Спосіб зміцнення довгомірної деталі зі сталевого або алюмінієвого сплаву і автоматизована система пристроїв для його здійснення
Номер патенту: 108441
Опубліковано: 27.04.2015
Автори: Корольков Юрій Якимович, Асташкін Володимир Ілліч, Лупкін Борис Володимирович, Подгребельний Микола Семенович
Формула / Реферат
1. Спосіб зміцнення довгомірної деталі зі сталевого або алюмінієвого сплаву, при якому впливають дробом, за допомогою стиснутого повітря на поверхню оброблюваної деталі, який відрізняється тим, що щонайменше одну поверхню деталі, яка підлягає зміцненню, переміщають під відповідним потоком дробу з дробоструменевої головки і при цьому постійно або періодично вимірюють її твердість та порівнюють отримане значення твердості в системному блоці управління з необхідною твердістю, а результат порівняння виводять на показуючий пристрій, при цьому, при невідповідності отриманої твердості, необхідній по сигналу від системного блока управління, проводять коректування параметрів впливу дробу через блок управління дробоструменевою головкою відповідно до закладеної в системному блоці управління програмою з подальшим коректуванням при подальшій обробці деталі, причому при отриманні значення меншої твердості, ніж необхідне, ділянку з меншою твердістю повертають для додаткової обробки дробом з коректуванням параметрів впливу дробу відповідно до закладеної в системному блоці управління програмою та з подальшим коректуванням при подальшій обробці деталі.
2. Спосіб за п. 1, який відрізняється тим, що параметри стиснутого повітря і геометрії металевого дробу вибирають виходячи із наданням дробу кінетичної енергії в межах від 0,02 до 1,0 Дж.
3. Спосіб за п. 1, який відрізняється тим, що поверхня деталі, яка призначена для зміцнення, переміщають під відповідним потоком дробу з дробоструменевої головки зі швидкістю від 0,02·10-3 до 0,5·10-3 м/с.
