Спосіб виготовлення біметалевих виливків, переважно для облицювальних планок
Номер патенту: 98380
Опубліковано: 27.04.2015
Автори: Федоренко Людмила Миколаївна, Бобух Іван Олексійович, Олешко Віктор Михайлович, Цівковський Олександр Григорович, Волошин Олексій Іванович

Формула / Реферат
Спосіб виготовлення біметалевих виливків, переважно для облицювальних планок, із двох різних по фізичних властивостях і хімічному складу металів, при якому на дно ливарної форми розміщають заготівку з більш легкоплавкого металу, а після заливають її розплавом більш тугоплавкого металу, який відрізняється тим, що заливання виконують при температурі розплаву більш тугоплавкого металу на 230…290 °C вище температури плавлення металу заготівки в кількості, необхідній для одержання основного шару h1, що складає 70…85 % товщини біметалевого виливка, попередньо установивши на ливарну форму утеплювальну надставку з виконаним по центру заливним отвором, при цьому співвідношення товщин шарів легкоплавкого і тугоплавкого металу визначається по формулі s02'h1≥s02''h2, де h1 - товщина шару тугоплавкого металу; h2 - товщина шару легкоплавкого металу; s02' - границя текучості тугоплавкого металу; s02" - границя текучості легкоплавкого металу.
Текст
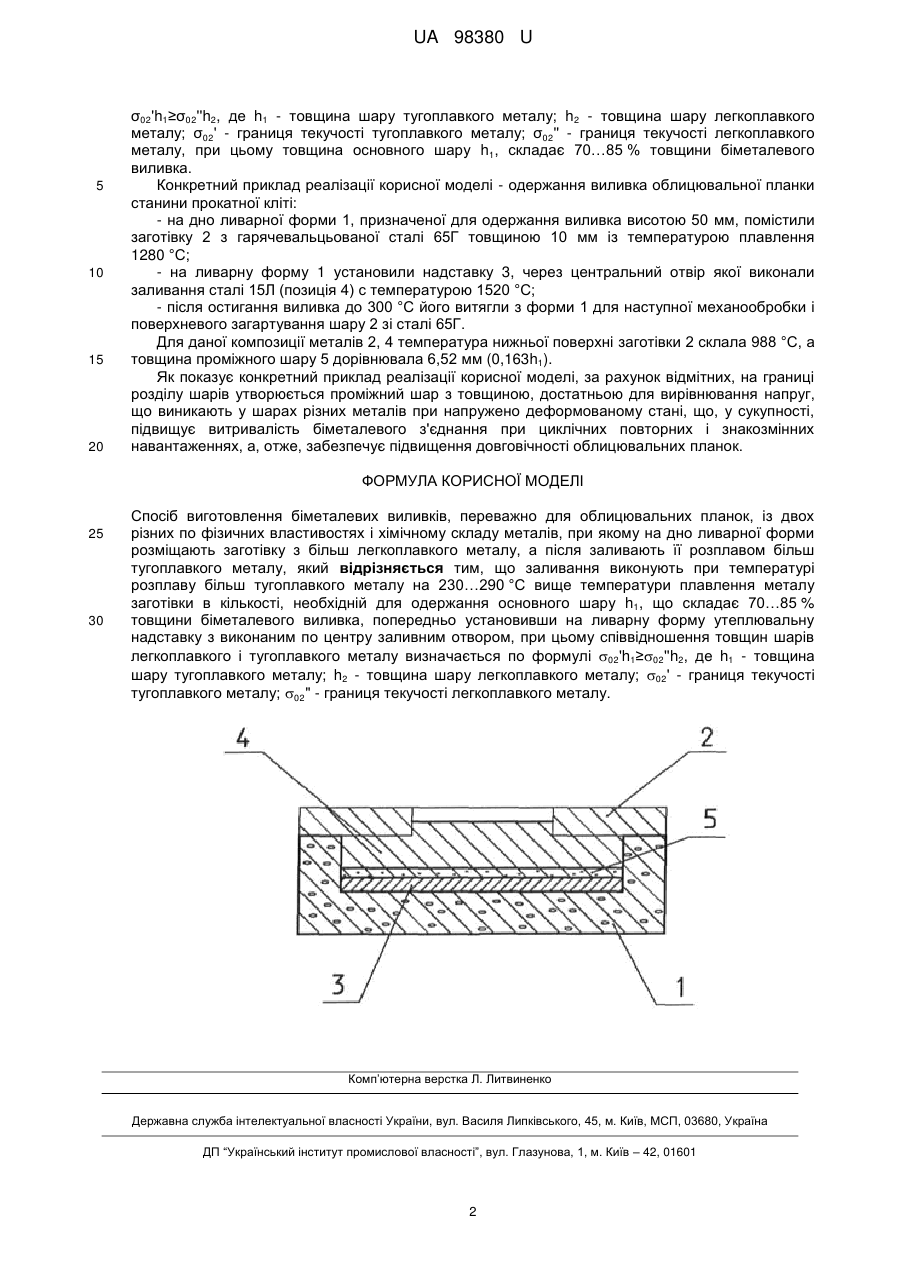
Реферат: Спосіб виготовлення біметалевих виливків, переважно для облицювальних планок, із двох різних по фізичних властивостях і хімічному складу металів, при якому на дно ливарної форми розміщають заготівку з більш легкоплавкого металу. Потім заливають її розплавом більш тугоплавкого металу. Заливання виконують при температурі розплаву більш тугоплавкого металу на 230…290 °C вище температури плавлення металу заготівки в кількості, необхідній для одержання основного шару, що складає 70…85 % товщини біметалевого виливка. Попередньо встановлюють на ливарну форму утеплювальну надставку з виконаним по центру заливним отвором. UA 98380 U (12) UA 98380 U UA 98380 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі ливарного виробництва, а саме до наплавлення металу на заготівку і може бути використана при одержанні виробів, що складаються з основного м'якого металевого шару наплавленого на шар із твердої, зносостійкої сталі, наприклад, біметалевих планок для захисту від зносу станин робочих клітей і подушок валків прокатних станів. Відомим аналогом є спосіб виготовлення біметалевих планок, при якому на заготівку з низьковуглецевої сталі наплавляють плакувальний шар із твердого сплаву, після чого здійснюють нагрівання і прокатку планки з наступною термообробкою плакувального шару (див. опис до патенту України № 3296, МПК В23K 20/04). Недоліками аналога є підвищена трудомісткість, а також нерівномірність товщини проміжного шару в біметалевому з'єднанні, що веде до зниження терміну служби облицювальних планок. Найближчий аналог до корисної моделі є спосіб виготовлення біметалевих виливків (див. опис до патенту RU 2267378, МПК B22D 19/16), відповідно до якого заготівку відлиту з більш легкоплавкого сплаву заливають більш тугоплавким сплавом, температура якого на 10-20 °C вище його температури нульової рідкоплинності. У найближчому аналогу і корисній моделі способу виготовлення біметалевих виливків із двох різних по фізичних властивостях і хімічному складу металів виконують наступну послідовність дій: на дно ливарної форми розміщають заготівку з більш легкоплавкого металу, а після заливають її розплавом більш тугоплавкого металу. Відомий найближчий аналог забезпечує зниження трудомісткості одержання виливка і рівномірну