Спосіб виготовлення багатошарових облицювальних планок
Номер патенту: 105196
Опубліковано: 10.03.2016
Автори: Пантелеймонов Віталій Андрійович, Ростовський Сергій Костянтинович, Бобух Іван Олексійович, Савченко Олег Євгенович, Волошин Олексій Іванович
Формула / Реферат
Спосіб виготовлення багатошарових облицювальних планок, який передбачає механічну обробку пластин із припуском по контуру для наступного з'єднання пластин попарно в пакети, свердлення отворів у складеному пакеті для кріплення до захисної поверхні, наплавлення вільних поверхонь пакета захисним покриттям і термічну обробку, який відрізняється тим, що з'єднують дві парні пластини в пакет за допомогою пласких складальних накладок, які кріпляться по контуру пакета, після свердлять у пакеті отвори з діаметром 0,67d, де d- діаметр кріпильних болтів, підготовлюють вільні поверхні пакета й підігрівають його до необхідної температури, наплавляють на вільні поверхні пакета м'який шар твердістю 145-150НВ необхідної товщини за два й більше проходи, при цьому товщина наплавлення за прохід становить не менш 2,5 мм, далі проводять термічну обробку пакета з наплавленими м'якими шарами й механічно обробляють наплавлені поверхні із припуском під чистову механообробку, роз'єднують механічним шляхом складений пакет і з'єднують новий пакет, у якому наплавлені м'які шари розташовують усередині пакета, за допомогою вищезгаданих пласких складальних накладок, підготовлюють вільні поверхні пакета й підігрівають його до необхідної температури, а вільні поверхні наплавляють сплавом із твердістю 280-320НВ необхідної товщини за три й більш проходи, при цьому товщина наплавлення за прохід становить не менше 2,5 мм, проводять термічну обробку пакета з наплавленими твердими шарами й шліфують ці шари пакета із припуском під наступну чистову шліфовку, далі повторно роз'єднують пакет на дві пластини й проводять розточування отворів під кріпильні болти із шестигранною головкою з боку твердого шару, шліфують наплавлені шари пластини на чистовий розмір по товщині багатошарової планки
Текст
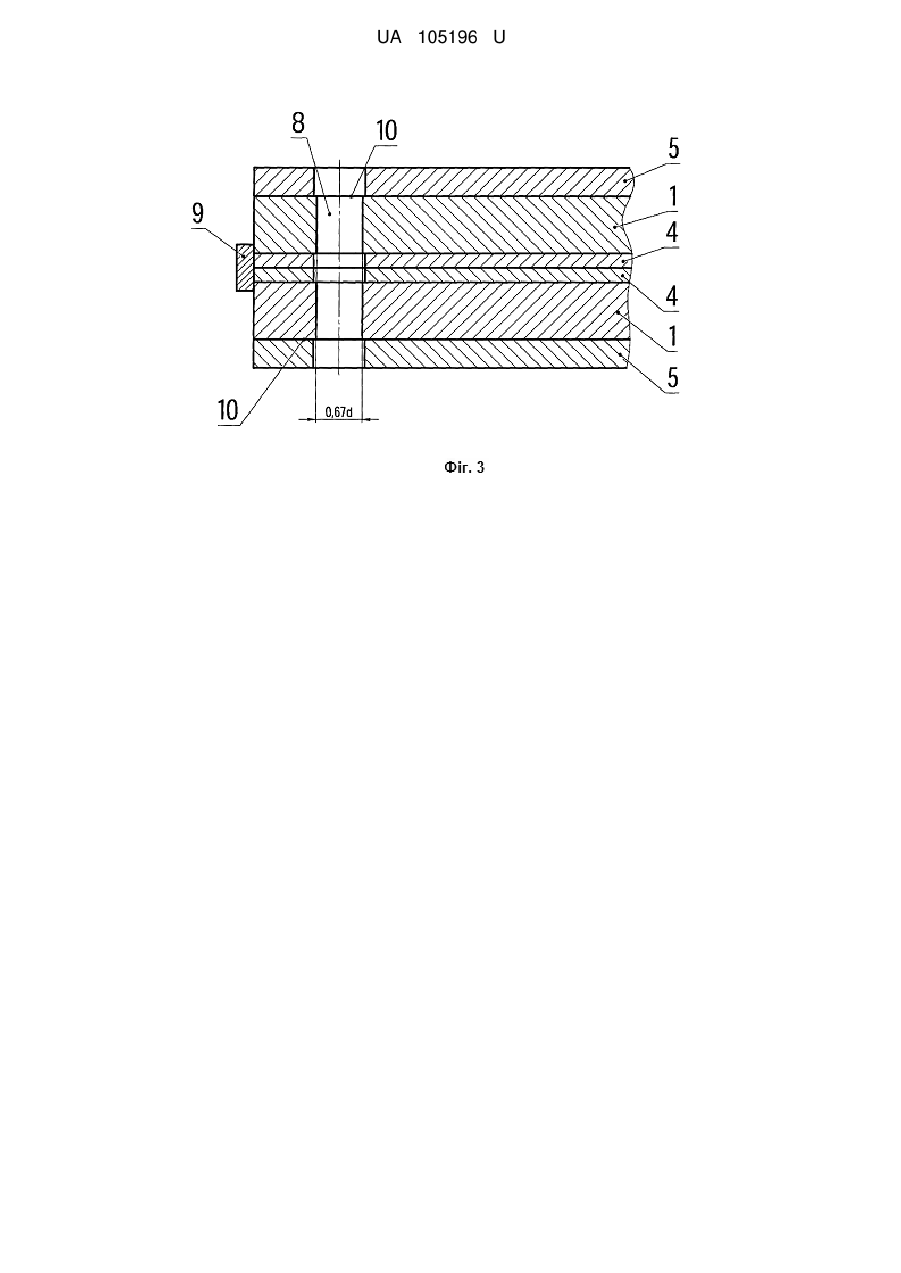
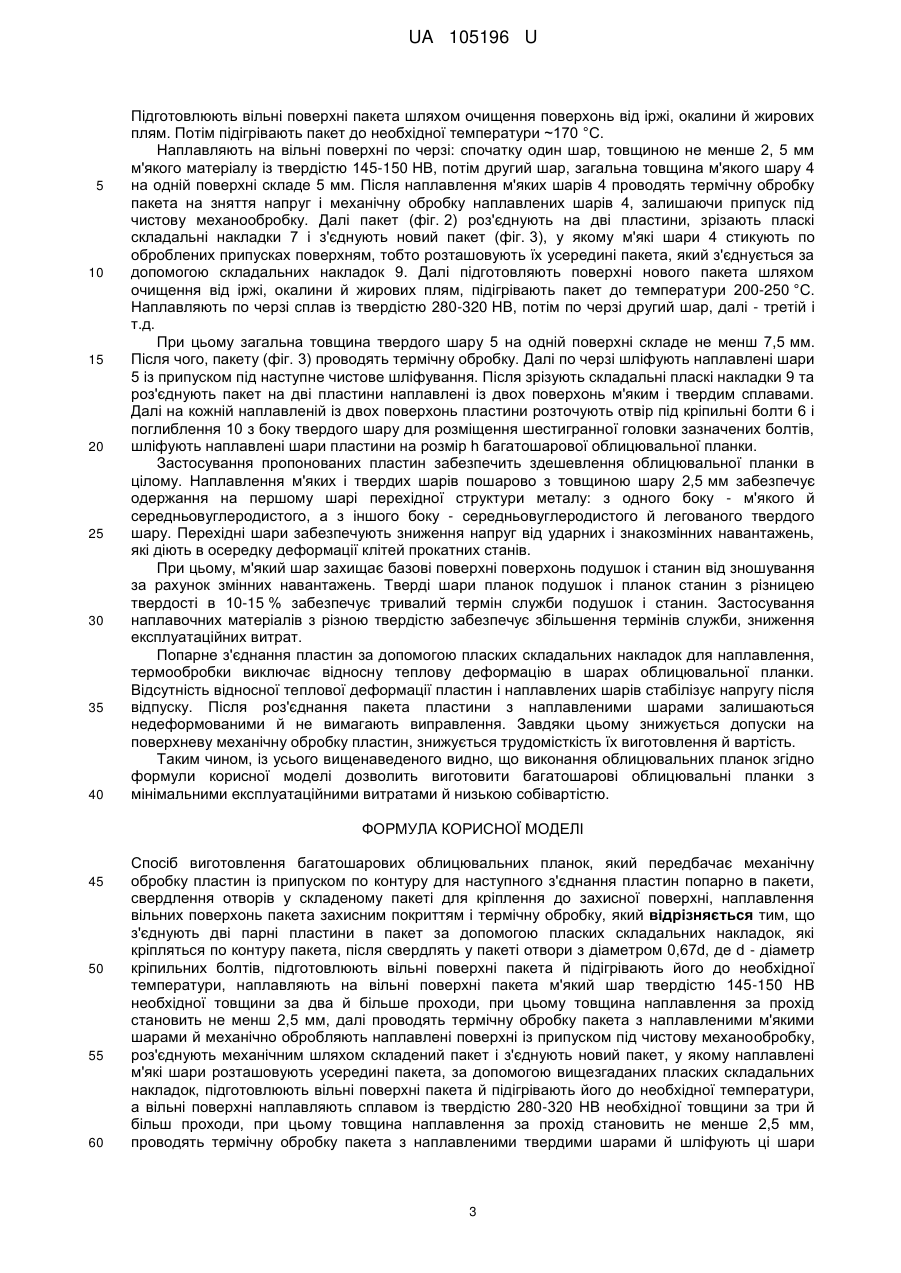
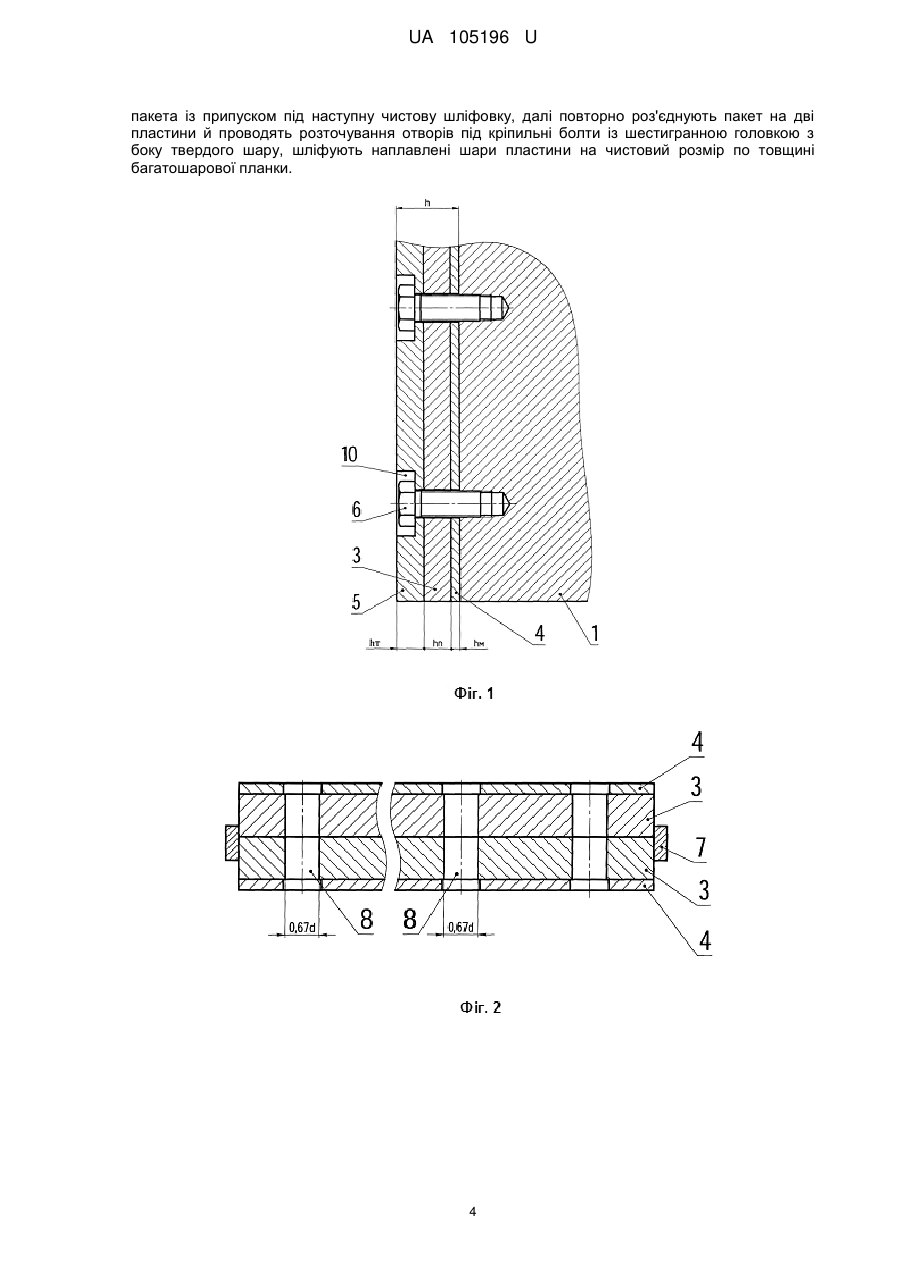
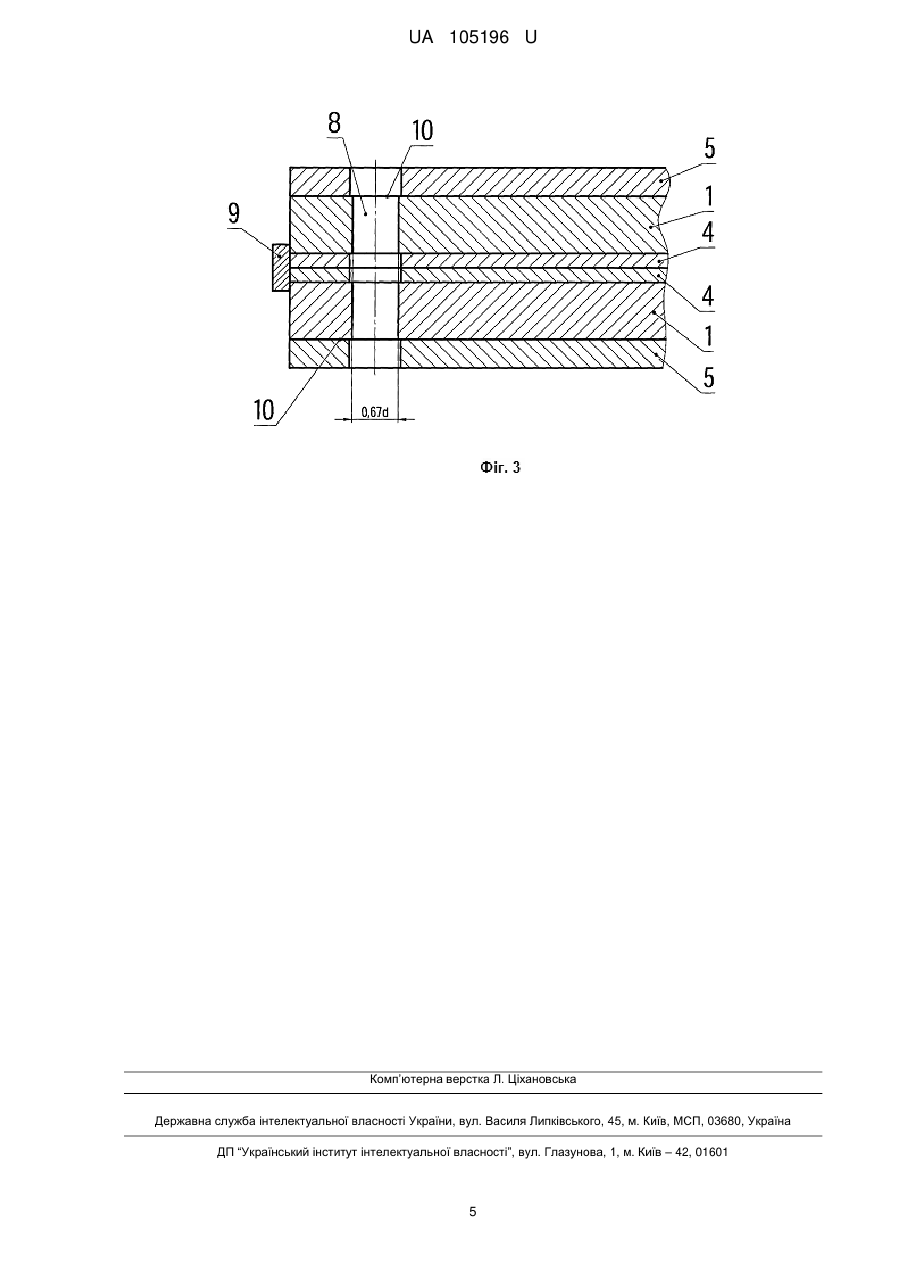
Реферат: Спосіб виготовлення багатошарових облицювальних планок передбачає механічну обробку пластин із припуском по контуру для наступного з'єднання пластин попарно в пакети, свердлення отворів у складеному пакеті для кріплення до захисної поверхні, наплавлення вільних поверхонь пакета захисним покриттям і термічну обробку. З'єднують дві парні пластини в пакет за допомогою пласких складальних накладок, які кріпляться по контуру пакета. Свердлять у пакеті отвори з діаметром 0,67d. Підготовлюють вільні поверхні пакета й підігрівають його