Спосіб борування сталевих виробів
Номер патенту: 102394
Опубліковано: 10.07.2013
Автори: Мостовий Володимир Іванович, Спиридонова Ірина Михайлівна, Колюча Валентина Дмитрієвна, Федоренкова Любов Іванівна

Формула / Реферат
Спосіб борування сталевих виробів, що включає борування з нагрівом та витримкою в дві стадії в суміші для борування, що містить компоненти бору та молібдену, який відрізняється тим, що першу стадію борування здійснюють впродовж 2-4 годин при температурі 900-950 °С, після чого розпочинають другу стадію, підіймаючи температуру до 1020-1070 °С, і витримують при ній вироби впродовж 0,5-1,5 години в порошковій суміші, що додатково містить карбід бору, оксид нікелю (II) NiO, натрію карбонат, фторид натрію в наступній кількості, мас. %:
оксид нікелю (II) NiO
5-13
оксид молібдену (V) Мо2О5
5-13
фторид натрію NaF
3-7
карбонат натрію Nа2СО3
1-5
карбід бору В4С
решта.
Текст
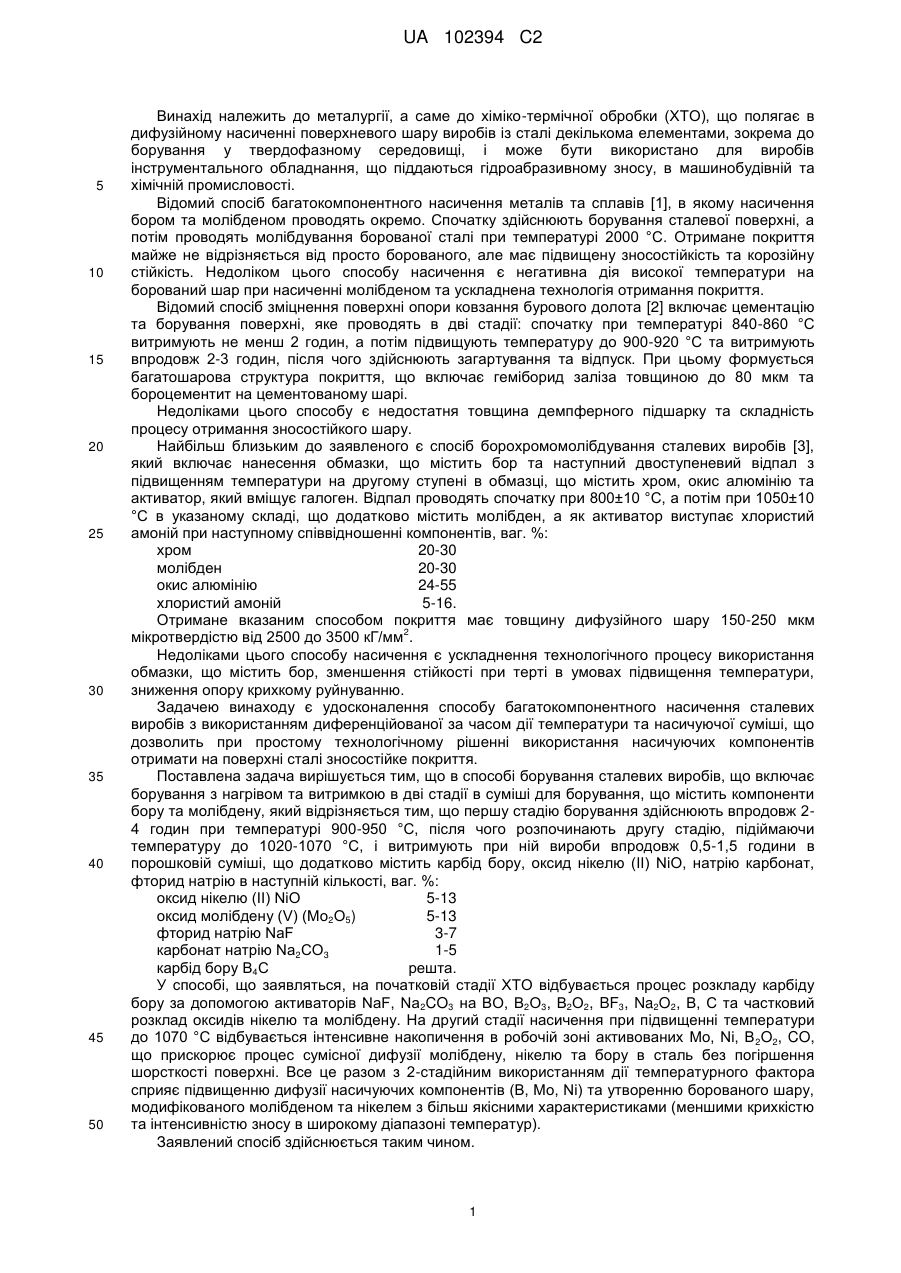
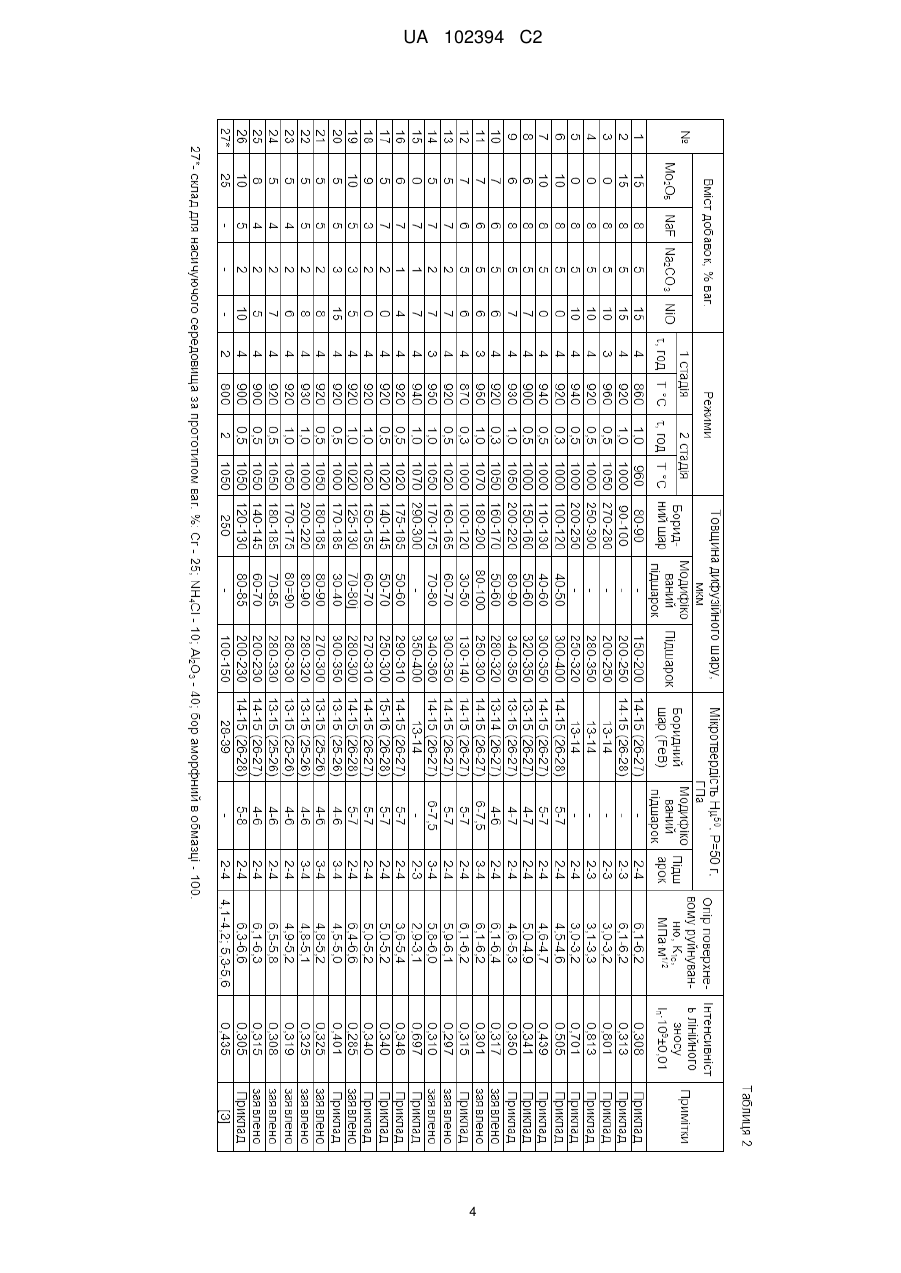
Реферат: Винахід належить до металургії, а саме до хіміко-термічної обробки виробів із сталі, зокрема до борування у твердофазному середовищі. В способі спершу здійснюють борування впродовж 24 годин при температурі 900-950 °С, після чого розпочинають другу стадію, підіймаючи температуру до 1020-1070 °С, і витримують при ній вироби впродовж 0,5-1,5 години в порошковій суміші, що містить, мас. %: NiO - 5-13, Мо2О5 - 5-13, NaF - 3-7, Nа2СО3 - 1-5, В4С решта. Спосіб дозволяє одержати покриття з модифікованого боридного шару та підшарку, що забезпечує високу твердість, опір крихкому руйнуванню, зносостійкості в широкому діапазоні температур. UA 102394 C2 (12) UA 102394 C2 UA 102394 C2 5 10 15 20 25 30 35 40 45 50 Винахід належить до металургії, а саме до хіміко-термічної обробки (ХТО), що полягає в дифузійному насиченні поверхневого шару виробів із сталі декількома елементами, зокрема до борування у твердофазному середовищі, і може бути використано для виробів інструментального обладнання, що піддаються гідроабразивному зносу, в машинобудівній та хімічній промисловості. Відомий спосіб багатокомпонентного насичення металів та сплавів [1], в якому насичення бором та молібденом проводять