Спосіб виробництва безшовних труб


Формула / Реферат
1. Спосіб виробництва безшовних труб з нагрітих суцільних металевих заготовок за допомогою оправки, встановленої на прошивному стержні, при виконанні якого на внутрішню сторону порожнистої заготовки наносять покривний матеріал в процесі формування цієї заготовки з суцільної металевої заготовки під впливом прошивного стержня.
2. Спосіб за п. 1, який відрізняється тим, що покривний матеріал наносять на внутрішню сторону порожнистої заготовки, щонайменше майже відразу після звільнення внутрішньої сторони порожнистої заготовки від оправки.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що покривний матеріал наносять на внутрішню сторону порожнистої заготовки через отвори, розташовані в оправці і/або прошивному стержні.
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що покривний матеріал створює переважно повітронепроникний покривний шар на внутрішній стороні порожнистої заготовки і на внутрішній стороні безшовної труби.
5. Спосіб за п. 4, який відрізняється тим, що покривний шар на внутрішній стороні порожнистої заготовки в середньому має товщину менше 100 мкм, переважно менше 10 мкм.
6. Спосіб за будь-яким із пп. 1-5, який відрізняється тим, що в процесі формування в порожнисту заготовку і переважно також в безшовну трубу направляють інертний газ, переважно азот.
7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що покривний матеріал наносять на внутрішню сторону порожнистої заготовки у формі порошку за допомогою транспортуючого газу, переважно азоту.
8. Спосіб за п. 7, який відрізняється тим, що транспортуючий газ використовують під тиском менше 20 бар, переважно від 1 до 5 бар.
9. Спосіб за п. 7 або п. 8, який відрізняється тим, що розмір зерна щонайменше 90 % порошку складає менше 840 мкм, переважно менше 250 мкм, зокрема від 30 до 50 мкм.
10. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що покривний матеріал наносять на внутрішню сторону порожнистої заготовки в рідкій формі, переважно у вигляді порошку, розчиненого у воді або змішаного з водою.
11. Спосіб за п. 10, який відрізняється тим, що об'ємна частка рідини, переважно води, становить 60-90 % суміші або розчину.
12. Спосіб за п. 10 або п. 11, який відрізняється тим, що покривний матеріал подають в рідкій формі під тиском від 3 до 40 бар, переважно від 5 до 20 бар.
13. Спосіб за будь-яким із пп. 1-12, який відрізняється тим, що покривний матеріал являє собою суміш (а) бораксу і триполіфосфату натрію (NaTTP), переважно разом з милом і/або слюдою, або суміш (b) бораксу і сульфатів натрію, переважно разом з графітом.
14. Спосіб за будь-яким із пп. 1-12, який відрізняється тим, що покривний матеріал являє собою суміш триполіфосфату натрію (NaTTP) і N-метафосфату натрію, яка переважно не містить борату, переважно разом з графітом.