до необхідної температури. Наплавляють на вільні поверхні пакета м'який шар твердістю 145-150 НВ необхідної товщини за два й більш проходи. Далі проводять термічну обробку пакета з наплавленими м'якими шарами й механічно обробляють наплавлені поверхні із припуском під чистову механообробну. Роз'єднують механічним шляхом складений пакет і з'єднують новий пакет, у якому наплавлені м'які шари розташовують усередині пакета, за допомогою вищезгаданих пласких складальних накладок. Підготовлюють вільні поверхні пакета й підігрівають його до необхідної температури, а вільні поверхні наплавляють сплавом із твердістю 280-320 НВ необхідної товщини за три й більш проходи. Проводять термічну обробку пакета з наплавленими твердими шарами й шліфують ці шари пакета із припуском під наступну чистову шліфовку. Повторно роз'єднують пакет на дві пластини й проводять розточування отворів під кріпильні болти із шестигранною головкою з боку твердого шару. Шліфують наплавлені шари пластини на чистовий розмір по товщині багатошарової планки UA 105196 U (12) UA 105196 U UA 105196 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до прокатного виробництва й може бути використана як облицювальні планки внутрішніх опорних поверхонь станин прокатних клітей і взаємодіючих з ними опорних поверхонь подушок прокатних валків. Відомий спосіб одержання двошарових заготовок (Патент РФ №2076793), по якому на базовий шар наплавляють твердий шар з конструкційних легованих або інструментальних марок сталі, потім катають заготовку до необхідної товщини в інтервалі температур 12001300 °C и термообробляють до необхідної твердості наплавленого шару. Отримані таким чином двошарові пластини мають дефекти як по товщині твердого шару, так і по наявності значних деформацій у шарах, це вимагає збільшення припусків по товщині пластин і веде до збільшення працезатрат і вартості при виготовленні таких виробів, як облицювальні планки. Відомий спосіб виготовлення зносостійких облицювальних планок (патент РФ №2108214), найбільш близький до рішення, що заявляється, прийнятий за прототип. Спосіб передбачає наплавлення зносостійкого шару із твердого сплаву, який термообробляють, на пластину з м'якої сталі несхильною загартуванню. Після прокатки наплавлені пластини обробляють по периметру та до заданих розмірів по товщині із припуском на остаточну механообробку й свердлять отвори для попарного кріплення пластин для термообробки. Потім пластини попарно скріплюють кріпильними болтами й термообробляють до необхідної твердості шару, який наплавлявся. Після термообробки пластини роз'єднують, проводять остаточну механообробоку, при цьому наплавлений шар шліфують. Завдяки термообробці спарених пластин значною мірою врівноважуються напруги в базових і наплавлених шарах. У