Оправка пристрою безперервного виготовлення неметалевих труб
Номер патенту: 110070
Опубліковано: 10.11.2015
Автори: Ківіренко Олег Борисович, Божко Борис Миколайович, Шопен Олександр Борисович, Шустов Константін Алєксандровіч
Формула / Реферат
1. Оправка пристрою безперервного виготовлення неметалевих труб, яка складається з секторів, що формують робочу поверхню згаданої оправки, яка є формоутворюючою внутрішньої циліндричної поверхні неметалевої труби, при цьому згадані сектори встановлені з можливістю переміщення уздовж осі обертання оправки, яка відрізняється тим, що оправка складається з щонайменш чотирьох модулів, кожний з яких складається з щонайменш двох співвісно встановлених кілець однакового діаметра, до зовнішньої поверхні кожного з яких жорстко прикріплено щонайменш два сектори оправки, які рівномірно розташовані на зовнішній поверхні кілець, при цьому кільця всіх модулів, що утворюють оправку, встановлені співвісно осі обертання оправки.
2. Оправка за п. 1, в якій кільця в кожному модулі розташовані з однаковим кроком уздовж всієї довжини секторів модуля.
3. Оправка за будь-яким з п. 1 або 2, в якій зовнішня поверхня кілець містить щонайменш два виступи, до яких примикають сектори.
Текст
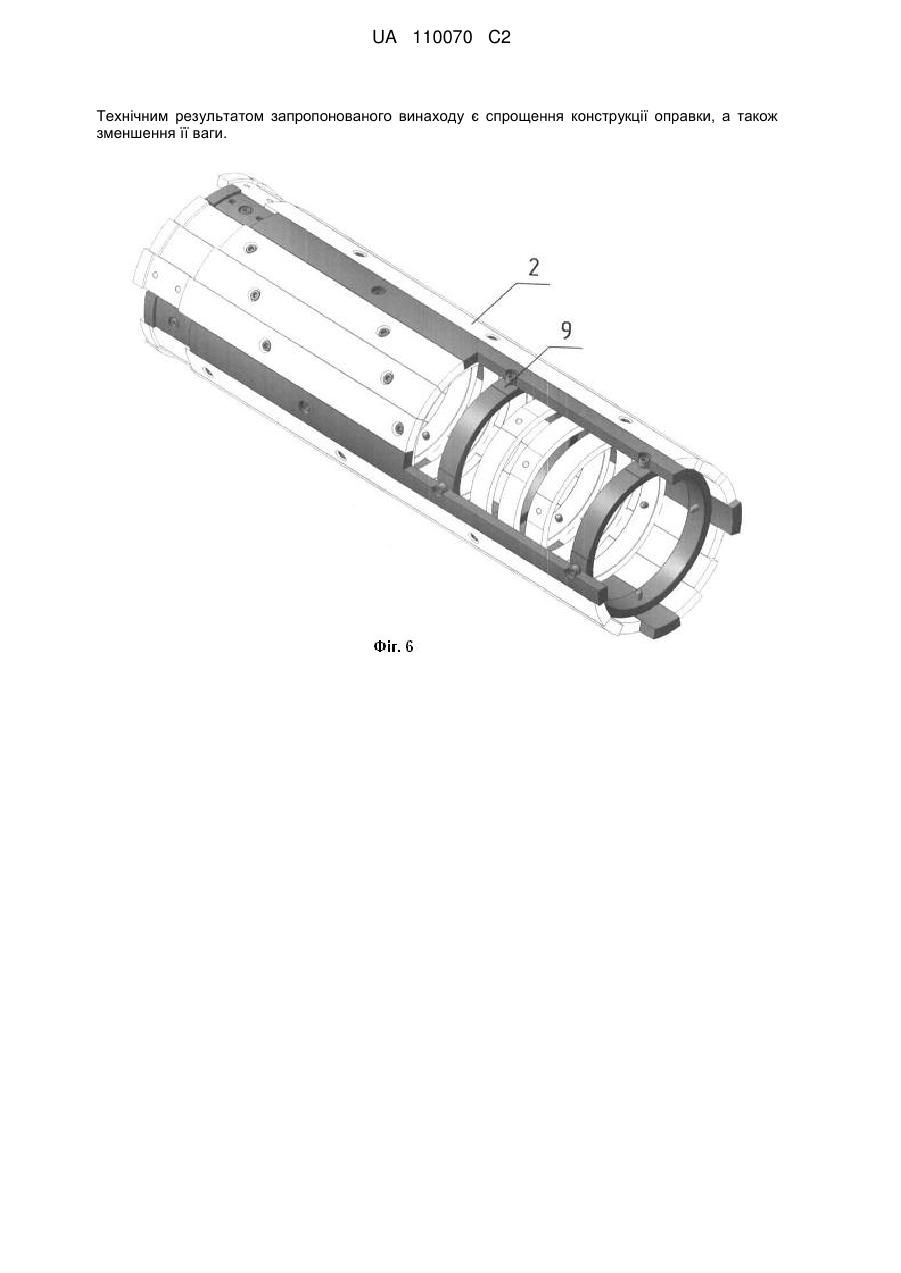
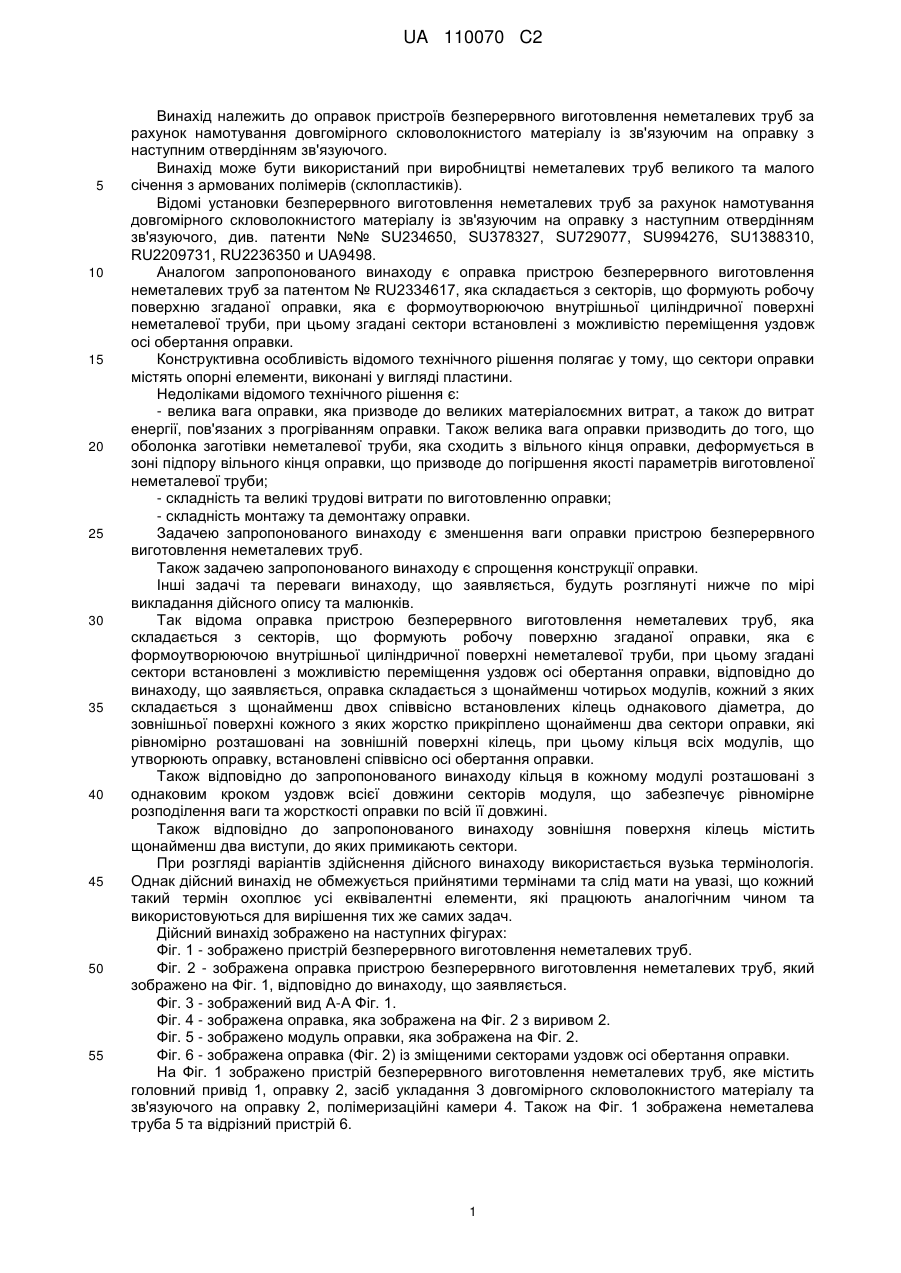
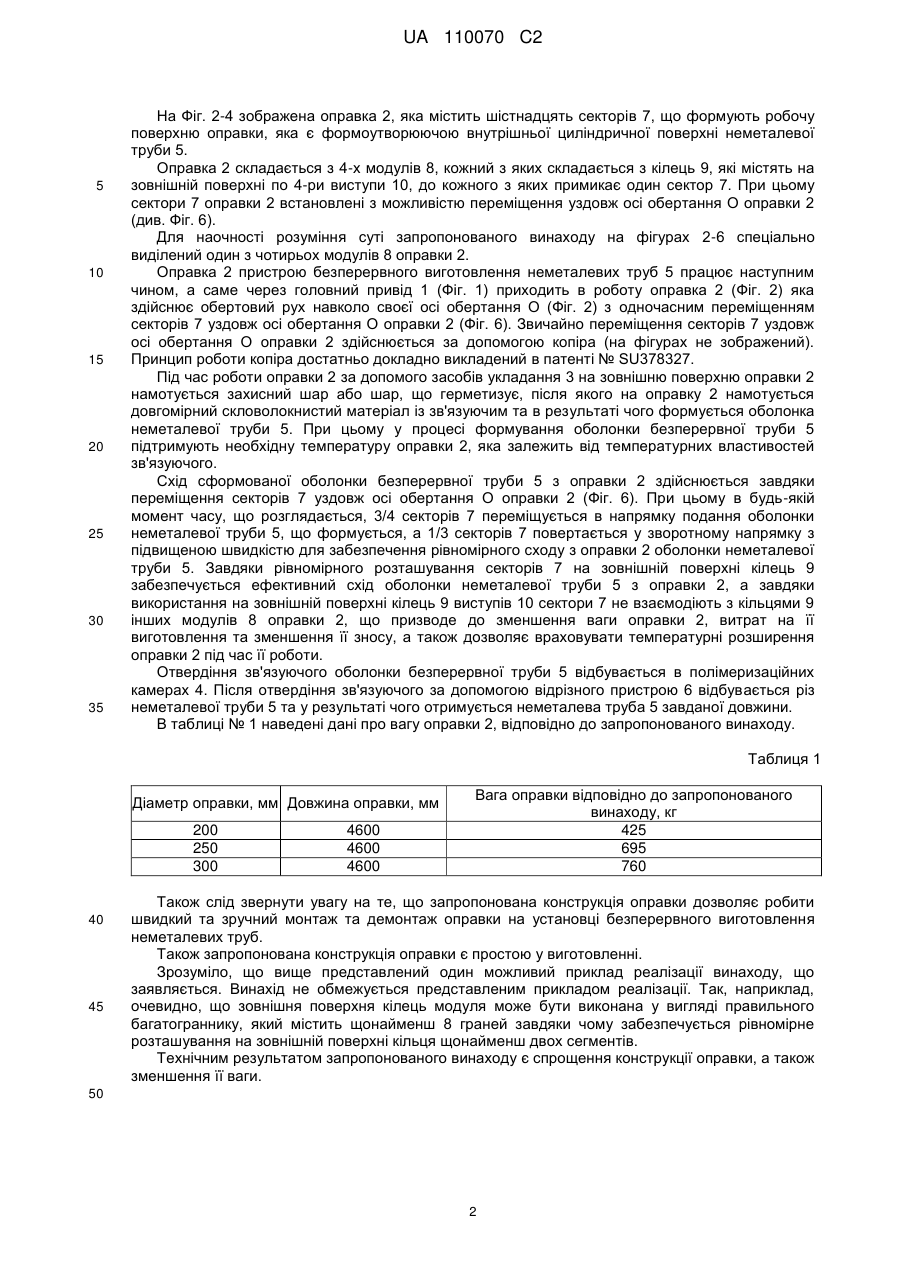
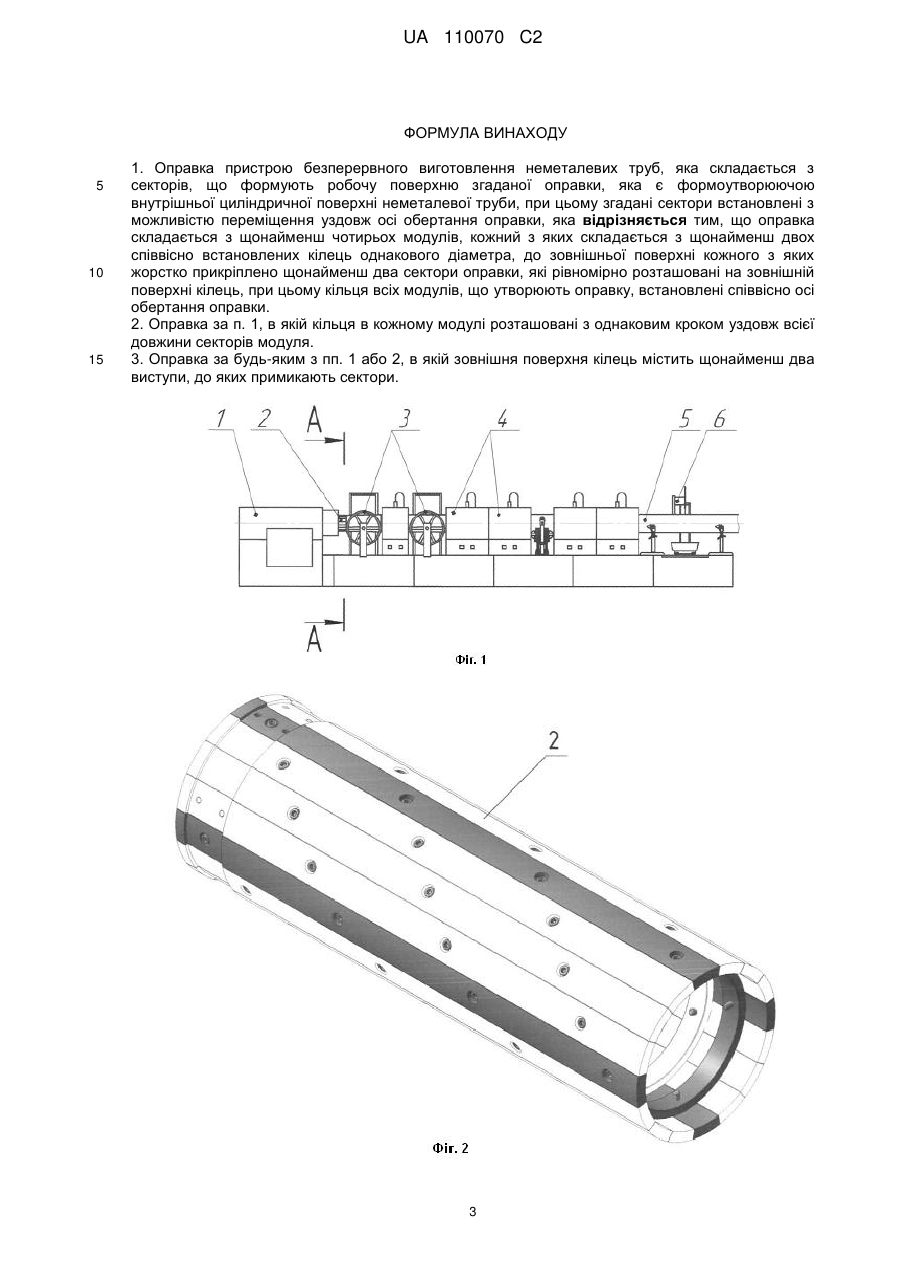
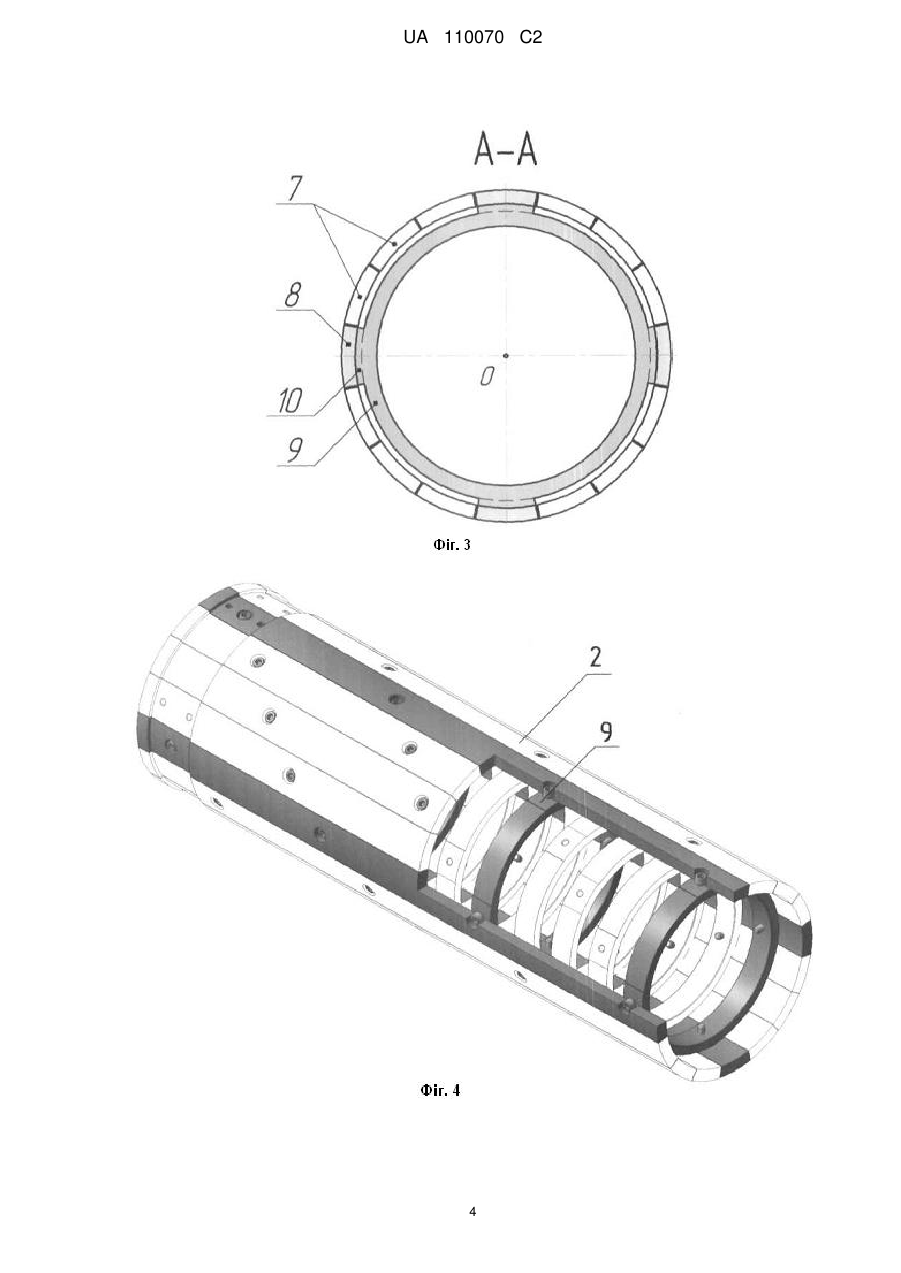
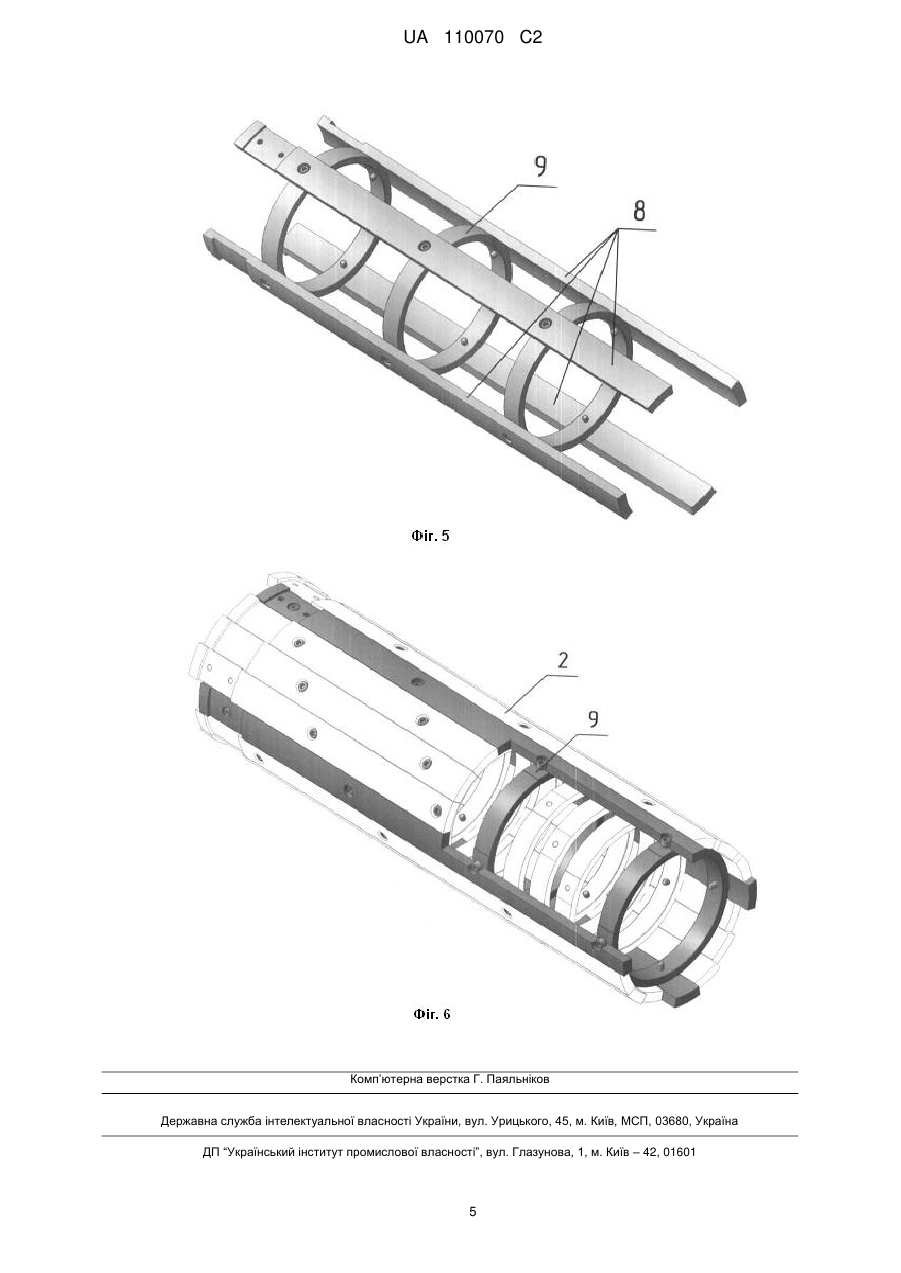
Реферат: Винахід належить до оправок пристроїв безперервного виготовлення неметалевих труб за рахунок намотування довгомірного скловолокнистого матеріалу із зв'язуючим на оправку з наступним отвердінням зв'язуючого. Суть запропонованого винаходу полягає у тому, що оправка складається з щонайменш чотирьох модулів, кожний з яких складається з щонайменш двох співвісно встановлених