Апарат для приварювання шпильок
Номер патенту: 100828
Опубліковано: 25.01.2013
Автори: Жихарєв Андрій Миколайович, Патон Борис Євгенович, Калеко Давид Михайлович, Слєзін Олександр Олександрович
Формула / Реферат
1. Апарат для приварювання шпильок, який складається з переносного енергетичного блока з джерелом живлення, що має блок заряджання конденсаторної батареї, послідовно приєднаний до конденсаторної батареї, яка складається із суперконденсаторів, і блок контролю напруги заряду, що приєднаний до блока заряджання конденсаторів і конденсаторної батареї, блока керування розрядом, послідовно приєднаного з одного боку до конденсаторної батареї, а з другого до зварювального інструмента, який відрізняється тим, що між блоком керування розрядом та зварювальним інструментом включені датчик зварювального струму та блок розрахунку енергії зварювання, причому датчик зварювального струму підключений послідовно між блоком керування розрядом і зварювальним інструментом, а блок розрахунку енергії зварювання входами підключений до виходу датчика зварювального струму та до зварювального інструмента, а виходом до блока керування розрядом.
2. Апарат за п. 1, який відрізняється тим, що паралельно зарядно-розрядному ланцюгу конденсаторної батареї підключене допоміжне джерело струму, вхід якого з'єднаний з джерелом живлення енергетичного блока, а вихід - через діод зі зварювальним інструментом.
Текст
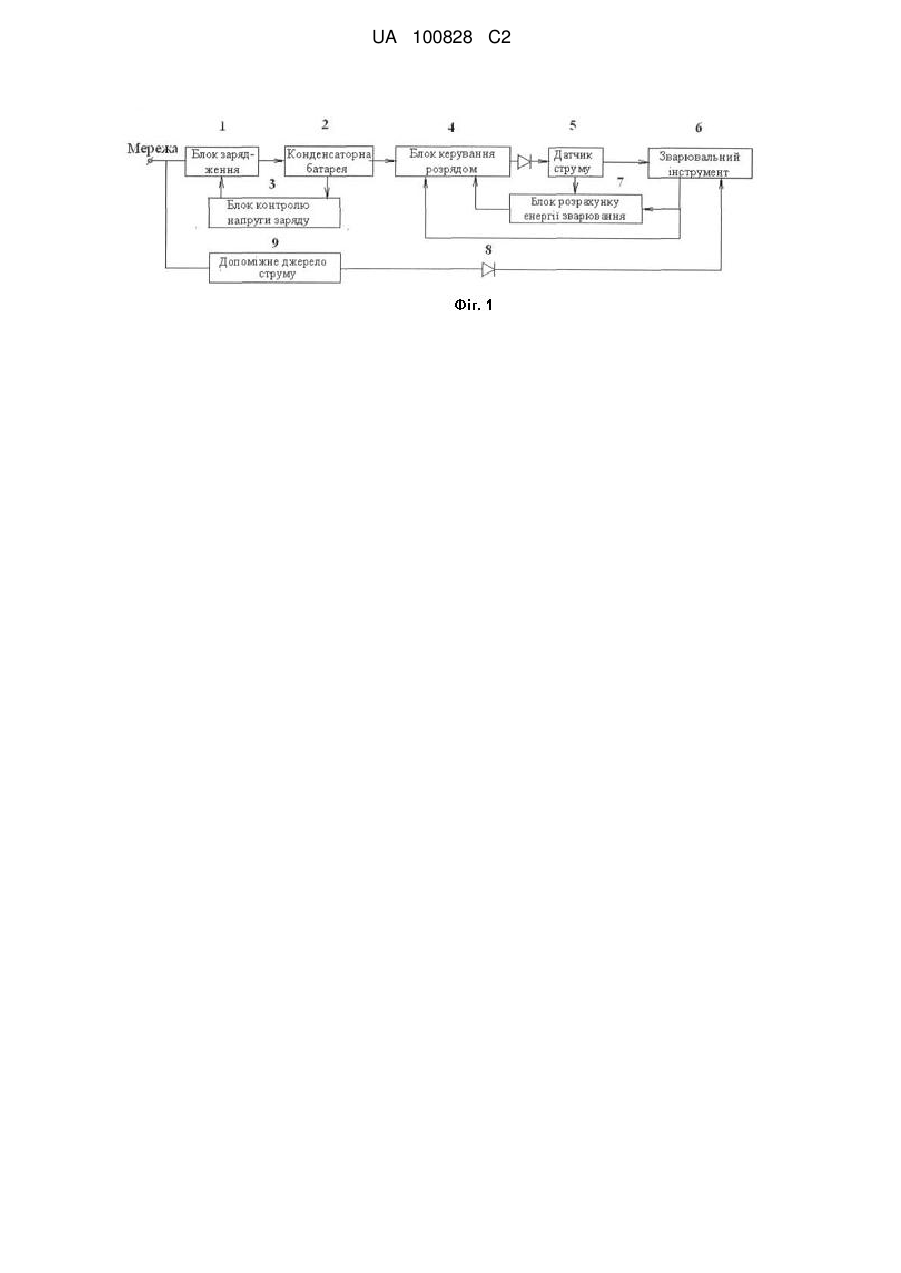
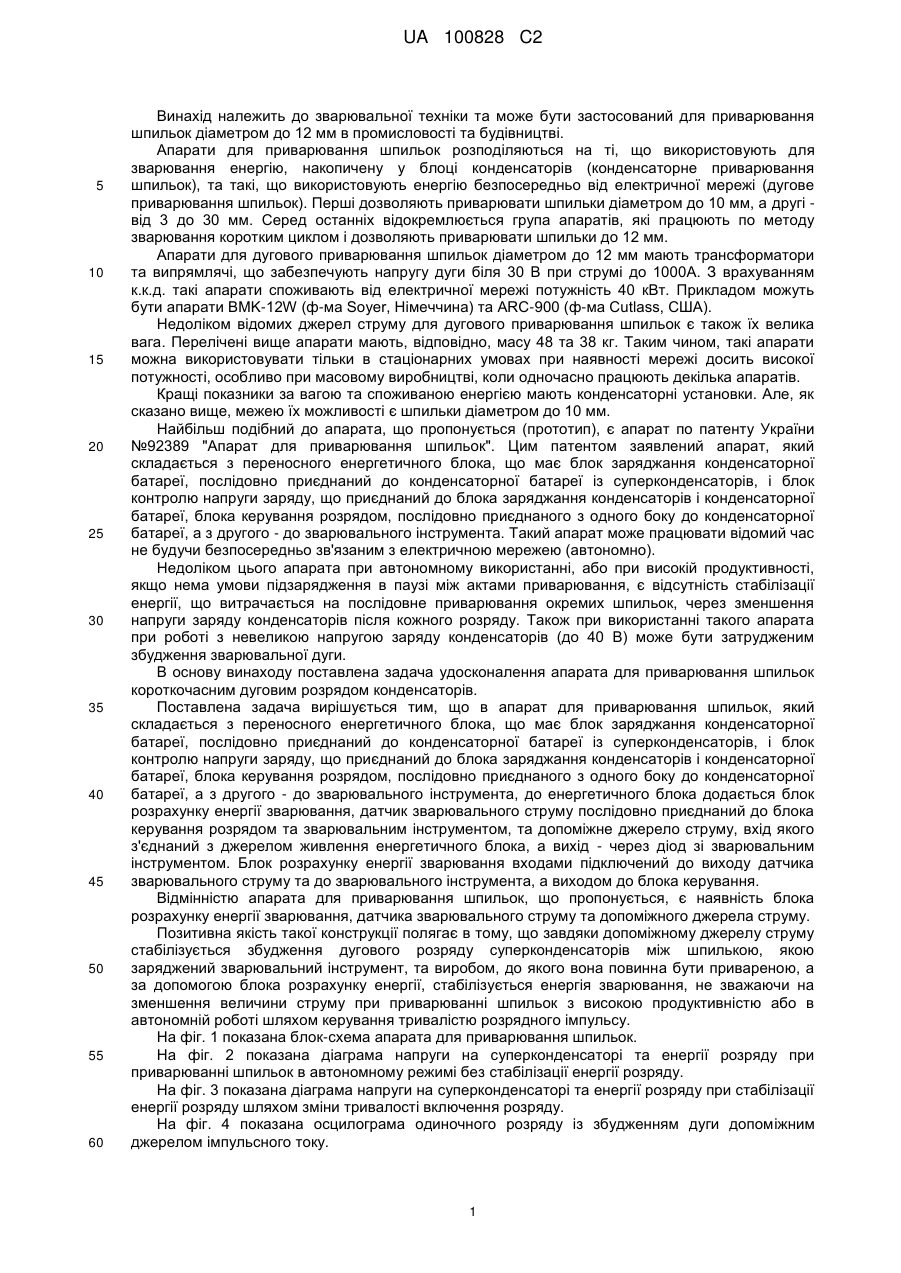
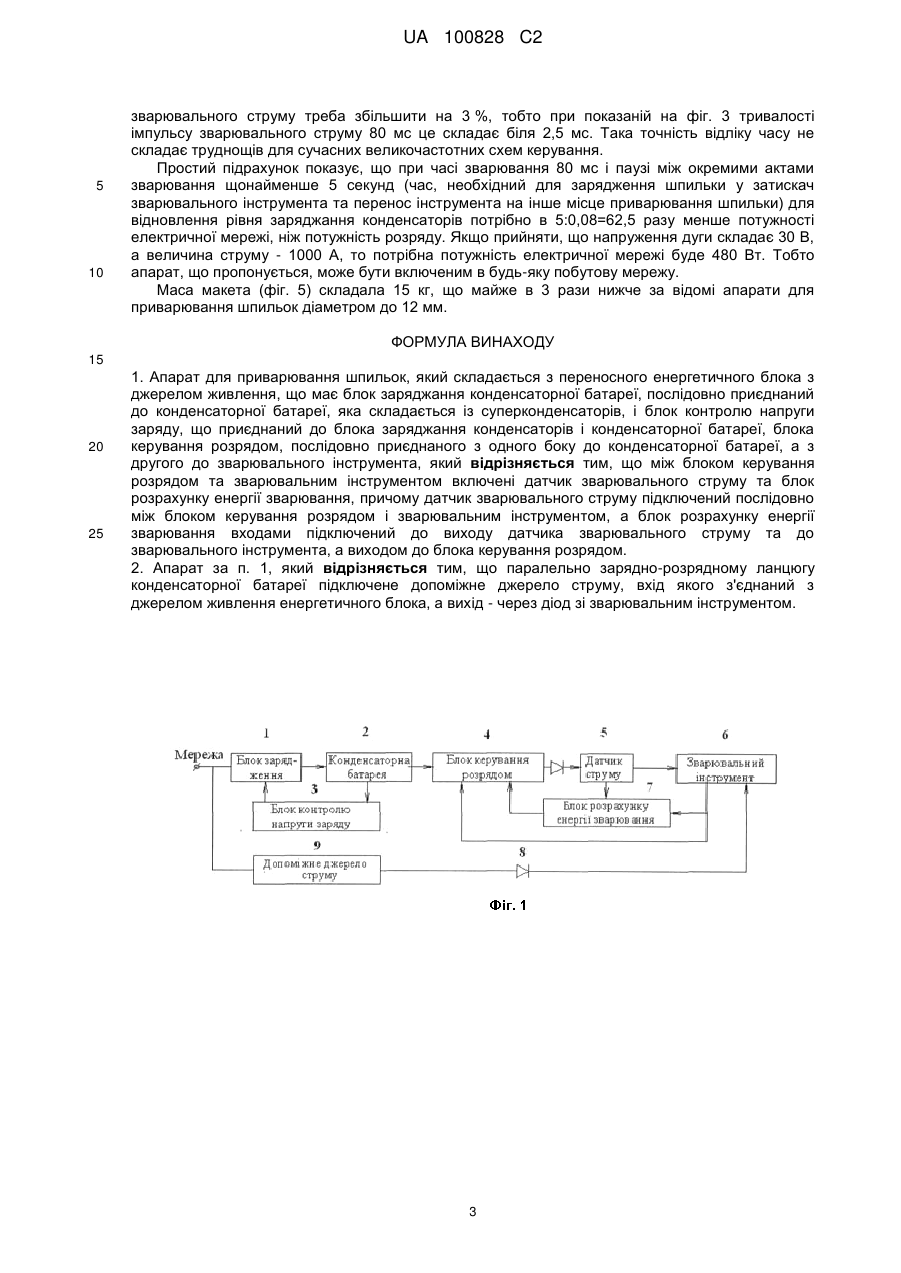
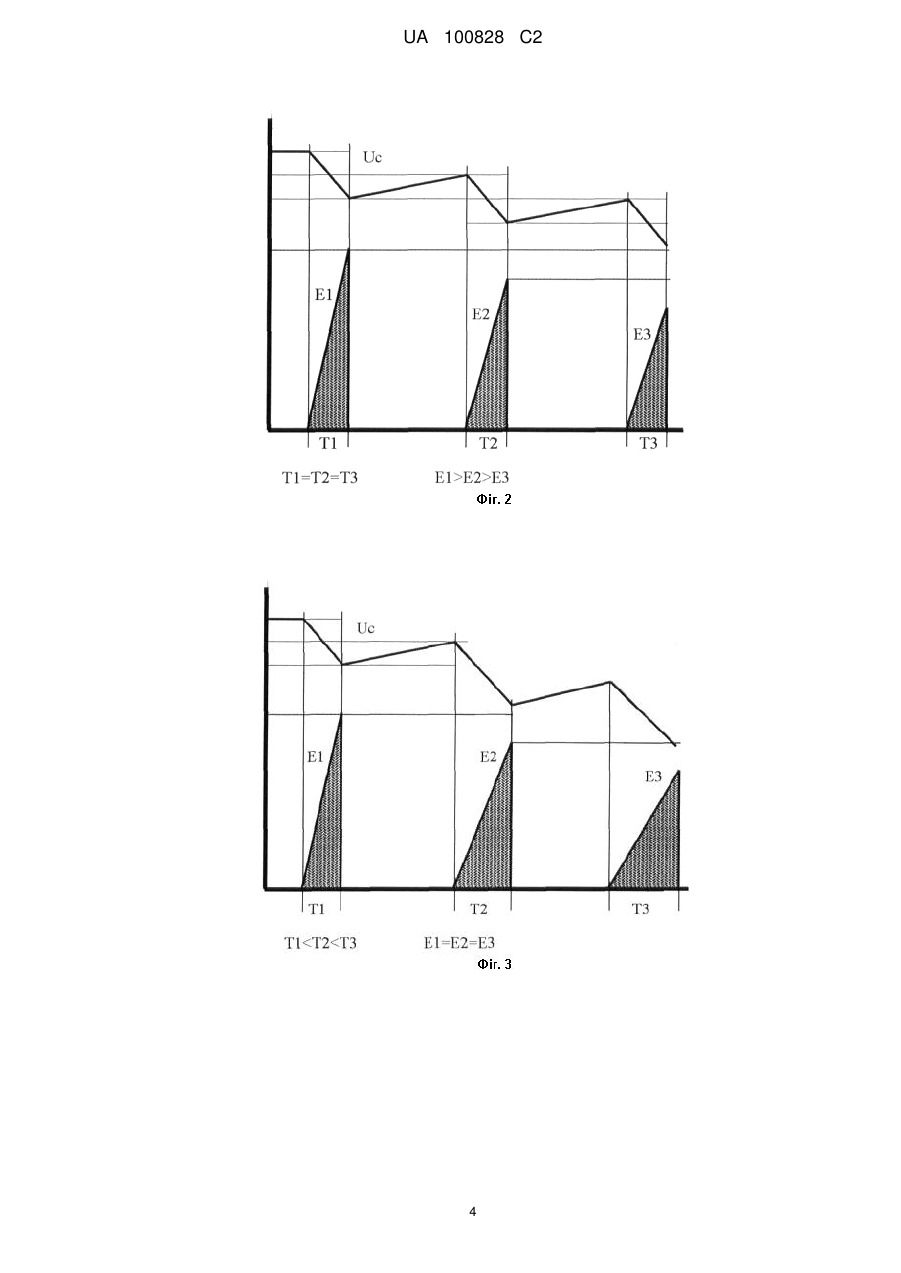
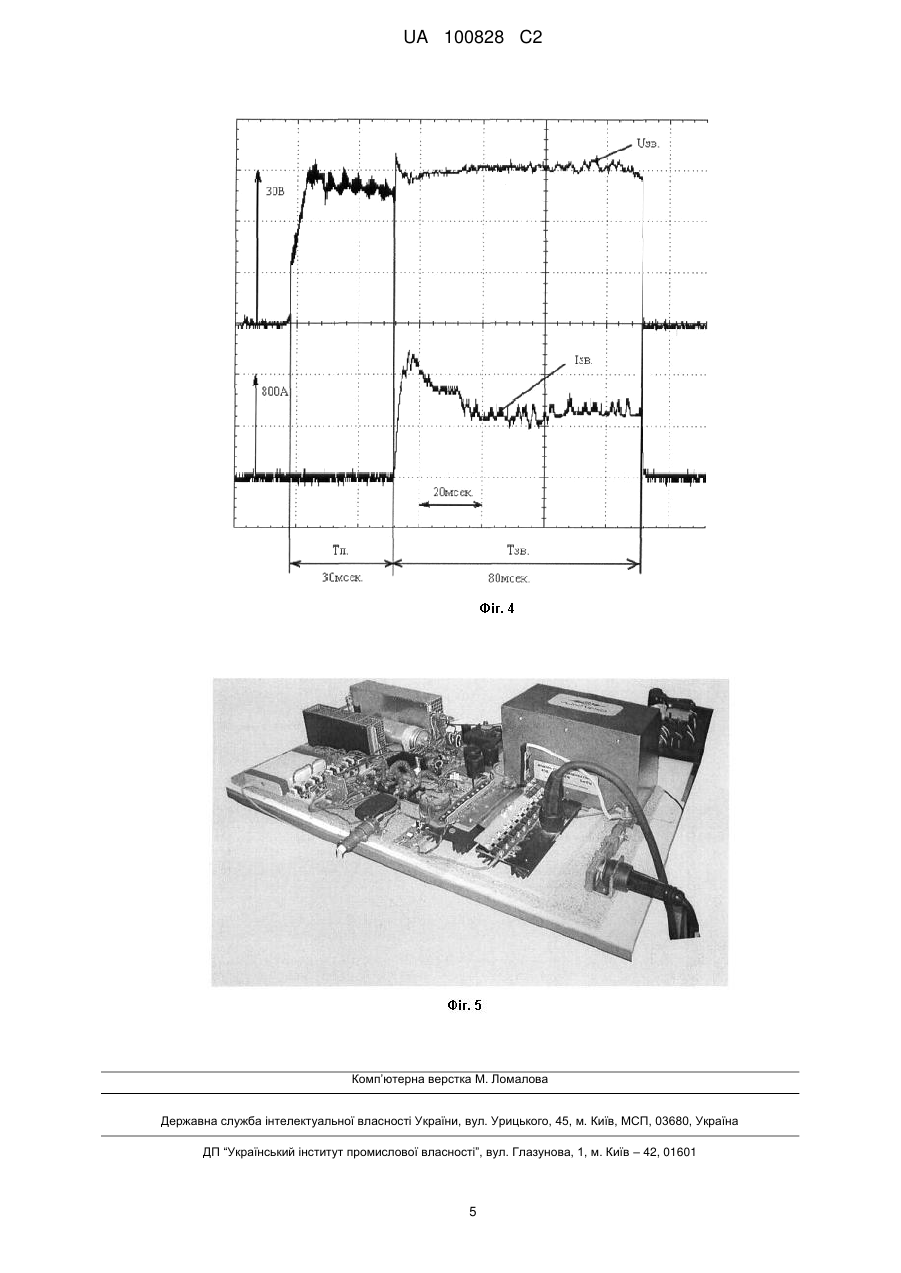
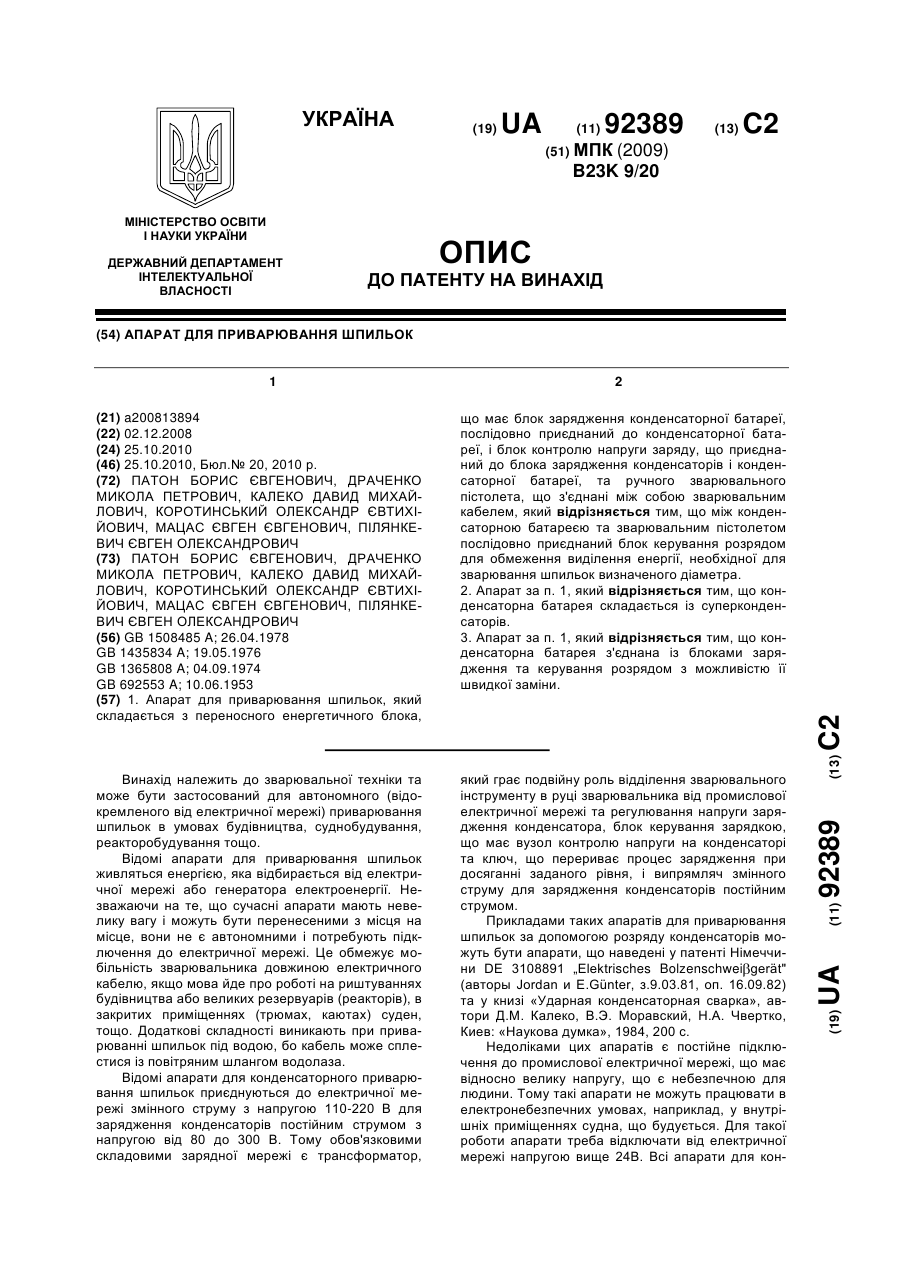