4. Спосіб за п. 1, який відрізняється тим, що необхідна твердість зміцненої поверхні деталі лежить в межах від 180 НВ до 360 НВ.
5. Спосіб за п. 1, який відрізняється тим, що на оброблювану поверхню впливають дробом діаметром від 0,3 до 3,0 мм.
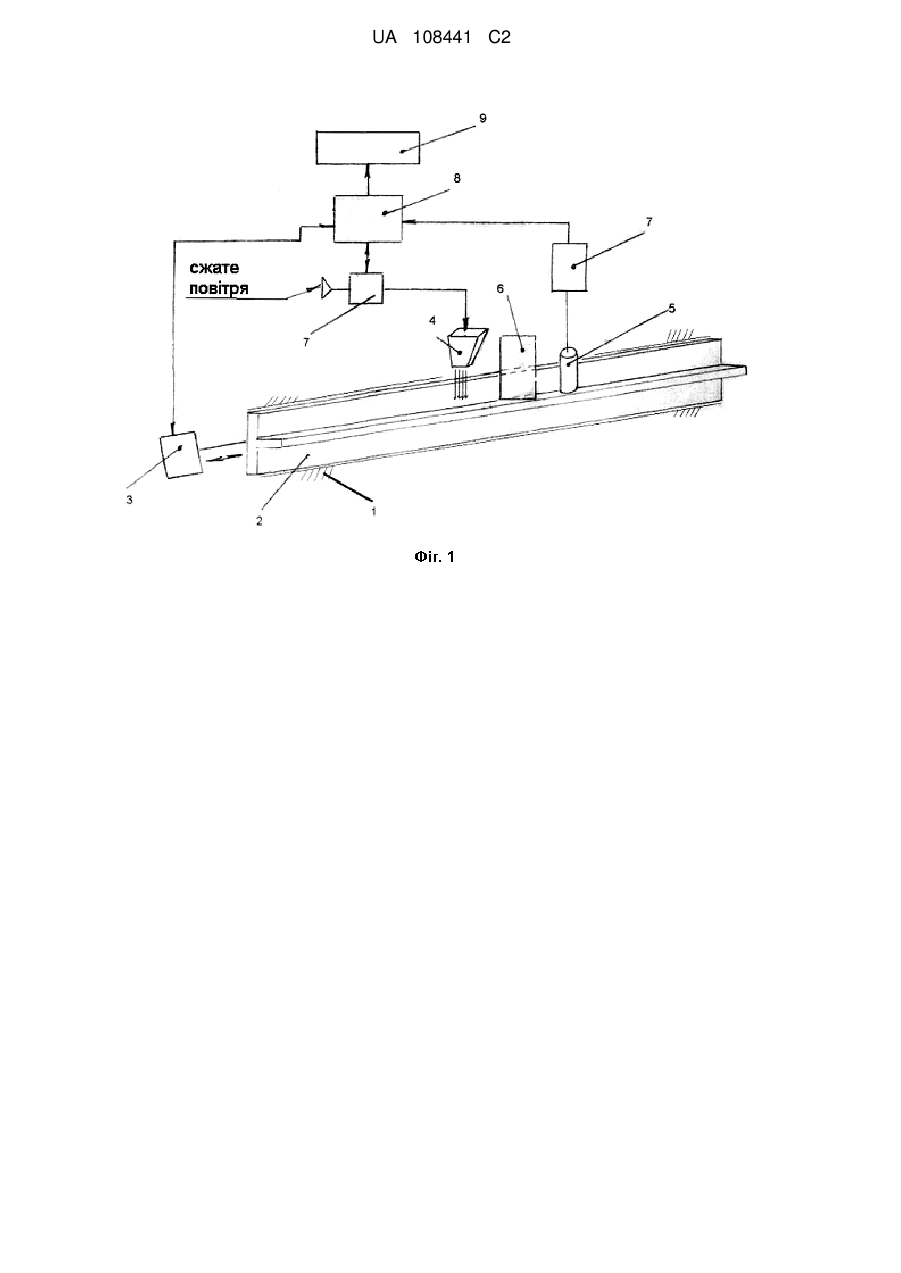
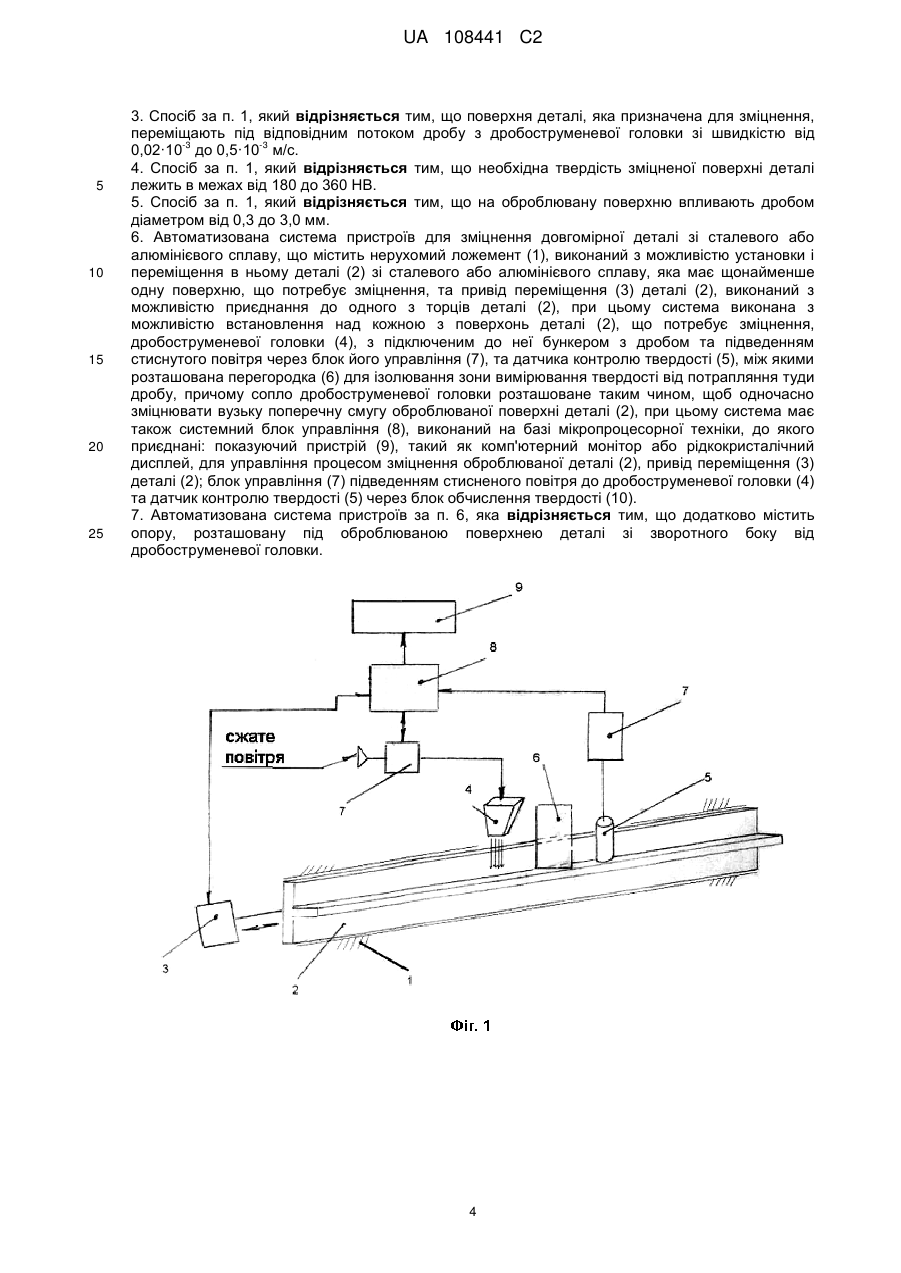
6. Автоматизована система пристроїв для зміцнення довгомірної деталі зі сталевого або алюмінієвого сплаву, що містить нерухомий ложемент (1), виконаний з можливістю установки і переміщення в ньому деталі (2) зі сталевого або алюмінієвого сплаву, яка має щонайменше одну поверхню, що потребує зміцнення, та привід переміщення (3) деталі (2), виконаний з можливістю приєднання до одного з торців деталі (2), при цьому система виконана з можливістю встановлення над кожною з поверхонь деталі (2), що потребує зміцнення, дробоструменевої головки (4), з підключеним до неї бункером з дробом та підведенням стиснутого повітря через блок його управління (7), та датчика контролю твердості (5), між якими розташована перегородка (6) для ізолювання зони вимірювання твердості від потрапляння туди дробу, причому сопло дробоструменевої головки розташоване таким чином, щоб одночасно зміцнювати вузьку поперечну смугу оброблюваної поверхні деталі (2), при цьому система має також системний блок управління (8), виконаний на базі мікропроцесорної техніки, до якого приєднані: показуючий пристрій (9), такий як комп'ютерний монітор або рідкокристалічний дисплей, для управління процесом зміцнення оброблюваної деталі (2), привід переміщення (3) деталі (2); блок управління (7) підведенням стисненого повітря до дробоструменевої головки (4) та датчик контролю твердості (5) через блок обчислення твердості (10).
