Спосіб виготовлення багатошарових листових композиційних матеріалів
Номер патенту: 22799
Опубліковано: 21.04.1998
Автори: Лавренко Анатолій Степанович, Рубан Валентина Тарасівна, Кулик Валентин Миколайович, Рябов Володимир Рафаілович, Вініченко Валерій Степанович, Кухарь Леонід Володимирович, Коробко Олександр Вікторович, Ковбасенко Костянтин Станіславович
Формула / Реферат
1. Способ изготовления многослойных листовых композиционных материалов, при котором собирают пакет из чередующихся листов матрицы и армирующих волокон, проводят контактную роликовую сварку по всей поверхности пакета при прерывистом пропускании импульсов тока сварки, отличающийся тем, что дополнительно. пропускают ток подогрева во время паузы между импульсами тока сварки.
2. Способ по п. 1, отличающийся тем, что ток подогрева пропускают во время паузы непрерывно.
3. Способ по п. 1, отличающийся тем, что ток подогрева пропускают во время паузы несколькими прерывистыми импульсами.
Текст
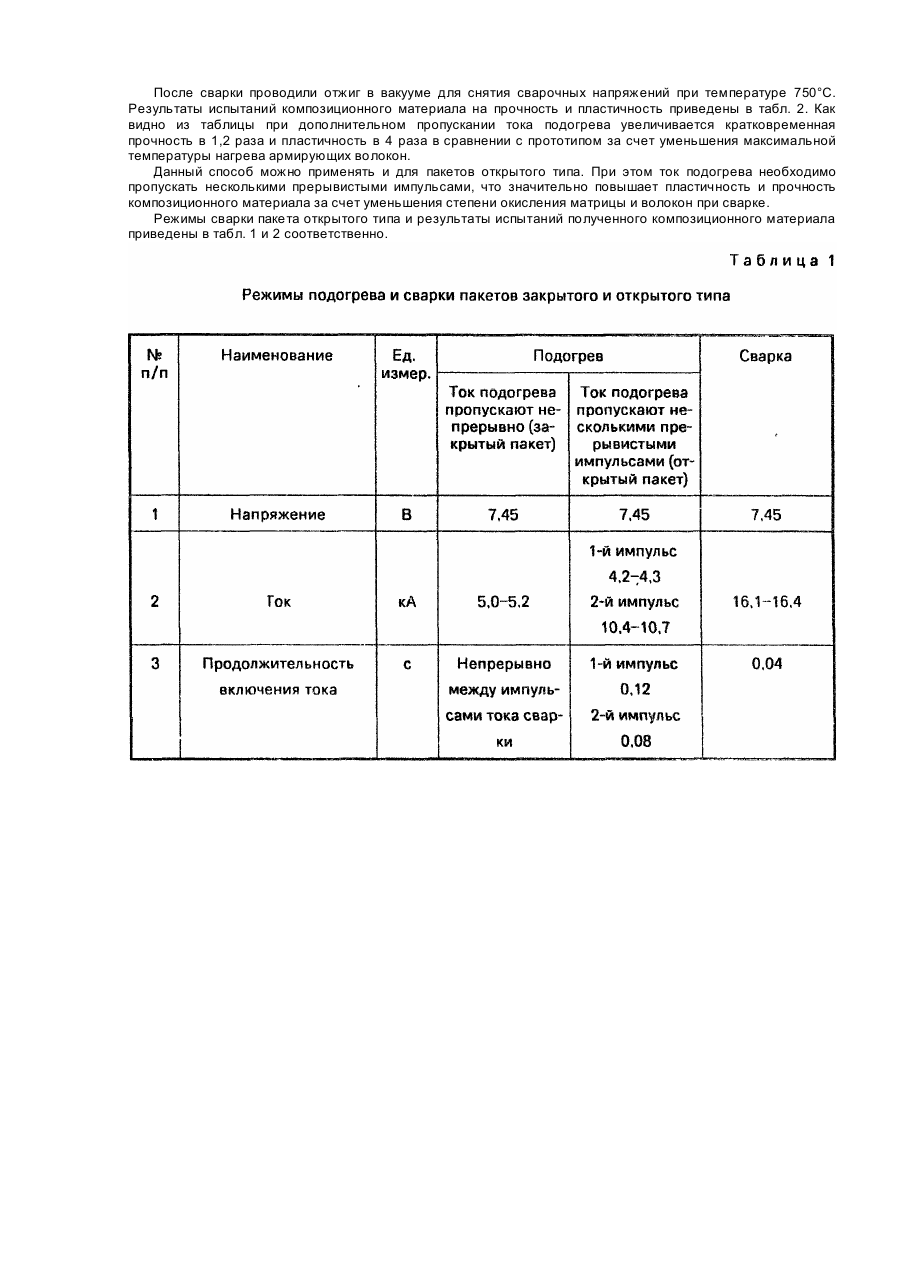
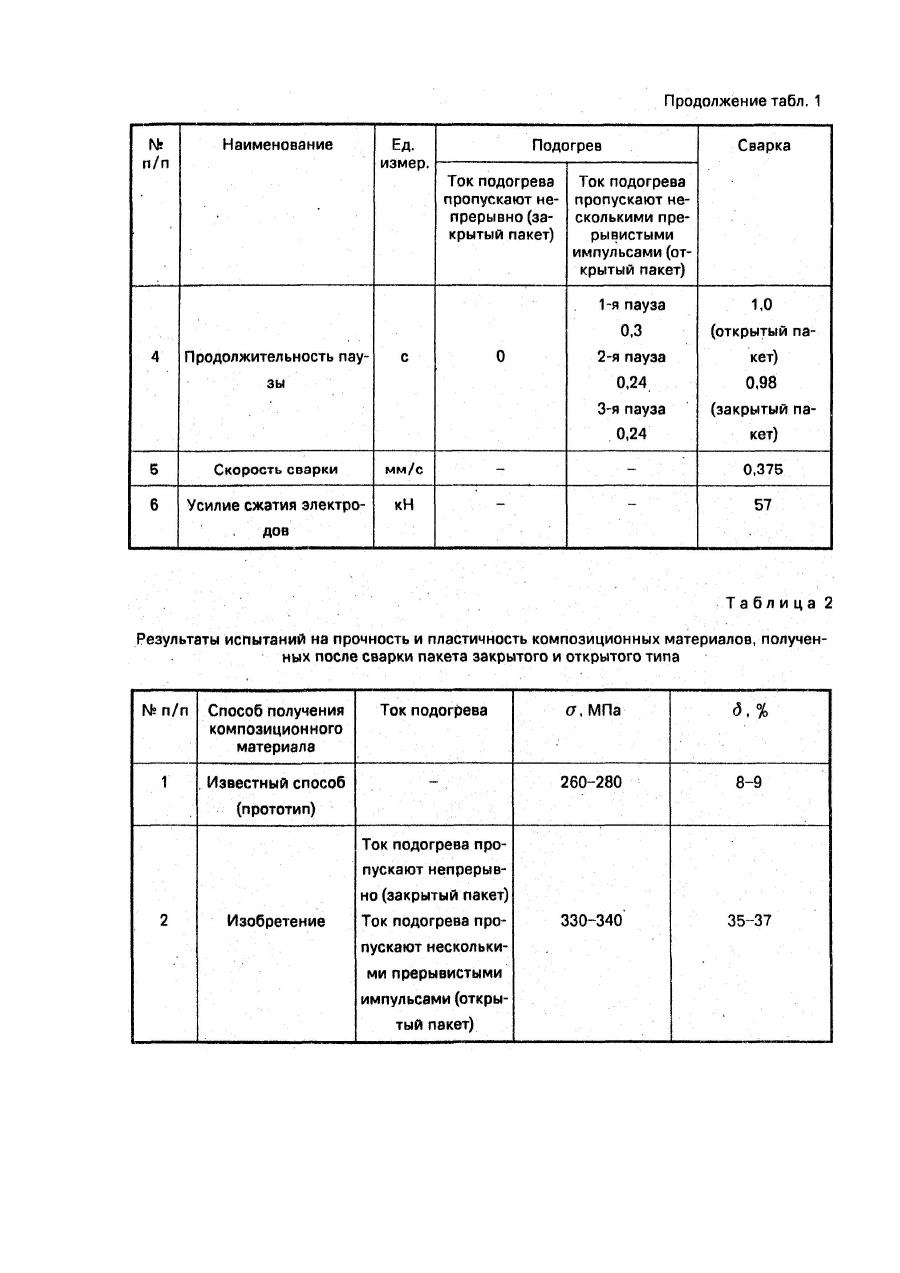
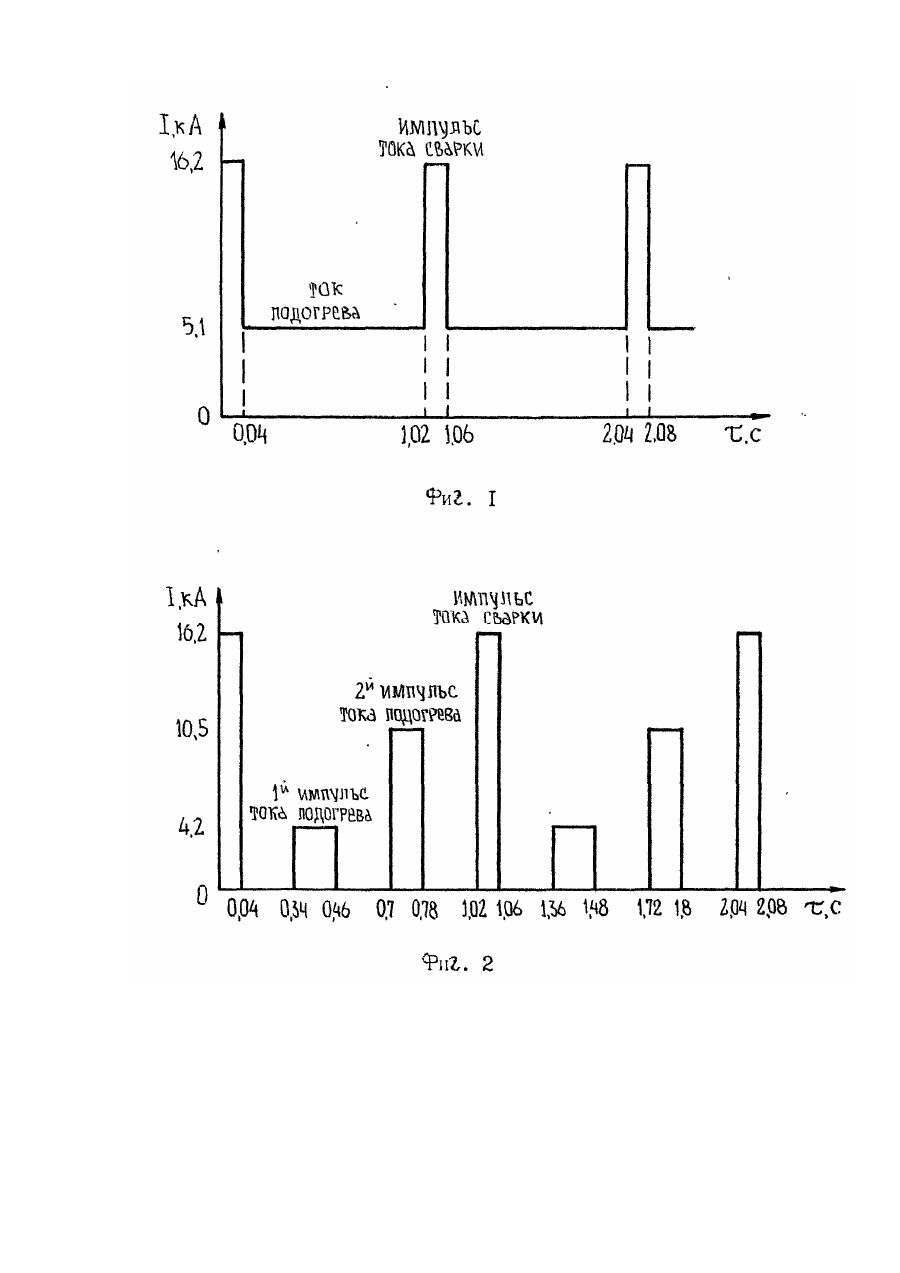
Изобретение относится к области машиностроения, в частности к способу изготовления многослойных листовых композиционных материалов, и может быть использовано при изготовлении деталей камеры сгорания газотурбинных и ракетных двигателей. Известен способ изготовления многослойных листовых композиционных материалов [Кладницкий Е.И., Ботвиновский В.Е., Банас Ф.