Апарат для контактного конденсаторного зварювання
Номер патенту: 92665
Опубліковано: 25.11.2010
Автори: Патон Борис Євгенович, Калеко Давид Михайлович, Драченко Микола Петрович, Коротинський Олександр Євтіхійович
Формула / Реферат
1. Апарат для контактного конденсаторного зварювання із зварювальним інструментом, парою електродів, що змонтована на кінці зварювального інструменту, яка підводить імпульс зварювального струму до деталей, що зварюються, батареєю суперконденсаторів, які забезпечують енергопостачання великим струмом та низькою напругою, блоком зарядження батареї суперконденсаторів, що може підключатися до електричної мережі та з'єднаний із батареєю суперконденсаторів, блоком керування процесом зарядження конденсаторів та їх розрядкою, який сполучений із блоком зарядження батареї суперконденсаторів і електродами, розрядним колом, що зв'язує батарею суперконденсаторів з електродами на кінці зварювального інструменту, ключем включення розрядного струму, що установлений в розрядному колі послідовно із батареєю суперконденсаторів та зварювальним інструментом, який відрізняється тим, що в розрядному колі послідовно між ключем включення розряду та зварювальним інструментом установлений датчик струму, зв'язаний із блоком керування.
2. Апарат за п. 1, який відрізняється тим, що ключ включення розряду складається з транзисторів, кожний з яких підключений до окремого конденсатора з можливістю включення заданої кількості конденсаторів.
Текст
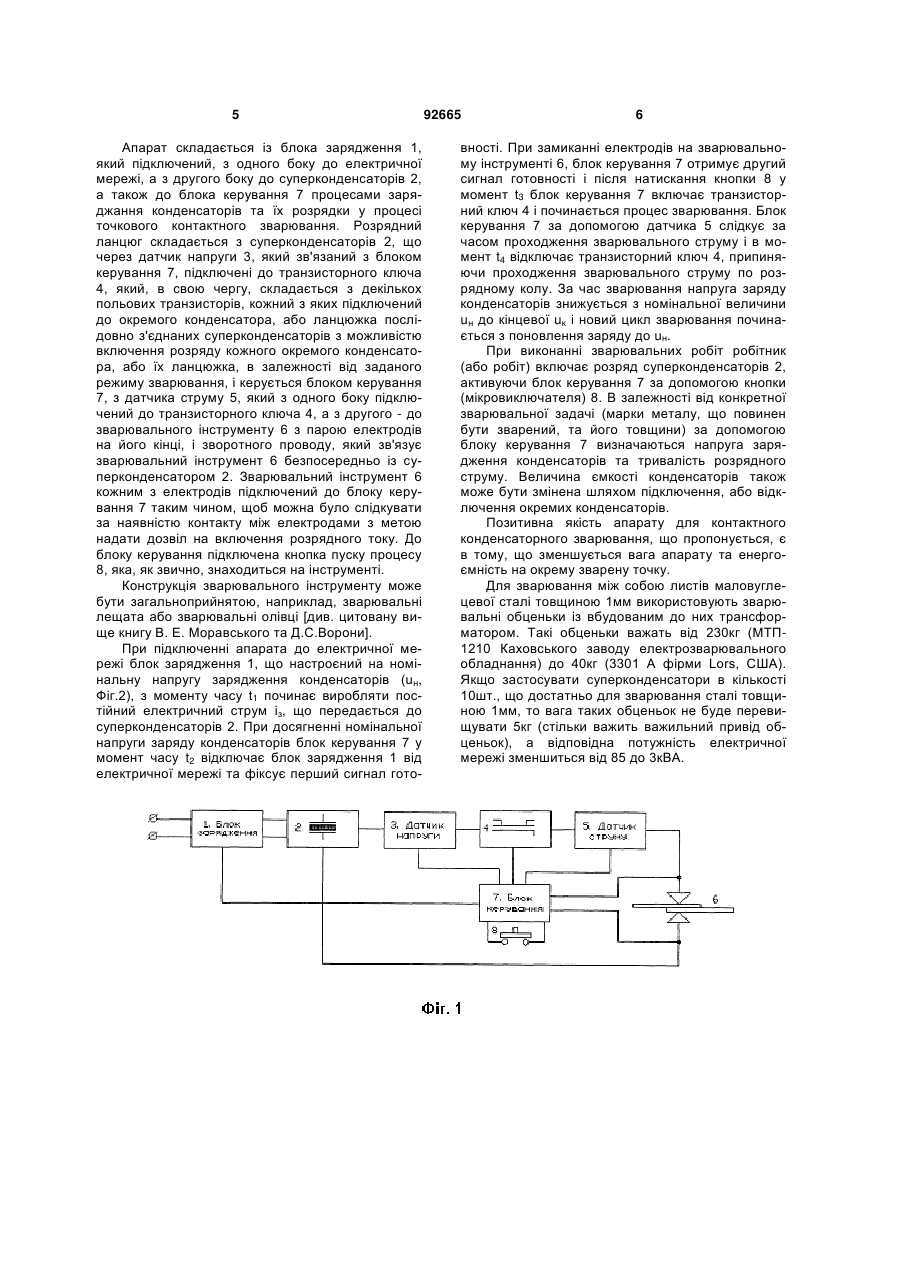
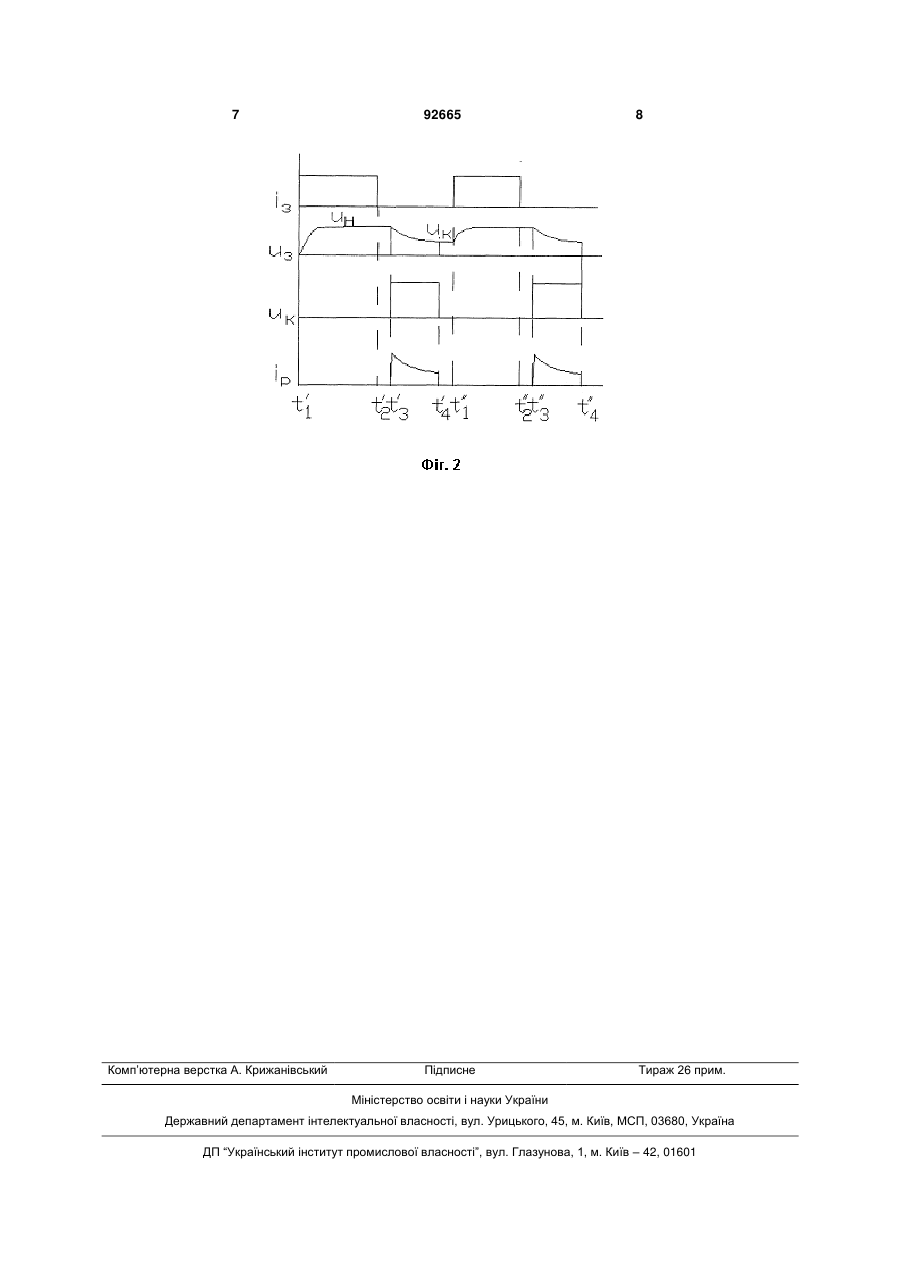
1. Апарат для контактного конденсаторного зварювання із зварювальним інструментом, парою електродів, що змонтована на кінці зварювального інструменту, яка підводить імпульс зварювального C2 2 (19) 1 3 що підводять струм від конденсаторів до зварювального інструменту, трансформатор разом з випрямлячем встановлюють безпосередньо у зварювальний інструмент. Недоліком цієї конструкції є висока вага інструменту, що підвищує навантаження на руку працівника або робота. В обох випадках зменшується точність установки інструменту на місце зварювання та продуктивність праці. Вирішення проблеми зменшення маси інструмента знайдено у патентах Німеччини DE 100 00 246 А1 [кл.