Спосіб приготування окремих компактів для для коксувальної камери



Формула / Реферат
1. Спосіб ущільнення вугілля для коксувальної камери пресуванням, який полягає в тому, що
вугілля (1) пресують та ущільнюють відповідним пресувальним пристроєм в один або більше пресованих вугільних заготовок, який відрізняється тим, що
тиск прикладають з декількох боків, оснащуючи пресувальний пристрій плитами (2b), змонтованими перпендикулярно на ньому на одному боці так, що від однієї до чотирьох плит (2b) змонтовано на ньому перпендикулярно так, що утворюють таким чином корпус, який має формувальні елементи (2а, 2d) на внутрішніх стінках, і який можна заповнювати для виконання операції ущільнення, та
пресувальний пристрій і плити (2b), змонтовані перпендикулярно на ньому, або плита (2) не на фронтальному боці мають фасонну частину для формоутворення на поверхні вугільної заготовки з декількох боків, включно з нефронтальним боком вугільного брикету під час пресування.
2. Спосіб за п. 1, який відрізняється тим, що пресовані вугільні заготовки виготовляють з ущільненого вугільного блока розрізанням на брикети і подальшим пресуванням формувальним пресувальним пристроєм.
3. Спосіб за п. 1 або 2, який відрізняється тим, що вугільний брикет спресовують до щільності до 1200 кг/м3.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що пресувальним пристроєм надають пресованій вугільній заготовці хвилястої форми.
5. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що пресувальним пристроєм у пресованій вугільній заготовці утворюють вертикальні канали.
6. Спосіб за п. 5, який відрізняється тим, що пресувальним пристроєм у пресованій вугільній заготовці утворюють вертикальні щілинні або круглі канали.
7. Спосіб за п. 5, який відрізняється тим, пресувальним пристроєм пресовану вугільну заготовку проколюють наскрізь.
8. Пристрій для ущільнення вугілля для коксувальної камери згідно зі способом за будь-яким з пп. 1-7, який відрізняється тим, що пресувальний пристрій складається з плити (2) з формувальними елементами (2а, 2d) і від однієї до чотирьох плит (2b), що виступають від неї під прямими кутом або майже під прямим кутом, змонтованих на плиті (2).
9. Пристрій за п. 8, який відрізняється тим, що на плиті (2, 2b) змонтовано один або декілька прес-штирів.
10. Пристрій за п. 8, який відрізняється тим, що на плиті (2, 2b) змонтовано прес-виступи.
Текст
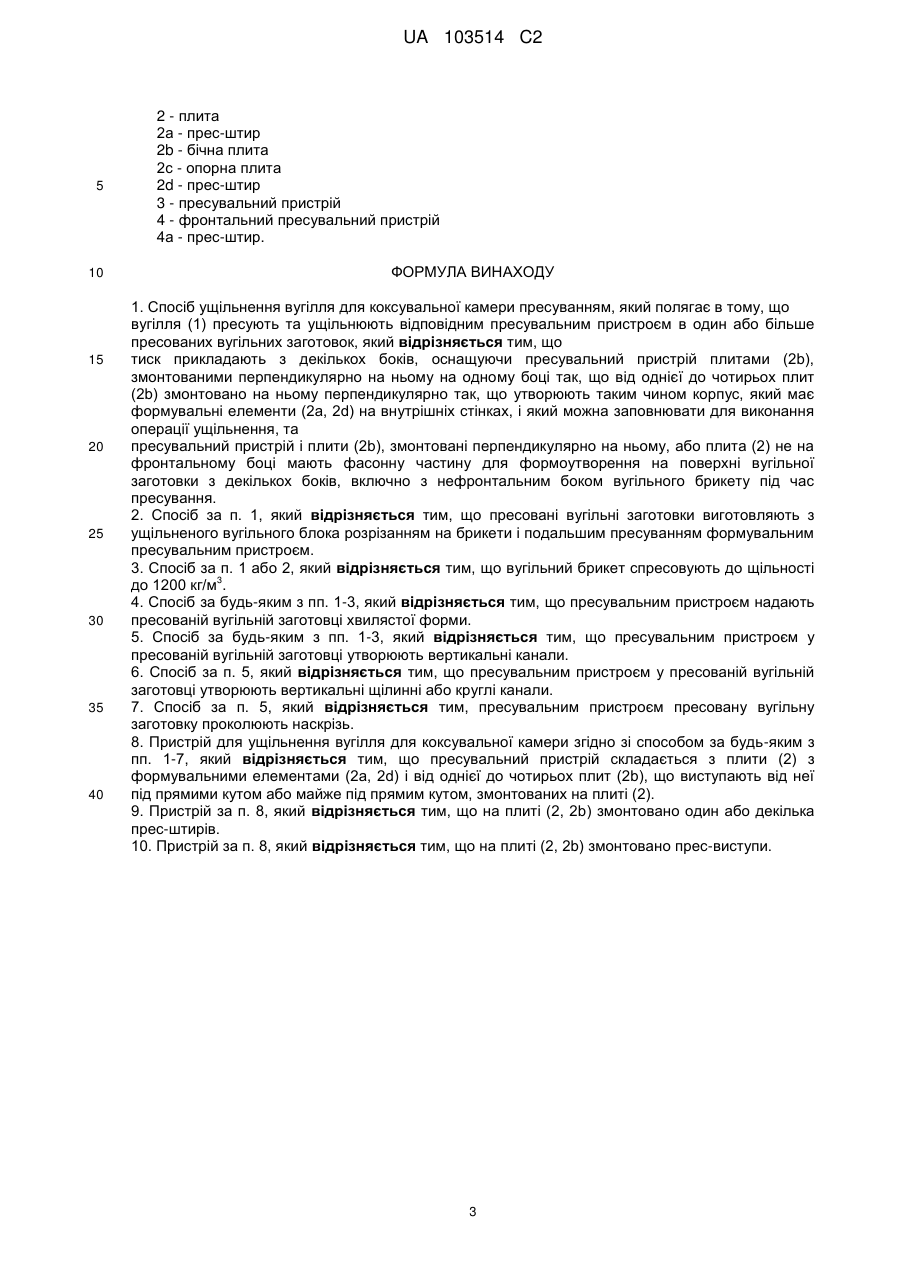
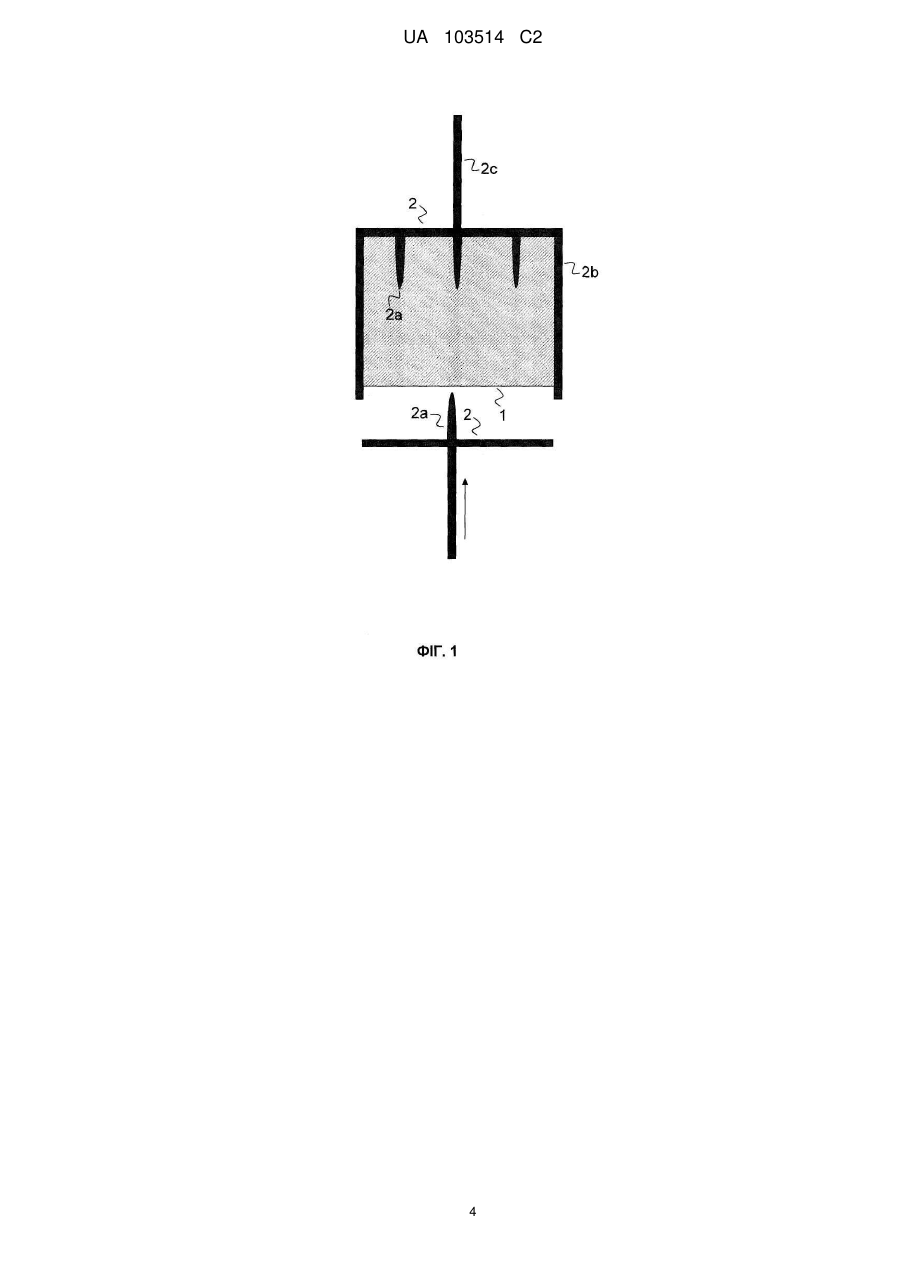