П. и др. Армирование обечаек жаровых труб камер сгорания ГТД //Авиационная промышленность. - 1977. - № 9. - С. 26-29], включающий сборку открытого с торцов пакета из чередующихся листов матрицы и армирующих волокон, контактную роликовую сварку по всей поверхности пакета при непрерывном вращении роликов и при прерывистом пропускании импульсов тока сварки для формирования последовательных единичных сварных взаимоперекрывающихся точек. Полученный материал отжигают для снятия сварочных напряжений. Известен также способ изготовления многослойных листовых композиционных материалов [Авт. св. СССР № 311513, кл. В 23 К 11/06, 28.04.69, опублик. 22.05.73, БИ № 22], выбранный нами за прототип, включающий сборку закрытого с торцов пакета из чередующихся листов матрицы и армирующих волокон с последующим его вакуумированием или заполнением инертным газом, контактную роликовую сварку по всей поверхности пакета при непрерывном вращении роликов и при прерывистом пропускании импульсов тока сварки для формирования последовательных единичных сварных взаимоперекрывающихся точек. Полученный материал отжигают для снятия сварочных напряжений. Недостатком приведенных способов является низкие значения прочности и пластичности композиционного материала в случае использования в качестве матрицы листов из тугоплавких сплавов (например, ниобий-титановых или ниобиевых), требующих применения жестких режимов сварки. Снижение прочности и пластичности композиционного материала в данном случае происходит за счет разупрочнения армирующих волокон из тугоплавких материалов вследствие их перегрева в процессе сварки. В основу изобретения поставлена задача усовершенствовать способ изготовления многослойных листовых композиционных материалов путем уменьшения максимальной температуры нагрева армирующих волокон в процессе сварки, что приведет к повышению