кілець однакового діаметра, до зовнішньої поверхні кожного з яких жорстко прикріплено щонайменш два сектори оправки, які рівномірно розташовані на зовнішній поверхні кілець, при цьому кільця всіх модулів, що утворюють оправку, встановлені співвісно осі обертання оправки. UA 110070 C2 (12) UA 110070 C2 Технічним результатом запропонованого винаходу є спрощення конструкції оправки, а також зменшення її ваги. UA 110070 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до оправок пристроїв безперервного виготовлення неметалевих труб за рахунок намотування довгомірного скловолокнистого матеріалу із зв'язуючим на оправку з наступним отвердінням зв'язуючого. Винахід може бути використаний при виробництві неметалевих труб великого та малого січення з армованих полімерів (склопластиків). Відомі установки безперервного виготовлення неметалевих труб за рахунок намотування довгомірного скловолокнистого матеріалу із зв'язуючим на оправку з наступним отвердінням зв'язуючого, див. патенти №№ SU234650, SU378327, SU729077, SU994276, SU1388310, RU2209731, RU2236350 и UA9498. Аналогом запропонованого винаходу є оправка пристрою безперервного виготовлення неметалевих труб за патентом № RU2334617, яка складається з секторів, що формують робочу поверхню згаданої оправки, яка є формоутворюючою внутрішньої циліндричної поверхні неметалевої труби, при цьому згадані сектори встановлені з можливістю переміщення уздовж осі обертання оправки. Конструктивна особливість відомого технічного рішення полягає у тому, що сектори оправки містять опорні елементи, виконані у вигляді пластини. Недоліками відомого технічного рішення є: - велика вага оправки, яка призводе до великих матеріалоємних витрат, а також до витрат енергії, пов'язаних з прогріванням оправки. Також велика вага оправки призводить до того, що оболонка заготівки неметалевої труби, яка