Реферат: Винахід стосується способу ущільнення вугілля, придатного для коксувальних камер, пресуванням, де вугілля ущільнюють і пресують відповідним пресувальним пристроєм для формування одної або більше вугільних заготовок, причому пресувальний пристрій має конструкцію, яка надає форми поверхні вугільних заготовок. Компактовані вугільні блоки також можуть бути ущільнені, причому зазначений спосіб ущільнення згідно з винаходом забезпечує утворення малюнку на поверхні, завдяки чому одержані вугільні заготовки мають значно поліпшені властивості під час процесу карбонізації, які поліпшують газо- і теплообмін у цьому процесі. Винахід також стосується пристрою для ущільнення вугілля, придатного для коксувальних камер, який бажано будувати як плиту з формувальними елементами на пресовій поверхні, і зазначені плити можуть бути використані для одно- або багаторазового пресування, а формувальні елементи можуть бути присутні у будь-яких кількості, типах і комбінаціях. UA 103514 C2 (12) UA 103514 C2 UA 103514 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується способу ущільнення вугілля пресуванням, придатного для застосування у коксувальній камері причому пресовану вугільну заготовку піддають формоутворенню на поверхні, збільшена площа якої забезпечує теплообмін і дегазацію продуктів коксування, завдяки чому процес очищення значно скорочується. Винахід стосується також пристрою пресування вугілля який пресує вугілля у компактовану форму і складається з плити, що на пресувальній поверхні має формувальні елементи, які надають пресованій вугільній заготовці бажаної форми поверхні. При коксуванні вугілля часто виникає проблема, пов'язана з тим, що вугілля завантажують у коксувальні камери і вугільні брикети можуть бути приготовлені з неточно виміряних порцій. Потрібну кількість вугілля закладають у завантажувальну машину, де вугілля спресовується, і після цього подають у коксувальну камеру. В результаті отримують компактний вугільний брикет з неструктурованою поверхнею, і мала поверхня не забезпечує належного відведення тепла і газоподібних продуктів коксування у процесі коксування. Часто застосовують спосіб ущільнення вугілля для підвищення продуктивності коксувальних 3 камер, згідно з яким вугілля пресують, підвищуючи щільність вугільного брикету до 1200 кг/м . Цим може бути підвищена питома продуктивність коксувальної печі. Однак, при цьому подовжується час чищення коксувальної камери. Причиною є те, що для згоряння необхідного неочищеного газу він довше затримується у камері згоряння, внаслідок чого уповільнюється згоряння коксувального газу. Отже, доцільним є створення каналів або поверхневих структур у вугільному брикеті. Завдяки цьому коксувальний газ швидше вивітрюватиметься з вугільного брикету і підвищиться продуктивність внаслідок ущільнення вугілля. Створення щілинних або круглих каналів у вугільному брикеті значно збільшує його питому поверхню, завдяки чому забезпечується краще згоряння коксувального газу у камері згоряння. Зрозуміло, що це зменшує час очищення. Перевагою є також те, що ущільнене вугілля або пресовані вугільні заготовки можна отримувати з точним дозуванням, і ці окремі вироби можна