Реферат: Винахід належить до зварювальної техніки та може бути застосований для приварювання шпильок діаметром до 12 мм в промисловості та будівництві. З метою удосконалення апарата для приварювання шпильок короткочасним дуговим розрядом конденсаторів, який складається з переносного енергетичного блока, що має блок заряджання конденсаторної батареї, послідовно приєднаний до конденсаторної батареї із суперконденсаторів, і блок контролю напруги заряду, що приєднаний до блока заряджання конденсаторів і конденсаторної батареї, блока керування розрядом, послідовно приєднаного з одного боку до конденсаторної батареї, а з другого - до зварювального інструмента, до енергетичного блока додається блок розрахунку енергії зварювання, датчик зварювального струму, послідовно приєднаний до блока керування розрядом та зварювальним інструментом, та допоміжне джерело струму, вхід якого з'єднаний з джерелом живлення енергетичного блока, а вихід - через діод зі зварювальним інструментом. Блок розрахунку енергії зварювання входами підключений до виходу датчика зварювального струму та до зварювального інструмента, а виходом до блока керування. UA 100828 C2 (12) UA 100828 C2 UA 100828 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до зварювальної техніки та може бути застосований для приварювання шпильок діаметром до 12 мм в промисловості та будівництві. Апарати для приварювання шпильок розподіляються на ті, що використовують для зварювання енергію, накопичену у блоці конденсаторів (конденсаторне приварювання шпильок), та такі, що використовують енергію безпосередньо від електричної мережі (дугове приварювання шпильок). Перші дозволяють приварювати шпильки діаметром до 10 мм, а другі від 3 до 30 мм. Серед останніх відокремлюється група апаратів, які працюють по методу зварювання коротким циклом і дозволяють приварювати шпильки до 12 мм. Апарати для дугового приварювання шпильок діаметром до 12 мм мають трансформатори та випрямлячі, що забезпечують напругу дуги біля 30 В при струмі до 1000А. З врахуванням к.