7. Автоматизована система пристроїв за п. 6, яка відрізняється тим, що додатково містить опору, розташовану під оброблюваною поверхнею деталі зі зворотного боку від дробоструменевої головки.
Текст
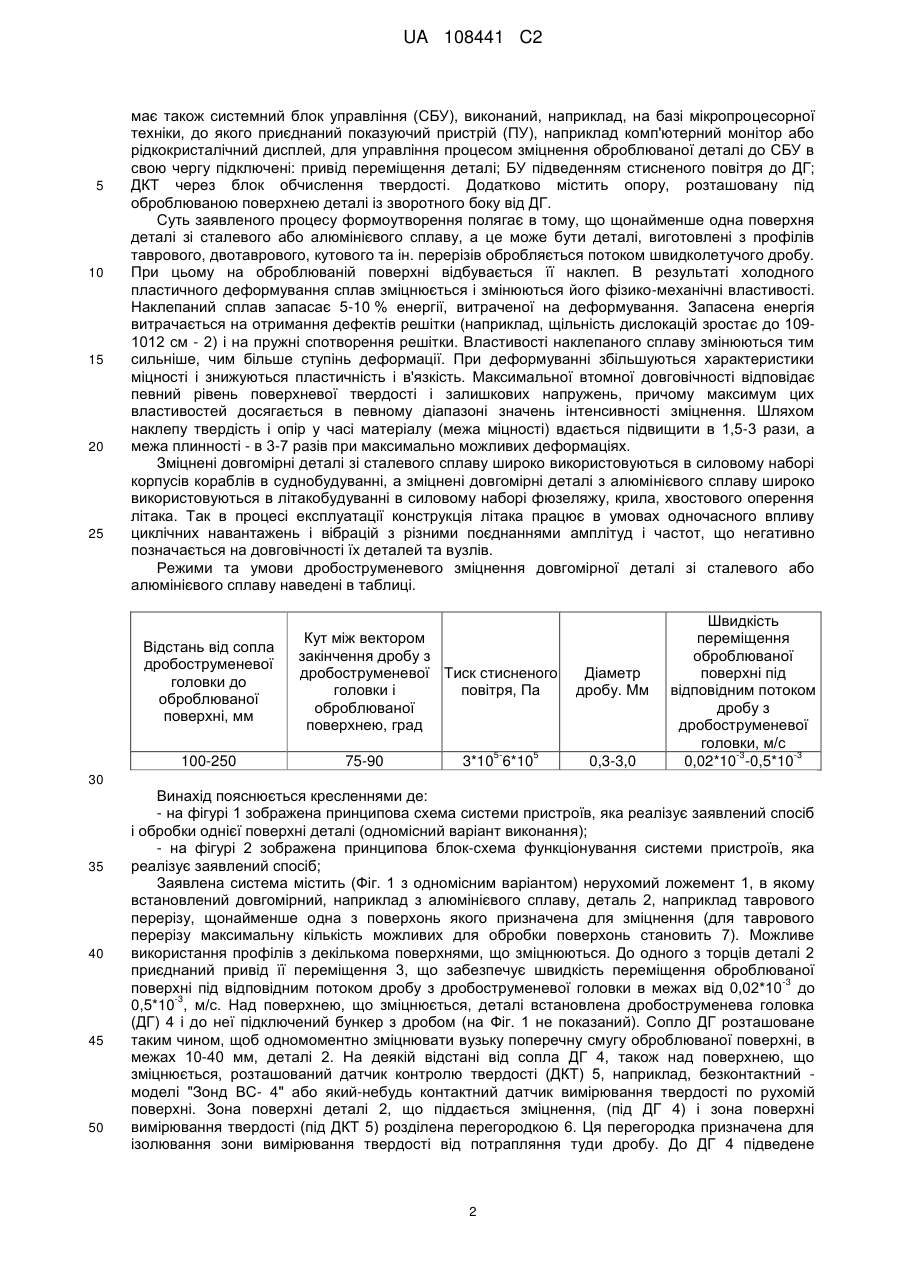
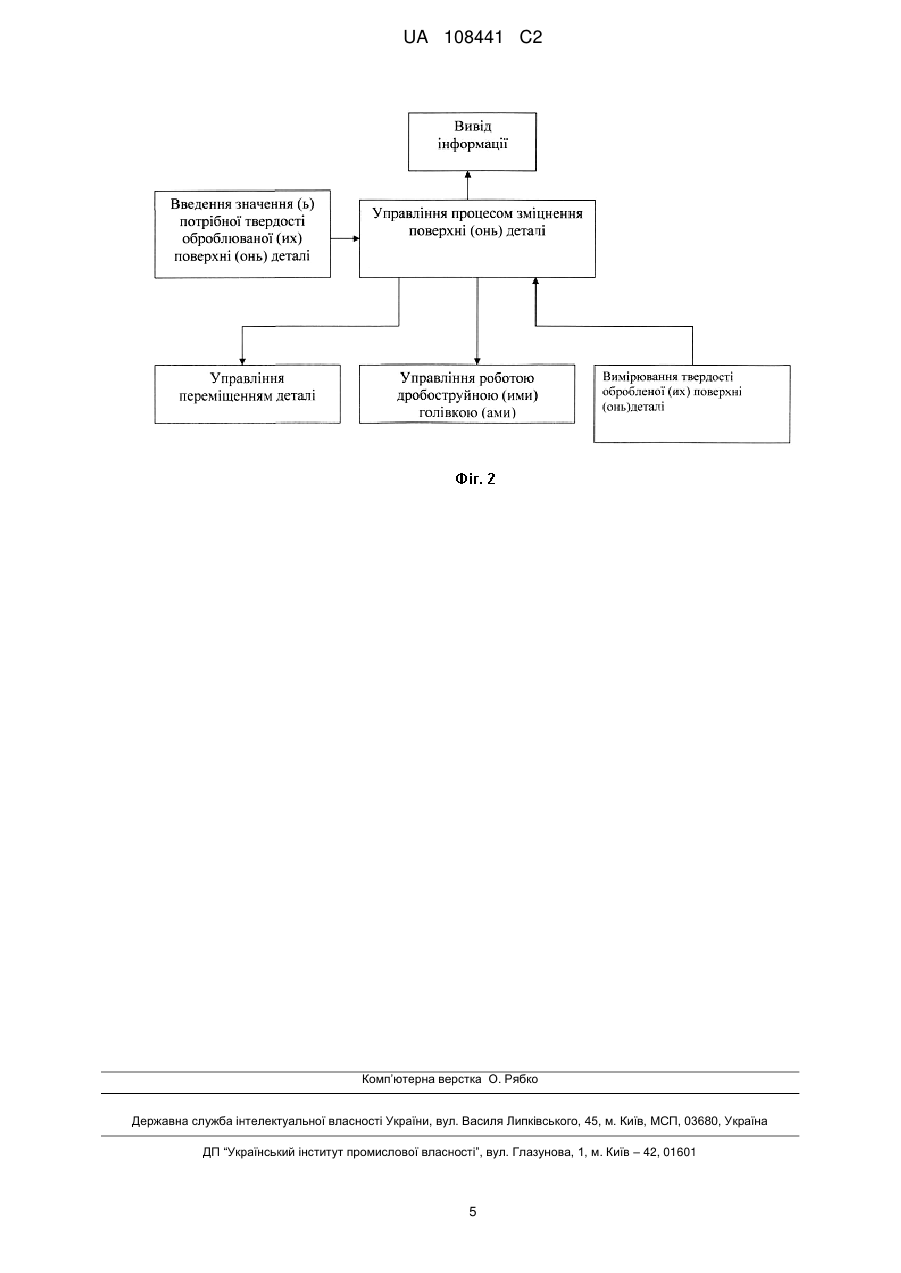
Реферат: Винахід належить до обробки металів тиском і може бути використаний для зміцнення довгомірних деталей зі сталевих або алюмінієвих сплавів методом наклепу в суднобудуванні і в літакобудуванні. У cпособі зміцнення довгомірної деталі зі сталевого або алюмінієвого сплаву щонайменше одну поверхню деталі, яка підлягає зміцненню, переміщають під відповідним потоком дробу з дробоструменевої головки і при цьому постійно або періодично вимірюють її твердість технічним засобом та порівнюють отримане значення твердості в системному блоці управління з необхідною твердістю. При невідповідності отриманої твердості, необхідній по сигналу від системного блока управління, проводять коректування параметрів впливу дробу через блок управління дробоструменевою головкою відповідно до закладеної в системному блоці управління програмою з подальшим коректуванням при подальшій обробці деталі, Винахід забезпечує високу якість процесу зміцнення та високу втомну міцність деталі, а також повну автоматизацію всього процесу поверхневого зміцнення. UA 108441 C2 (12) UA 108441 C2 UA 108441 C2 5 10 15 20 25 30 35 40 45 50 55 60 Груповий винахід належить до обробки металів тиском і може бути використаний для зміцнення довгомірних деталей із сталевих або алюмінієвих сплавів методом наклепу як в суднобудуванні, так і в літакобудуванні. Прогрес техніки значною мірою залежить від підвищення фізико-механічних властивостей конструкційних матеріалів і технології їх обробки. Найбільш ефективним є зміцнення поверхневим пластичним деформуванням (ППД) - тобто наклепом. Як відомо наклеп - це зміцнення металів і сплавів внаслідок зміни їх структури і фазового складу в процесі пластичної деформації. Наклеп використовується для поверхневого зміцнення різних деталей із сталевих та алюмінієвих сплавів. Він призводить до виникнення в їх поверхневому шарі сприятливої системи залишкових напружень, вплив яких головним чином і визначає високий зміцнюючий ефект ППД, що виражається в підвищенні втомної міцності і ресурсу виробу. Для отримання зміцненого наклепом поверхневого шару, а в цілому і підвищення втомної міцності, деталь піддають обробці різними видами ППД, наприклад, дробоструменевою обробкою /1/. Відомий спосіб зміцнення деталі, при якому проводять її обробку в три етапи - дробом металевим, скляним та алюмінієвим /2/. Недоліками способу є неможливість отримання гарантованого якісного зміцнення поверхні матеріалу, а також його надзвичайно низька продуктивність через вплив фактора ручної обробки. Задача винаходу є створення способу зміцнення довгомірної деталі зі сталевого або алюмінієвого сплаву шляхом автоматизації процесу зміцнення відповідних поверхонь, що забезпечує високу якість процесу зміцнення і високу втомну міцність зміцненої деталі. Поставлена задача вирішується в способі зміцнення довгомірної деталі зі сталевого або алюмінієвого сплаву, при якому впливають дробом за допомогою стиснутого повітря на поверхню, що зміцнюється, відповідно до винаходу, що щонайменше одну поверхню деталі, яка призначена для зміцнення, переміщають під відповідним потоком дробу з дробоструменевої головки і при цьому постійно або періодично вимірюють її твердість технічним засобом і порівнюють отримане значення твердості в системному блоці управління з потрібною твердістю, результат порівняння виводиться на показуючий пристрій, при невідповідності отриманої твердості з необхідною, по сигналу від системного блока управління, проводять коригування параметрів впливу дробу через блок управління дробоструменевою