завантажувати у коксувальну камеру у заздалегідь визначеній кількості, причому їх кількість визначатиме кількість вугілля. Завантаження горизонтальних коксувальних камер описано у DE 19545736 A1. Вугілля насипають на плоску опорну плиту поза піччю, ущільнюють і проштовхують у коксувальну камеру. Потім опорна плита з бічними утримувачами вугільних брикетів витягається з коксувальної камери. Спосіб виготовлення пресованих вугільних брикетів відповідними пристроями описано у WO 2006/056286 А1. Згідно з цим описом, вугільний брикет у прес-формі формується стаціонарним формувальним пристроєм горизонтальної дії і брикет ущільнюють перед подачею у коксувальну камеру. Однак, не згадується про точне відмірювання порцій вугілля, а також про спосіб структурування поверхні пресованої вугільної заготовки. Для призначеного для коксування вугілля не передбачено ні порціонування, ні поліпшеного теплообміну поверхні. Отже, існує потреба створення способу та пристрою підготування вугілля до коксування точно відміреними порціями. Поверхня цих порцій має бути збільшеною для поліпшення теплообміну у коксувальній камері і дегазації продукту коксування. Згідно з винаходом цю потребу задоволено створенням способу, згідно з яким призначене для коксування вугілля пресувальними пристроями спресовують і ущільнюють в пресовані вугільні заготовки. У процесі пресування поверхні заготовки надають форму, яка не є плоскою і завдяки цьому забезпечує покращений газообмін для коксувальних газів і покращений теплообмін з довкіллям. Утворення такої форми забезпечується особливим виконанням пресувальних засобів, які мають фасонну поверхню. Пресувальний пристрій виконано переважно у вигляді плити. Пресувальний пристрій, таким чином, характеризується формоутворюючим елементом, який на зворотному боці оснащено пристроями, що чинять певний тиск і втискують формоутворюючий елемент у вугілля. Зокрема заявлено спосіб ущільнення вугілля для коксувальної камери пресуванням, у якому - вугілля пресувальним пристроєм спресовують і ущільнюють в один або більше пресованих вугільних заготовок, і який відрізняється тим, що - тиск прикладають з декількох боків, оснащуючи пресувальний пристрій плитами, змонтованими перпендикулярно на ньому на одному боці так, що від однієї до чотирьох плит змонтовано на ньому перпендикулярно так, що утворюється таким чином корпус, який має формувальні елементи на внутрішніх стінках, і який можна заповнювати для виконання операції ущільнення, та - пресувальний пристрій і плити, змонтовані перпендикулярно на ньому, або плита не на фронтальному боці мають фасонну частину для формоутворення на поверхні пресованої 1 UA 103514 C2 5 10 15 20 25 30 35 40 45 50 55 60 вугільної заготовки з декількох боків, включно з не фронтальним боком вугільного брикету під час пресування. У такий спосіб вугілля