к.д. такі апарати споживають від електричної мережі потужність 40 кВт. Прикладом можуть бути апарати BMK-12W (ф-ма Soyer, Німеччина) та ARC-900 (ф-ма Cutlass, США). Недоліком відомих джерел струму для дугового приварювання шпильок є також їх велика вага. Перелічені вище апарати мають, відповідно, масу 48 та 38 кг. Таким чином, такі апарати можна використовувати тільки в стаціонарних умовах при наявності мережі досить високої потужності, особливо при масовому виробництві, коли одночасно працюють декілька апаратів. Кращі показники за вагою та споживаною енергією мають конденсаторні установки. Але, як сказано вище, межею їх можливості є шпильки діаметром до 10 мм. Найбільш подібний до апарата, що пропонується (прототип), є апарат по патенту України №92389 "Апарат для приварювання шпильок". Цим патентом заявлений апарат, який складається з переносного енергетичного блока, що має блок заряджання конденсаторної батареї, послідовно приєднаний до конденсаторної батареї із суперконденсаторів, і блок контролю напруги заряду, що приєднаний до блока заряджання конденсаторів і конденсаторної батареї, блока керування розрядом, послідовно приєднаного з одного боку до конденсаторної батареї, а з другого - до зварювального інструмента. Такий апарат може працювати відомий час не будучи безпосередньо зв'язаним з електричною мережею (автономно). Недоліком цього апарата при автономному використанні, або при високій продуктивності, якщо нема умови підзарядження в паузі між актами приварювання, є відсутність стабілізації енергії, що витрачається на послідовне приварювання окремих шпильок, через зменшення напруги заряду конденсаторів після кожного розряду. Також при використанні такого апарата при роботі з невеликою напругою заряду конденсаторів (до 40 В) може бути затрудженим збудження зварювальної