сходить з вільного кінця оправки, деформується в зоні підпору вільного кінця оправки, що призводе до погіршення якості параметрів виготовленої неметалевої труби; - складність та великі трудові витрати по виготовленню оправки; - складність монтажу та демонтажу оправки. Задачею запропонованого винаходу є зменшення ваги оправки пристрою безперервного виготовлення неметалевих труб. Також задачею запропонованого винаходу є спрощення конструкції оправки. Інші задачі та переваги винаходу, що заявляється, будуть розглянуті нижче по мірі викладання дійсного опису та малюнків. Так відома оправка пристрою безперервного виготовлення неметалевих труб, яка складається з секторів, що формують робочу поверхню згаданої оправки, яка є формоутворюючою внутрішньої циліндричної поверхні неметалевої труби, при цьому згадані сектори встановлені з можливістю переміщення уздовж осі обертання оправки, відповідно до винаходу, що заявляється, оправка складається з щонайменш чотирьох модулів, кожний з яких складається з щонайменш двох співвісно встановлених кілець однакового діаметра, до зовнішньої поверхні кожного з яких жорстко прикріплено щонайменш два сектори оправки, які рівномірно розташовані на зовнішній поверхні кілець, при цьому кільця всіх модулів, що утворюють оправку, встановлені співвісно осі обертання оправки. Також відповідно до запропонованого винаходу кільця в кожному модулі розташовані з однаковим кроком уздовж всієї довжини секторів модуля, що забезпечує рівномірне розподілення ваги та жорсткості оправки по всій її довжині. Також відповідно до запропонованого винаходу зовнішня поверхня кілець містить щонайменш два виступи, до яких примикають сектори. При розгляді варіантів здійснення дійсного винаходу використається вузька термінологія. Однак дійсний винахід не обмежується прийнятими термінами та слід мати на увазі, що кожний такий