безпосередньо пресується у бажану пресовану вугільну заготовку. При цьому сипке вугілля перетворюється у пресоване, і у процесі ущільнення щільність 3 заготовки досягає 1200 кг/м . Однак, коли вугілля виходить майже пресоване, але ще недостатньо спресоване, можна формувальним елементом структурувати поверхню. Зокрема, пресовану вугільну заготовку можна отримати шляхом розділення або розрізання вугільного брикету, попередньо спресованого і підданого формоутворенню згідно з винаходом. Виготовлення заготовок і спосіб їх виготовлення при цьому у подальшому не має значення за умови, що пресовану вугільну заготовку піддають формоутворенню згідно з винаходом. Для формоутворення можуть бути використані формувальні елементи будь-якого типу. Зокрема, придатні прес-штирі, встановлені на формувальному елементі. Вони можуть бути встановлені на пресувальному пристрої у будь-якій кількості, тобто йдеться про плиту у пресувальному пристрої, на якій наварено декілька прес-штирів. Завдяки цьому у процесі пресування на поверхні пресованої вугільної заготовки утворюються вертикальні або майже вертикальні канали, що простягаються у вугіллі, по яким може виходити коксувальний газ. Найкраще, коли у вигляді згори канал має щілиноподібну або круглу форму. За потреби вугільний брикет може бути проколотий наскрізь. Зручними є також виступи у формі затуплених конусів, які створюють гофрований малюнок на коксових заготовках. Ці виступи, нанесені на плиту, утискаються у вугільний брикет. Для цього як формувальний елемент на плиті сформовано прес-виступи, які створюють у брикеті упресований малюнок у вигляді поздовжніх хвиль або ряду канавок. Упресований малюнок може бути будь-яким за умови, що він виступає над поверхнею і забезпечує поліпшений газо- і теплообмін з довкіллям. Пресувальний пристрій складається з плити, на якій змонтовано формувальні елементи. Такий пристрій може ущільнювати вугільний брикет з одного боку або з декількох боків. Якщо пресувальний пристрій базується на плитах, він має плити, ортогонально встановлені на декількох боках. Встановлені чотири взаємно ортогональні плити утворюють камеру та мають на внутрішніх стінках формувальний і елементи, які здійснюють ущільнення, утворюючи тиск разом з іншими формувальними плитами. Кількість стискаючих плит і боків може бути будьякою за умови, що вони забезпечують приготування бажаної пресованої вугільної заготовки. Кількість формувальних елементів і їх форми можуть утворювати будь-які комбінації. Процес коксування виготовлених згідно з винаходом пресованих вугільних заготовок відрізняється від існуючих процесів коксування. Для підготування до коксування виготовлені згідно з винаходом заготовки можуть бути укладені у будь-яких конфігураціях. Оскільки вага окремої заготовки є стандартизованою і відомою, стає зайвим зважування