МПК В23К 11/26, з. 05.01.2000 (пріорітет Ізраїлю від 05.01.1999), oп. 28.12.2000] та США US 6,303,894 B1 [кл. МПК В23К 11/26, В23К 11/10, В23К 11/24, oп. 16.10.2001] авторов D.Laser, N.Kkein, Ch.Yamitzky „WiderstandschweiBen mit einem elektrochemischen Kondensator als Stromversorgungsquelle" ("Resistance welding with an electrochemical capacitor as the current power source"), що є прототипом до винаходу, що передбачається, у яких запропонований пристрій для конденсаторного імпульсного зварювання, транспортабельний та зручний в експлуатуванні, з ручним інструментом, парою електродів, що змонтована на кінці ручного інструменту, яка повинна підводити імпульс зварювального струму до деталей, що зварюються, електрохімічним конденсатором, який забезпечує енергопостачання великим струмом та низькою напругою, керуючим пристроєм, який розміщений між електрохімічним конденсатором і електродами для того, щоб через ці електроди розрядити енергію, накоплену в електрохімічному конденсаторі в залежності від порогового тиску між електродами, що створює зусилля, з яким електроди стискають деталі. Відсутність зварювального трансформатора та розміщення низьковольтного великоємкісного конденсатора безпосередньо біля електродів знижує масу пристрою (зварювального інструменту) та зменшує витрати енергії на безкорисний нагрів проводів. І це є позитивна якість пристрою по цитованим патентам. Недоліком нього є те, що в якості вимикача застосовується тиристор (п.2 патентної формули), який після включення при заданому тиску на електродах вимикається тільки при знижені струму, практично, до нуля. Тому при використанні великоємкісних конденсаторів немає можливості керувати часом проходження зварювального току, а також це призводить до безцільної витрати енергії на «хвості» розряду. Цей невеликий струм, що тече досить довго (у масштабі зварювального циклу) складає майже третину накопиченої енергії. Тому постає задача створити апарат, який дозволив би керувати часом розряду та зменшити безцільні витрати енергії при точковому конденсаторному зварюванні з використанням електрохімічних, так званих, суперконденсаторов. Останні відрізняються від звичайних великими питомими енергетичними показниками (Ф/г, або Ф/см3), що дає змогу застосувати їх у ручному або роботизованому інструменті без зайвого навантаження на руку зварювальника чи робота. Поставлена задача вирішується тим, що апарат для контактного конденсаторного зварювання, транспортабельний та зручний в експлуатуванні, із 92665 4 зварювальним інструментом, парою електродів, що змонтована на кінці зварювального інструменту, яка підводить імпульс зварювального струму до деталей, що зварюються, суперконденсаторами, які забезпечують енергопостачання великим струмом та низькою напругою, між електрохімічними конденсаторами і електродами розміщені датчик струму та транзисторний ключ з блоком керування, які