прочности и пластичности композиционного материала в целом. Для достижения указанного технического результата в известном способе изготовления многослойных листовых композиционных материалов, включающем сборку пакета из чередующихся листов матрицы и армирующих волокон, контактную роликовую сварку по всей поверхности пакета при прерывистом пропускании импульсов тока сварки предусмотрено дополнительное пропускание тока подогрева во время паузы между импульсами тока сварки. Пропускание тока подогрева позволяет осуществить предварительный нагрев матрицы в зоне сварки до температур ее размягчения и последующее пластическое течение материала матрицы под действием усилия сжатия электродов в промежутки между тугоплавкими волокнами. Образование проплавленной зоны происходит за счет пропускания импульса тока сварки. При этом электрический ток распределяется по всей площади зоны сварки, включающей сечения как армирующих волокон, так и промежутков между ними. В способе-прототипе же сварка осуществляется путем прерывистого пропускания лишь импульсов тока сварки. При использовании тугоплавких матричных сплавов для образования зоны проплавлення необходимо применять жесткие режимы сварки, характеризующиеся мощными импульсами тока с относительно небольшой продолжительностью (0,02-0,04 с). При этом в начальный период образования сварного соединения весь мощный импульс тока проходит через сечение только армирующих волокон. Естественно, что плотность сварочного тока через сечения волокон в данном случае значительно больше, чем в предлагаемом способе. Поэтому волокна кратковременно нагреваются до значительно больших температур, что в свою очередь