Текст
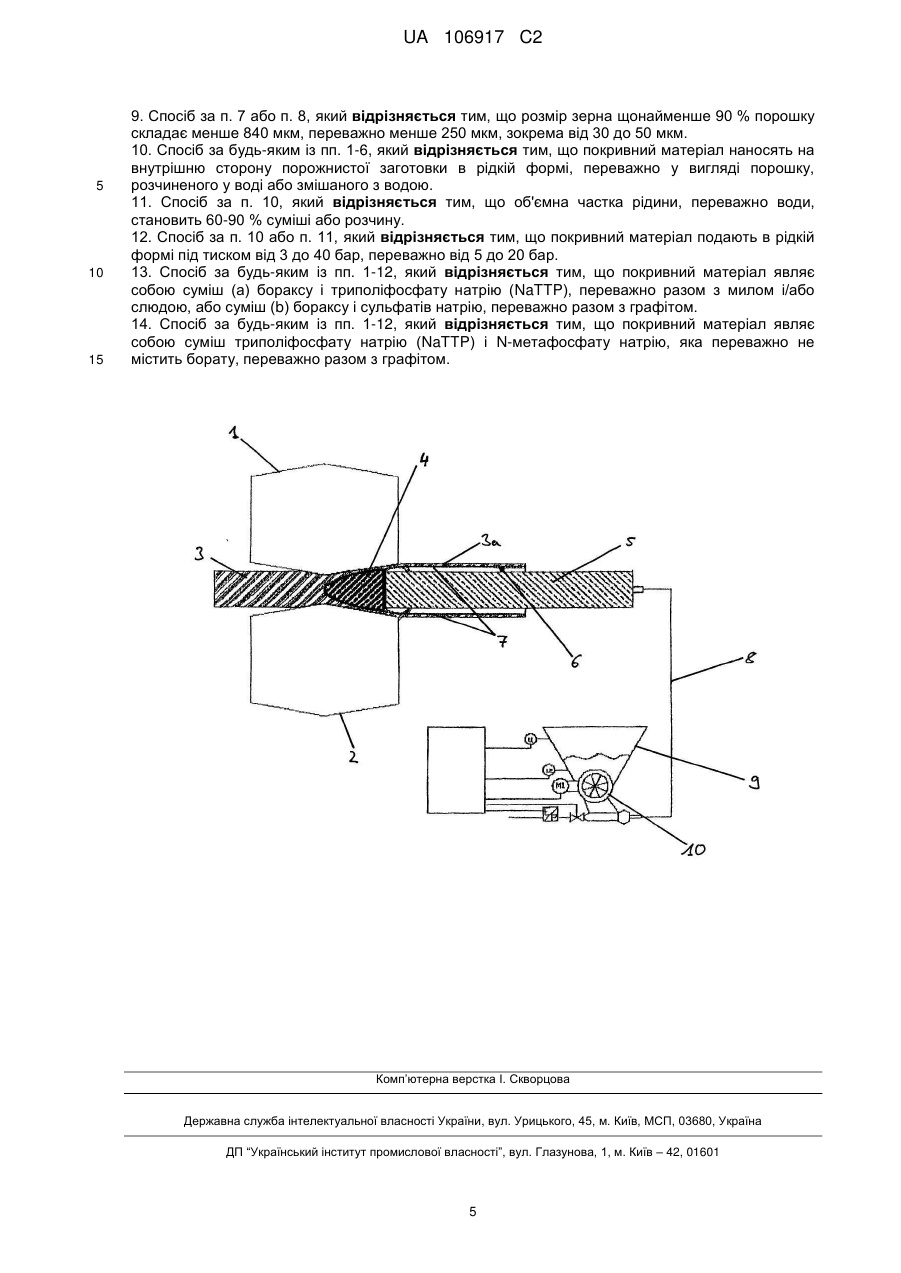
Реферат: Винахід стосується способу виробництва безшовних труб з нагрітих суцільних металевих заготовок за допомогою оправки (4), встановленої на прошивному стрижні (5), при виконанні якого на внутрішню сторону порожнистої заготовки (3) наносять покривний матеріал в процесі формування цієї заготовки з суцільної металевої заготовки з використанням прошивного стрижня (5). UA 106917 C2 (12) UA 106917 C2 UA 106917 C2 5 10 15 20 25 30 35 40 45 50 55 Даний винахід стосується способу виробництва безшовних труб з нагрітих суцільних металевих заготовок, зокрема, з використанням стану поперечно-гвинтової прокатки, при виконанні якого заготовку подають за допомогою валків, розташованих під кутом, і прокатують з використанням внутрішнього інструмента, що складається з оправки, встановленої на прошивному стрижні з можливістю зняття, якщо це необхідне. Під час прокатки прошивний стрижень утримується всередині заготовки, на яку давить оправка, з того кінця заготовки, який звернений в напрямі від цієї оправки. Суцільна і практично кругла металева заготовка, що нагрівається теплом прокатки, прошивається і розтягується в ході подальшого процесу з отриманням безшовної труби. Отвір виникає за рахунок того, що кругла заготовка подається за допомогою валків, розташованих під кутом, і прокатується на оправці. Таким чином, призначенням оправки є прошивка центральної зони заготовки, забезпечення гладкості внутрішньої поверхні порожнистої заготовки, що виникла, і доведення товщини її стінки до необхідної величини. Такий спосіб, а також пристрій для виконання цього способу відомі, наприклад, з документа DE 19604969 С2. У цьому документі, зокрема, розглянуті знос формуючих інструментів, необхідність їх охолоджування, а також вплив охолоджувача на прокат як такий. Коли нагріта металева заготовка контактує з атмосферним киснем або киснем з інших джерел, наприклад, таких як охолоджуюча вода, на внутрішній поверхні порожнистої заготовки утворюється окалина, яку в ідеалі необхідно видаляти перед подальшим формоутворенням, але не пізніше, ніж під час цього формоутворення, щоб запобігти виникненню поверхневих дефектів на внутрішній стороні безшовної труби, що отримується внаслідок, також її необхідно видаляти на етапах деформування, що виконуються після первинного процесу формоутворення, якщо це необхідно. Після отримання порожнистої заготовки і перед подальшим перетворенням порожнистої заготовки в безшовну трубу, шляхом виконання відповідного способу в типовому випадку пропонується здувати окалину, що вже відшарувалася за допомогою азоту або повітря і вводити після цього порошки, що містять борат, наприклад, такі як боракс. Переважно цей боракс плавиться на поверхні порожнистої заготовки, забезпечує відшарування окалини в такій мірі, що її надійним чином можна видути з внутрішнього простору порожнистої заготовки, і переводить окалину в рідкий стан. Введення порошків, що містять борат, займає від 4 до 10 секунд. І, нарешті, видалення (якщо це буде необхідним) окалини, яка розм'якшена, переведена в рідкий стан і відшарована з використанням порошку, що містить борат, вимагає додатково від 1 до 8 секунд. Таким чином, існуючі способи не тільки приводять до небажаного сповільнення процесу виробництва загалом, але також і до значного викиду бораксу в навколишнє середовище, в тому числі, за рахунок його