контролюють час проходження струму через ці електроди, припиняють розряд конденсаторів та включають їх зарядку. Відмінністю апарату для контактного конденсаторного зварювання, що пропонується, транспортабельного та зручного в експлуатуванні, із зварювальним інструментом, парою електродів, що змонтована на кінці зварювального інструменту, яка повинна підводити імпульс зварювального струму до деталей, що зварюються, суперконденсаторами, які забезпечують енергопостачання великим струмом та низькою напругою, від відомих зразків є наявність в розрядному ланцюгові датчика струму, що подає сигнал на блок керування, завдяки чому є змога відраховувати час його проходження через деталі, що зварюються, ключа на польових транзисторах для пуску та виключення розрядного току, який розміщений в розрядному колі між датчиками струму та напруги зарядження суперконденсаторів, блока керування зарядкою конденсаторів та їх розрядом, до якого підключені датчики розрядного струму і напруги на конденсаторі та електроди зварювального інструменту, який дає дозвіл на включення розрядного току, коли є контакт між електродами, припиняє розряд через заздалегідь визначений час зварювання та включає зарядний струм. Позитивна якість такого апарата для контактного конденсаторного зварювання, транспортабельного та зручного в експлуатуванні, із зварювальним інструментом, парою електродів, що змонтована на кінці зварювального інструменту, яка повинна підводити імпульс зварювального струму до деталей, що зварюються, суперконденсаторами, які забезпечують енергопостачання великим струмом та низькою напругою, полягає в тому, що завдяки наявності датчика струму у розрядному колі та блока керування розрядом, що підраховує час проходження зварювального струму між електродами та деталями, що мають бути звареними, включає і виключає зарядку суперконденсаторов, змінює провідність транзисторного ключа керування розрядом в залежності від наявності контакту між деталями, що зварюються (включає струм), та заданого часу проходження струму (припиняє провідність польового транзисторного ключа) з'являється можливість керування процесом зварювання зміною величини току (напруги зарядки конденсаторів) і часу його проходження та зменшити втрати енергії на неефективний нагрів металу, що зварюється. На Фіг.1 показана блок-схема апарату для контактного конденсаторного зварювання, що пропонується. На Фіг.2 показана діаграма роботи апарата для контактного конденсаторного зварювання. 