дуги. В основу винаходу поставлена задача удосконалення апарата для приварювання шпильок короткочасним дуговим розрядом конденсаторів. Поставлена задача вирішується тим, що в апарат для приварювання шпильок, який складається з переносного енергетичного блока, що має блок заряджання конденсаторної батареї, послідовно приєднаний до конденсаторної батареї із суперконденсаторів, і блок контролю напруги заряду, що приєднаний до блока заряджання конденсаторів і конденсаторної батареї, блока керування розрядом, послідовно приєднаного з одного боку до конденсаторної батареї, а з другого - до зварювального інструмента, до енергетичного блока додається блок розрахунку енергії зварювання, датчик зварювального струму послідовно приєднаний до блока керування розрядом та зварювальним інструментом, та допоміжне джерело струму, вхід якого з'єднаний з джерелом живлення енергетичного блока, а вихід - через діод зі зварювальним інструментом. Блок розрахунку енергії зварювання входами підключений до виходу датчика зварювального струму та до зварювального інструмента, а виходом до блока керування. Відмінністю апарата для приварювання шпильок, що пропонується, є наявність блока розрахунку енергії зварювання, датчика зварювального струму та допоміжного джерела струму. Позитивна якість такої конструкції полягає в тому, що завдяки допоміжному джерелу струму стабілізується збудження дугового розряду суперконденсаторів між шпилькою, якою заряджений зварювальний інструмент, та виробом, до якого вона повинна бути привареною, а за допомогою блока розрахунку енергії, стабілізується енергія зварювання, не зважаючи на зменшення величини струму при приварюванні шпильок з високою продуктивністю або в автономній роботі шляхом керування тривалістю розрядного імпульсу. На фіг. 1 показана блок-схема апарата для приварювання шпильок. На