товщину проміжного шару в біметалевому з'єднанні, однак біметалеві виливки, не забезпечують достатню довговічність облицювальних планок. В основу корисної моделі поставлена задача - створити спосіб виготовлення біметалевих виливків, переважно для облицювальних планок, що забезпечує підвищення довговічності облицювальних планок за рахунок технічного результату, що полягає в підвищенні витривалості біметалевого з'єднання при циклічних повторних і знакозмінних навантаженнях. Поставлена задача вирішується тим, що спосіб виготовлення біметалевих виливків, переважно для облицювальних планок, із двох різних по фізичних властивостях і хімічному складу металів, при якому на дно ливарної форми розміщають заготівку з більш легкоплавкого металу, а після заливають її розплавом більш тугоплавкого металу, згідно з корисною моделлю, заливання виконують при температурі розплаву більш тугоплавкого металу на 230…290 °C вище температури плавлення металу заготівки в кількості, необхідній для одержання основного шару h1, що складає 70…85 % товщини біметалевого виливка, попередньо установивши на ливарну форму утеплювальну надставку з виконаним по центру заливним отвором, при цьому співвідношення товщин шарів легкоплавкого і тугоплавкого металу визначається по формулі σ02'h1≥σ02''h2, де h1 - товщина шару тугоплавкого металу; h2 - товщина шару легкоплавкого металу; σ02' - границя текучості тугоплавкого металу; σ02'' - границя текучості легкоплавкого металу. За рахунок заливання в ливарній формі заготівки з більш легкоплавкого металу розплавом більш тугоплавкого металу з температурою на 230…290 °C вище температури плавлення металу заготівки в кількості, необхідній для одержання основного шару h1, що складає 70…85 % товщини біметалевого виливка, попередньо установивши на ливарну форму утеплювальну надставку з виконаним по центру заливним отвором, при співвідношенні товщин шарів легкоплавкого і тугоплавкого металу, визначеного по формулі σ02'h1≥σ02''h2, - теплоємності металу, що заливається, не досить для повного розплавлювання заготівки, але досить для утворення на границі розділу шарів проміжного шару товщиною 0,08…0,25 h1 з перемінною структурою на якому вирівнюються напруги, що виникають у шарах різних металів при напружено деформованому стані. Крім того, за рахунок згаданого співвідношення товщин, відбувається вирівнювання деформації в обох шарах біметалевого виливка. У сукупності це підвищує витривалість біметалевого з'єднання при циклічних повторних і знакозмінних навантаженнях. Корисна модель пояснюється кресленням, де зображена виливниця з біметалевим виливком. У корисній моделі, на дно ливарної форми 1 розміщають заготівку 2 з більш легкоплавкого металу, потім установлюють на ливарну форму 1 утеплювальну надставку 3 з виконаним по центру заливним отвором, а після заливають її розплавом більш тугоплавкого металу 4 з температурою на 230…290 °C вище температури плавлення металу заготівки 2. Розміри ливарної форми 1 і кількість металу 4, що заливається, розраховується для одержання співвідношення товщин шарів легкоплавкого 2 і тугоплавкого 4 металу згідно вираження 1 UA 98380 U 5 10 15 20 σ02'h1≥σ02''h2, де h1 - товщина шару тугоплавкого металу; h2 - товщина шару легкоплавкого металу; σ02' - границя текучості тугоплавкого металу; σ02'' - границя текучості легкоплавкого металу, при цьому товщина основного шару h1, складає 70…85 % товщини біметалевого виливка. Конкретний приклад реалізації корисної моделі - одержання виливка облицювальної планки станини прокатної кліті: - на дно ливарної форми 