термін охоплює усі еквівалентні елементи, які працюють аналогічним чином та використовуються для вирішення тих же самих задач. Дійсний винахід зображено на наступних фігурах: Фіг. 1 - зображено пристрій безперервного виготовлення неметалевих труб. Фіг. 2 - зображена оправка пристрою безперервного виготовлення неметалевих труб, який зображено на Фіг. 1, відповідно до винаходу, що заявляється. Фіг. 3 - зображений вид А-А Фіг. 1. Фіг. 4 - зображена оправка, яка зображена на Фіг. 2 з виривом 2. Фіг. 5 - зображено модуль оправки, яка зображена на Фіг. 2. Фіг. 6 - зображена оправка (Фіг. 2) із зміщеними секторами уздовж осі обертання оправки. На Фіг. 1 зображено пристрій безперервного виготовлення неметалевих труб, яке містить головний привід 1, оправку 2, засіб укладання 3 довгомірного скловолокнистого матеріалу та зв'язуючого на оправку 2, полімеризаційні камери 4. Також на Фіг. 1 зображена неметалева труба 5 та відрізний пристрій 6. 1 UA 110070 C2 5 10 15 20 25 30 35 На Фіг. 2-4 зображена оправка 2, яка містить шістнадцять секторів 7, що формують робочу поверхню оправки, яка є формоутворюючою внутрішньої циліндричної поверхні неметалевої труби 5. Оправка 2 складається з 4-х модулів 8, кожний з яких складається з кілець 9, які містять на зовнішній поверхні по 4-ри виступи 10, до кожного з яких примикає один сектор 7. При цьому сектори 7 оправки 2 встановлені з можливістю переміщення уздовж осі обертання О оправки 2 (див. Фіг. 6). Для наочності розуміння суті запропонованого винаходу на фігурах 2-6 спеціально виділений один з чотирьох модулів 8 оправки 2. Оправка 2 пристрою безперервного виготовлення неметалевих труб 5 працює наступним чином, а саме через головний привід 1 (Фіг. 1) приходить в роботу оправка 2 (Фіг. 2) яка здійснює обертовий рух навколо своєї осі обертання О (Фіг. 2) з одночасним переміщенням секторів 7 