головкою відповідно до закладеної в ньому програмою з подальшим коректуванням режимів при подальшій обробці деталі або після вимірювання твердості і порівняння результату з необхідним, (при меншій твердості) ця ділянка повертається для додаткової обробки дробом з коректуванням параметрів відповідно до закладеної в ньому програмою з подальшим коректуванням режимів при подальшій обробці деталі. Параметри стисненого повітря і геометрії металевого дробу вибирають виходячи із забезпечення дробу кінетичної енергії в межах від 0,02 до 1,0 Дж. Поверхню деталі, яка призначена для зміцнення, переміщають під відповідним -3 -3 потоком дробу з дробоструменевої головки з швидкістю від 0,02*10 до 0,5*10 м/с. Твердість зміцненої поверхні деталі (по Бринеллю) лежить в межах від 180НВ до 360НВ. На оброблювану поверхню впливають дробом діаметром від 0,3 до 3,0 мм. Заявнику з рівня техніки невідомо жоден пристрій, який міг бути вибранийяк найбільш близьким з технічного результату до заявленої автоматизованої системи пристроїв для здійснення способу для зміцнення довгомірної деталі зі сталевого або алюмінієвого сплаву. Задачею винаходу є також створення автоматизованої системи пристроїв для зміцнення довгомірної деталі зі сталевого або алюмінієвого сплаву шляхом розробки комплексу пристроїв об'єднаних в систему, яка забезпечить: висока якість процесу зміцнення оброблюваного профілю; високу втомну міцність деталі; повну автоматизацію всього процесу поверхневого зміцнення. Поставлена задача вирішується в автоматизованій системі пристроїв для зміцнення довгомірної деталі зі сталевого або алюмінієвого сплаву, відповідно до винаходу, містить нерухомий ложемент, виконаного з можливістю установки і переміщення в ньому довгомірної деталі зі сталевого або алюмінієвого сплаву, наприклад таврового перетину, по меншій мірі одна з поверхонь якої призначена для зміцнення, до одного з торців деталі приєднаний привід її переміщення і над кожною з її поверхонь, що зміцнюються, встановлені послідовно, на деякій відстані один від одного, дробоструменева головка (ДГ) з підключеним до неї бункером з дробом і датчик контролю твердості (ДКТ), між якими розташована перегородка призначена для ізолювання зони вимірювання твердості від потрапляння туди дробу, а сопло ДГ розташоване таким чином, щоб одномоментно зміцнювати вузьку поперечну смугу оброблюваної поверхні профілю, при цьому до ДГ підведено стиснене повітря через блок його управління (БУ), система 1 UA 108441 C2 5 10 15 20 25 має також системний блок управління (СБУ), виконаний, наприклад, на базі мікропроцесорної техніки, до якого приєднаний показуючий пристрій (ПУ), наприклад комп'ютерний монітор або рідкокристалічний дисплей, для управління процесом зміцнення оброблюваної деталі до СБУ в свою чергу підключені: привід переміщення деталі; БУ підведенням стисненого повітря до ДГ; ДКТ через блок обчислення твердості. Додатково містить опору, розташовану під оброблюваною поверхнею деталі із зворотного боку від ДГ. Суть заявленого процесу формоутворення полягає в тому, що щонайменше одна поверхня деталі зі сталевого або алюмінієвого сплаву, а це може бути деталі, виготовлені з профілів таврового, двотаврового, кутового та ін. перерізів обробляється потоком швидколетучого дробу. При цьому на оброблюваній поверхні відбувається її наклеп. В результаті холодного пластичного деформування сплав зміцнюється і змінюються його фізико-механічні властивості. Наклепаний сплав запасає 5-10 % енергії, витраченої на деформування. Запасена енергія витрачається на отримання дефектів решітки (наприклад, щільність дислокацій зростає до 1091012 см - 2) і на пружні спотворення решітки. Властивості наклепаного сплаву змінюються тим сильніше, чим більше ступінь деформації. При деформуванні збільшуються характеристики міцності і