вигоряння, через використання, як правило, приблизно 2 кг бораксу на тонну прокату. І, нарешті, при виконанні даного етапу способу, який досі був потрібен, крім того, небажаним чином знижується температура порожнистої заготовки. Щоб усунути негативний вплив окалини, виникаючої в ході прокатки на прокатному стані, при виконанні технологічного процесу після прошивки, в документі JP 63-154207А додатково пропонується вводити змазку, що складається з графіту, в зону між оправкою, встановленою на подовжувальному стрижні, і внутрішньою поверхнею порожнистої заготовки. Однак це не дозволяє значною мірою запобігти утворенню окалини. Суть винаходу Таким чином, враховуючи розглянутий вище рівень техніки, задачею даного винаходу було створення способу виробництва безшовних труб, що дозволяє надійним чином усунути відомі недоліки існуючого рівня техніки. Згідно з даним винаходом, ця задача досягається за рахунок способу, що містить ознаки, вказані в пункті 1 формули винаходу. Переважні варіанти реалізації винаходу вказані в залежних пунктах формули винаходу. В основі даного винаходу лежить усвідомлення того, що утворенню окалини на внутрішній поверхні порожнистої заготовки і, якщо це необхідно, також на внутрішній стороні безшовної труби, яку згодом отримують з порожнистої заготовки, можна надійним чином запобігти за рахунок покривного матеріалу (так званого "засобу для обробки внутрішньої поверхні тіла заготовки", що прошивається або, коротко, "засобу"), який наносять на внутрішню сторону порожнистої заготовки ще в процесі її отримання з суцільної металевої заготовки за допомогою оправки і протягом всього процесу прошивки загалом. За рахунок, в переважному випадку, повного покриття внутрішньої поверхні порожнистої заготовки можна якщо не повністю запобігти, то хоча б істотно сповільнити утворення окалини. Згідно з даним винаходом, це дозволяє повністю виключити етап відшарування окалини і 1 UA 106917 C2 5 10 15 20 25 30 35 40 45 50 55 видалення окалини з отриманої порожнистої заготовки (якщо це необхідно), але якість внутрішньої поверхні порожнистої заготовки при цьому не гіршає. Додатково можна обмежити до мінімуму і повністю виключити, якщо це необхідно, використання речовин, що містять борат, і їх викид в навколишнє середовище. При використанні бораксу як компоненту покривного матеріалу витрата матеріалу і також, як наслідок, його викид в навколишнє середовище становлять всього лише 10-20 %, в порівнянні з розглянутими вище стандартними способами, через те, що необхідні кількості істотно нижче. Таким чином, даний винахід дозволяє надійним чином запобігти контакту внутрішньої сторони порожнистої заготовки з киснем, зокрема, атмосферним. При цьому у разі особливо вигідної модифікації способу, відповідного даному винаходу, для витіснення повітря, що знаходиться всередині порожнистої заготовки і/або безшовної труби, використовують інертний газ, переважно - азот. Це можна реалізувати, наприклад, шляхом подачі інертного газу всередину порожнистої заготовки разом з покривним матеріалом і через ті ж магістралі і отвори. При цьому також переважним є варіант способу, відповідного даному винаходу, в якому інертний газ, переважно азот, подають через окремі магістралі і отвори, що дозволяє розділити джерело азоту і джерело покривного матеріалу. І, нарешті, також переважним є варіант, в якому інертний газ, переважно азот, подають разом з