1, призначеної для одержання виливка висотою 50 мм, помістили заготівку 2 з гарячевальцьованої сталі 65Г товщиною 10 мм із температурою плавлення 1280 °C; - на ливарну форму 1 установили надставку 3, через центральний отвір якої виконали заливання сталі 15Л (позиція 4) с температурою 1520 °C; - після остигання виливка до 300 °C його витягли з форми 1 для наступної механообробки і поверхневого загартування шару 2 зі сталі 65Г. Для даної композиції металів 2, 4 температура нижньої поверхні заготівки 2 склала 988 °C, а товщина проміжного шару 5 дорівнювала 6,52 мм (0,163h1). Як показує конкретний приклад реалізації корисної моделі, за рахунок відмітних, на границі розділу шарів утворюється проміжний шар з товщиною, достатньою для вирівнювання напруг, що виникають у шарах різних металів при напружено деформованому стані, що, у сукупності, підвищує витривалість біметалевого з'єднання при циклічних повторних і знакозмінних навантаженнях, а, отже, забезпечує підвищення довговічності облицювальних планок. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб виготовлення біметалевих виливків, переважно для облицювальних планок, із двох різних по фізичних властивостях і хімічному складу металів, при якому на дно ливарної форми розміщають заготівку з більш легкоплавкого металу, а після заливають її розплавом більш тугоплавкого металу, який відрізняється тим, що заливання виконують при температурі розплаву більш тугоплавкого металу на 230…290 °C вище температури плавлення металу заготівки в кількості, необхідній для одержання основного шару h1, що складає 70…85 % товщини біметалевого виливка, попередньо установивши на ливарну форму утеплювальну надставку з виконаним по центру заливним отвором, при цьому співвідношення товщин шарів легкоплавкого і тугоплавкого металу визначається по формулі 02'h1≥02''h2, де h1 - товщина шару тугоплавкого металу; h2 - товщина шару легкоплавкого металу; 02' - границя текучості тугоплавкого металу; 02" - границя текучості легкоплавкого металу. Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюBobukh Ivan Oleksiiovych, Voloshyn Oleksii Ivanovych, Oleshko Viktor Mykhailovych, Tsivkovskyi Oleksandr Hryhorovych, Fedorenko Liudmyla Mykolaivna
Автори російськоюБобух Иван Алексеевич, Волошин Алексей Иванович, Олешко Виктор Михайлович, Цивковский Александр Григорьевич, Федоренко Людмила Николаевна
МПК / Мітки
МПК: B22D 19/16
Мітки: переважно, виливків, виготовлення, біметалевих, спосіб, облицювальних, планок
Код посилання
<a href="https://ua.patents.su/4-98380-sposib-vigotovlennya-bimetalevikh-vilivkiv-perevazhno-dlya-oblicyuvalnikh-planok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення біметалевих виливків, переважно для облицювальних планок</a>
Спосіб одержання біметалевих виливків за моделями, що газифікуються
Номер патенту: 46382
Опубліковано: 25.12.2009
Автори: Болюх Віталій Анатолійович, Шинський Олег Йосипович, Каричковський Петро Микитович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22D 19/00, B22D 19/16
Мітки: одержання, біметалевих, виливків, моделями, спосіб, газифікуються
Формула / Реферат:
1. Спосіб одержання біметалевих виливків за моделями, що газифікуються, який включає отримання пінополістиролової моделі, виготовлення двох каналів, з'єднання, фарбування, формування та заливання рідкими розплавами, який відрізняється тим, що ливарна форма оснащена сигналізатором рівня рідкого розплаву першого шару з кутом його нахилу, встановленим в межах 30±5°.2. Спосіб одержання біметалевих виливків за моделями, що газифікуються,...