знижуються пластичність і в'язкість. Максимальної втомної довговічності відповідає певний рівень поверхневої твердості і залишкових напружень, причому максимум цих властивостей досягається в певному діапазоні значень інтенсивності зміцнення. Шляхом наклепу твердість і опір у часі матеріалу (межа міцності) вдається підвищити в 1,5-3 рази, а межа плинності - в 3-7 разів при максимально можливих деформаціях. Зміцнені довгомірні деталі зі сталевого сплаву широко використовуються в силовому наборі корпусів кораблів в суднобудуванні, а зміцнені довгомірні деталі з алюмінієвого сплаву широко використовуються в літакобудуванні в силовому наборі фюзеляжу, крила, хвостового оперення літака. Так в процесі експлуатації конструкція літака працює в умовах одночасного впливу циклічних навантажень і вібрацій з різними поєднаннями амплітуд і частот, що негативно позначається на довговічності їх деталей та вузлів. Режими та умови дробоструменевого зміцнення довгомірної деталі зі сталевого або алюмінієвого сплаву наведені в таблиці. Відстань від сопла дробоструменевої головки до оброблюваної поверхні, мм 100-250 Кут між вектором закінчення дробу з дробоструменевої Тиск стисненого головки і повітря, Па оброблюваної поверхнею, град 75-90 5 5 3*10 6*10 Діаметр дробу. Мм 0,3-3,0 Швидкість переміщення оброблюваної поверхні під відповідним потоком дробу з дробоструменевої головки, м/с -3 -3 0,02*10 -0,5*10 30 35 40 45 50 Винахід пояснюється кресленнями де: - на фігурі 1 зображена принципова схема системи пристроїв, яка реалізує заявлений спосіб і обробки однієї поверхні деталі (одномісний варіант виконання); - на фігурі 2 зображена принципова блок-схема функціонування системи пристроїв, яка реалізує заявлений спосіб; Заявлена система містить (Фіг. 1 з одномісним варіантом) нерухомий ложемент 1, в якому встановлений довгомірний, наприклад з алюмінієвого сплаву, деталь 2, наприклад таврового перерізу, щонайменше одна з поверхонь якого призначена для зміцнення (для таврового перерізу максимальну кількість можливих для обробки поверхонь становить 7). Можливе використання профілів з декількома поверхнями, що зміцнюються. До одного з торців деталі 2 приєднаний привід її переміщення 3, що забезпечує швидкість переміщення оброблюваної -3 поверхні під відповідним потоком дробу з дробоструменевої головки в межах від 0,02*10 до -3 0,5*10 , м/с. Над поверхнею, що зміцнюється, деталі встановлена дробоструменева головка (ДГ) 4 і до неї підключений бункер з дробом (на Фіг. 1 не показаний). Сопло ДГ розташоване таким чином, щоб одномоментно зміцнювати вузьку поперечну смугу оброблюваної поверхні, в межах 10-40 мм, деталі 2. На деякій відстані від сопла ДГ 4, також над поверхнею, що зміцнюється, розташований датчик контролю твердості (ДКТ) 5, наприклад, безконтактний моделі "Зонд ВС- 4" або який-небудь контактний датчик вимірювання твердості по рухомій поверхні. Зона поверхні деталі 2, що піддається зміцнення, (під ДГ 4) і зона поверхні вимірювання твердості (під ДКТ 5) розділена перегородкою 6. Ця перегородка призначена для ізолювання зони вимірювання твердості від потрапляння туди дробу. До ДГ 4 підведене 2 UA 108441 C2 5 10 15 20 25 30 35 40 стиснене повітря, через блок її управління (БУ) 7, який виконаний з можливістю регулювання 5 5 цього тиску в межах від 3*10 Па до 6*10 Па, а також під'єднаний бункер, що живить його дробом (на Фіг. 1 не показаний). Система має також системний блок управління (СБУ) 8, виконаного наприклад на базі існуючої мікропроцесорної техніки та реалізує розроблений алгоритм обробки деталі 2 (див. блок-схему на Фіг. 2), до якого приєднаний показуючий пристрій (ПП) 9, наприклад комп'ютерний монітор або рідкокристалічний дисплей. Для управління процесом зміцнення до СБУ 8 в свою чергу підключені: привід переміщення 3 деталі 2; БУ 7 підведенням