уздовж осі обертання О оправки 2 (Фіг. 6). Звичайно переміщення секторів 7 уздовж осі обертання О оправки 2 здійснюється за допомогою копіра (на фігурах не зображений). Принцип роботи копіра достатньо докладно викладений в патенті № SU378327. Під час роботи оправки 2 за допомого засобів укладання 3 на зовнішню поверхню оправки 2 намотується захисний шар або шар, що герметизує, після якого на оправку 2 намотується довгомірний скловолокнистий матеріал із зв'язуючим та в результаті чого формується оболонка неметалевої труби 5. При цьому у процесі формування оболонки безперервної труби 5 підтримують необхідну температуру оправки 2, яка залежить від температурних властивостей зв'язуючого. Схід сформованої оболонки безперервної труби 5 з оправки 2 здійснюється завдяки переміщення секторів 7 уздовж осі обертання О оправки 2 (Фіг. 6). При цьому в будь-якій момент часу, що розглядається, 3/4 секторів 7 переміщується в напрямку подання оболонки неметалевої труби 5, що формується, а 1/3 секторів 7 повертається у зворотному напрямку з підвищеною швидкістю для забезпечення рівномірного сходу з оправки 2 оболонки неметалевої труби 5. Завдяки рівномірного розташування секторів 7 на зовнішній поверхні кілець 9 забезпечується ефективний схід оболонки неметалевої труби 5 з оправки 2, а завдяки використання на зовнішній поверхні кілець 9 виступів 10 сектори 7 не взаємодіють з кільцями 9 інших модулів 8 оправки 2, що призводе до зменшення ваги оправки 2, витрат на її виготовлення та зменшення її зносу, а також дозволяє враховувати температурні розширення оправки 2 під час її роботи. Отвердіння зв'язуючого оболонки безперервної труби 5 відбувається в полімеризаційних камерах 4. Після отвердіння зв'язуючого за допомогою відрізного пристрою 6 відбувається різ неметалевої труби 5 та у результаті чого отримується неметалева труба 5 завданої