приводит к заметной потере прочности и пластичности не только самих волокон [3], но и композиционного материала в целом. При этом в зависимости от типа свариваемого пакета (закрытый или открытый с торцов)предусмотрены следующие отличительные признаки: а) ток подогрева во время паузы пропускают непрерывно (в случае пакета закрытого с торцов с последующим вакуумированием или заполнением инертным газом), что позволяет снизить максимальную температуру импульсного нагрева армирующих волокон за счет уменьшения переходного электрического сопротивления в зоне контакта между матрицей и армирующими волокнами; б) ток подогрева во время паузы пропускают несколькими прерывистыми импульсами (в случае пакета открытого с торцов) с целью снижения максимальной температуры нагрева армирующих волокон за счет уменьшения переходного электрического сопротивления в зоне контакта между матрицей и армирующими волокнами, а также уменьшения степени окисления матрицы и волокон в зоне сварного соединения. На фиг. 1 представлен график зависимости тока сварки Іс и тока подогрева In от времени t при непрерывном пропускании тока подогрева; на фиг. 2 - график зависимости тока сварки Іс и тока подогрева In от времени t при пропускании тока подогрева несколькими прерывистыми импульсами. Предлагаемый способ изготовления многослойных листовых композиционных материалов реализовали следующим образом. Собирали пакет закрытого типа из чередующихся листов матрицы и армирующих волокон, состоящий из двух наружных листов ниобиевого сплава (марки НбПЛ) толщиной 0,5 мм, двух внутренних листов титанового сплава (марки ВТ1-0) толщиной 0,1 мм и средней армирующей сетки