вугілля для коксування. Отриманий після коксування коксовий брикет за властивостями не відрізняєтьсявід отриманих згідно з винаходом. Перевагою способу згідно з винаходом, який реалізують в відповідних пристроях, є те, що він забезпечує виготовлення пресованих вугільних заготовок точно виміряними порціями для коксувальної камери. Ці порції заготовок мають суттєво поліпшені якості, важливі для процесу коксування, забезпечуючи, зокрема, скорочення часу очищення і підвищення якості продукту. Пристрій згідно з винаходом ілюстровано двома кресленнями, які слід розглядати лише як приклади втілення винаходу. Фіг. 1 ілюструє пресування вугілля (1) пресувальним пристроєм, виконаним у вигляді плити (2) з прес-штирями (2а). Завдяки цьому пресована вугільна заготовка отримує вертикальні канали. Ортогонально до цієї плити встановлено також дві бічні плити (2b), яка надають вугільному брикету потрібну форму. Вище і нижче площини креслення можуть бути встановлені додаткові плити, ортогональні до формувальної плити, які утримують вугільний брикет при пресуванні. Показано також підпорку (2с) для плити. Не фронтальна плита (2) має прес-штир (2а). На фіг. 2 показано ущільнення вугілля (1) пристроєм, побудованим у вигляді плити (2) з прес-штирями (2а). Бічні плити (2b) також мають прес-штирі (2d). Показано також пресувальний пристрій (3), яким може бути, наприклад, гідравлічний прес. Вище і нижче площини креслення можуть бути встановлені додаткові плити, ортогональні до формувальної плити, які також мають прес-штирі. При пресуванні утворену таким чином камеру заповнюють вугіллям (1) і потім з боку замикання фронтальним пресувальним пристроєм (4) прикладають тиск. Фронтальний бік також має прес-штирі (4а). Позначення 1 - вугілля 2 UA 103514 C2 5 10 15 20 25 30 35 40 2 - плита 2а - прес-штир 2b - бічна плита 2с - опорна плита 2d - прес-штир 3 - пресувальний пристрій 4 - фронтальний пресувальний пристрій 4а - прес-штир. ФОРМУЛА ВИНАХОДУ 1. Спосіб ущільнення вугілля для коксувальної камери пресуванням, який полягає в тому, що вугілля (1) пресують та ущільнюють відповідним пресувальним пристроєм в один або більше пресованих вугільних заготовок, який відрізняється тим, що тиск прикладають з декількох боків, оснащуючи пресувальний пристрій плитами (2b), змонтованими перпендикулярно на ньому на одному боці так, що від однієї до чотирьох плит (2b) змонтовано на ньому перпендикулярно так, що утворюють таким чином корпус, який має формувальні елементи (2а, 2d) на внутрішніх стінках, і який можна заповнювати для виконання операції ущільнення, та пресувальний пристрій і плити (2b), змонтовані перпендикулярно на ньому, або плита (2) не на фронтальному боці мають фасонну частину для формоутворення на поверхні вугільної заготовки з декількох боків, включно з нефронтальним боком вугільного брикету під час пресування. 