5 Апарат складається із блока зарядження 1, який підключений, з одного боку до електричної мережі, а з другого боку до суперконденсаторів 2, а також до блока керування 7 процесами заряджання конденсаторів та їх розрядки у процесі точкового контактного зварювання. Розрядний ланцюг складається з суперконденсаторів 2, що через датчик напруги 3, який зв'язаний з блоком керування 7, підключені до транзисторного ключа 4, який, в свою чергу, складається з декількох польових транзисторів, кожний з яких підключений до окремого конденсатора, або ланцюжка послідовно з'єднаних суперконденсаторів з можливістю включення розряду кожного окремого конденсатора, або їх ланцюжка, в залежності від заданого режиму зварювання, і керується блоком керування 7, з датчика струму 5, який з одного боку підключений до транзисторного ключа 4, а з другого - до зварювального інструменту 6 з парою електродів на його кінці, і зворотного проводу, який зв'язує зварювальний інструмент 6 безпосередньо із суперконденсатором 2. Зварювальний інструмент 6 кожним з електродів підключений до блоку керування 7 таким чином, щоб можна було слідкувати за наявністю контакту між електродами з метою надати дозвіл на включення розрядного току. До блоку керування підключена кнопка пуску процесу 8, яка, як звично, знаходиться на інструменті. Конструкція зварювального інструменту може бути загальноприйнятою, наприклад, зварювальні лещата або зварювальні олівці [див. цитовану вище книгу В. Е. Моравського та Д.С.Ворони]. При підключенні апарата до електричної мережі блок зарядження 1, що настроєний на номінальну напругу зарядження конденсаторів (uн, Фіг.2), з моменту часу t1 починає виробляти постійний електричний струм із, що передається до суперконденсаторів 2. При досягненні номінальної напруги заряду конденсаторів блок керування 7 у момент часу t2 відключає блок зарядження 1 від електричної мережі та фіксує перший сигнал гото 92665 6 вності. При замиканні електродів на зварювальному інструменті 6, блок керування 7 отримує другий сигнал готовності і після натискання кнопки 8 у момент t3 блок керування 7 включає транзисторний ключ 4 і починається процес зварювання. Блок керування 7 за допомогою датчика 5 слідкує за часом проходження зварювального струму і в момент t4 відключає транзисторний ключ 4, припиняючи проходження зварювального струму по розрядному колу. За час зварювання напруга заряду конденсаторів знижується з номінальної величини uн до кінцевої uк і новий цикл зварювання починається з поновлення заряду до uн. При виконанні зварювальних робіт робітник (або робіт) включає розряд суперконденсаторів 2, активуючи блок