Спосіб виготовлення біметалічних планок
Номер патенту: 3296
Опубліковано: 15.11.2004
Автори: Волошин Олексій Іванович, Давиденко Юрій Миколайович, Семіндєєв Толій Якович, Александров Ігор Валентинович, Бобух Іван Олексійович

Формула / Реферат
Спосіб виготовлення біметалічних планок, при якому на планку з маловуглецевого або низьколегованого сплаву наплавляють плакуючий шар із твердого сплаву, що гартується, після чого здійснюють прокатку з наступним свердлінням кріпильних отворів, за допомогою яких закріплюють планку, і виконують термообробку, який відрізняється тим, що при термообробці використовують опорну деталь, до якої попередньо прикріплюють біметалічну планку, при цьому жорсткість опорної деталі перевищує жорсткість біметалічної планки не менш ніж у чотири рази.
Текст
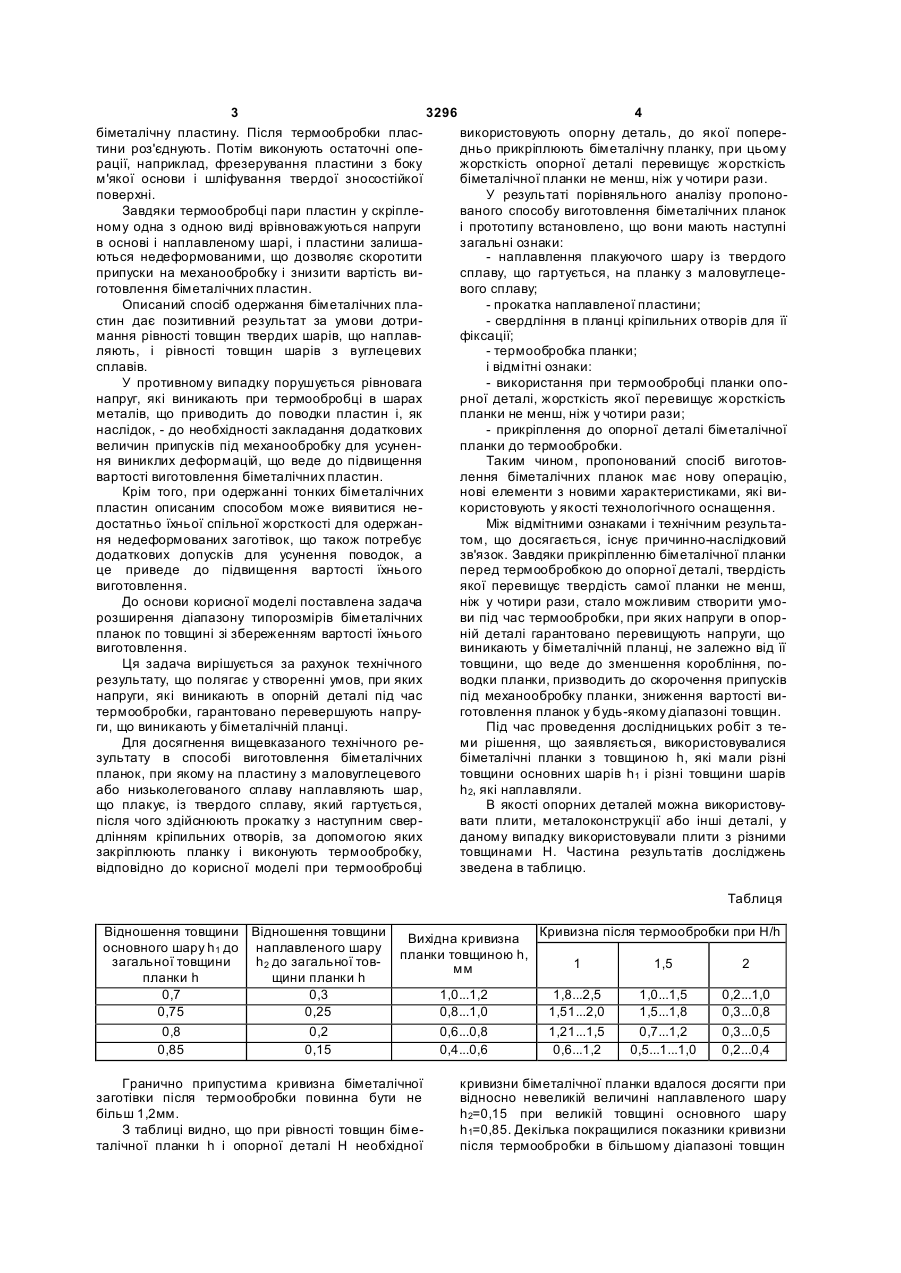
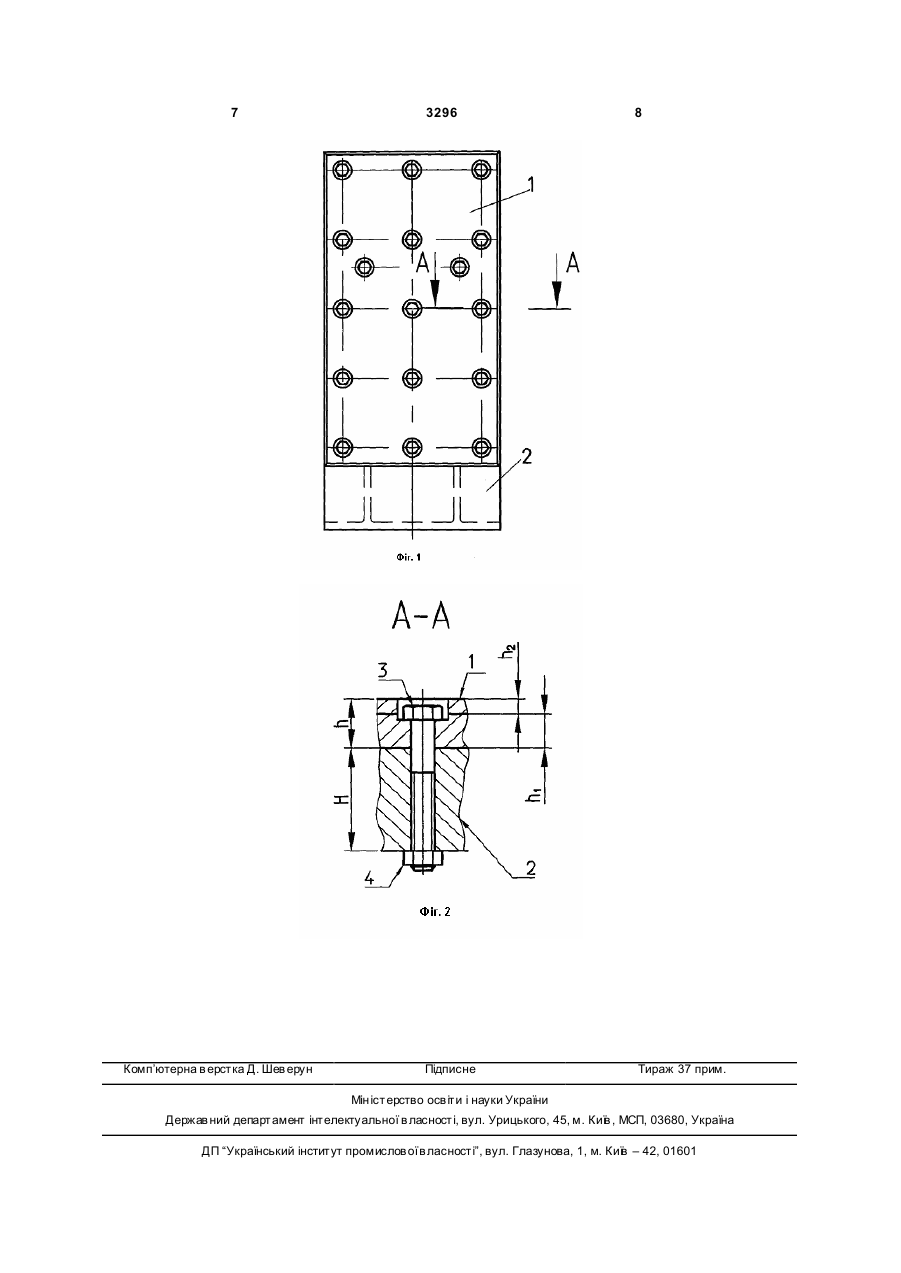
Спосіб виготовлення біметалічних планок, при якому на планку з маловуглецевого або низьколе 3 3296 4 біметалічну пластину. Після термообробки пласвикористовують опорну деталь, до якої поперетини роз'єднують. Потім виконують остаточні опедньо прикріплюють біметалічну планку, при цьому рації, наприклад, фрезерування пластини з боку жорсткість опорної деталі перевищує жорсткість м'якої основи і шліфування твердої зносостійкої біметалічної планки не менш, ніж у чотири рази. поверхні. У результаті порівняльного аналізу пропоноЗавдяки термообробці пари пластин у скріплеваного способу виготовлення біметалічних планок ному одна з одною виді врівноважуються напруги і прототипу встановлено, що вони мають наступні в основі і наплавленому шарі, і пластини залишазагальні ознаки: ються недеформованими, що дозволяє скоротити - наплавлення плакуючого шару із твердого припуски на механообробку і знизити вартість висплаву, що гартується, на планку з маловуглецеготовлення біметалічних пластин. вого сплаву; Описаний спосіб одержання біметалічних пла- прокатка наплавленої пластини; стин дає позитивний результат за умови дотри- свердління в планці кріпильних отворів для її мання рівності товщин твердих шарів, що наплавфіксації; ляють, і рівності товщин шарів з вуглецевих - термообробка планки; сплавів. і відмітні ознаки: У противному випадку порушується рівновага - використання при термообробці планки опонапруг, які виникають при термообробці в шарах рної деталі, жорсткість якої перевищує жорсткість