довжини. В таблиці № 1 наведені дані про вагу оправки 2, відповідно до запропонованого винаходу. Таблиця 1 Діаметр оправки, мм Довжина оправки, мм 200 250 300 40 45 4600 4600 4600 Вага оправки відповідно до запропонованого винаходу, кг 425 695 760 Також слід звернути увагу на те, що запропонована конструкція оправки дозволяє робити швидкий та зручний монтаж та демонтаж оправки на установці безперервного виготовлення неметалевих труб. Також запропонована конструкція оправки є простою у виготовленні. Зрозуміло, що вище представлений один можливий приклад реалізації винаходу, що заявляється. Винахід не обмежується представленим прикладом реалізації. Так, наприклад, очевидно, що зовнішня поверхня кілець модуля може бути виконана у вигляді правильного багатограннику, який містить щонайменш 8 граней завдяки чому забезпечується рівномірне розташування на зовнішній поверхні кільця щонайменш двох сегментів. Технічним результатом запропонованого винаходу є спрощення конструкції оправки, а також зменшення її ваги. 50 2 UA 110070 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 1. Оправка пристрою безперервного виготовлення неметалевих труб, яка складається з секторів, що формують робочу поверхню згаданої оправки, яка є формоутворюючою внутрішньої циліндричної поверхні неметалевої труби, при цьому згадані сектори встановлені з можливістю переміщення уздовж осі обертання оправки, яка відрізняється тим, що оправка складається з щонайменш чотирьох модулів, кожний з яких складається з щонайменш двох співвісно встановлених кілець однакового діаметра, до зовнішньої поверхні кожного з яких жорстко прикріплено щонайменш два сектори оправки, які рівномірно розташовані на зовнішній поверхні кілець, при цьому кільця всіх модулів, що утворюють оправку, встановлені співвісно осі обертання оправки. 