результаті зменшуються деформації в серединних частинах пластини, віддалених від торців. По торцях мають місце деформації, направлені від поверхонь примикання парних пластин. Усунення цієї деформації вимагає збільшення припусків на остаточну обробку, що веде до росту собівартості виготовлення. В основу корисної моделі поставлено задачу - розробити спосіб виготовлення багатошарових облицювальних планок, який приведе до зменшення собівартості при їх виготовленні. Ця задача вирішується за рахунок технічного результату, який полягає у вирівнюванні напруги в шарах облицювальних планок для одержання пласкої заготовки перед остаточною обробкою по товщині. Для досягнення вищевказаного результату при виготовленні багатошарових облицювальних планок, який передбачає механічну обробку пластин із припуском по контуру для наступного з'єднання пластин попарно в пакети, свердлення отворів у складеному пакеті для кріплення до захисної поверхні, наплавлення вільних поверхонь пакета захисним покриттям і термічну обробку, згідно з корисною моделлю, з'єднують дві парні пластини в пакет за допомогою пласких складальних накладок, які кріпляться по контуру пакета, після свердлять у пакеті отвори з діаметром 0,67d, де d-діаметр кріпильних болтів, підготовлюють вільні поверхні пакета й підігрівають його до необхідної температури, наплавляють на вільні поверхні пакета м'який шар твердістю 145-150 НВ необхідної товщини за два й більше проходи, при цьому товщина наплавлення за прохід становить не менше 2,5 мм, далі проводять термічну обробку пакета з наплавленими м'якими шарами й механічно обробляють наплавлені поверхні із припуском під чистову механообробку, роз'єднують механічним шляхом складений пакет і збирають новий пакет, у якому наплавлені м'які шари розташовують усередині пакета за допомогою вищезгаданих пласких складальних накладок, підготовлюють вільні поверхні пакета й підігрівають його до необхідної температури, а вільні поверхні наплавляють сплавом із твердістю 280-320 НВ необхідної товщини за три й більш проходи, при цьому товщина наплавлення за прохід становить не менш 2,5 мм, проводять термічну обробку пакета з наплавленими твердими шарами й шліфують ці шари пакета із припуском під наступну чистову шліфовку, далі повторно роз'єднують пакет на 2 пластини й проводять розточення отворів під кріпильні болти із шестигранною головкою з боку твердого шару, шліфують наплавлені шари пластини на чистовий розмір по товщині багатошарової планки. У результаті порівняльного аналізу способу виготовлення багатошарових облицювальних планок із прототипом установлене, що вони мають наступні загальні ознаки: механічна обробка пластин із припуском по контуру для наступного з'єднання пластин попарно в пакети; свердлення отворів у з'єднаному