стисненого повітря до ДГ 4; ДКТ 5 через блок обчислення твердості 10. В СБУ 8 вводиться відповідне програмне забезпечення режимів роботи ДГ 4 і вводиться значення необхідної твердості тієї поверхні профілю яка піддається зміцненню дробоструйною обробкою, наприклад для алюмінієвого сплаву Д16Т це значення становить - 180 НВ (початкова твердість – 125 НВ), для сталі марки ст. 45-360 НВ (початкова твердість – 170 НВ), а також момент включення і виключення подачі, і величину тиску підведеного стисненого повітря до ДГ 4, 5 наприклад 5*10 Па, необхідна швидкість переміщення деталі 2 в ложементі 1, наприклад -3 0,08*10 м/с. У разі, коли жорсткість оброблюваної поверхні недостатня і при цьому виключити її прогин, необхідно встановити опору, в районі обробки дробом (на Фіг. 1 опора не показана). Автоматизована система пристроїв для зміцнення довгомірної деталі зі сталевого або алюмінієвого сплаву працює таким чином (Фіг. 1, Фіг. 2). Спочатку вибирають тип ДГ 4, а це може бути як одномісна (для зміцнення однієї поверхні профілю), так і багатомісна (для зміцнення багатьох поверхонь, наприклад, для тавра це до 7 поверхонь). Встановлюють ДКТП 5, кількість яких дорівнює кількості зміцнюючих поверхонь. У ложементі 1 розміщують профіль 2 призначений для обробки. На початку роботи системи СБУ 8 подає сигнал для установки ДГ 4 (за допомогою приводу 3) у початкову точку. Після подачі сигналу від СБУ 8 на включення приводу 3 і подачі стисненого повітря в ДГ 4 починається процес обробки поверхні профілю 2. При цьому з дробоструменевої головки 4 за допомогою стиснутого повітря вилітає дріб, а сам профіль безперервно переміщується. Параметри стисненого повітря і геометрії металевого дробу вибирають виходячи із забезпечення їй кінетичної енергії в межах від 0,02 до 1,0 Дж. 5 5 Наприклад тиск стисненого повітря підводиться до ДГ 4 лежить в межах від 3*10 Па до 6*10 Па, діаметр дробу (сталевих кульок) лежить в межах від 0,3 мм до 3,0 мм. Після того, як зміцнена ділянка поверхні переміститься від ДГ 4 під ДКТ 5, останній вимірює отриману твердість і передає інформацію в СБУ 8, де відбувається порівняння з необхідною твердістю. При зменшеній фактично твердості обробленої ділянки відбувається його повернення приводом 3 під обробку ДГ 4, з подальшим коректуванням параметрів вильоту дробу, або продовження процесу обробки і також з подальшим коректуванням параметрів вильоту дробу (забезпечується програмою в СБУ8). Таким чином заявлене групове винахід дозволяє значно підвищити якість процесу зміцнення і забезпечує високу втомну міцність обробленої деталі. Джерела інформації: 1. А. П. Гуляєв "Металознавство » Москва видавництво « Металургія" 1977. 2.RU 1266720 ФОРМУЛА ВИНАХОДУ 45 50 55 60 1. Спосіб зміцнення довгомірної деталі зі сталевого або алюмінієвого сплаву, при якому впливають дробом, за допомогою стиснутого повітря на поверхню оброблюваної деталі, який відрізняється тим, що щонайменше одну поверхню деталі, яка підлягає зміцненню, переміщають під відповідним потоком дробу з дробоструменевої головки і при цьому постійно або періодично вимірюють її твердість та порівнюють отримане значення твердості в системному блоці управління з необхідною твердістю, а результат порівняння виводять на показуючий пристрій, при цьому, при невідповідності отриманої твердості, необхідній по сигналу від системного блока управління, проводять коректування параметрів впливу дробу через блок управління дробоструменевою головкою відповідно до закладеної в системному блоці управління програмою з подальшим коректуванням при подальшій обробці деталі, причому при отриманні значення меншої твердості, ніж необхідне, ділянку з меншою твердістю повертають для додаткової обробки дробом з коректуванням параметрів впливу дробу відповідно до закладеної в системному блоці управління програмою та з подальшим коректуванням при подальшій обробці деталі. 