окремо. Спочатку здійснюють борування сталевої поверхні, а потім проводять молібдування борованої сталі при температурі 2000 °С. Отримане покриття майже не відрізняється від просто борованого, але має підвищену зносостійкість та корозійну стійкість. Недоліком цього способу насичення є негативна дія високої температури на борований шар при насиченні молібденом та ускладнена технологія отримання покриття. Відомий спосіб зміцнення поверхні опори ковзання бурового долота [2] включає цементацію та борування поверхні, яке проводять в дві стадії: спочатку при температурі 840-860 °С витримують не менш 2 годин, а потім підвищують температуру до 900-920 °С та витримують впродовж 2-3 годин, після чого здійснюють загартування та відпуск. При цьому формується багатошарова структура покриття, що включає геміборид заліза товщиною до 80 мкм та бороцементит на цементованому шарі. Недоліками цього способу є недостатня товщина демпферного підшарку та складність процесу отримання зносостійкого шару. Найбільш близьким до заявленого є спосіб борохромомолібдування сталевих виробів [3], який включає нанесення обмазки, що містить бор та наступний двоступеневий відпал з підвищенням температури на другому ступені в обмазці, що містить хром, окис алюмінію та активатор, який вміщує галоген. Відпал проводять спочатку при 800±10 °С, а потім при 1050±10 °С в указаному складі, що додатково містить молібден, а як активатор виступає хлористий амоній при наступному співвідношенні компонентів, ваг. %: хром 20-30 молібден 20-30 окис алюмінію 24-55 хлористий амоній 5-16. Отримане вказаним способом покриття має товщину дифузійного шару 150-250 мкм 2 мікротвердістю від 2500 до 3500 кГ/мм . Недоліками цього способу насичення є ускладнення технологічного процесу використання обмазки, що містить бор, зменшення стійкості при терті в умовах підвищення температури, зниження опору крихкому руйнуванню. Задачею винаходу є удосконалення способу багатокомпонентного насичення сталевих виробів з використанням диференційованої за часом дії температури та насичуючої суміші, що дозволить при простому технологічному рішенні використання насичуючих компонентів отримати на поверхні сталі