фіг. 2 показана діаграма напруги на суперконденсаторі та енергії розряду при приварюванні шпильок в автономному режимі без стабілізації енергії розряду. На фіг. 3 показана діаграма напруги на суперконденсаторі та енергії розряду при стабілізації енергії розряду шляхом зміни тривалості включення розряду. На фіг. 4 показана осцилограма одиночного розряду із збудженням дуги допоміжним джерелом імпульсного току. 1 UA 100828 C2 5 10 15 20 25 30 35 40 45 50 55 60 На фіг. 5 показана фотографія діючого макету апарата для приварювання шпильок, що пропонується. Апарат складається з блока зарядження 1, який підключений, з одного боку до електричної мережі з можливістю відключення при роботі в автономному режимі, а, з другого боку до конденсаторної батареї 2. До конденсаторної батареї 2 і, з другого боку, до блока зарядження 1 підключений блок контролю напруги зарядження 3. Конденсаторна батарея 2 послідовно через блок керування розрядом 4, діод та датчик струму 5 підключені до зварювального інструмента 6. Блок розрахунку енергії зварювання 7 підключений входами до датчика струму 5 та зварювального інструмента 6, а виходом до блока керування розрядом 4. Паралельно ланцюгу 1-6 через діод 8, що розділяє розрядні ланцюги, підключене допоміжне джерело струму 9. При підключенні апарата до електричної мережі блок заряджання 1, що настроєний на номінальну напругу заряджання конденсаторів, починає виробляти постійний електричний струм, що передається до батареї конденсаторів 2. Напруга заряду конденсаторів залежіть від часу їх заряжання. Тому є можливість, незважаючи на те, що блок заряджання виробляє струм з максимально можливою (номінальною) напругою заряджання конденсаторів, регулювати напругу заряду, припиняючи заряджання при досягненні попередньо заданого рівня напруги. За цим слідкує блок контролю напруги 