покривним матеріалом, а також азот додатково подають в будь-яке місце всередині порожнистої заготовки, якщо це необхідно, через окремі магістралі і/або окремі отвори. Переважно наносити покривний матеріал на внутрішню сторону порожнистої заготовки, щонайменше, майже відразу після звільнення цієї внутрішньої сторони від оправки. Таким чином, принцип даного винаходу також передбачає способи, в яких покривний матеріал, завдяки формі оправки, завчасно вводиться між оправкою і порожнистою заготовкою, ще перед відходом внутрішньої поверхні порожнистої заготовки від оправки, що сприяє переміщенню заготовки по оправці. За рахунок цього можна повністю запобігти контакту кисню з внутрішньою стороною порожнистої заготовки. При цьому також переважним є спосіб, в якому покривний матеріал наноситься тільки після звільнення внутрішньої сторони порожнистої заготовки від оправки. Само собою зрозуміло, що нанесення покривного матеріалу в такому випадку повинно відбуватися якнайшвидше, щоб до мінімуму, який вважається прийнятним, обмежити утворення окалини. При нанесенні покривного матеріалу вказаним вище чином переважно, якщо отвори в оправці і/або самому прошивному стрижні розташовані таким чином, щоб через них можна було наносити покривний матеріал на внутрішню сторону порожнистої заготовки. Таким чином, особливо переважно, якщо є множина отворів, створених по периферії інструмента, переважно - на рівній відстані один від одного, щоб за рахунок цього забезпечити повний і переважно рівномірний розподіл покривного матеріалу по внутрішній поверхні порожнистої заготовки, при одночасному обертанні оправки і/або прошивного стрижня відносно порожнистої заготовки. До самого покривного матеріалу повинно пред'являтися тільки невелике число мінімальних вимог. Повинно бути забезпечено, щоб після контакту з внутрішньою стороною порожнистої заготовки цей покривний матеріал зчеплювався з нею, щонайменше, в такій мірі, що буде виникати покриття, за допомогою якого, щонайменше, істотно можна знизити утворення окалини, переважно, щонайменше, на 50 %, більш переважно, щонайменше, на 80 % в порівнянні з розглянутими вище стандартними способами. З цією метою в цей час вважається вигідним створення суцільної плівки покриття, що має мінімальну товщину, щонайменше, 1 мкм. Особливо переважним є спосіб, в якому покривний матеріал створює повітронепроникний покриваючий шар на внутрішній стороні порожнистої заготовки, а також на внутрішній стороні безшовної труби. При цьому надзвичайно переважно, якщо в середньому покриваючий шар на внутрішній стороні порожнистої заготовки має товщину менше 100 мкм, особливо переважно менше 10 мкм. За рахунок цього надійним чином запобігається контакт внутрішньої сторони порожнистої заготовки з атмосферним киснем, який може бути присутнім, або іншим киснем, що поступає на етапах процесу. У переважному варіанті способу, відповідного даному винаходу, покривний матеріал наносять на внутрішню сторону порожнистої заготовки в формі порошку за допомогою транспортуючого газу. Особливо переважно, щоб для цього використовувалися трубопроводи, що йдуть до отворів через прошивний стрижень і, можливо, також через оправку, це дозволяє надійним чином забезпечити нанесення покривного матеріалу на внутрішню сторону порожнистої заготовки. При цьому особливо переважно, якщо суміш транспортуючого газу і покривного матеріалу вводиться в магістраль під тиском менше 20 бар, переважно від 1 до 5 бар, це дозволяє забезпечити достатній тиск в отворах. 