металів, що приводить до поводки пластин і, як планки не менш, ніж у чотири рази; наслідок, - до необхідності закладання додаткових - прикріплення до опорної деталі біметалічної величин припусків під механообробку для усуненпланки до термообробки. ня виниклих деформацій, що веде до підвищення Таким чином, пропонований спосіб виготоввартості виготовлення біметалічних пластин. лення біметалічних планок має нову операцію, Крім того, при одержанні тонких біметалічних нові елементи з новими характеристиками, які випластин описаним способом може виявитися некористовують у якості технологічного оснащення. достатньо їхньої спільної жорсткості для одержанМіж відмітними ознаками і технічним результаня недеформованих заготівок, що також потребує том, що досягається, існує причинно-наслідковий додаткових допусків для усунення поводок, а зв'язок. Завдяки прикріпленню біметалічної планки це приведе до підвищення вартості їхнього перед термообробкою до опорної деталі, твердість виготовлення. якої перевищує твердість самої планки не менш, До основи корисної моделі поставлена задача ніж у чотири рази, стало можливим створити уморозширення діапазону типорозмірів біметалічних ви під час термообробки, при яких напруги в опорпланок по товщині зі збереженням вартості їхнього ній деталі гарантовано перевищують напруги, що виготовлення. виникають у біметалічній планці, не залежно від її Ця задача вирішується за рахунок технічного товщини, що веде до зменшення коробління, порезультату, що полягає у створенні умов, при яких водки планки, призводить до скорочення припусків напруги, які виникають в опорній деталі під час під механообробку планки, зниження вартості витермообробки, гарантовано перевершують напруготовлення планок у будь-якому діапазоні товщин. ги, що виникають у біметалічній планці. Під час проведення дослідницьких робіт з теДля досягнення вищевказаного технічного реми рішення, що заявляється, використовувалися зультату в способі виготовлення біметалічних біметалічні планки з товщиною h, які мали різні планок, при якому на пластину з маловуглецевого товщини основних шарів h1 і різні товщини шарів або низьколегованого сплаву наплавляють шар, h2, які наплавляли. що плакує, із твердого сплаву, який гартується, В якості опорних деталей можна використовупісля чого здійснюють прокатку з наступним свервати плити, металоконструкції або інші деталі, у длінням