зносостійке покриття. Поставлена задача вирішується тим, що в способі борування сталевих виробів, що включає борування з нагрівом та витримкою в дві стадії в суміші для борування, що містить компоненти бору та молібдену, який відрізняється тим, що першу стадію борування здійснюють впродовж 24 годин при температурі 900-950 °С, після чого розпочинають другу стадію, підіймаючи температуру до 1020-1070 °С, і витримують при ній вироби впродовж 0,5-1,5 години в порошковій суміші, що додатково містить карбід бору, оксид нікелю (II) NiO, натрію карбонат, фторид натрію в наступній кількості, ваг. %: оксид нікелю (II) NiO 5-13 оксид молібдену (V) (Мо2О5) 5-13 фторид натрію NaF 3-7 карбонат натрію Nа2СО3 1-5 карбід бору В4С решта. У способі, що заявляться, на початковій стадії ХТО відбувається процес розкладу карбіду бору за допомогою активаторів NaF, Na2CO3 на ВО, В2О3, В2О2, BF3, Na2O2, В, С та частковий розклад оксидів нікелю та молібдену. На другий стадії насичення при підвищенні температури до 1070 °С відбувається інтенсивне накопичення в робочій зоні активованих Mo, Ni, B 2O2, CO, що прискорює процес сумісної дифузії молібдену, нікелю та бору в сталь без погіршення шорсткості поверхні. Все це разом з 2-стадійним використанням дії температурного фактора сприяє підвищенню дифузії насичуючих компонентів (В, Mo, Ni) та утворенню борованого шару, модифікованого молібденом та нікелем з більш якісними характеристиками (меншими крихкістю та інтенсивністю зносу в широкому діапазоні температур). Заявлений спосіб здійснюється таким чином. 1 UA 102394 C2 5 10 Виріб із сталі 45 поміщають у герметичний контейнер з плавким затвором. Проводять рівномірну закладку компонентів суміші, упаковують, герметизують і поміщають в нагріту до робочої температури (920±10 °С ) піч. Після виходу на режим проводять процес борування. По закінченні 4 годин обробки температуру процесу підвищують до 1060±10 °С. По закінченні 60 хвилин другого етапу борування процес ХТО припиняють. Після зниження температури печі до 800 °С, піч охолоджують з відкритими дверима. Приклад здійснення. Проводили обробку зразків зі сталі 45 в контейнері з плавким затвором по заявленому способу - борування в насичуючому середовищі, що містить, ваг. %: оксид нікелю (II) NiO 5 оксид молібдену (Мо2О5) 5 фторид натрію NaF 4 карбонат натрію Na2CO3 3 карбід бору В4С решта, при температурі 920±10 °С впродовж 4 годин та при температурі 1060±10 °С впродовж 1,0 години. Результати обробки сталі наведено в таблиці 1. Таблиця 1 Матеріал Сталь 45 15 20 25 30 35 40 45 Товщина дифузійного шару, мкм Боридний підшарок шар 180-200 400-500 Опір Інтенсивність поверхневому лінійного руйнуванню, зносу Боридний шар підшарок 1/2 9 К1с, МПам Іn10 ±0,01 13-15 (26-27) 2-4 6,2-6,5 0,317 50 Мікротвердість H , ГПа В результаті обробки за заявленим способом на поверхні сталі 45 отримали дифузійний шар, що складається з боридного шару та підшарку підвищеної твердості. Крім того, боридний шар включає в себе легований Ni та Мо підшарок високої твердості (в таблиці ця твердість 1/2 вказана в дужках), який сприяє зросту опору поверхневому руйнуванню до 6,5 МПам та зменшенню інтенсивності лінійного зносу в порівнянні з прототипом. Інтенсивність лінійного зносу визначали за допомогою машини тертя СМУ-2. Тертя проводили по схемі «вал-частковий вкладиш» при навантаженні 4 МПа, що відповідає середині відрізка навантажень сталого тертя, швидкість ковзання - 1,3 м/с, довжина шляху в сумі при терті - 10 км, контртіло - загартована сталь 45. Результати випробування представлено в таблиці 1, 2. Результати пошуку оптимального складу насичуючої суміші та режиму проведення ХТО (хіміко-термічної обробки) представлено в таблиці 2. З таблиці видно, що металографічні та механічні характеристики шару залежать від концентрації легуючих компонентів в насичуючій суміші. При збільшенні вмісту оксиду нікелю (NiO) за межі заявленого інтервалу отримане покриття має підвищену крихкість (табл. 2, № 3, 4, 5, 15). При збільшенні вмісту оксиду молібдену в насичуючій суміші за межі заявленого інтервалу зменшується товщина покриття (табл. 2, № 1, 2). Борування сталевої поверхні в основному відбувається в першій стадії процесу ХТО, тому для першої стадії важлива температура, при якій процес борування проходить найбільш інтенсивно. За даними таблиці це заявлений інтервал 900-950 °С. На другій стадії