2 UA 106917 C2 5 10 15 20 25 Особливо переважно, якщо розмір зерна, щонайменше, 90 % порошку складає менше 840 мкм, переважно менше 250 мкм і більш переважно від 30 до 50 мкм. За рахунок цього виключається небезпека засмічення трубок або отворів подачі всередині прошивного стрижня або оправки, і суцільна плівка покриття, що містить зерна таких розмірів, створюється особливо вигідним чином. Однак в альтернативному і також переважному варіанті способу, відповідного даному винаходу, нанесення покривного матеріалу відбувається в рідкій формі, переважно у вигляді порошку, розчиненого у воді і/або змішаного з водою. Це дозволяє забезпечити надзвичайно просту подачу покривного матеріалу на внутрішню сторону порожнистої заготовки через прошивний стрижень і оправку. Крім того, рідка форма подачі покривного матеріалу також дозволяє створювати плівку покриття на внутрішній стороні порожнистої заготовки особливо вигідним чином. В особливо переважному випадку цього альтернативного варіанту способу, відповідного даному винаходу, об'ємна частка рідини, переважно води, в суміші або розчині становить 6090 %. Крім того, особливо переважно, якщо покривний матеріал через магістралі подають в рідкій формі під тиском 5-50 бар, більш переважно 10-25 бар. При умові, що він повинен містити боракс, покривний матеріал складається або з суміші бораксу і триполіфосфату натрію (NaTTP), переважно разом з милом і/або слюдою, або з бораксу і сульфатів натрію, переважно з доданням графіту. Окремі переважні частки відповідних компонентів, в кожному випадку - в процентах по вазі, вказані в наведеній нижче таблиці 1 разом з інформацією, що стосується ефекту, який здійснюється окремими компонентами. Що стосується слюди, мається на увазі, що це силікати, зокрема шаруваті силікати, що мають загальну хімічну формулу DG2,3[T4O10]X2, де D - катіони з координаційним числом 12 (K, 4+ 2+ 3+ Na, Ca, Ba, Rb, Cs, NH ), G - катіони з координаційним числом 6 (Li, Mg, Fe , Mn, Zn, Al, Fe , 3+ 2Cr, V, Ti), Т - катіони з координаційним числом 4 (Si, Al, Fe , B, Be) і X - аніони (OH , F , Cl , O , 2S ). Згідно з даним винаходом, як основні компоненти переважні слюда, що містить натрій і/або калій, а також кальцій і/або барій і кремній і/або алюміній і/або залізо і/або титан. 30 Таблиця 1 № Компонент Мило Боракс 1 2 35 Частка в суміші, % 0-10 52-80 NaTTP 20-40 Слюда Графіт Боракс Сульфати натрію 0-20 0-35 25-65 Призначення Змочування Відшарування окалини Відшарування окалини + покривання поверхні Змащування Змащування Відшарування окалини 20-60 Змочування + покривання поверхні При цьому у випадку, якщо покривний матеріал повинен бути повністю вільний від борату, що є особливо переважним, суміш для покривного матеріалу складається, по суті, з триполіфосфату натрію (NaTTP) і N-метафосфату натрію, переважно - речовини Phoskadent M®, в якій основним компонентом є диметафосфат натрію, до них також в особливо вигідному варіанті доданий графіт. Окремі частки кожного компонента в процентах по вазі вказані в наведеній нижче таблиці 2 разом з ефектом, що виробляється окремими компонентами. Таблиця 2 Компонент Графіт Частка в суміші, % 0-10 NaTTP 20-50 Phoskadent M® Призначення Змащування Відшарування окалини + покривання поверхні Відшарування окалини + покривання поверхні 