керування 7 за допомогою кнопки (мікровиключателя) 8. В залежності від конкретної зварювальної задачі (марки металу, що повинен бути зварений, та його товщини) за допомогою блоку керування 7 визначаються напруга зарядження конденсаторів та тривалість розрядного струму. Величина ємкості конденсаторів також може бути змінена шляхом підключення, або відключення окремих конденсаторів. Позитивна якість апарату для контактного конденсаторного зварювання, що пропонується, є в тому, що зменшується вага апарату та енергоємність на окрему зварену точку. Для зварювання між собою листів маловуглецевої сталі товщиною 1мм використовують зварювальні обценьки із вбудованим до них трансформатором. Такі обценьки важать від 230кг (МТП1210 Каховського заводу електрозварювального обладнання) до 40кг (3301 А фірми Lors, США). Якщо застосувати суперконденсатори в кількості 10шт., що достатньо для зварювання сталі товщиною 1мм, то вага таких обценьок не буде перевищувати 5кг (стільки важить важильний привід обценьок), а відповідна потужність електричної мережі зменшиться від 85 до 3кВА. 7 Комп’ютерна верстка А. Крижанівський 92665 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for contact condenser welding
Автори англійськоюPaton Borys Yevhenovych, Drachenko Mykola Petrovych, Kaleko Davyd Mykhailovych, Korotynskyi Oleksandr Yevtikhiiovych
Назва патенту російськоюАппарат для контактной конденсаторной сварки
Автори російськоюПатон Борис Евгеньевич, Драченко Николай Петрович, Калеко Давид Михайлович, Коротинский Александр Евтихиевич
МПК / Мітки
МПК: B23K 11/26
Мітки: конденсаторного, контактного, апарат, зварювання
Код посилання
<a href="https://ua.patents.su/4-92665-aparat-dlya-kontaktnogo-kondensatornogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Апарат для контактного конденсаторного зварювання</a>
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів
Номер патенту: 30514
Опубліковано: 15.11.2000
Автори: Білобородченко Володимир Іванович, Самотий Володимир Васильович
МПК: B23K 11/00
Мітки: пристрій, зварювання, матеріалів, точкового, конденсаторного, тугоплавких, переважно
Формула / Реферат:
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів, який містить джерело напруги, що з'єднане з першим тиристором та через перший діод - з накопичувальним конденсатором, зварювальний трансформатор, первинна обмотка якого має принаймні один проміжний вивід, вхід та вихід її під'єднані відповідно до другого діоду та першого тиристора, а вторинна обмотка є виходом пристрою, який відрізняється тим, що в нього...