процесу ХТО здійснюється дифузія легуючих компонентів Ni та Мо, концентрація яких у вільному активованому стані в приповерхневій зоні металу, залежить від температури. Так, при збільшенні температури вище заявленої потік активованих атомів молібдену в сталь зростає, що приводить до зменшення товщини дифузійної зони. Проведення другої стадії ХТО при більш низькій температурі, ніж заявлений інтервал приводить до зменшення концентрації Ni та Мо в боридному шарі, або до їх відсутності, що робить неможливим існування легованого прошарку в боридному шарі і погіршує механічні характеристики покриття. Отримане за заявленим способом покриття в порівнянні з покриттям, приведеним в роботах [1-3] має на 15-20 % більшу товщину, меншу крихкість та інтенсивність лінійного зносу завдяки присутності Ni та Мо в боридному шарі у якості мікрокристалічних включень сполук цих елементів з бором та залізом. Боридний шар за такими умовами має легований Ni та Мо прошарок високої твердості (27-28 ГПа) та порівняно з прототипом [3] підвищеної пластичності (див. табл.). Структура легованого шару складається з фаз FeB, (Fe, Ni) 2B, NiB, (Fe, Mo)2B, та (Fe, Mo)3 (С, В) в модифікованому підшарку. 2 UA 102394 C2 5 10 В способі, що заявляється, створено прості за рішенням умови насичення, які дозволяють одержати на поверхні сталі комплексне покриття з модифікованого боридного шару та підшарку, що забезпечує високу твердість, опір крихкому руйнуванню, зносостійкості в широкому діапазоні температур. Застосування запропонованого способу технічно просте та можливе для реалізації на будьякій термічній ділянці інструментального виробництва. Використані джерела інформації: 1. Земсков Г.В., Коган Р.Л. Многокомпонентное диффузионное насыщение металлов и сплавов. М.: Металлургия. - 1978. - 208 с. 2. Патент России RU 2048649 С1 6 Е21В 10/22, F16C 19/00, 20.11.1995. 3. Авторское свидетельство SU 1034426 А С23С 9/04, 03.11.1980. Способ борохромомолибденирования стальных изделий. 