пакеті по сітці кріпильних отворів для кріплення до захисної поверхні; наплавлення вільних поверхонь пакета захисним покриттям; термообробка; 1 UA 105196 U 5 10 15 20 25 30 35 40 45 50 55 а також відмітні ознаки: з'єднують дві парні пластини в пакет за допомогою пласких складальних накладок, які кріпляться по контуру пакета; свердлять у пакеті отвори з діаметром 0,67d, де d- діаметр кріпильних болтів; підготовлюють вільні поверхні пакета й підігрівають його до необхідної температури; наплавляють на вільні поверхні пакета м'який шар твердістю 145-150 НВ необхідної товщини за два й більш проходи, при цьому товщина наплавлення за прохід становить не менш 2,5 мм; проводять термічну обробку пакета з наплавленими м'якими шарами й механічно обробляють наплавлені поверхні із припуском під чистову механообробку; роз'єднують механічним шляхом складений пакет і з'єднують новий пакет, у якому наплавлені м'які шари розташовують усередині пакета, за допомогою вищезгаданих пласких складальних накладок; підготовлюють вільні поверхні пакета й підігрівають його до необхідної температури, а вільні поверхні наплавляють сплавом із твердістю 280-320 НВ необхідної товщини за три й більш проходи, при цьому товщина наплавлення за прохід становить не менше 2,5 мм; проводять термічну обробку пакета з наплавленими твердими шарами й шліфують ці шари пакета із припуском під наступну чистову шліфовку; повторно роз'єднують пакет на 2 пластини й проводять розточення отворів під кріпильні болти із шестигранною головкою з боку твердого шару; шліфують наплавлені шари пластини на чистовий розмір по товщині багатошарової планки. Завдяки тому, що з'єднують дві парні пластини в пакет за допомогою пласких складальних накладок, які кріпляться по контуру пакета, після свердлять у пакеті отвори з діаметром 0,67d, де d- діаметр кріпильних болтів, підготовлюють вільні поверхні пакета й підігрівають його до необхідної температури, наплавляють на вільні поверхні пакета м'який шар твердістю 145150 НВ необхідної товщини за два й більше проходи, при цьому товщина наплавлення за прохід становить не менше 2,5 мм, далі проводять термічну обробку пакета з наплавленими м'якими шарами й механічно обробляють наплавлені поверхні із припуском під чистову механообробку, роз'єднують механічним шляхом складений пакет і з'єднують новий пакет, у якому наплавлені м'які шари розташовують усередині пакета за допомогою вищезгаданих пласких складальних накладок, підготовлюють вільні поверхні пакета й підігрівають його до необхідної температури, а вільні поверхні наплавляють сплавом із твердістю 280-320 НВ необхідної товщини за три й більш проходи, при цьому товщина наплавлення за прохід становить не менш 2,5 мм, проводять термічну обробку пакета з наплавленими твердими шарами