из однонаправленных вольфрамовых волокон (марки ВР-273ВП) диаметром 0.3 мм, переплетенных тонкими молибденовыми волокнами. Собранный пакет помещали в вакуумную камеру, откачивали воздух и заваривали по контуру герметичным швом. Затем осуществляли сварку пакета по всей поверхности на машине для шовной сварки МШ-3201 (предварительно оборудованной дополнительным блоком регулирования импульсов тока подогрева) методом последовательного наложения взаимоперекрывающихся сварных швов с перекрытием предыдущего шва последующим на 25-50%. При сварке прерывисто пропускали импульсы тока сварки. Во время паузы между импульсами тока сварки дополнительно пропускали ток подогрева, при этом ток подогрева пропускали непрерывно (фиг. 1). Режимы подогрева и сварки пакета закрытого типа приведены в табл. 1 После сварки проводили отжиг в вакууме для снятия сварочных напряжений при температуре 750°С. Результаты испытаний композиционного материала на прочность и пластичность приведены в табл. 2. Как видно из таблицы при дополнительном пропускании тока подогрева увеличивается кратковременная прочность в 1,2 раза и пластичность в 4 раза в сравнении с прототипом за счет уменьшения максимальной температуры нагрева армирующих волокон. Данный способ можно применять и для пакетов открытого типа. При этом ток подогрева необходимо пропускать несколькими прерывистыми импульсами, что значительно повышает пластичность и прочность композиционного материала за счет уменьшения степени окисления матрицы и волокон при сварке. Режимы сварки пакета открытого типа и результаты испытаний полученного композиционного материала приведены в табл. 1 и 2 соответственно.
