Відцентрова ливарна машина
Номер патенту: 104972
Опубліковано: 25.03.2014
Автори: Філіпов Валентин Семенович, Коробченко Олександр Григорович, Завгородній Костянтин Олександрович, Лагздіньш Володимир Вольдемарович

Формула / Реферат
Відцентрова ливарна машина, що містить основу, виливницю з конічними і торцевими посадочними поверхнями, верхнє і нижнє опорні кільця, плити, гумопневматичні і гумові амортизатори, розміщені між нижніми поверхнями плит і основою, гумометалічні амортизатори, розташовані по периметру плит, системи верхніх і нижніх котків із симетричними двоплечими важелями, сполученими з можливістю пружного переміщення в горизонтальній площині, ролики, встановлені на двоплечих важелях попарно, яка відрізняється тим, що осі двоплечих важелів і роликів забезпечені гумометалічними амортизаторами, до того ж верхнє кільце забезпечене перехідною вставкою, яка сполучена з виливницею по конічній, а з кільцем по торцевій і циліндричній поверхнях, крім того, кожен з котків машини забезпечений індивідуальною системою проточного мащення рідким мастилом, при цьому системи проточного мащення виконані в корпусах котків.
Текст
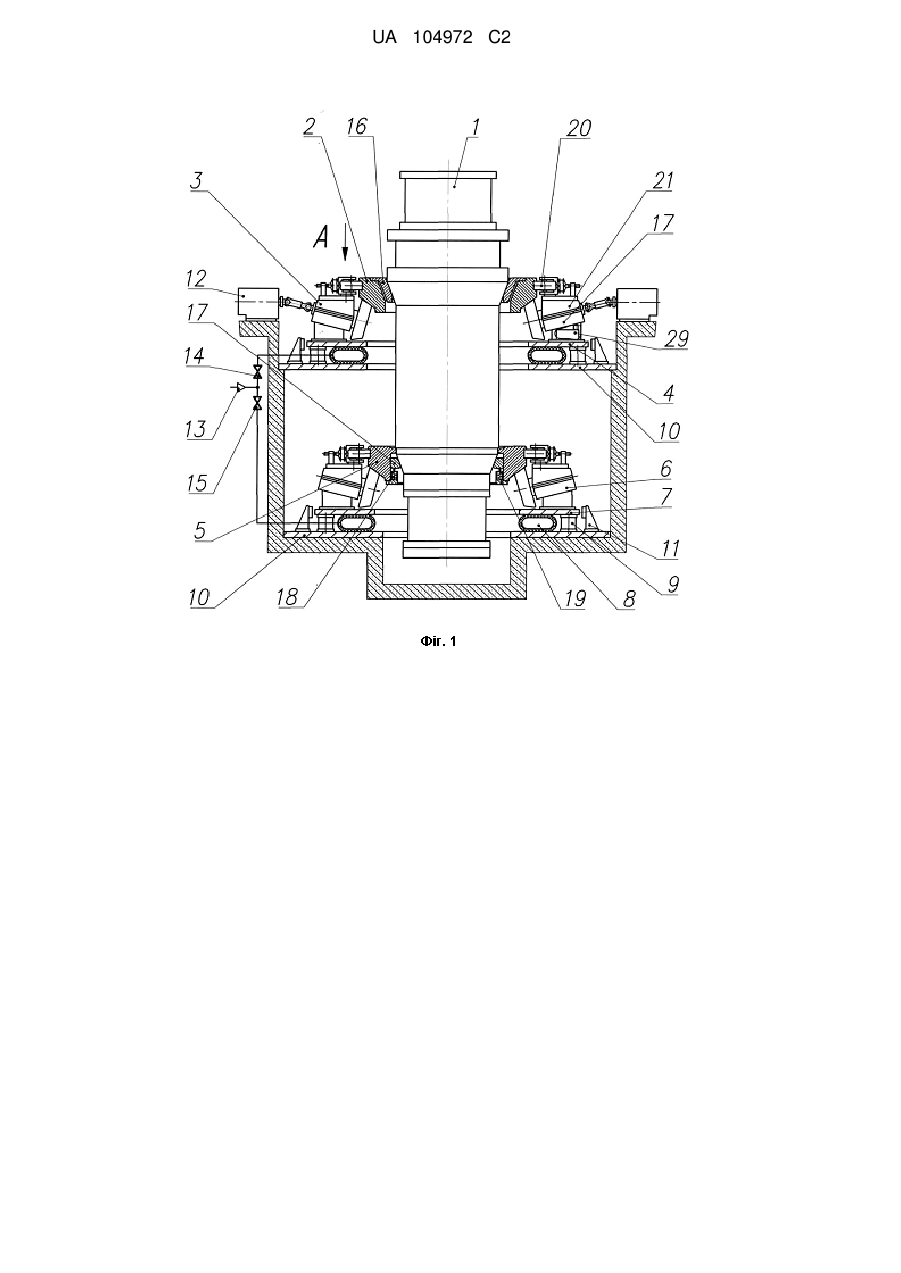
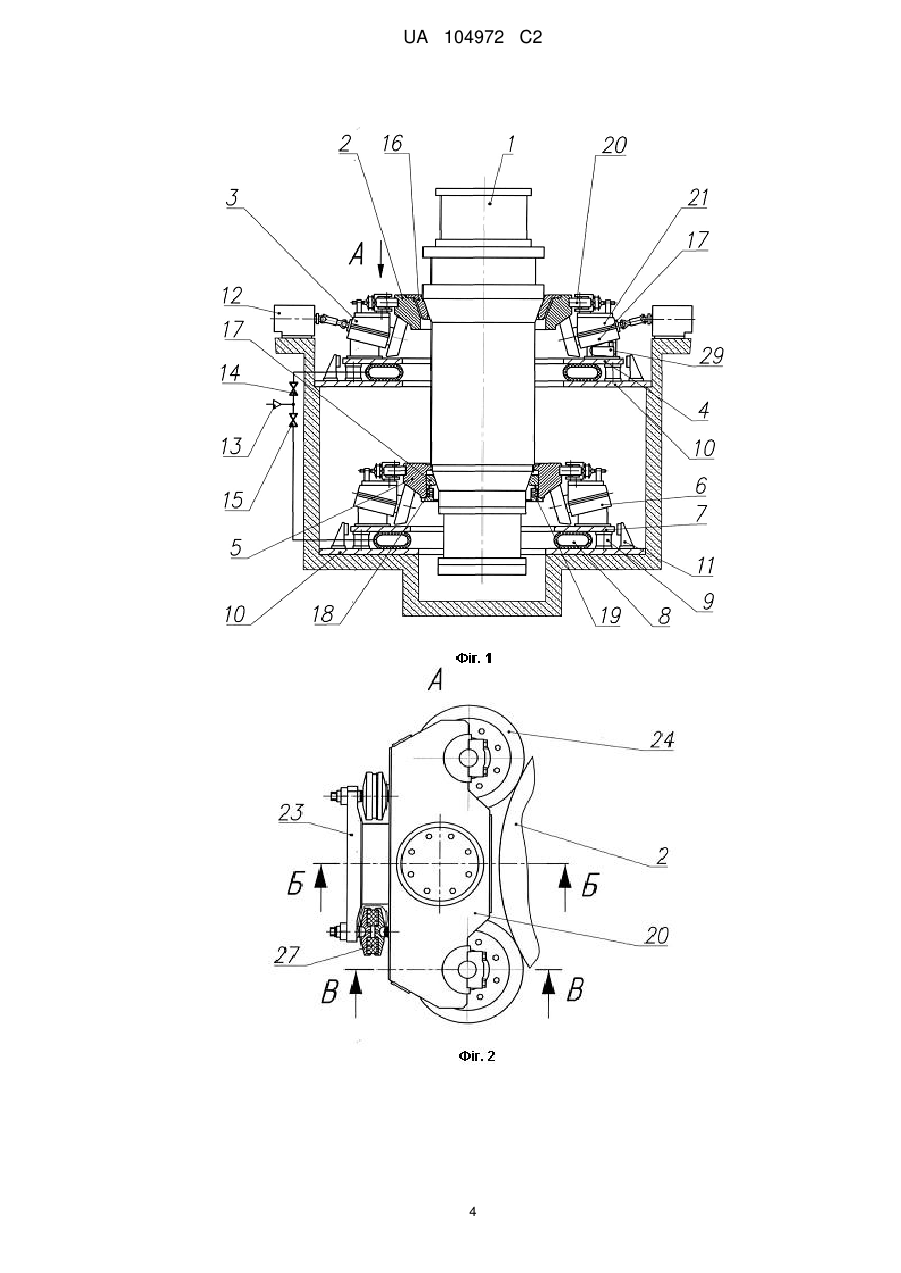
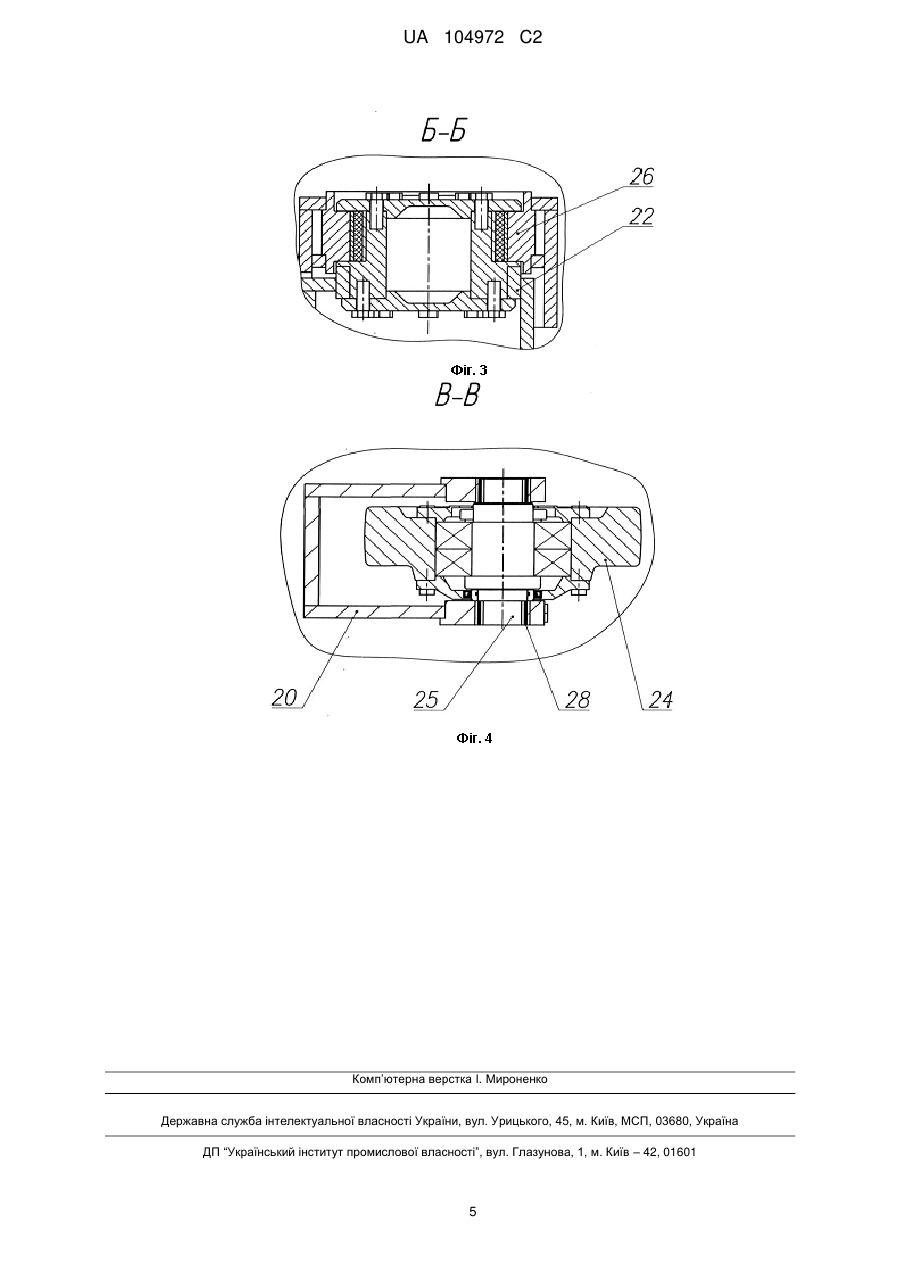
Реферат: Винахід належить до галузі металургії. Відцентрова ливарна машина містить основу, виливницю з конічними і торцевими посадочними поверхнями, верхнє і нижнє опорні кільця, плити, гумопневматичні і гумові амортизатори, розміщені між нижніми поверхнями плит і основою, гумометалічні амортизатори, розташовані по периметру плит, системи верхніх і нижніх котків із симетричними двоплечими важелями, сполученими з можливістю пружного переміщення в горизонтальній площині, ролики, встановлені на двоплечих важелях попарно, осі двоплечих важелів і роликів забезпечені гумометалічними амортизаторами, крім того, верхнє кільце забезпечене перехідною вставкою, яка сполучена з виливницею по конічній, а з кільцем по торцевій і циліндричній поверхнях, причому кожен з котків машини забезпечений індивідуальною системою проточного мащення рідким мастилом, при цьому системи проточного мащення виконані в корпусах котків. Винахід підвищує надійність, довговічності і стабільності роботи відцентрової машини і поліпшує якість продукції. UA 104972 C2 (12) UA 104972 C2 UA 104972 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до області ливарного виробництва, зокрема до виробництва прокатних валків відцентровим способом. Відома відцентрова ливарна машина [1], що містить