кріпильних отворів, за допомогою яких даному випадку використовували плити з різними закріплюють планку і виконують термообробку, товщинами H. Частина результатів досліджень відповідно до корисної моделі при термообробці зведена в таблицю. Таблиця Відношення товщини Відношення товщини основного шару h1 до наплавленого шару загальної товщини h2 до загальної товпланки h щини планки h 0,7 0,3 0,75 0,25 0,8 0,2 0,85 0,15 Вихідна кривизна Кривизна після термообробки при H/h планки товщиною h, 1 1,5 2 мм Гранично припустима кривизна біметалічної заготівки після термообробки повинна бути не більш 1,2мм. З таблиці видно, що при рівності товщин біметалічної планки h і опорної деталі Н необхідної 1,0...1,2 0,8...1,0 0,6...0,8 0,4...0,6 1,8...2,5 1,51...2,0 1,21...1,5 0,6...1,2 1,0...1,5 1,5...1,8 0,7...1,2 0,5...1...1,0 0,2...1,0 0,3...0,8 0,3...0,5 0,2...0,4 кривизни біметалічної планки вдалося досягти при відносно невеликій величині наплавленого шару h2=0,15 при великій товщині основного шару h1=0,85. Декілька покращилися показники кривизни після термообробки в більшому діапазоні товщин 5 3296 6 h1 і h2 при товщині опорної деталі Н=1,5h. При тоКорисна модель пояснюється кресленнями, на вщині опорної деталі H=2h у всьому діапазоні тояких зображено наступне: вщин наплавлених шарів і основних шарів планок Фіг.1 - вид у плані біметалічної планки, прикріотримані задовільні показники кривизни біметалічпленої до опорної деталі; них планок, що знаходяться в межах припустимих Фіг.2 - розріз А-А по Фіг.1. величин. Кривизна біметалічної планки, що має Біметалічну планку 1 накладають основним місце після термообробки, залежить від жорсткості шаром на опорну деталь 2 до сполучення кріпильсамої планки і жорсткості опорної деталі, ажорстних отворів планки 1 з відповідними кріпильними кість планки й опорної деталі залежить від геометотворами опорної деталі 2. Опорна деталь викоричних розмірів їхніх поперечних перерізів і визнанана у вигляді пластини, жорсткість якої не менш, чається через момент опору згинанню. ніж у 4-ри рази перевищує жорсткість планки. КріАналіз отриманих результатів показав, що з пильними болтами 3 і гайками 4 прикріплюють безлічі факторів, що впливають на кривизну тербіметалічні планки 1, затягують болтові з'єднання з мооброблених деталей, істотний вплив має відзусиллями, що забезпечують напруги 0,25-0,3 s т ношення жорсткості опорної