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 11/06, B21C 37/00
Мітки: спосіб, матеріалів, багатошарових, композиційних, листових, виготовлення
Код посилання
<a href="https://ua.patents.su/4-22799-sposib-vigotovlennya-bagatosharovikh-listovikh-kompozicijjnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення багатошарових листових композиційних матеріалів</a>
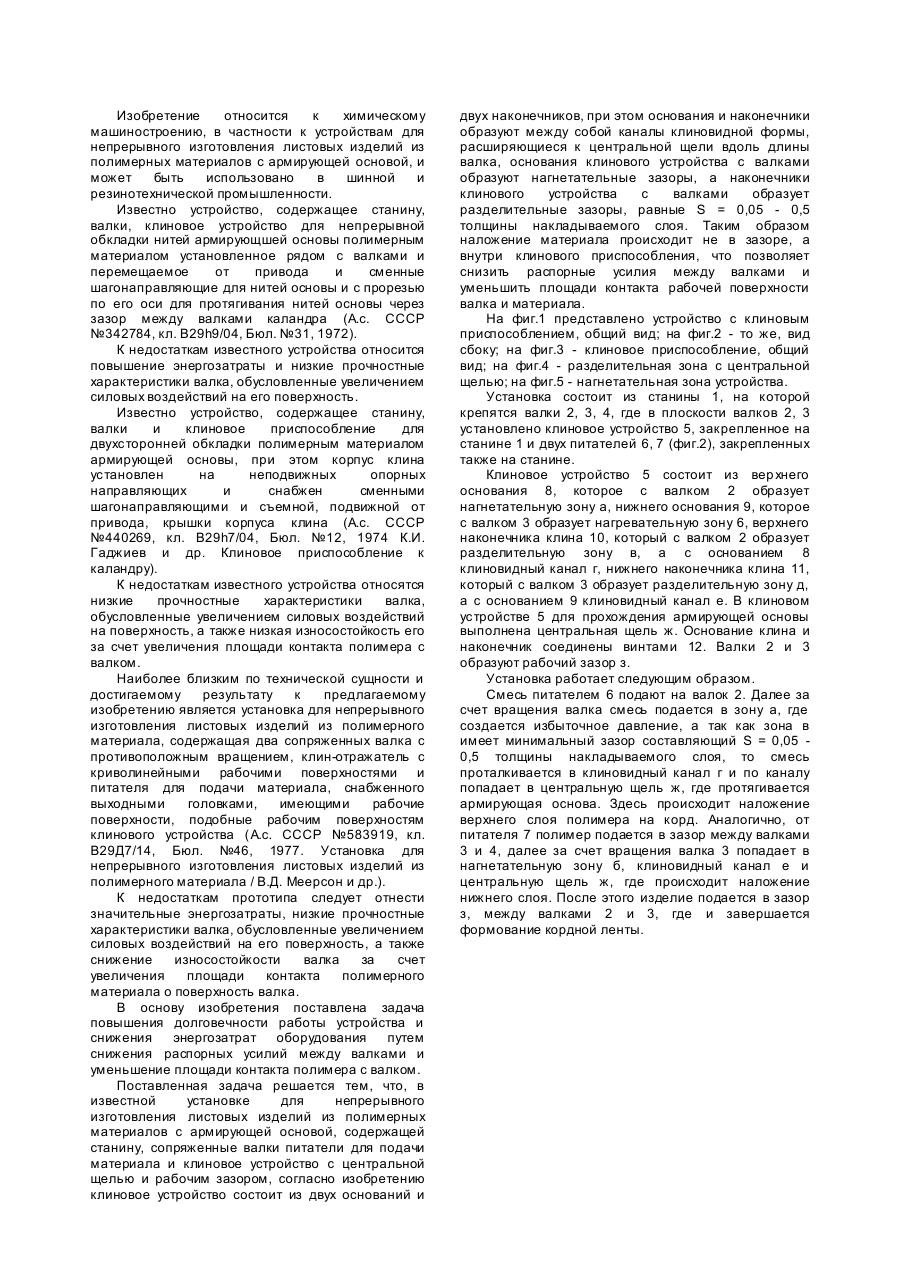
Установка для безперервного виготовлення листових виробів з полімерних матеріалів
Номер патенту: 14821
Опубліковано: 18.02.1997
Автори: Лелиця Андрій Валерійович, Кузяєв Іван Михайлович, Лимар Володимир Володимирович, Плошенко Іван Григорович
МПК: B29D 7/00
Мітки: виготовлення, листових, матеріалів, виробів, установка, безперервного, полімерних
Формула / Реферат:
Установка для непрерывного изготовления листовых изделий из полимерных материалов с армирующей основой, содержащая станину, сопряженные валки, питатели для подачи материала и клиновое устройство с центральной щелью, образующее с валками рабочий зазор, отличающаяся тем, что клиновое устройство состоит из двух оснований и двух наконечников, при этом основания и наконечники образуют между собой каналы клиновидной формы, расширяющиеся к...