основу, виливницю з конічними посадочними поверхнями, системи верхніх і нижніх котків з опорними кільцями і плитами, гумопневматичними і гумовими амортизаторами, гумометалічними амортизаторами, закріпленими на основі і розташованими по периметру плит із зазором до останніх, ролики з вертикальною віссю обертання, жорстко закріплені в корпусах котків. Недоліком цієї конструкції є сполучення виливниці з опорними кільцями по конічних посадочних поверхнях. Кутове зміщення осей опорних кілець, що виникає при цьому, відносно геометричної осі обертання виливниці викликає підвищену вібрацію, збільшення амплітуди коливань, знижує надійність і довговічність машини. Ще один недолік полягає в тому, що неможлива установка роликів без зазору до опорних кілець внаслідок виникнення руйнівних навантажень на ролики через теплове розширення опорних кілець під дією нагріву від рідкого металу через стінки виливниці під час заливки. Установка роликів з гарантованим зазором до опорних кілець викликає підвищені ударні навантаження на них при контакті з опорними кільцями. Також недоліком є сприйняття кожним із роликів окремо усього навантаження від незрівноваженої відцентрової сили. Здатність нести роликом досягається через установку потужних підшипників і для забезпечення заданих оборотів виливниці із збереженням ресурсу підшипників потрібно збільшення діаметра ролика і габаритів вузла. Відома відцентрова машина [2], що містить основу, виливницю з конічними і торцевими посадочними поверхнями, верхнім та нижнім опорними кільцями, плитами, гумопневматичними і гумовими амортизаторами, розміщеними між нижніми поверхнями плит і основою, гумометалічними амортизаторами, розташованими по периметру плит, системи верхніх і нижніх котків із симетричними двоплечими важелями, на які попарно встановлені ролики, при цьому кожен двоплечий важіль посаджено на вертикальну вісь, жорстко пов'язану з котком, з гарантованим технологічним зазором і можливістю пружного переміщення в горизонтальній площині. У цій схемі машини, в порівнянні з попередньою, усунена підвищена вібрація і збільшена амплітуда коливань виливниці від неспіввісної посадки в опорних кільцях. Симетричний двоплечий важіль на котку і рівномірний розподіл навантаження між парою роликів понизили одиничне навантаження на ролик і дозволили зберегти обороти форми із зменшенням діаметра ролика, встановити менш потужні, але такі, що мають високі оберти, підшипники. Пружне з'єднання двоплечих важелів з котками і технологічний зазор дозволили встановлювати ролики до опорних