: 10.08.2010
Автори: Бойчук Андрій Володимирович, Пономарьов Володимир Іванович, Чевичелов Віктор Георгійович, Анненков Віктор Захарович
МПК: B23K 1/00
Мітки: напівавтомат, решітки, зварювання, газової, плити, стола
Формула / Реферат:
1. Напівавтомат зварювання решітки стола газової плити, що включає станину стола, жорстко закріплену на зварювальній рамі, із установленим на столі станини кондуктором, зварювальними кліщами і нижніми нерухомими електродами, із закріпленими на столі чотирма стояками з закріпленою на них верхньою плитою з жорстко вертикально встановленим корпусом зварювального пістолета, який відрізняється тим, що для підвищення точності зварювання за рахунок...
Автоматична лінія виготовлення деталі “зуб” решітки стола газової плити

Номер патенту: 58161
Опубліковано: 11.04.2011
Автори: Анненков Віктор Захарович, Пономарьов Володимир Іванович, Чевичелов Віктор Георгійович, Бойчук Андрій Володимирович, Рудяга Володимир Ілліч
МПК: B23D 45/00, B23Q 7/00, B23Q 41/00
Мітки: лінія, деталі, газової, решітки, плити, автоматична, виготовлення, стола, зуб
Формула / Реферат:
1. Автоматична лінія виготовлення деталі "Зуб" решітки стола газової плити, що включає раму з горизонтально встановленим і жорстко закріпленим на ній столом із закріпленим на нім пристосуванням гнуття заготівки з вузлами для гнуття, яка відрізняється тим, що з метою підвищення якості і точності виготовлення деталі "Зуб", автоматизації процесу виготовлення деталі "Зуб" з одночасним підвищенням продуктивності і...
Автоматична лінія виготовлення деталі “зуб” решітки стола газової плити
Номер патенту: 95735
Опубліковано: 25.08.2011
Автори: Анненков Віктор Захарович, Чевичелов Віктор Георгійович, Бойчук Андрій Володимирович, Понамарьов Володимир Іванович, Рудяга Володимир Ілліч
МПК: B23Q 41/00, B23Q 7/00, B21F 27/00
Мітки: стола, автоматична, виготовлення, газової, плити, решітки, зуб, деталі, лінія
Формула / Реферат:
1. Автоматична лінія виготовлення деталі "Зуб" решітки стола газової плити, яка включає раму з горизонтально встановленим і жорстко закріпленим на ній столом із закріпленим на ньому пристосуванням гнуття заготівки з вузлами для гнуття, яка відрізняється тим, що рама і стіл виконані подовженими в горизонтальному напрямі, на столі ліворуч послідовно розташовані технологічні вузли, що забезпечують виконання операцій по виготовленню...
Пристрій зняття деталей опори ґрат стола газової плити

Номер патенту: 59530
Опубліковано: 25.05.2011
Автори: Анненков Віктор Захарович, Бойчук Андрій Володимирович, Чевичелов Віктор Георгійович
МПК: B21D 37/14, B23K 20/02, B30B 15/00
Мітки: опори, деталей, пристрій, стола, плити, зняття, газової, ґрат
Формула / Реферат:
Пристрій зняття деталей опори ґрат стола газової плити, який характеризується тим, що містить корпус, виконаний у вигляді зварної рами з горизонтально розташованою поверхнею, на якій жорстко закріплено два кронштейни з жорстко закріпленими горизонтальними напрямними циліндричної форми, на яких установлена каретка рухливо в горизонтальному напрямі за рахунок пневмоциліндра, причому каретка горизонтального переміщення оснащена двома...
Попередній патент: Система фазового автопідстроювання частоти із диференціальним зв’язком
Наступний патент: Спосіб подачі діоксиду вуглецю на синтез карбаміду і установка для його здійснення
Випадковий патент: Засіб для чищення твердих поверхонь