деталі до жорсткості матеріалів болтів. біметалічної планки. Момент опору згинанню бімеПриклад реалізації способу, що заявляється. На пластину з маловуглецевої або легованої сталі 2 bh талічної планки товщиною h - дорівнює W1 = , (Ст.3, Сталь 10 або ін.) наплавляють шар, напри6 клад, зі сталі 45Г...65Г, нагрівають пластину до де b - ширина біметалічної планки, а момент опору 1100...1200°С і прокатують на штабовому стані до згинанню опорної деталі товщиною Н і шириною В товщини, що перевищує на 5-7мм товщину готової планки, обробляють планку по торцях, свердлять BH 2 - дорівнює W2 = . Для зручності розрахунку кріпильні отвори в планках і в опорній деталі. По6 тім планку шлі фують для видалення залишкових прийнято В=b. напруг після прокатки і прикріплюють планку до 2 2 опорної деталі за допомогою прецизійних болтів і W2 bH bh = : = 4, тобто для одержання бізатягують гайками до створення зусиль у болтових W1 6 6 з'єднаннях, з забезпеченням напруги 0,25-0,3 s т металічної планки з кривизною, що знаходиться в матеріалів болтів. Зібраний вузол нагрівають до межах поля допуску необхідно мати опорну детемператури 850-870°С и піддають загартуванню. таль, жорсткість якої не менш чим у чотири рази Температура відпуску залежить від необхідної перевищує жорсткість планки. твердості поверхні плакованого шару, наприклад, Виключення з відмітних ознак хоча б одної не твердість 56±2HRC забезпечується температурою забезпечує досягнення поставленої задачі - розвідпуску 120°С, твердість 52±2HRC забезпечуєтьширення діапазону типорозмірів біметалічних плася температурою відпустки 200°С, при цьому манок по товщині зі збереженням вартості їхнього теріал основи загартування практично не приймає. виготовлення. Після загартування заміряють твердість шару, що Технічне рішення, що заявляється, має винаплакує, і направляють планку у піч на відпуск. Західницький рівень тому, що розглянутий спосіб вдяки прикріпленню біметалічної планки до опородержання біметалічних планок для фахівця явно ної деталі, жорсткість якої не менш ніж у 4-ри рази не випливає з рівня техніки. перевищує жорсткість планки, виключається деТехнічне рішення, що заявляється, промислоформація шарів планки і її загальна поводка не во застосовано, тому що його те хнологічне і технізалежно від товщини планки. Після завершення чне рішення не представляє складностей, напривідпуску біметалічну планку