кілець без зазору і понизити динамічні навантаження на ролики. Проте, оскільки виливниця збирається з декількох елементів з необхідними для кранових операцій зазорами, неминуче відхилення її центра мас від геометричної осі обертання системи виливниця - опорні кільця. Відхилення центра мас від осі тим вище, чим більше в один бік зрушені при збиранні елементи виливниці. Виливниця зміщується в динаміці до збігу центра мас і осі обертання. Це викликає розгойдування виливниці по конічній поверхні опорних кілець і сферичної поверхні котків. Ролики отримують вантаження як в горизонтальній, так і у вертикальній площині. Торцеві елементи сполучення вертикальної осі і двоплечого важеля по технологічному зазору розбиваються, ролик отримує все більше свободи у вертикальній площині, виникають ударні навантаження, вихід з ладу елементів вузла сполучення, виникають вібрації і зростає амплітуда коливань ливарної форми під час заливки. Також недоліком є фіксоване посадочне місце під виливницю в обох опорних кільцях, що веде до необхідності обертання технологічно необґрунтованої маси навіть при малих типорозмірах виливків. Це призводить до підвищеного зносу поверхонь кочення опорних кілець і роликів і зниження ресурсу підшипникового вузла. До зниження ресурсу підшипників систем котків веде і відсутність системи проточного мащення рідким мастилом. Обороти підшипників в умовах застосування консистентного мастила при рівних навантаженнях на 15-20 % менше, ніж при застосуванні рідкого мастила. Значне перевищення товщини робочого шару виливка по низу і вверху бочки, обумовлене низькими обертами і параболоїдом обертання, обмежує можливості виробництва валків з невеликою відмінністю діаметрів бочки і шийок валка. Вказані недоліки зменшують надійність і довговічність відцентрової машини. Задачею технічного рішення, що заявляється, є підвищення надійності, довговічності і стабільності роботи відцентрової машини при експлуатації, зниження вібрацій і амплітуди коливань виливниці при відливанні, зменшення зносу контактних поверхонь опорних кілець, котків і роликів, підвищення ресурсу підшипників систем котків і роликів, розширення номенклатури і поліпшення якості продукції. 