3, який діє на блок заряджання, перериваючи процес заряджання. Далі апарат може бути відключеним від промислової електричної мережі або іншого джерела енергії (при подальшому автономному використанні), або залишатися підключеним до неї при роботі в стаціонарних умовах. При виконанні зварювальних робіт робітник за допомогою зварювального інструмента, наприклад, зварювального пістолета загальновідомої конструкції, включає розряд батареї конденсаторів 2, активуючи блок керування розрядом 4 та допоміжне джерело імпульсного струму 9. Починається процес приварювання, при якому між шпилькою та виробом, до якого шпилька повинна бути приєднаною, завдячуючи допоміжному джерелу імпульсного струму 9, загоряється електрична дуга. В залежності від діаметра шпильки, що приварюється, та металу, з якого вона виконана, блок керування розрядом 4 виключає розрядний струм через час, що визначений технологією. При цьому завдячуючи великій ємності батареї суперконденсаторів 2, використовується невелика частина енергії, що була накопичена у батареї суперконденсаторів 2. Для приварювання наступної шпильки треба повторити включення розряду батареї конденсаторів 2, так, як це наведено вище, без додаткового підключення до стаціонарної електричної мережі. Процес далі йде згідно з діаграмою на фіг. 2. З цієї діаграми видно, що при недостатньому часі на заряджання конденсаторів або автономній роботі послідовно від приварювання однієї шпильки до іншої при дотриманні постійної тривалості імпульсу струму (Т1=Т2=Т3) зменшується енергія (Е1>Е2>Е3), що йде на приварювання, відповідно до зменшення напруги заряду конденсаторів Uc. Зрозуміло, що це може призвести до погіршення якості з'єднання. Запобігання цьому слугує блок розрахунку енергії зварювання 7, який на підставі інформації, що отримується з датчика струму 5 (величина струму