Пристрій для керування процесом контактного точкового зварювання
Номер патенту: 79189
Опубліковано: 25.05.2007
Автори: Бондаренко Олександр Федорович, Паеранд Юрій Едуардович
МПК: B23K 11/24
Мітки: пристрій, процесом, точкового, контактного, зварювання, керування
Формула / Реферат:
Пристрій для керування процесом контактного точкового зварювання, що містить джерело зварювального струму, регулятор зварювального струму, включений у вторинний ланцюг джерела зварювального струму, буферний підсилювач, блок порівняння, блок множення, керуючий вхід регулятора зварювального струму через буферний підсилювач з'єднаний з виходом блока порівняння, перший вхід якого з'єднаний з виходом блока множення, датчик зварювального струму і...
Спосіб контактного точкового зварювання

Номер патенту: 29554
Опубліковано: 10.01.2008
Автори: Сендецький Євгеній Миколайович, Нічєпоренко Олександр Васильович
МПК: B23K 11/10, B21F 27/00, B23K 11/00
Мітки: точкового, спосіб, зварювання, контактного
Формула / Реферат:
Спосіб контактного точкового зварювання переважно прутків дроту при виготовленні сітки, при якому в початковий момент зварювання прутки стискають із зусиллям стиснення, величина якого менше зварювального зусилля стиснення, пропускають імпульс струму, а потім стискаюче зусилля збільшують до зварювального зусилля стиснення, пропускають імпульс зварювального струму і знімають зусилля стиснення, який відрізняється тим, що в початковий момент...
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів
Номер патенту: 37553
Опубліковано: 15.05.2001
Автори: Білобородченко Володимир Іванович, Самотий Володимир Васильович
МПК: B23K 11/00
Мітки: пристрій, переважно, матеріалів, конденсаторного, тугоплавких, точкового, зварювання
Формула / Реферат:
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів, який містить джерело напруги, що з’єднане з першим тиристором та через діод з нагромаджуючого конденсатором, причому катод, першого тиристора та один з виводів нагромаджуючого конденсатора приєднані до загальної шини, зварювальний трансформатор, первинна обмотка якого має принаймні один проміжний вивід, а вторинна обмотка є виходом пристрою, який...
Спосіб керування процесом контактного точкового зварювання
Номер патенту: 20927
Опубліковано: 15.02.2007
Автори: Бондаренко Олександр Федорович, Паеранд Юрій Едуардович
МПК: B23K 11/24
Мітки: точкового, керування, процесом, спосіб, зварювання, контактного
Формула / Реферат:
Спосіб керування процесом контактного точкового зварювання, що включає вимірювання поточної міжелектродної напруги і зварювального струму, збільшення потужності зварювального струму за квадратичним законом, дозування виділеної між електродами енергії, порівнюючи її із заданою величиною, який відрізняється тим, що потужність зварювального струму збільшують за квадратичним законом доти, доки міжелектродна напруга не досягне порогового значення,...
Попередній патент: Оцінка мультиплексованих з ортогональним частотним розділенням каналів
Наступний патент: Пристрій для нанесення водних розчинів
Випадковий патент: Спосіб лікування тромбозу вен сітківки