1 UA 104972 C2 5 10 15 20 25 30 35 40 45 50 55 60 Поставлена технічна задача вирішується тим, що для забезпечення компенсації теплового розширення форми, зниження динамічних навантажень на ролики і пружного сприйняття вертикальної складової відцентрової сили, осі двоплечого важеля і роликів забезпечені гумометалічними амортизаторами. Для зменшення зносу контактних поверхонь опорних кілець, котків і роликів верхнє кільце забезпечене перехідною вставкою, сполученою з виливницею по конічній, а з кільцем - по торцевій поверхні. Співвісність перехідної вставки і кільця забезпечується виконанням на цих деталях точної посадки по циліндричній поверхні. Для підвищення ресурсу опорного вузла систем котків, збільшення обертів обертання виливниці і зменшення параболоїда обертання кожен з котків забезпечений системою проточного мащення рідким мастилом, розміщеною безпосередньо в корпусі котка. Оснащення гумометалічним амортизатором осі ролика забезпечує сприйняття і перерозподіл вертикальної складової навантаження на ролики. Спільне стискання пружної складової гумометалічних амортизаторів двоплечого важеля і роликів, а також горизонтального пружного зв'язку двоплечого важеля з котком, компенсують температурне розширення опорних кілець від нагріву рідким металом через стінки виливниці під час заливки, забезпечують безперервний безударний контакт поверхонь роликів і опорного кільця при збігу в динаміці центра тяжіння і осі обертання виливниці. Оснащення верхнього опорного кільця перехідною вставкою дозволяє значно зменшити сумарну вагу виливка і виливниці, що обертаються, при виробництві валків малих типорозмірів, понизити навантаження на елементи машини і збільшити міжремонтні періоди роботи. Зміна посадочного діаметра виливниці при широкій розмірній гамі виливків потрібна тільки у верхньому опорному кільці, в перерізі якого у виливниці формується бочка валка. Центруюча шайба нижнього кільця при цьому забезпечує центрування і перпендикулярність торцевої поверхні нижнього кільця осі виливниці. При виготовленні перехідної вставки і верхнього опорного кільця механічна обробка опорних і настановних поверхонь деталей здійснюється з однієї установки. Оснащення кожного котка індивідуальною системою проточного мащення рідким мастилом збільшує ресурс систем котків, дозволяє збільшити обороти форми і зменшити різнотовщинність робочого шару валків, освоїти нові виконання. Виконання системи мащення в корпусі котка забезпечує надійний захист від бризок металу із ливникової системи і в аварійних ситуаціях. Виключено небезпечні гнучкі з'єднання між системою мастила і рухливими відносно основи котками машини і розводка труб з мастилом під тиском по фундаменту машини. Пропонована відцентрова машина схематично показана на кресленнях, де на фіг. 1 показано загальний вигляд машини, на фіг 2 - вигляд зверху А на двоплечий важіль, на фіг. 3 повздовжній розріз