2. Спосіб за п. 1, який відрізняється тим, що параметри стиснутого повітря і геометрії металевого дробу вибирають виходячи із наданням дробу кінетичної енергії в межах від 0,02 до 1,0 Дж. 3 UA 108441 C2 5 10 15 20 25 3. Спосіб за п. 1, який відрізняється тим, що поверхня деталі, яка призначена для зміцнення, переміщають під відповідним потоком дробу з дробоструменевої головки зі швидкістю від -3 -3 0,02·10 до 0,5·10 м/с. 4. Спосіб за п. 1, який відрізняється тим, що необхідна твердість зміцненої поверхні деталі лежить в межах від 180 до 360 НВ. 5. Спосіб за п. 1, який відрізняється тим, що на оброблювану поверхню впливають дробом діаметром від 0,3 до 3,0 мм. 6. Автоматизована система пристроїв для зміцнення довгомірної деталі зі сталевого або алюмінієвого сплаву, що містить нерухомий ложемент (1), виконаний з можливістю установки і переміщення в ньому деталі (2) зі сталевого або алюмінієвого сплаву, яка має щонайменше одну поверхню, що потребує зміцнення, та привід переміщення (3) деталі (2), виконаний з можливістю приєднання до одного з торців деталі (2), при цьому система виконана з можливістю встановлення над кожною з поверхонь деталі (2), що потребує зміцнення, дробоструменевої головки (4), з підключеним до неї бункером з дробом та підведенням стиснутого повітря через блок його управління (7), та датчика контролю твердості (5), між якими розташована перегородка (6) для ізолювання зони вимірювання твердості від потрапляння туди дробу, причому сопло дробоструменевої головки розташоване таким чином, щоб одночасно зміцнювати вузьку поперечну смугу оброблюваної поверхні деталі (2), при цьому система має також системний блок управління (8), виконаний на базі мікропроцесорної техніки, до якого приєднані: показуючий пристрій (9), такий як комп'ютерний монітор або рідкокристалічний дисплей, для управління процесом зміцнення оброблюваної деталі (2), привід переміщення (3) деталі (2); блок управління (7) підведенням стисненого повітря до дробоструменевої головки (4) та датчик контролю твердості (5) через блок обчислення твердості (10). 7. Автоматизована система пристроїв за п. 6, яка відрізняється тим, що додатково містить опору, розташовану під оброблюваною поверхнею деталі зі зворотного боку від дробоструменевої головки. 4 UA 108441 C2 Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюAstashkin Volodymyr Illich
Автори російськоюАсташкин Владимир Ильич
МПК / Мітки
Мітки: автоматизована, спосіб, пристроїв, здійснення, алюмінієвого, деталі, система, довгомірної, сталевого, сплаву, зміцнення
Код посилання
<a href="https://ua.patents.su/7-108441-sposib-zmicnennya-dovgomirno-detali-zi-stalevogo-abo-alyuminiehvogo-splavu-i-avtomatizovana-sistema-pristrov-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення довгомірної деталі зі сталевого або алюмінієвого сплаву і автоматизована система пристроїв для його здійснення</a>
Автоматизована система пристроїв для зміцнення довгомірної деталі зі сталевого або алюмінієвого сплаву
Номер патенту: 90497
Опубліковано: 26.05.2014
Автори: Асташкін Володимир Ілліч, Корольков Юрій Якимович, Подгребельний Микола Семенович, Лупкін Борис Володимирович
МПК: B21D 3/00
Мітки: пристроїв, сплаву, сталевого, зміцнення, деталі, автоматизована, система, алюмінієвого, довгомірної
Формула / Реферат:
1. Автоматизована система пристроїв для зміцнення довгомірної деталі зі сталевого або алюмінієвого сплаву, яка характеризується тим, що містить нерухомий ложемент (1), виконаний з можливістю установки і переміщення в ньому деталі (2) із сталевого або алюмінієвого сплаву, наприклад таврового перерізу, щонайменше одна з поверхонь якої призначена для зміцнення, до одного з торців деталі (2) приєднаний привід її переміщення (3) і над кожною з її...