3 UA 102394 C2 4 UA 102394 C2 ФОРМУЛА ВИНАХОДУ 5 10 Спосіб борування сталевих виробів, що включає борування з нагрівом та витримкою в дві стадії в суміші для борування, що містить компоненти бору та молібдену, який відрізняється тим, що першу стадію борування здійснюють впродовж 2-4 годин при температурі 900-950 °С, після чого розпочинають другу стадію, підіймаючи температуру до 1020-1070 °С, і витримують при ній вироби впродовж 0,5-1,5 години в порошковій суміші, що додатково містить карбід бору, оксид нікелю (II) NiO, натрію карбонат, фторид натрію в наступній кількості, мас. %: оксид нікелю (II) NiO 5-13 оксид молібдену (V) Мо2О5 5-13 фторид натрію NaF 3-7 карбонат натрію Nа2СО3 1-5 карбід бору В4С решта. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for boriding of steel articles
Автори англійськоюSpyrydonova Iryna Mykhailivna, Mostovyi Volodymyr Ivanovych, Fedorenkova Liubov Ivanivna, Koliucha Valentyna Dmytrievna
Назва патенту російськоюСпособ борирования стальных изделий
Автори російськоюСпиридонова Ирина Михайловна, Мостовой Владимир Иванович, Федоренкова Любовь Ивановна, Колючая Валентина Дмитриевна
МПК / Мітки
МПК: C23C 8/70
Мітки: борування, сталевих, спосіб, виробів
Код посилання
<a href="https://ua.patents.su/7-102394-sposib-boruvannya-stalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб борування сталевих виробів</a>
Склад порошку для борування сталевих та чавунних виробів
Номер патенту: 28726
Опубліковано: 16.10.2000
Автори: Канарчук Вадім Євгенович, Ткачук Володимир Микитович, Барилович Леонід Павлович
МПК: C23C 8/00
Мітки: виробів, порошку, борування, сталевих, склад, чавунних
Формула / Реферат:
Склад порошку для борування сталевих і чавунних виробів, який вміщує технічний карбід бору, буру, який відрізняється тим, що він додатково містить фтористий літій при наступному співвідношенні компонентів, мас. %: Карбід бору 72,5...77,5 Бура 12,5...17,5 Фтористий літій 7,5...12,5
Склад для борування сталевих виробів
Номер патенту: 33654
Опубліковано: 10.07.2008
Автори: Павлюченко Олександр Олексійович, Костик Вікторія Олегівна, Костик Катерина Олександрівна
МПК: C23C 8/00
Мітки: борування, склад, виробів, сталевих
Формула / Реферат:
Склад для борування сталевих виробів, що включає фтористий натрій, який відрізняється тим, що додатково містить фтористий літій і поліборид магнію при наступному співвідношенні компонентів, мас. %: фтористий натрій 7-10 фтористий літій 7-10 поліборид магнію 80-86.