та тривалість імпульсу) та зварювального інструмента (напруга горіння електричної дуги) вираховує енергію, що йде на приварювання шпильки, і підтримує тривалість імпульсу доти, доки розрахована енергія не зрівняється з наперед заданою. Діаграма, що відповідає стабілізації енергії зварювання від приварювання одної шпильки до іншої, показана на фіг. 3. З цієї діаграми видно, що завдячуючи збільшенню тривалості імпульсу (Т1
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for welding studs
Автори англійськоюPaton Borys Yevhenovych, Zhykhariev Andrii Mykolaiovych, Kaleko Davyd Mykhailovych, Sliezin Oleksandr Oleksandrovych
Назва патенту російськоюАппарат для приварки шпилек
Автори російськоюПатон Борис Евгеньевич, Жихарев Андрей Николаевич, Калеко Давид Михайлович, Слезин Александр Александрович
МПК / Мітки
МПК: B23K 9/20
Мітки: приварювання, шпильок, апарат
Код посилання
<a href="https://ua.patents.su/7-100828-aparat-dlya-privaryuvannya-shpilok.html" target="_blank" rel="follow" title="База патентів України">Апарат для приварювання шпильок</a>
Апарат для приварювання шпильок
Номер патенту: 92389
Опубліковано: 25.10.2010
Автори: Пілянкевич Євген Олександрович, Драченко Микола Петрович, Патон Борис Євгенович, Калеко Давид Михайлович, Мацас Євген Євгенович, Коротинський Олександр Євтіхійович
МПК: B23K 9/20
Мітки: приварювання, апарат, шпильок
Формула / Реферат:
1. Апарат для приварювання шпильок, який складається з переносного енергетичного блока, що має блок зарядження конденсаторної батареї, послідовно приєднаний до конденсаторної батареї, і блок контролю напруги заряду, що приєднаний до блока зарядження конденсаторів і конденсаторної батареї, та ручного зварювального пістолета, що з'єднані між собою зварювальним кабелем, який відрізняється тим, що між конденсаторною батареєю та зварювальним...