Б-Б гумометалічного амортизатора осі двоплечого важеля, на фіг. 4 повздовжній розріз В-В гумометалічних амортизаторів осі ролика. Відцентрова ливарна машина містить виливницю 1, яка через верхнє опорне кільце 2 спирається на систему верхніх котків 3, жорстко встановлених на верхній плиті 4, а через нижнє опорне кільце 5 спирається на систему нижніх котків 6, жорстко встановлених на нижній плиті 7. Під плитами 4 і 7 розташовані гумопневматичні амортизатори 8 і гумові амортизатори 9. Амортизатори 8 і 9 спираються на основу 10, закріплену на фундаменті. По периметрах плит 4 і 7 встановлені гумометалічні амортизатори 11. Усі котки, системи верхніх котків 3, мають приводи 12. Подача робочого тиску в гумопневматичних амортизаторах 8 здійснюється від пневмомережі 13, а керування - через роздільні системи 14 і 15. Верхнє опорне кільце 2 забезпечено перехідною вставкою 16, у якої внутрішня поверхня сполучення з виливницею 1 виконана конічною. Сполучення перехідної вставки 16 з кільцем 2 здійснено по торцевій поверхні, для забезпечення співвісності на обох деталях виконана точна циліндрична поверхня. При сполученні виливниці 1 з нижнім опорним кільцем 5 спочатку відбувається посадка по конічній поверхні центруючої шайби 17, шайба провертається по сфері і опускається на пружинах 18, утримуваних кришкою 19 до контакту торцевих поверхонь виливниці 1 і кільця 5. Кожен коток верхніх 3 і нижніх 6 систем котків забезпечено двоплечим важелем 20 (см фіг. 2) з вертикальною віссю обертання. Останній сполучений із станиною котка через раму 21. Рама 21 жорстко закріплена на станині котка і складається з консольної вертикальної осі 22 і опорної балки 23. На двоплечий важіль 20 встановлено два ролики 24 з вертикальною віссю обертання 25. Сполучення двоплечого важеля 20 з віссю 22 виконано через гумометалічний амортизатор 26 (див. фіг. 3). Для пружного горизонтального переміщення двоплечого важеля 20, а також кутового зміщення відносно осі 22, двоплечий важіль 20 з'єднано з опорною балкою 23 через два демпфуючі пристрої 27, з'єднані з двоплечим важелем 20 і опорною балкою 23 шарнірно. Сполучення осі 25 роликів 24 з двоплечим важелем 20 (див. фіг. 4) здійснено через 2 UA 104972 C2 5 10 15 20 25 30 35 40 45 гумометалічний амортизатор 28. Поверхні кочення роликів 24 і опорних кілець 2 і 5 сполучені без зазору. Мащення систем котків 3 і 6 здійснюється системою індивідуального проточного мащення 29, яка розміщена у корпусі кожного котка. Подача мастила в порожнину підшипникового вузла котка здійснюється насосом, злив