Спосіб зміцнення довгомірної деталі з сталевого або алюмінієвого сплаву
Номер патенту: 90196
Опубліковано: 12.05.2014
Автори: Лупкін Борис Володимирович, Корольков Юрій Якимович, Подгребельний Микола Семенович, Асташкін Володимир Ілліч
МПК: B21D 1/00
Мітки: деталі, сталевого, спосіб, сплаву, довгомірної, зміцнення, алюмінієвого
Формула / Реферат:
1. Спосіб зміцнення довгомірної деталі з сталевого або алюмінієвого сплаву, при якому впливають дробом, за допомогою стиснутого повітря, на поверхню оброблюваної деталі, що зміцнюється, який відрізняється тим, що щонайменше одну поверхню деталі, яка призначена для зміцнення, переміщають під відповідним потоком дробу з дробоструменевої головки і при цьому постійно або періодично вимірюють її твердість технічним засобом і порівнюють отримане...
Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям (варіанти), деталі з алюмінію або алюмінієвого сплаву, отримані з його використанням, спосіб їх з’єднання та суміш для покриття деталей

Номер патенту: 71969
Опубліковано: 17.01.2005
Автори: Фрехсе Йоахім, Бекер Андреас, Сесеке-Коуро Ульріх
МПК: B23K 35/362, C23C 20/00
Мітки: деталі, використанням, алюмінієвого, покриттям, спосіб, варіанти, отримані, суміш, з'єднання, алюмінію, виготовлення, деталей, сплаву, покриття
Формула / Реферат:
1. Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям, яке містить гексафторсилікат лужного металу або складається з нього, при цьому використовують чистий гексафторсилікат лужного металу або суміш гексафторсилікату лужного металу з фторалюмінатом лужного металу у кількості максимально 5 мас. % у перерахунку на використовуваний гексафторсилікат лужного металу, і на деталь методом сухого або мокрого нанесення флюсу...
Автоматизована система пристроїв для формоутворення з поверхневим зміцненням довгомірних панелей
Номер патенту: 85361
Опубліковано: 11.11.2013
Автори: Лупкін Борис Володимирович, Подгребельний Микола Семенович, Титов Вячеслав Андрійович
МПК: B21D 7/00
Мітки: панелей, автоматизована, довгомірних, формоутворення, пристроїв, зміцненням, система, поверхневим
Формула / Реферат:
Автоматизована система пристроїв для формоутворення з поверхневим зміцненням довгомірних панелей, яка характеризується тим, що містить каркас, в якому розташована довгомірна панель, призначена для обробки, перед панеллю встановлено дробоструминну головку (ДГ), усередині якої розміщені гнучкі елементи (дріб), ДГ забезпечена приводом, виконаним з можливістю її переміщення в трикоординатному просторі, до ДГ через блок його управління (БУ)...
Матеріал для зварної конструкції з алюмінієвого сплаву almgmn, незварний листовий матеріал з алюмінієвого сплаву almgmn, листовий матеріал для зварних конструкцій з алюмінієвого сплаву almgmn (варіанти),
Номер патенту: 49823
Опубліковано: 15.10.2002
Автори: Оффман Жан-Люк, Коттіньі Лоран, Піллє Жорж, Райно Гі-Мішель
МПК: C22C 21/06
Мітки: алюмінієвого, зварної, зварних, незварний, сплаву, варіанти, матеріал, almgmn, листовий, конструкції, конструкцій
Формула / Реферат:
1. Матеріал для зварної конструкції з алюмінієвого сплаву AlMgMn, до складу якого входять: Mg, Mn, Fe, Si, Zn, Cr, Cu, Ti, який відрізняється тим, що він має такий склад (в мас. %): 3,0<Mg<5,0, 0,5<Мn<1,0, Fe, Si та Zn в таких кількостях, що Fe<0,25, Si<0,25, Zn<0,40, один або декілька з елементів Cr, Cu, Ті в таких кількостях, що Cr<0,25, Cu<0,20, Ті<0,20, інші елементи <0,05 кожний і <0,15 загалом, при...
Попередній патент: Спосіб наплавлення складеним стрічковим електродом
Наступний патент: Індазоли
Випадковий патент: Спосіб прогнозування розвитку остеопорозу