демонтують. клад, в умовах і на обладнанні НКМЗ. З З усього вищевикладеного видно, що реалізавикористанням способу, що заявляється, виготовція способу виготовлення біметалічних планок лений комплект біметалічних планок із твердістю відповідно до формули корисної моделі, забезпе54±3 HRC для робочих клітей стану 2000 гарячої чуючи створення умов, при яких, напруги, що випрокатки Магнітогорського металургійного комбіникають під час термообробки в опорній деталі нату, розробляється технологічний процес для гарантовано перевищують напруги в оброблювавиготовлення комплекту планок для робочих кліних деталях не менш, ніж у чотири рази, не залежтей товсто штабового стан у 3600 гарячої прокатки. но від товщини планок, що дозволяє випереджати Таким чином, рішенню, що заявляється, може виникнення поводок планок, знижувати припуски надаватися правова охорона, тому що воно є нопід механообробку, і скорочувати вартість виготовим, має винахідницький рівень і промислово завлення біметалічних планок у широкому діапазоні стосовано, тобто відповідає всім критеріям винатовщин. ходу. 7 Комп’ютерна в ерстка Д. Шев ерун 3296 8 Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Автори англійськоюAleksandrov Ihor Valentynovych, Bobukh Ivan Oleksiiovych, Voloshyn Oleksii Ivanovych, Davydenko Yurii Mykolaiovych
Автори російськоюАлександров Игорь Валентинович, Бобух Иван Алексеевич, Волошин Алексей Иванович, Давиденко Юрий Николаевич
МПК / Мітки
МПК: B23K 20/04
Мітки: біметаличних, планок, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/4-3296-sposib-vigotovlennya-bimetalichnikh-planok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення біметалічних планок</a>
Установка для виготовлення порожнистих біметалічних заготовок черв’ячних коліс
Номер патенту: 6661
Опубліковано: 29.12.1994
Автор: Блескун Валерій Пилипович
Мітки: біметаличних, установка, порожнистих, виготовлення, черв'ячних, заготовок, коліс
Формула / Реферат:
(56) 1. Установка для изготовления полых биметаллических заготовок червячных колес, содержащая охладительную трубку для намораживания металла и профилирующее устройство, выполненное в виде калиброванной втулки, отличающаяся тем, что она снабжена направляющей устройством в виде корпуса, в нижней части которого со стороны внутренней поверхности выполнены выступы, а профилирующее устройство выполнено с зубчатой внутренней поверхностью и...