Спосіб одержання зносостійких біметалевих виливків
Номер патенту: 10827
Опубліковано: 15.11.2005
Автори: Костенко Дмитро Георгієвич, Костенко Георгій Дмитрович, Пелікан Олег Анатолійович, Каричковський Петро Микитович
МПК: B22D 19/00
Мітки: спосіб, виливків, зносостійких, біметалевих, одержання
Формула / Реферат:
1. Спосіб одержання зносостійких біметалевих виливків, що включає заливку у ливарну форму розплаву сталі, нанесення кисневонепроникного покриття на її затверділу поверхню, витримку після нанесення покриття та дощоподібну заливку зносостійкого легованого чавуну, який відрізняється тим, що на затверділу поверхню залитої сталі в інтервалі температур на 250±20 °С нижче її температури солідуса виконано нанесення кисневонепроникного покриття на...
Установка для моделювання процесів одержання біметалевих і багатошарових виливків

Номер патенту: 20296
Опубліковано: 15.01.2007
Автори: Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович, Косячков Вячеслав Олександрович
МПК: B22D 27/00
Мітки: багатошарових, одержання, установка, виливків, біметалевих, моделювання, процесів
Формула / Реферат:
Установка для моделювання процесів одержання біметалевих і багатошарових виливків, яка має ливниковий канал, що складається з ливникової чаші або лійки, стояка, шлаковловлювача і живильників, яка відрізняється тим, що в складі ливникового каналу передбачена змінна, виконана з прозорого матеріалу, проміжна реакційна камера для розміщення добавки для внутрішньоформної обробки розплаву, що заливається, а також друга незалежна від першої...
Спосіб виготовлення біметалевих виробів
Номер патенту: 79735
Опубліковано: 25.04.2013
Автори: Мартинов Сергій Володимирович, Алієва Лейла Іграмотдіновна, Гончарук Христина Василівна
МПК: B21K 21/00
Мітки: виробів, виготовлення, біметалевих, спосіб
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, що полягає у видавлюванні пуансоном металу в порожнину, який відрізняється тим, що виконують радіальне доцентрове висадження порожнистої заготовки та охоплення фланцем, що при цьому отримують, іншої порожнистої заготівки.
Спосіб виготовлення литих біметалевих виробів
Номер патенту: 87521
Опубліковано: 10.02.2014
Автори: Афтанділянц Вадим Євгенійович, Афтанділянц Євгеній Григорович
МПК: B22D 19/00
Мітки: литих, виготовлення, біметалевих, спосіб, виробів
Формула / Реферат:
Спосіб виготовлення литих біметалевих виробів, що включає виплавку та заливку у ливарну форму, що обладнана сигналізатором рівня рідкої сталі, розплаву сталі, нанесення флюсу на її затверділу поверхню, виплавку та заливку зносостійкого легованого чавуну, причому при відношенні довжини робочого шару з чавуну до його ширини менше 2,5:1, заливку чавуну виконують після повороту ливарної форми у вертикальній площині на кут 90±5°, який...
Попередній патент: Спосіб побудови алгоритму вибору керамічного матеріалу та матеріалу для фіксації вінірів при непрямій реставрації фронтальних зубів з дисколоритами
Наступний патент: Калібрувальний пристрій для виробництва двошарової гофрованої труби
Випадковий патент: Телескопічний мікропротез для молярів