в ємність, розміщену в корпусі котка здійснюється самопливно. Приклад роботи машини. При установці в машину виливниці 1 спочатку відбувається її посадка в нижньому опорному кільці 5 по конічній поверхні центруючої шайби 17, під вагою виливниці пружини 18 стискуються до контакту торцевих поверхонь виливниці і кільця, центруюча шайба провертається по сфері, забезпечується круговий контакт по усій торцевій поверхні і співвісність деталей. Отримують вантаження системи котків 6, стискаються гумові амортизатори 9 під плитою 7, здійснюється посадка виливниці у верхньому опорному кільці 5 по внутрішній конічній поверхні кільця або перехідної вставки 16. Через системи котків 3, 6 і гумові амортизатори 9 навантажуються основа 10 і фундамент машини. Через системи 14 і 15 в гумопневматичних амортизаторах 8 створюється тиск, що забезпечує розподіл навантажень на системи верхніх 3 і нижніх 6 котків. З урахуванням температурного подовження виливниці 1 і перерозподіли навантаження під час заливки, систему верхніх котків 3 навантажують сильніше. Подається електроживлення системі проточного мащення 29. При включенні приводів 12, через систему верхніх котків 3, обертання передається на опорне кільце 2 і на виливницю 1. Остання через опорне кільце 5, передає обертаючий момент на непривідну систему котків 6. Під час роботи машини ролики 24 знаходяться в постійному контакті з опорними кільцями 2 і 5 і обмежують їх радіальне зміщення. Гумометалічні амортизатори осі ролика 28 забезпечують сприйняття і перерозподіл вертикальної складової навантаження на ролики. Спільне стискання пружної складової гумометалічних амортизаторів двоплечого важеля 26 і роликів 28, а також демпфуючих пристроїв 27, компенсують температурне розширення опорних кілець, сприймають горизонтальну складову навантаження, забезпечують безперервний дезударний контакт поверхонь роликів 24 і опорних кілець 2, 5 при зміні в динаміці положення осі обертання відносно статичного стану. Величина коливань системи при проходженні резонансних частот обмежується гумометалічними амортизаторами 11, встановленими по периметру плит 4, 7. Таким чином, заявлена відцентрова ливарна машина в сукупності ознак, викладених у формулі винаходу, дозволяє вирішити задачу підвищення надійності, довговічності і стабільності роботи відцентрової машини при експлуатації, зниження вібрацій і амплітуди коливань виливниці при литті, зменшення зносу контактних поверхонь опорних кілець, котків і роликів, підвищення ресурсу підшипників систем котків і роликів, розширення номенклатури