Спосіб приварювання шпильок
Номер патенту: 66970
Опубліковано: 15.06.2004
Автор: Калеко Давид Михайлович
МПК: B23K 9/00
Мітки: приварювання, шпильок, спосіб
Формула / Реферат:
Спосіб конденсаторного приварювання шпильок, при якому на кінці шпильки виконують тонкий виступ (стартер дуги), підключають шпильку і деталь, до якої вона повинна бути приварена, до попередньо заряджених конденсаторів, переміщають шпильку виступом вперед з початкового положення в напрямку до деталі, у результаті чого між шпилькою, що приварюється, і деталлю запалюється електрична дуга, яка оплавляє стиковані поверхні, потім осаджують шпильку...
Спосіб одержання заготівок алюмінієвого сплаву для виготовлення шпильок, призначених для ударного конденсаторного приварювання
Номер патенту: 63127
Опубліковано: 15.01.2004
Автори: Чвертко Наталія Анатоліївна, Калеко Давид Михайлович
МПК: C21D 8/06
Мітки: алюмінієвого, приварювання, спосіб, сплаву, призначених, ударного, конденсаторного, виготовлення, одержання, шпильок, заготівок
Формула / Реферат:
Спосіб одержання заготівок алюмінієвого сплаву для виготовлення шпильок, призначених для ударного конденсаторного приварювання, що включає операції виливання заготівки, охолодження її до температури 370 - 480 °С, прокатки напівфабрикату, протягання його до номінального діаметра, який відрізняється тим, що перед виготовленням шпильок напівфабрикат стрижня повторно нагрівають до температури розчинення надлишкової фази в межах 300 - 450 °С,...
Пристрій для приварювання шипів
Номер патенту: 62949
Опубліковано: 15.01.2004
Автор: Юрченко Валерій Іванович
МПК: B23K 9/20
Мітки: приварювання, пристрій, шипів
Формула / Реферат:
Пристрій для приварювання шипів до труби, що складається з корпусу у вигляді пістолета, в якому розміщено шток з цангою, що утримує шип, а до корпусу пристрою прикріплено паралельно до нього упор, який відрізняється тим, що шток виконано підпружиненим з можливістю переміщення від труби і назад за допомогою важеля, механічно з’єднаного зі штоком, крім того важіль обладнано мікровмикачем зварювального струму, цангу встановлено на дистальному...
Апарат для контактного конденсаторного зварювання
Номер патенту: 92665
Опубліковано: 25.11.2010
Автори: Коротинський Олександр Євтіхійович, Калеко Давид Михайлович, Драченко Микола Петрович, Патон Борис Євгенович
МПК: B23K 11/26
Мітки: конденсаторного, апарат, контактного, зварювання
Формула / Реферат:
1. Апарат для контактного конденсаторного зварювання із зварювальним інструментом, парою електродів, що змонтована на кінці зварювального інструменту, яка підводить імпульс зварювального струму до деталей, що зварюються, батареєю суперконденсаторів, які забезпечують енергопостачання великим струмом та низькою напругою, блоком зарядження батареї суперконденсаторів, що може підключатися до електричної мережі та з'єднаний із батареєю...
Попередній патент: Газотурбінна установка з каскадним обмінником тиску
Наступний патент: Системи, методи та апаратура для виявлення помилки шифрування та відновлення безпомилкового стану
Випадковий патент: Пристрій і спосіб виконання лінії надійного відламування для промислового відрізання листів скла