10-56 3 UA 106917 C2 5 10 15 20 25 30 35 40 45 50 55 З цього можна бачити, що покривний матеріал, відповідний даному винаходу, не обов'язково повинен надавати змащувальний ефект, навіть якщо, по суті, це може вважатися вигідним. Зокрема, змащувальний ефект плівки покриття, що має відповідний склад, може виявитися корисним на подальших етапах процесу, особливо, при отриманні безшовної труби з порожнистої заготовки. Спосіб, при якому плівка покриття залишається на порожнистій заготовці після її нанесення під час отримання такої заготовки, надійним чином запобігає появі окалини протягом всього процесу виробництва безшовних труб. Короткий опис креслень Даний винахід детально буде описаний нижче з посиланням на фіг. 1. На фіг. 1 схематично показаний пристрій для подачі азоту і покривного матеріалу через прошивний стрижень. Покривний матеріал наносять за допомогою системи нанесення, працюючій під управлінням логічного контролера (PLC, Programmable Logic Controller), що програмується, з використанням регульованого дозуючого пристрою з регульованою подачею. Докладний опис винаходу На фіг. 1 схематично показаний прошивний стан, в якому порожнисту заготовку 3 переміщують між верхнім валком 1, розташованим під кутом, і нижнім валком 2, розташованим під кутом, по оправці 4, встановленій на прошивному стрижні 5 з можливістю зняття. У результаті отримання порожнистої заготовки 3 з суцільної металевої заготовки, як показано на кресленні, відбувається в напрямі зліва направо, при цьому тіло 3а порожнистої заготовки в процесі отримання відходить від оправки 4 з виникненням повітряного зазору між прошивним стрижнем 5 і внутрішньою стороною 6 порожнистої заготовки. Згідно з даним винаходом, подача покривного матеріалу відбувається від бункера 9, що містить покривний матеріал, через дозуючий пристрій 10 і лінію 8 для подачі покривного матеріалу, через прошивний стрижень і, якщо необхідно, оправку до внутрішньої сторони 6 порожнистої заготовки, щоб за рахунок цього повністю покрити цю внутрішню сторону 6 порожнистої заготовки. Порошковий покривний матеріал контрольованим чином наносять на внутрішню сторону 6 порожнистої заготовки разом з азотом під тиском 1-5 бар через лінію 8 подачі і прошивний стрижень 5. Атмосферний кисень з легкістю майже повністю витісняється з порожнистої заготовки 3 за рахунок надлишку азоту, який не реагує з металом порожнистої заготовки 3, нагрітим до червоного розжарювання, і який введений туди через прошивний стрижень 5 і по внутрішній стороні 6 порожнистої заготовки. Якщо це необхідне, всередину порожнистої заготовки 3 додатковий азот можна вводити через додаткові лінії подачі (не зображені). ФОРМУЛА ВИНАХОДУ 1. Спосіб виробництва безшовних труб з нагрітих суцільних металевих заготовок за допомогою оправки, встановленої на прошивному стержні, при виконанні якого на внутрішню сторону порожнистої заготовки наносять покривний матеріал в процесі формування цієї заготовки з суцільної металевої заготовки під впливом прошивного стержня. 2. Спосіб за п. 1, який відрізняється тим, що покривний матеріал наносять на внутрішню сторону порожнистої заготовки, щонайменше майже відразу після звільнення внутрішньої сторони порожнистої заготовки від оправки. 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що покривний матеріал наносять на внутрішню сторону порожнистої заготовки через отвори, розташовані в оправці і/або прошивному стержні. 