і поліпшення якості продукції. Усі істотні відмітні ознаки пропонованої відцентрової машини потрібні і достатні для вирішення поставленої технічної задачі. По технічному рішенню, що заявляється, виготовлена відцентрова машина. Проведені випробування підтвердили ефективність пропонованих технічних рішень. Джерела інформації: 1. Патент Росії RU № 2173607, В 22 D 13/04, 2000 р. 2. Патент України UA № 58816, В 22 D 13/04, 2002 р. ФОРМУЛА ВИНАХОДУ 50 55 60 Відцентрова ливарна машина, що містить основу, виливницю з конічними і торцевими посадочними поверхнями, верхнє і нижнє опорні кільця, плити, гумопневматичні і гумові амортизатори, розміщені між нижніми поверхнями плит і основою, гумометалічні амортизатори, розташовані по периметру плит, системи верхніх і нижніх котків із симетричними двоплечими важелями, сполученими з можливістю пружного переміщення в горизонтальній площині, ролики, встановлені на двоплечих важелях попарно, яка відрізняється тим, що осі двоплечих важелів і роликів забезпечені гумометалічними амортизаторами, до того ж верхнє кільце забезпечене перехідною вставкою, яка сполучена з виливницею по конічній, а з кільцем по торцевій і циліндричній поверхнях, крім того, кожен з котків машини забезпечений індивідуальною системою проточного мащення рідким мастилом, при цьому системи проточного мащення виконані в корпусах котків. 3 UA 104972 C2 4 UA 104972 C2 Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюFilipov Valentyn Semenovych, Lahzdynsh Volodymyr Voldemarovych, Korobchenko Oleksandr Hryhorovych, Zavhorodnii Kostiantyn Oleksandrovych
Автори російськоюФилипов Валентин Семенович, Лагздиньш Владимир Вальдемарович, Коробченко Александр Григорьевич, Завгородний Константин Александрович
МПК / Мітки
МПК: B22D 13/04, B22D 13/00
Мітки: машина, відцентрова, ливарна
Код посилання
<a href="https://ua.patents.su/7-104972-vidcentrova-livarna-mashina.html" target="_blank" rel="follow" title="База патентів України">Відцентрова ливарна машина</a>
Відцентрова ливарна машина

Номер патенту: 41540
Опубліковано: 17.06.2002
Автори: Балаклієць Ігор Альбінович, Кондратенко Віктор Іванович, Будаг'янц Микола Абрамович, Гольдштейн Леонід Борисович
МПК: B22D 13/04
Мітки: відцентрова, машина, ливарна
Формула / Реферат:
Відцентрова ливарна машина, що містить основу, виливницю, системи верхніх і нижніх котків з опорними каблучками і плитами, гумопневматичними, гумовими і гумометалічними амортизаторами, яка відрізняється тим, що системи котків мають додаткові ролики з вертикальною віссю обертання.