Спосіб виготовлення кільцевих деталей з композиційних матеріалів, переважно, на основі алюмінієвих сплавів
Номер патенту: 13310
Опубліковано: 28.02.1997
Автори: Дешко Олександр Володимирович, Афонін Володимир Михайлович, Банас Федір Павлович, Дробчик Володимир Максимович, Голдовська Галина Валентинівна, Трутнєв Володимир Володимирович, Кладницький Євгеній Іванович
МПК: C22C 49/00, B22D 19/02
Мітки: матеріалів, композиційних, деталей, спосіб, виготовлення, основі, кільцевих, переважно, алюмінієвих, сплавів
Формула / Реферат:
(57) Способ изготовления кольцевых дета лей из композиционных материалов, пре имущественно, на основе алюминиевых сплавов, включающий размещение на цилиндрической подложке армирующего эле мента, размещение на нем углеродной ткани, помещение подложки с армирующим элементом в литейную форму, вакуумирование, подачу расплавленного алюминиевого сплава в литейную форму, пропитку армирующего элемента алюминиевым сплавом под избыточным давлением,...
Спосіб виготовлення багатошарових друкованих плат
Номер патенту: 15573
Опубліковано: 30.06.1997
Автор: Каплунов Сергій Геннадійович
МПК: H05K 3/46
Мітки: друкованих, виготовлення, плат, багатошарових, спосіб
Формула / Реферат:
Способ изготовления многослойных печатных плат, включающий формирование отверстий в фольгированных диэлектрических слоях, их металлизацию и формирование рисунков проводников внутренних слоев металлизации, сборку слоев и склеивающих прокладок в пакет, прессование пакета под действием температуры, формирование отверстий в пакете, их металлизацию, получение рисунка проводников на наружных слоях пакета, отличающийся тем, что наружные слои пакета...
Спосіб виготовлення замкнутих конструкцій з композиційних матеріалів
Номер патенту: 15605
Опубліковано: 30.06.1997
Автор: Ніколаєв Олександр Сергійович
МПК: B29C 41/02, B29L 9/00, B32B 37/00
Мітки: замкнутих, матеріалів, виготовлення, конструкцій, спосіб, композиційних
Формула / Реферат:
Способ изготовления замкнутых конструкций из композиционных материалов, включающий формование частей конструкции на неразъемной оправке с образованием в зоне их разъема торцевых выступов и установкой между ними в процессе формования разделительной пленки, отверждение частей конструкции, съем их с оправки и соединение, отличающийся тем, что вначале формуют на оправке одну часть конструкции на ней в зоне образования разъема и на части оправки...
Лопать вітрового колеса з композиційних матеріалів та спосіб його виготовлення
Номер патенту: 13177
Опубліковано: 28.02.1997
Автори: Ладікова Лідія Борисівна, Решетняк Микола Максимович, Поляков Борис Миколайович, Жагунов Юрій Валерійович, Євсєєва Людмила Миколаївна, Мазур Володимир Максимович
МПК: B64C 27/32
Мітки: колеса, матеріалів, лопать, композиційних, спосіб, виготовлення, вітрового
Формула / Реферат:
(57) 1. Лопасть ветрового колеса из композиционных материалов, содержащая коробчатый лонжерон переменного поперечного сечения, закладной элемент со стыковочным фланцем, заполнитель из легкого материала пористой структуры, между лонжероном наружной оболочкой с декоративным покрытием, отличающаяся тем, что лонжерон выполнен из спиральных слоев стеклопластика с переменной толщиной стенки, уменьшающейся с увеличением радиуса лопасти.2....
Попередній патент: Спосіб очищення поверхні заготовки після нагріву
Наступний патент: Пристрій нагріву двигуна внутрішнього згоряння відпрацьованими газами