4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що покривний матеріал створює переважно повітронепроникний покривний шар на внутрішній стороні порожнистої заготовки і на внутрішній стороні безшовної труби. 5. Спосіб за п. 4, який відрізняється тим, що покривний шар на внутрішній стороні порожнистої заготовки в середньому має товщину менше 100 мкм, переважно менше 10 мкм. 6. Спосіб за будь-яким із пп. 1-5, який відрізняється тим, що в процесі формування в порожнисту заготовку і переважно також в безшовну трубу направляють інертний газ, переважно азот. 7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що покривний матеріал наносять на внутрішню сторону порожнистої заготовки у формі порошку за допомогою транспортуючого газу, переважно азоту. 8. Спосіб за п. 7, який відрізняється тим, що транспортуючий газ використовують під тиском менше 20 бар, переважно від 1 до 5 бар. 4 UA 106917 C2 5 10 15 9. Спосіб за п. 7 або п. 8, який відрізняється тим, що розмір зерна щонайменше 90 % порошку складає менше 840 мкм, переважно менше 250 мкм, зокрема від 30 до 50 мкм. 10. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що покривний матеріал наносять на внутрішню сторону порожнистої заготовки в рідкій формі, переважно у вигляді порошку, розчиненого у воді або змішаного з водою. 11. Спосіб за п. 10, який відрізняється тим, що об'ємна частка рідини, переважно води, становить 60-90 % суміші або розчину. 12. Спосіб за п. 10 або п. 11, який відрізняється тим, що покривний матеріал подають в рідкій формі під тиском від 3 до 40 бар, переважно від 5 до 20 бар. 13. Спосіб за будь-яким із пп. 1-12, який відрізняється тим, що покривний матеріал являє собою суміш (а) бораксу і триполіфосфату натрію (NaTTP), переважно разом з милом і/або слюдою, або суміш (b) бораксу і сульфатів натрію, переважно разом з графітом. 14. Спосіб за будь-яким із пп. 1-12, який відрізняється тим, що покривний матеріал являє собою суміш триполіфосфату натрію (NaTTP) і N-метафосфату натрію, яка переважно не містить борату, переважно разом з графітом. Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing seamless pipes
Автори англійськоюPeltoniemi, Raimo, Peltoniemi, Daniel
Автори російськоюПельтониеми Раймо, Пельтониеми Даниель
МПК / Мітки
МПК: B21B 17/02, B21B 25/00, B21B 45/04
Мітки: труб, спосіб, виробництва, безшовних
Код посилання
<a href="https://ua.patents.su/7-106917-sposib-virobnictva-bezshovnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва безшовних труб</a>
Спосіб виробництва гарячекатаних безшовних труб зі сплавів на основі титану
Номер патенту: 82556
Опубліковано: 25.04.2008
Автори: Чепинський Олександр Олександрович, ТРИГУБ Микола Петрович, Тарасов Констянтин Констянтинович, Жук Геннадій Віліорович, Блощинський Григорій Павлович
МПК: B21B 23/00, B21B 3/00, B21B 19/00, B21B 17/00
Мітки: безшовних, труб, сплавів, гарячекатаних, виробництва, основі, титану, спосіб
Формула / Реферат:
Спосіб виробництва гарячекатаних безшовних труб зі сплавів на основі титану, який включає нагрів заготовки перед деформацією до заданої температури, прошивку нагрітої заготовки в гільзу на стані поперечно-гвинтової прокатки та розкочування прошитої гільзи в трубу на рилінг-машині та калібрувальному стані, який відрізняється тим, що трубу виготовляють з литої недеформованої заготовки, попередній нагрів якої здійснюють до температури,...