2. Спосіб за п. 1, який відрізняється тим, що пресовані вугільні заготовки виготовляють з ущільненого вугільного блока розрізанням на брикети і подальшим пресуванням формувальним пресувальним пристроєм. 3. Спосіб за п. 1 або 2, який відрізняється тим, що вугільний брикет спресовують до щільності 3 до 1200 кг/м . 4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що пресувальним пристроєм надають пресованій вугільній заготовці хвилястої форми. 5. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що пресувальним пристроєм у пресованій вугільній заготовці утворюють вертикальні канали. 6. Спосіб за п. 5, який відрізняється тим, що пресувальним пристроєм у пресованій вугільній заготовці утворюють вертикальні щілинні або круглі канали. 7. Спосіб за п. 5, який відрізняється тим, пресувальним пристроєм пресовану вугільну заготовку проколюють наскрізь. 8. Пристрій для ущільнення вугілля для коксувальної камери згідно зі способом за будь-яким з пп. 1-7, який відрізняється тим, що пресувальний пристрій складається з плити (2) з формувальними елементами (2а, 2d) і від однієї до чотирьох плит (2b), що виступають від неї під прямими кутом або майже під прямим кутом, змонтованих на плиті (2). 9. Пристрій за п. 8, який відрізняється тим, що на плиті (2, 2b) змонтовано один або декілька прес-штирів. 10. Пристрій за п. 8, який відрізняється тим, що на плиті (2, 2b) змонтовано прес-виступи. 3 UA 103514 C2 4 UA 103514 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing single compactates suitable for coke chambers
Автори англійськоюKim, Ronald
Автори російськоюКим Рональд
МПК / Мітки
МПК: C10B 45/02, B30B 11/00
Мітки: компактів, коксувальної, окремих, приготування, спосіб, камери
Код посилання
<a href="https://ua.patents.su/7-103514-sposib-prigotuvannya-okremikh-kompaktiv-dlya-dlya-koksuvalno-kameri.html" target="_blank" rel="follow" title="База патентів України">Спосіб приготування окремих компактів для для коксувальної камери</a>
Система переміщення окремих упаковок кави з контейнера в екстракційну камеру машини для приготування кави “еспресо”
Номер патенту: 75704
Опубліковано: 15.05.2006
Автори: Суджі Ліверані Фуріо, Раччі Пьєрпаоло, Раччі Жанфранко, Делла Пьєтра Бруно
МПК: A47J 31/40
Мітки: упаковок, камеру, система, переміщення, контейнера, окремих, еспресо, екстракційну, приготування, кави, машини
Формула / Реферат:
1. Система переміщення окремих упаковок кави з контейнера в екстракційну камеру машини для приготування кави "Еспресо", яка містить трубчастий контейнер з окремими упаковками кави, укладеними одна поверх одної, пристрої для здійснення зазначеного переміщення, розташовані нижче рівня розміщення контейнера, джерело води для варення кави, нагрівник для доведення води до заданої температури, насос для нагнітання води в екстракційну...