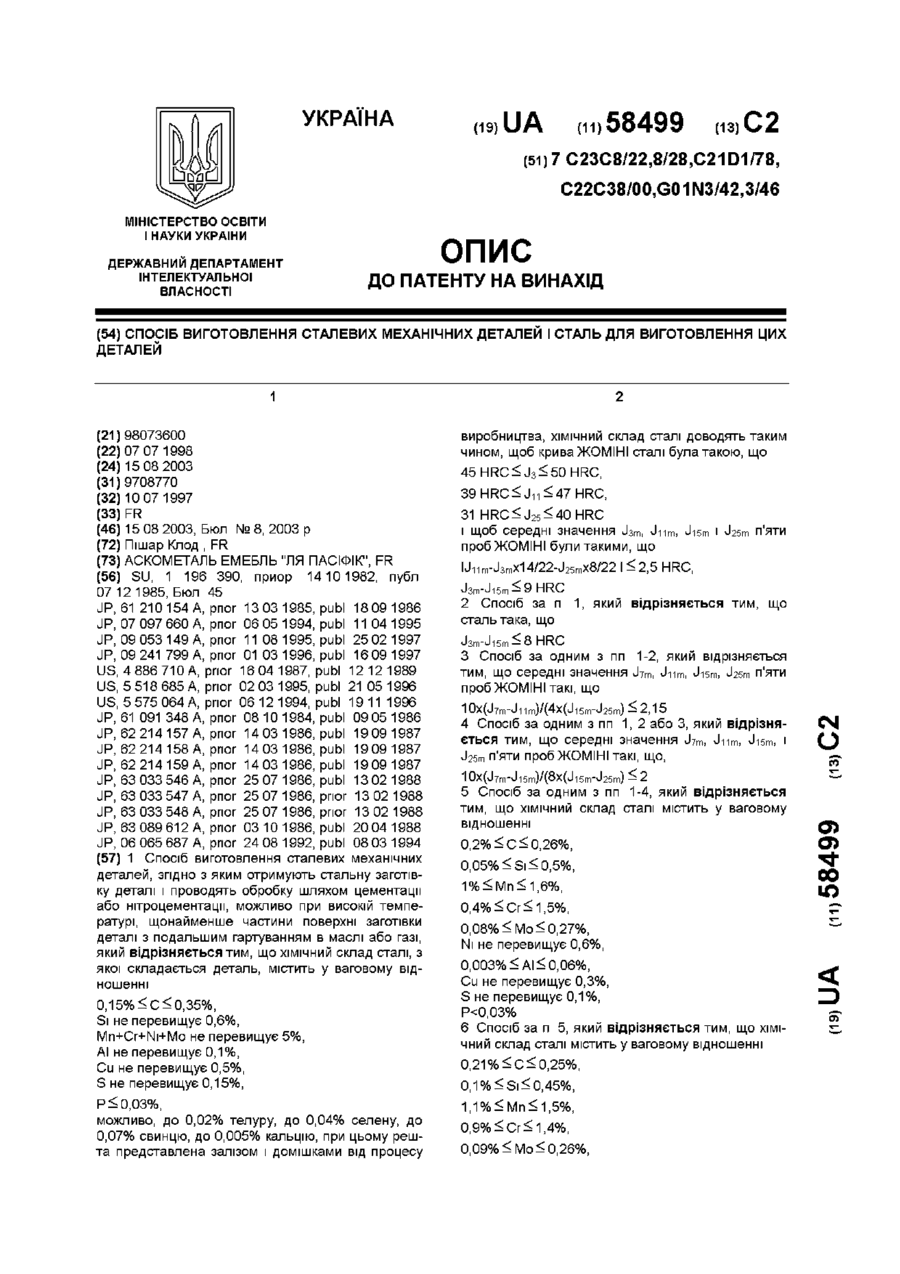
Спосіб виготовлення сталевих механічних деталей і сталь для виготовлення цих деталей
Номер патенту: 58499
Опубліковано: 15.08.2003
Автор: Пішар Клод
МПК: C22C 38/00, C22C 38/60, C21D 1/06, C23C 8/08, C23C 8/06
Мітки: сталевих, деталей, механічних, цих, виготовлення, сталь, спосіб
Формула / Реферат:
1. Спосіб виготовлення сталевих механічних деталей, згідно з яким отримують стальну заготівку деталі і проводять обробку шляхом цементації або нітроцементації, можливо при високій температурі, щонайменше частини поверхні заготівки деталі з подальшим гартуванням в маслі або газі, який відрізняється тим, що хімічний склад сталі, з якої складається деталь, містить у ваговому відношенні:0,15%
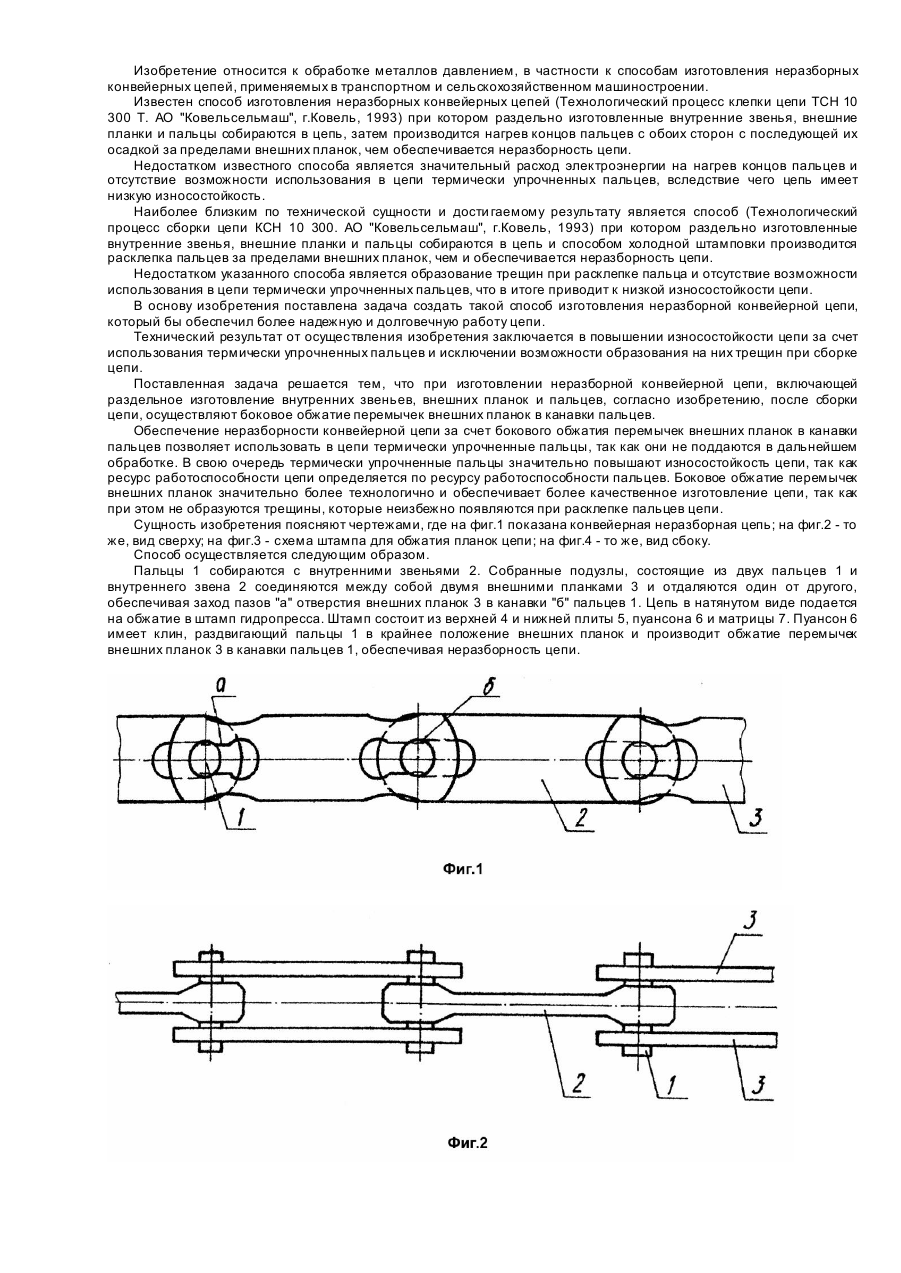
Спосіб виготовлення нерозбірних конвеєрних ланцюгів
Номер патенту: 22080
Опубліковано: 30.04.1998
Автори: Терещук Василь Карпович, Таланчук Микола Макарович, Крегенбільд Богдан Євгенович, Півницький Степан Миколайович, Дейнеко Іван Петрович
МПК: B65G 17/30