й шліфують ці шари пакета із припуском під наступну чистову шліфовку, далі повторно роз'єднують пакет на 2 пластини й проводять розточення отворів під кріпильні болти із шестигранною головкою з боку твердого шару, шліфують наплавлені шари пластини на чистовий розмір по товщині багатошарової планки, стало можливим знизити допуски на поверхневу механічну обробку пластин, знизити трудомісткість їх виготовлення й вартість, збільшити терміни служби, знизити експлуатаційні витрати. Виключення з вищевказаної сукупності відмітних ознак хоча б однієї з них не забезпечує досягнення технічного результату. Технічне рішення, що заявляється, невідомо з рівня техніки й тому воно є новим. Технічне рішення промислово застосовано, тому що його технологічне й технічне виконання не представляє труднощів. Таким чином технічному рішенню, що заявляється, може надаватися правова охорона, тому що воно є новим і промислово застосовано, тобто відповідає критеріям корисної моделі. Корисна модель пояснюється кресленнями на яких зображені: Фіг. 1 - фрагмент кріплення багатошарової облицювальної планки до подушки; Фіг. 2 - фрагмент пакета з наплавленими м'якими шарами; Фіг. 3 - фрагмент пакета з наплавленими твердими шарами. Спосіб виготовлення багатошарових облицювальних планок розглянемо на прикладі виготовлення планки для подушок робочої кліті (фіг. 1). До подушки 1 примикає багатошарова облицювальна планка 2, яка складається з катаної середньовуглеродистої сталі у вигляді пластини 3, наплавленого м'якого шару 4, наплавленого твердого шару 5 і кріпиться до подушки за допомогою кріпильних болтів 6. Для виготовлення планки використовують дві парні 3 пластини із припуском по контуру. Парні пластини 3 (фіг. 2) з'єднують у пакет за допомогою пласких складальних накладок 7, які кріпляться по контуру пакета. У пакеті свердлять отвір 8 з діаметром 0,67d, де d- діаметр кріпильних болтів 6 по сітці кріпильних отворів у планці 2. 2 UA 105196 U 5 10 15 20 25 30 35 40 Підготовлюють вільні поверхні пакета шляхом очищення поверхонь від іржі, окалини й жирових плям. Потім підігрівають пакет до необхідної температури ~170 °C. Наплавляють на вільні поверхні по черзі: спочатку один шар, товщиною не менше 2, 5 мм м'якого матеріалу із твердістю 145-150 НВ, потім другий шар, загальна товщина м'якого шару 4 на одній поверхні складе 5 мм. Після наплавлення м'яких шарів 4 проводять термічну обробку пакета на зняття напруг і механічну обробку наплавлених шарів 4, залишаючи припуск під чистову механообробку. Далі пакет (фіг. 2) роз'єднують на дві пластини, зрізають пласкі складальні накладки 7 і з'єднують новий пакет (фіг. 3), у якому м'які шари 4 стикують по оброблених припусках поверхням, тобто розташовують їх усередині пакета, який з'єднується за допомогою складальних накладок 9. Далі підготовляють поверхні нового пакета шляхом очищення від іржі, окалини й жирових плям, підігрівають пакет до температури 200-250 °C. Наплавляють по черзі сплав із твердістю 280-320 НВ, потім по черзі другий шар, далі - третій і т.