Склад суміші для борування виробів із карбіду кремнію та дисиліциду молібдену
Номер патенту: 30237
Опубліковано: 15.11.2000
Автори: Дзядикевич Юрій Володимирович, Бочар Ігор Йосипович, Горбатюк Роман Михайлович
МПК: C23C 10/48, C23C 10/56, C23C 10/30
Мітки: суміші, кремнію, карбіду, борування, склад, молібдену, виробів, дисиліциду
Формула / Реферат:
Склад суміші для борування виробів із карбіду кремнію та дисиліциду молібдену, що містить аморфний бор, фтористий натрій і оксид алюмінію, який відрізняється тим, що додатково містить гідрид титану, при такому співвідношенні компонентів, мас. %: аморфний бор 20-40 фтористий натрій 1-5 гідрид титану 5-10 оксид ...
Спосіб борування сталевих та чавунних виробів
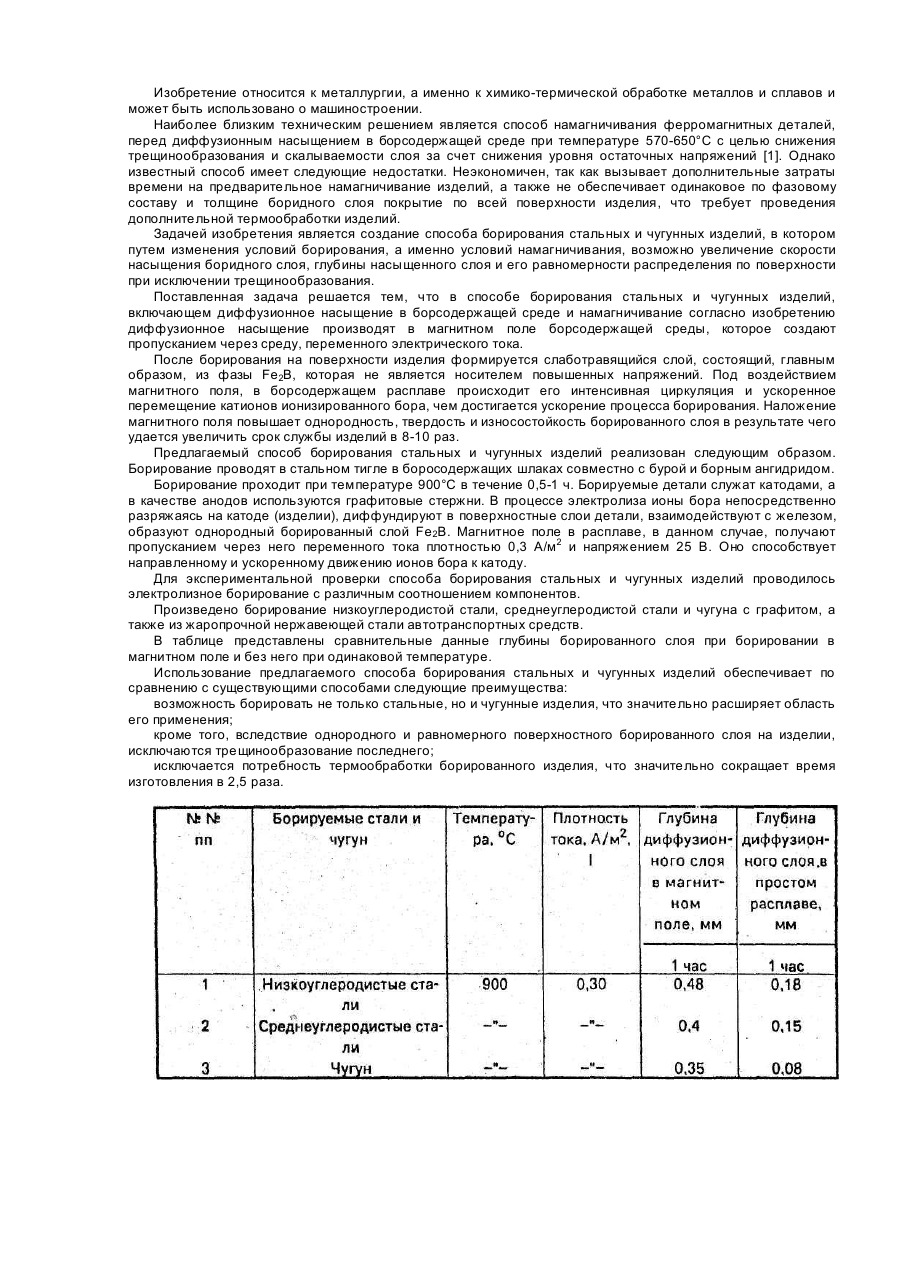
Номер патенту: 10506
Опубліковано: 25.12.1996
Автори: Ткачук Володимир Микитович, Канарчук Вадім Євгенович, Барилович Леонід Павлович, Гордань Георгій Миколайович, Цибульков Василь Петрович
МПК: C23C 8/00
Мітки: сталевих, чавунних, борування, виробів, спосіб
Формула / Реферат:
Способ борирования стальных и чугунных изделий, включающий диффузионное насыщение в борсодержащей среде и намагничивание, отличающийся тем, что насыщение производят в магнитном поле борсодержащей среды, которое создают пропусканием через нее, в период насыщения переменного электрического тока.
Спосіб борування деталей
Номер патенту: 102035
Опубліковано: 27.05.2013
Автор: Стецько Андрій Євгенович
МПК: C23C 8/68, C23C 22/02, C23C 8/70, C23C 10/02
Мітки: спосіб, борування, деталей
Формула / Реферат:
Спосіб борування деталей, що складається з нанесення на поверхню деталі обмазки, до складу якої входить карбід бору, кріоліт і в’яжуче, сушіння i нагрівання, який відрізняється тим, що попередньо наносять хімічне покриття з розчину, складу в г/л: сірчанокислий кобальт 25-35 сірчанокислий нікель 25-35 лимоннокислий натрій 90-110 ...
Попередній патент: Спосіб оцінки максимальної імпульсної сили на зразку при динамічних неврівноважених процесах
Наступний патент: Мутанти fgf21 та їх застосування
Випадковий патент: Спосіб діагностики розвитку остеопорозу