Охолоджувач агломерату з ущільненням, розташованим в напрямку переміщення камери, яка несе агломерат

Номер патенту: 103115
Опубліковано: 10.09.2013
Автор: Чемберс Алан
МПК: F27D 15/00, C22B 1/26, F27B 21/02
Мітки: агломерат, ущільненням, камери, напрямку, розташованим, несе, охолоджувач, агломерату, переміщення, яка
Формула / Реферат:
1. Охолоджувач агломерату агломераційних фабрик для використання в металургії, який має камеру (3) для охолоджуючого повітря, камеру (1) охолодження агломерату з перфорованою або прорізаною базовою тарілкою (4), причому камера (1) може переміщатися над камерою (3), наприклад, за допомогою коліс (2) візка, пристосованих для руху по рейковому шляху, і ущільнення (5) охолоджуючого газу з нижніми ущільнюючими стінками (9), яке простягається між...
Агрегат для заготівлі і транспортування деревної маси
Номер патенту: 64106
Опубліковано: 25.10.2011
Автори: Гевко Богдан Романович, Ткаченко Ігор Григорович, Розум Руслан Іванович, Свинтух Богдан Ярославович, Бруханський Руслан Феоктистович
МПК: B27L 11/00, B65F 3/00
Мітки: транспортування, заготівлі, маси, агрегат, деревної
Формула / Реферат:
1. Агрегат для заготівлі і транспортування деревної маси, що містить енергетичний транспортний засіб, подрібнювальний пристрій, завантажувальний пристрій та причіп, який відрізняється тим, що подрібнювальний пристрій змонтований збоку енергетичного транспортного засобу і містить додатково розташовані горизонтальні ножі, а в середині причепа змонтований пресувальний пристрій.2. Агрегат для заготівлі і транспортування деревної маси за...
Вирівнювальний пристрій та спосіб завантаження камери коксування коксової печі
Номер патенту: 101171
Опубліковано: 11.03.2013
Автори: Шюкер Франц-Йозеф, Томас Петер
МПК: G01S 17/08, C10B 41/00, G01F 23/284, C10B 37/00
Мітки: пристрій, печі, камери, спосіб, вирівнювальний, завантаження, коксування, коксової
Формула / Реферат:
1. Спосіб завантаження камери коксування (1) коксової печі, при якому за допомогою принаймні одного, розташованого на планувальній штанзі (9), вимірювального пристрою (11) і підключеного до нього обчислювального блока (5) в процесі завантаження всередині камери коксування (1) печі визначають хід засипки в подовжньому напрямі і залежно від отриманого ходу засипки здійснюють додаткове завантаження камери коксування (1) печі, який відрізняється...
Спосіб формування поїздів із окремих вагонів
Номер патенту: 94569
Опубліковано: 25.05.2011
Автори: Зегіт Крістіан, Янс Манфред
МПК: B61C 3/00, B61D 1/00, B61L 1/00
Мітки: поїздів, окремих, вагонів, спосіб, формування
Формула / Реферат:
1. Спосіб формування поїздів із окремих вагонів без тягового устаткування, насамперед пасажирських вагонів, при здійсненні якого принаймні одну тягову секцію (2) зчіплюють із принаймні одним розрахованим на автономне приведення в рух першим окремим вагоном (3.1) для формування поїзного складу (1; 101; 201), причому як перший окремий вагон використовують вагон забезпечення (3.1), який приймає на себе функцію забезпечення в основному всього...
Попередній патент: Спосіб виявлення боксування і юза колісних пар рейкового транспортного засобу
Наступний патент: Механічні блокування панелей підлоги та заготовка шпунтів
Випадковий патент: Процес оброблення привибійної зони пласта