д. При цьому загальна товщина твердого шару 5 на одній поверхні складе не менш 7,5 мм. Після чого, пакету (фіг. 3) проводять термічну обробку. Далі по черзі шліфують наплавлені шари 5 із припуском під наступне чистове шліфування. Після зрізують складальні пласкі накладки 9 та роз'єднують пакет на дві пластини наплавлені із двох поверхонь м'яким і твердим сплавами. Далі на кожній наплавленій із двох поверхонь пластини розточують отвір під кріпильні болти 6 і поглиблення 10 з боку твердого шару для розміщення шестигранної головки зазначених болтів, шліфують наплавлені шари пластини на розмір h багатошарової облицювальної планки. Застосування пропонованих пластин забезпечить здешевлення облицювальної планки в цілому. Наплавлення м'яких і твердих шарів пошарово з товщиною шару 2,5 мм забезпечує одержання на першому шарі перехідної структури металу: з одного боку - м'якого й середньовуглеродистого, а з іншого боку - середньовуглеродистого й легованого твердого шару. Перехідні шари забезпечують зниження напруг від ударних і знакозмінних навантажень, які діють в осередку деформації клітей прокатних станів. При цьому, м'який шар захищає базові поверхні поверхонь подушок і станин від зношування за рахунок змінних навантажень. Тверді шари планок подушок і планок станин з різницею твердості в 10-15 % забезпечує тривалий термін служби подушок і станин. Застосування наплавочних матеріалів з різною твердістю забезпечує збільшення термінів служби, зниження експлуатаційних витрат. Попарне з'єднання пластин за допомогою пласких складальних накладок для наплавлення, термообробки виключає відносну теплову деформацію вшарах облицювальної планки. Відсутність відносної теплової деформації пластин і наплавлених шарів стабілізує напругу після відпуску. Після роз'єднання пакета пластини з наплавленими шарами залишаються недеформованими й не вимагають виправлення. Завдяки цьому знижується допуски на поверхневу механічну обробку пластин, знижується трудомісткість їх виготовлення й вартість. Таким чином, із усього вищенаведеного видно, що виконання облицювальних планок згідно формули корисної моделі дозволить виготовити багатошарові облицювальні планки з мінімальними експлуатаційними витратами й низькою собівартістю. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 55 60 Спосіб виготовлення багатошарових облицювальних планок, який передбачає механічну обробку пластин із припуском по контуру для наступного з'єднання пластин попарно в пакети, свердлення отворів у складеному пакеті для кріплення до захисної поверхні, наплавлення вільних поверхонь пакета захисним покриттям і термічну обробку, який відрізняється тим, що з'єднують дві парні пластини в пакет за допомогою пласких складальних накладок, які кріпляться по контуру пакета, після свердлять у пакеті отвори з діаметром 0,67d, де d - діаметр кріпильних болтів, підготовлюють вільні поверхні пакета й підігрівають його до необхідної температури, наплавляють на вільні поверхні пакета м'який шар твердістю 145-150 НВ необхідної товщини за два й більше проходи, при цьому товщина наплавлення за прохід становить не менш 2,5 мм, далі проводять термічну обробку пакета з наплавленими м'якими шарами й механічно обробляють наплавлені поверхні із припуском під чистову механообробку, роз'єднують механічним шляхом складений пакет і з'єднують новий пакет, у якому наплавлені м'які шари розташовують усередині пакета, за допомогою вищезгаданих пласких складальних накладок, підготовлюють вільні поверхні пакета й підігрівають його до необхідної температури, а вільні поверхні наплавляють сплавом із твердістю 280-320 НВ необхідної товщини за три й більш проходи, при цьому товщина наплавлення за прохід становить не менше 2,5 мм, проводять термічну обробку пакета з наплавленими твердими шарами й шліфують ці шари 3 UA 105196 U пакета із припуском під наступну чистову шліфовку, далі повторно роз'єднують пакет на дві пластини й проводять розточування отворів під кріпильні болти із шестигранною головкою з боку твердого шару, шліфують наплавлені шари пластини на чистовий розмір по товщині багатошарової планки. 4 UA 105196 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 20/04
Мітки: спосіб, виготовлення, багатошарових, планок, облицювальних
Код посилання
<a href="https://ua.patents.su/7-105196-sposib-vigotovlennya-bagatosharovikh-oblicyuvalnikh-planok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення багатошарових облицювальних планок</a>
Спосіб виготовлення біметалевих виливків, переважно для облицювальних планок
Номер патенту: 98380
Опубліковано: 27.04.2015
Автори: Олешко Віктор Михайлович, Федоренко Людмила Миколаївна, Волошин Олексій Іванович, Цівковський Олександр Григорович, Бобух Іван Олексійович
МПК: B22D 19/16
Мітки: біметалевих, виливків, облицювальних, виготовлення, спосіб, переважно, планок
Формула / Реферат:
Спосіб виготовлення біметалевих виливків, переважно для облицювальних планок, із двох різних по фізичних властивостях і хімічному складу металів, при якому на дно ливарної форми розміщають заготівку з більш легкоплавкого металу, а після заливають її розплавом більш тугоплавкого металу, який відрізняється тим, що заливання виконують при температурі розплаву більш тугоплавкого металу на 230…290 °C вище температури плавлення металу...