2. Оправка за п. 1, в якій кільця в кожному модулі розташовані з однаковим кроком уздовж всієї довжини секторів модуля. 3. Оправка за будь-яким з пп. 1 або 2, в якій зовнішня поверхня кілець містить щонайменш два виступи, до яких примикають сектори. 3 UA 110070 C2 4 UA 110070 C2 Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMandrel of apparatus for continuous producing nonmetallic pipes
Автори англійськоюShustov Konstantin Alieksandrovich, Kivirenko Oleh Borysovych, Shopen Oleksandr Borysovych, Bozhko Borys Mykolaiovych
Назва патенту російськоюОправка устройства непрерывного изготовления неметаллических труб
Автори російськоюШустов Константин Александрович, Кивиренко Олег Борисович, Шопен Александр Борисович, Божко Борис Николаевич
МПК / Мітки
МПК: B29C 53/82
Мітки: виготовлення, оправка, пристрою, неметалевих, труб, безперервного
Код посилання
<a href="https://ua.patents.su/7-110070-opravka-pristroyu-bezperervnogo-vigotovlennya-nemetalevikh-trub.html" target="_blank" rel="follow" title="База патентів України">Оправка пристрою безперервного виготовлення неметалевих труб</a>
Оправка пристрою безперервного виготовлення неметалевих труб
Номер патенту: 93198
Опубліковано: 25.09.2014
Автори: Ківіренко Олег Борисович, Шустов Константін Алєксандровіч, Божко Борис Миколайович, Шопен Олександр Борисович
МПК: B29D 23/00, B29C 53/00
Мітки: пристрою, труб, оправка, виготовлення, неметалевих, безперервного
Формула / Реферат:
1. Оправка пристрою безперервного виготовлення неметалевих труб, яка складається з секторів, що формують робочу поверхню згаданої оправки, яка є формотворною внутрішньої циліндричної поверхні неметалевої труби, при цьому згадані сектори встановлені з можливістю переміщення уздовж осі обертання оправки, яка відрізняється тим, що оправка складається з щонайменш чотирьох модулів, кожний з яких складається з щонайменш двох співвісно встановлених...