Спосіб виробництва безшовних стальних труб
Номер патенту: 9478
Опубліковано: 30.09.1996
Автори: Островський Ігор Петрович, Чуб Анатолій Васильович, Бенько Віктор Петрович, Лезінська Олена Яківлівна, Кислиціна Любов Михайлівна, Кореняк Юрій Констянтинович, Кісельов Віктор Стефанович, Кармінова Валентина Андріївна, Чеха Віктор Миколаєвич, Лавренюк Петро Данилович, Зуєв Леонід Артемович
МПК: B21B 21/00, C21D 9/08
Мітки: стальних, безшовних, виробництва, спосіб, труб
Формула / Реферат:
Способ изготовления бесшовных стальных труб, включающий химическую и термическую обработки полой заготовки и последующую ее холодную деформацию, отличающийся тем, что в качестве полой заготовки используюттрубу, коэффициент пластичности металла которой не превышает 0,9, а нагрев при термической обработке производят до температуры, определяемой в соответствии с выражением: где Т - температура в градусах по Кельвину;Dср...
Лінія для виробництва гарячекатаних безшовних труб
Номер патенту: 79896
Опубліковано: 13.05.2013
Автори: Пінчук Софія Йосипівна, Шифрін Євген Ісаєвич, Закопко Олександр Вікторович, Кісіль Володимир Костянтинович, Мережко Віктор Лукич, Гріньов Анатолій Федорович, Соловьова Інна Анатоліївна, Угрюмов Юрій Дмитрович, Гвоздєва Тамара Михайлівна, Коротков Андрій Миколайович, Данченко Валентин Миколайович, Козловський Альфред Іванович, Єсаулов Геннадій Олександрович, Пройдак Юрій Сергійович, Бєсєднов Сергій Вікторович, Балакін Валерій Федорович, Сокуренко Віктор Павлович
МПК: B21B 23/00
Мітки: гарячекатаних, лінія, виробництва, безшовних, труб
Формула / Реферат:
Лінія для виробництва безшовних гарячекатаних труб, що містить зв'язані транспортними механізмами послідовно розміщені кільцеву піч для нагрівання заготовки, прошивний горизонтальний гідравлічний прес, кільцеву піч для нагрівання прошитих стаканів, стан-елонгатор, пілігримовий стан, яка відрізняється тим, що в неї введені машина безперервного лиття заготовок і додатковий транспортний засіб, що зв'язує цю машину з кільцевою піччю для...
Спосіб виготовлення сталевих безшовних труб
Номер патенту: 7171
Опубліковано: 15.06.2005
Автори: Кобиляшний Андрій Миколайович, Черняк Сергій Аркадійович, Шперлін Павло Ільїч
МПК: B21C 23/02
Мітки: спосіб, труб, безшовних, виготовлення, сталевих
Формула / Реферат:
1. Спосіб виготовлення сталевих безшовних труб, що включає нагрівання заготовки, нанесення скломаси, одержання порожнистої гільзи на вертикальному гідравлічному пресі, підігрів гільзи, нанесення скломаси з наступним пресуванням на трубопрофільному стані, який відрізняється тим, що після пресування здійснюють низькотемпературну термообробку труб з попереднім охолодженням на повітрі, а також наступну теплу прокатку на готовий розмір при...
Низьколегована сталь для виробництва високоміцних зварюваних гарячекатаних безшовних труб
Номер патенту: 100548
Опубліковано: 10.01.2013
Автори: Кауке Крістоф, Сандерз Хайнц, Шютц Маркус, Сталлібрасс Чарльз, Шнайдер Андре, Кубла Гідо
МПК: C22C 38/22
Мітки: безшовних, зварюваних, гарячекатаних, високоміцних, сталь, низьколегована, труб, виробництва
Формула / Реферат:
1. Низьколегована сталь для виробництва високоміцних зварюваних гарячекатаних безшовних сталевих труб, що містить, мас. %: С 0,15-0,18 Si 0,20-0,40 Mn 1,40-1,60 Р не більше 0,05 S не більше 0,01 Cr від більше 0,50 до 0,90 ...
Попередній патент: Спосіб очищення кремнію методом електронно-променевої плавки
Наступний патент: Система та спосіб для надання контенту передплатникові
Випадковий патент: Спосіб консервування тканин фетоплацентарного комплексу