Спосіб виготовлення біметалічних планок
Номер патенту: 3296
Опубліковано: 15.11.2004
Автори: Бобух Іван Олексійович, Волошин Олексій Іванович, Семіндєєв Толій Якович, Давиденко Юрій Миколайович, Александров Ігор Валентинович
МПК: B23K 20/04
Мітки: спосіб, виготовлення, біметаличних, планок
Формула / Реферат:
Спосіб виготовлення біметалічних планок, при якому на планку з маловуглецевого або низьколегованого сплаву наплавляють плакуючий шар із твердого сплаву, що гартується, після чого здійснюють прокатку з наступним свердлінням кріпильних отворів, за допомогою яких закріплюють планку, і виконують термообробку, який відрізняється тим, що при термообробці використовують опорну деталь, до якої попередньо прикріплюють біметалічну планку, при цьому...
Спосіб виготовлення багатошарових друкованих плат
Номер патенту: 15573
Опубліковано: 30.06.1997
Автор: Каплунов Сергій Геннадійович
МПК: H05K 3/46
Мітки: виготовлення, спосіб, плат, друкованих, багатошарових
Формула / Реферат:
Способ изготовления многослойных печатных плат, включающий формирование отверстий в фольгированных диэлектрических слоях, их металлизацию и формирование рисунков проводников внутренних слоев металлизации, сборку слоев и склеивающих прокладок в пакет, прессование пакета под действием температуры, формирование отверстий в пакете, их металлизацию, получение рисунка проводников на наружных слоях пакета, отличающийся тем, что наружные слои пакета...
Спосіб виготовлення багатошарових листових композиційних матеріалів
Номер патенту: 22799
Опубліковано: 21.04.1998
Автори: Ковбасенко Костянтин Станіславович, Рубан Валентина Тарасівна, Вініченко Валерій Степанович, Кулик Валентин Миколайович, Кухарь Леонід Володимирович, Рябов Володимир Рафаілович, Лавренко Анатолій Степанович, Коробко Олександр Вікторович
МПК: B23K 11/06, B21C 37/00
Мітки: багатошарових, листових, матеріалів, спосіб, виготовлення, композиційних
Формула / Реферат:
1. Способ изготовления многослойных листовых композиционных материалов, при котором собирают пакет из чередующихся листов матрицы и армирующих волокон, проводят контактную роликовую сварку по всей поверхности пакета при прерывистом пропускании импульсов тока сварки, отличающийся тем, что дополнительно. пропускают ток подогрева во время паузы между импульсами тока сварки.2. Способ по п. 1, отличающийся тем, что ток подогрева пропускают...
Спосіб виготовлення облицювальних панелей
Номер патенту: 24856
Опубліковано: 10.07.2007
Автор: Нагорянський Едуард Євгенович
МПК: B32B 5/16, B44C 1/00, B32B 13/00
Мітки: облицювальних, виготовлення, спосіб, панелей
Формула / Реферат:
Спосіб виготовлення облицювальних панелей, що полягає в підготовці листової заготівки, укладанні декоративного покриття на листову заготівку і наступному накочуванні, який відрізняється тим, що на попередньо підготовлену поверхню листа гіпсокартону наносять ґрунтувальний шар полімерного клею товщиною від 0,01 до 2 мм, заґрунтований лист гіпсокартону витримують приблизно протягом 24 годин, після чого наносять ґрунтувальний шар з полімерного...
Попередній патент: Резонансний генератор теплової енергії
Наступний патент: Пристрій для контролю робочого ресурсу електричного двигуна
Випадковий патент: Спосіб діагностики розвитку атеросклерозу