Мітки: конвеєрних, нерозбірних, ланцюгів, виготовлення, спосіб
Формула / Реферат:
Способ изготовления неразборных конвейерных цепей, включающий раздельное изготовление внутренних звеньев, внешних планок и пальцев, отличающийся тем, что после сборки деталей цепи, проводят боковое обжатие перемычек внешних планок в канавки пальцев.
Спосіб монтажу захисної планки станини прокатного стана
Номер патенту: 2938
Опубліковано: 15.09.2004
Автори: Семенюта Анатолій Ніканорович, Іщенко Олена Вікторівна, Іщенко Анатолій Олексійович
МПК: B61B 13/00
Мітки: прокатного, монтажу, станини, захисної, планки, спосіб, стана
Формула / Реферат:
Спосіб монтажу захисної планки станини прокатного стана, що включає підйом, встановлення її у вертикальне положення й фіксацію до станини кліті, який відрізняється тим, що встановлення планки у вертикальне положення здійснюють з можливістю її повороту, після чого фіксують на станині, коректують її положення шляхом відтискування від станини, знімають фіксацію, повертають і наносять на неї металополімерний матеріал, потім знову встановлюють у...
Спосіб виготовлення головки самонаведення
Номер патенту: 67705
Опубліковано: 15.06.2004
Автори: Яковлев Віталій Васильович, Шкарлет Микола Іванович, Кузнєцов Олександр Львович, Немчин Олександр Федорович, Мокеєв Юрій Геннадійович, Матюхін Олександр Андрійович
МПК: F41G 7/00
Мітки: самонаведення, спосіб, виготовлення, головки
Формула / Реферат:
1. Спосіб виготовлення головки самонаведення, що включає виготовлення корпусних деталей і вузлів, основи, координатора, електронного блока, механізму розгону координатора, монтажних планок, монтаж головки самонаведення, настроювання та стендові випробування, який відрізняється тим, що при виготовленні корпусних деталей та вузлів основу головки самонаведення виготовляють способом «лиття під тиском» з наступним штучним старінням і захистом від...
Попередній патент: Спосіб одержання харчового білкового збагачувача з поліпшеними функціонально-технологічними властивостями
Наступний патент: Йодований глікопротеїн з водоростей
Випадковий патент: Пристрій для контролю цифрових об'єктів