Відцентрова ливарна машина

Номер патенту: 65970
Опубліковано: 16.05.2005
Автори: Косенко Володимир Арсентійович, Кондратенко Віктор Іванович, Балаклієць Ігор Альбінович, Крюков Геннадій Олександрович, Будаг'янц Микола Абрамович
МПК: B22D 13/10, B22D 13/04
Мітки: відцентрова, машина, ливарна
Формула / Реферат:
Спосіб лікування синдрому відміни при алкогольній залежності, який полягає у застосуванні комплексної терапії, що включає використання суміші з етанолом, який відрізняється тим, що додатково здійснюють прийом усередину per os суміші Шпаченка у вигляді розчину 3,0 г хлоралгідрату в 30,0 мл 70 %-ого етанолу, котру запивають питною водою, суміш приймають 1-2 рази на день, після чого через 6-10 годин здійснюють прийом усередину...
Відцентрова ливарна машина

Номер патенту: 58816
Опубліковано: 15.03.2005
Автори: Крюков Геннадій Олександрович, Будаг'янц Микола Абрамович, Сирота Олександр Олексійович, Кондратенко Віктор Іванович, Балаклієць Ігор Альбінович, Філіпов Валентин Семенович
МПК: B22D 13/04
Мітки: відцентрова, ливарна, машина
Формула / Реферат:
1. Відцентрова ливарна машина, що містить основу, виливницю з конічними посадковими поверхнями, системи верхніх і нижніх котків з опорними кільцями, плитами, гумопневматичними і гумовими амортизаторами, розміщеними між нижніми поверхнями плит і основою, гумометалічними амортизаторами, що розташовані по периметру плит і містять опорні, натискні і пружні елементи, а також ролики з вертикальною віссю обертання, що розташовані на котках, яка...
Відцентрова ливарна машина

Номер патенту: 47887
Опубліковано: 15.07.2002
Автори: Гольдштейн Леонід Борисович, Балаклієць Ігор Альбінович, Крюков Генадій Олександрович, Будаг'янц Микола Абрамович
МПК: B22D 13/04
Мітки: ливарна, відцентрова, машина
Формула / Реферат:
1. Відцентрова ливарна машина з вертикальною віссю обертання, що містить виливницю, систему котків із вертикальною віссю обертання, опору з підшипниковим вузлом і приводом обертання, розташовану під виливницею, яка відрізняється тим, що котки розташовані на платформі з можливістю спільного симетричного переміщення, платформа виконана з можливістю пружного переміщення в горизонтальній площині зі змінною, зростаючою жорсткістю пружних...
Відцентрова ливарна машина
Номер патенту: 81582
Опубліковано: 10.01.2008
Автор: Гольдштейн Леонід Борисович
МПК: B22D 13/02, B22D 13/04
Мітки: машина, відцентрова, ливарна
Формула / Реферат:
1. Відцентрова ливарна машина з вертикальною віссю обертання, що містить ливарну форму з виливницею, верхню опору та встановлену у фундаменті нижню опору з приводом обертання і підшипниковим вузлом, виконаним з можливістю відхилення осі обертання виливниці, і амортизатори під опорами, яка відрізняється тим, що верхня опора містить переносний вузол, що включає підшипник, встановлений на маточині з кришкою, приєднаний до верхньої частини...
Попередній патент: Спосіб імуномодуляції при імунодефіцитному стані організму тварин
Наступний патент: Інерційний віброгрохот
Випадковий патент: Спосіб оптимізації розумової працездатності у дітей