Пристрій безперервного виготовлення неметалевих труб
Номер патенту: 96188
Опубліковано: 26.01.2015
Автори: Ківіренко Олег Борисович, Хрістораднов-Катушєв Константін Євгєньєвіч, Шопен Олександр Борисович
МПК: B29D 23/00
Мітки: пристрій, виготовлення, безперервного, труб, неметалевих
Формула / Реферат:
1. Пристрій безперервного виготовлення неметалевих труб, який містить обертову самоподавальну оправку, засоби намотування на згадану оправку захисної плівки, засоби укладання скловолокнистого матеріалу, який просочено зв'язуючим, на оправку для формування оболонки безперервної труби, полімеризаційні камери, в яких відбувається отвердіння зв'язуючого згаданої оболонки труби з наступним отриманням сформованої безперервної труби, який...
Пристрій для безперервного виготовлення неметалевих труб
Номер патенту: 109945
Опубліковано: 26.10.2015
Автори: Шустов Константін Алєксандровіч, Ківіренко Олег Борисович, Шопен Олександр Борисович
МПК: B29D 23/00, B29C 51/32, B23D 36/00, B29L 23/00, B21B 37/70
Мітки: безперервного, виготовлення, пристрій, труб, неметалевих
Формула / Реферат:
1. Пристрій для безперервного виготовлення неметалевих труб, який містить з'єднані між собою:обертову самоподавальну оправку,засоби укладення довгомірного скловолокнистого матеріалу та зв'язуючого на згадану оправку з наступним формуванням заготівки безперервної труби, що переміщується,полімеризаційну камеру, в якій відбувається отвердіння зв'язуючого згаданої заготівки з наступним утворенням сформованої безперервної...
Пристрій безперервного виготовлення неметалевих труб
Номер патенту: 92788
Опубліковано: 10.09.2014
Автори: Шустов Константін Алєксандровіч, Ківіренко Олег Борисович, Шопен Олександр Борисович
МПК: B29C 53/00, B29D 23/00
Мітки: виготовлення, неметалевих, труб, пристрій, безперервного
Формула / Реферат:
1. Пристрій безперервного виготовлення неметалевих труб, який містить:- обертову самоподавальну оправку,- засоби укладення довгомірного скловолокнистого матеріалу та зв'язуючого на згадану оправку з наступним формуванням заготівки безперервної труби, що переміщується,- полімеризаційну камеру, в якій відбувається отвердіння зв'язуючого згаданої заготівки з наступним утворенням сформованої безперервної труби, що...
Пристрій безперервного виготовлення неметалевих труб
Номер патенту: 92796
Опубліковано: 10.09.2014
Автори: Шопен Олександр Борисович, Ківіренко Олег Борисович, Шустов Костянтин Олександрович
МПК: B29D 24/00, B29D 23/00
Мітки: неметалевих, пристрій, безперервного, виготовлення, труб
Формула / Реферат:
1. Пристрій безперервного виготовлення неметалевих труб, що містить обертову самоподавальну оправку, засоби укладення довгомірного скловолокнистого матеріалу та зв'язуючого на згадану оправку з наступним формуванням заготівки безперервної труби, що переміщується, щонайменше одну полімеризаційну камеру, в якій розташований щонайменше один тепловий випромінювач для отвердіння зв'язуючого згаданої заготівки з наступним формуванням безперервної...
Попередній патент: Пристрій для здійснення реакції ядерного синтезу
Наступний патент: Спосіб вироблення тепла, холоду та електричної енергії
Випадковий патент: П'єзоелектричний суматор