Спосіб шліфування внутрішнього профілю зовнішнього колеса героторної передачі в умовах планетарного обкату
Номер патенту: 110823
Опубліковано: 25.02.2016
Автори: Підгаєцький Михайло Матвійович, Гнатюк Андрій Олександрович, Скібінський Олександр Іванович
Формула / Реферат
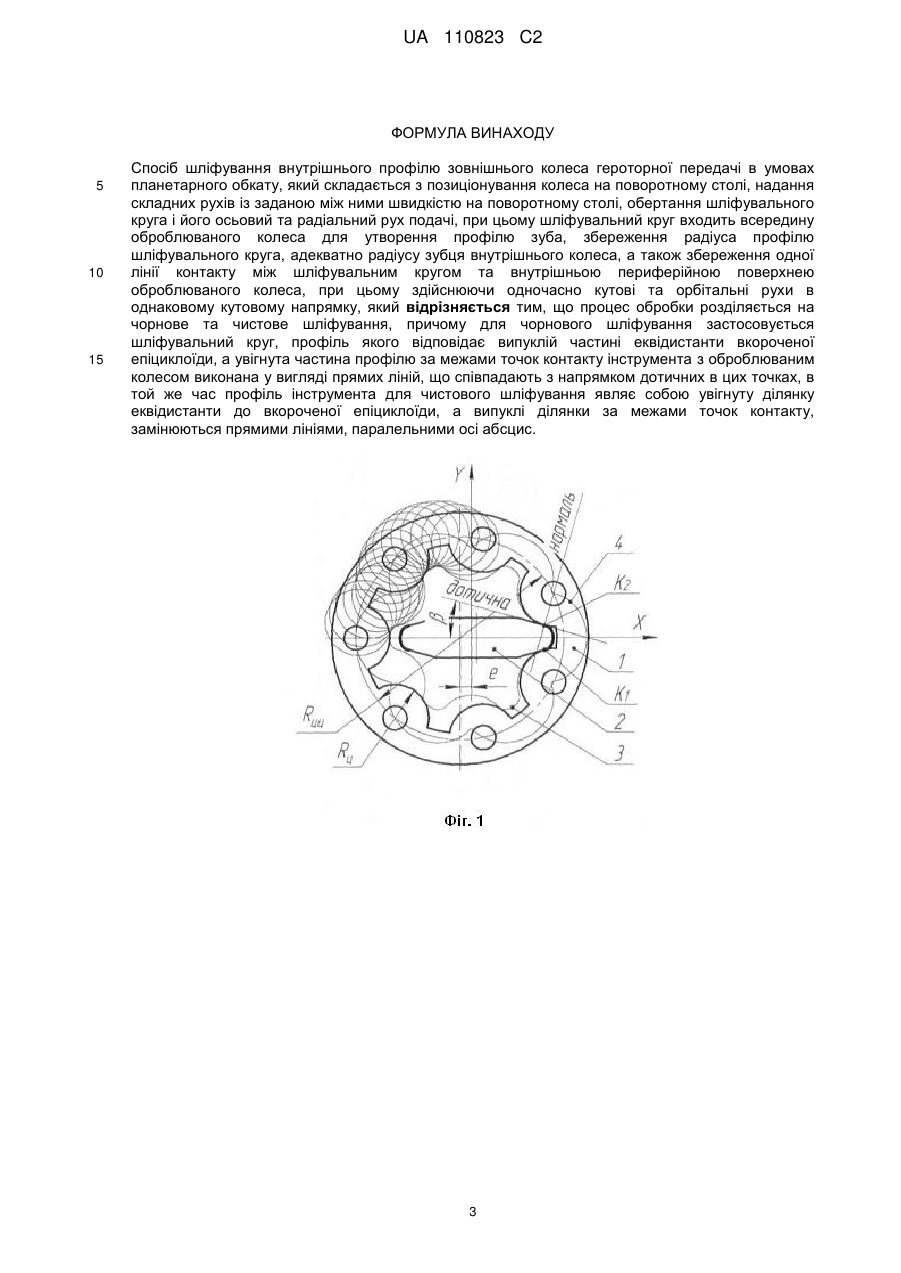
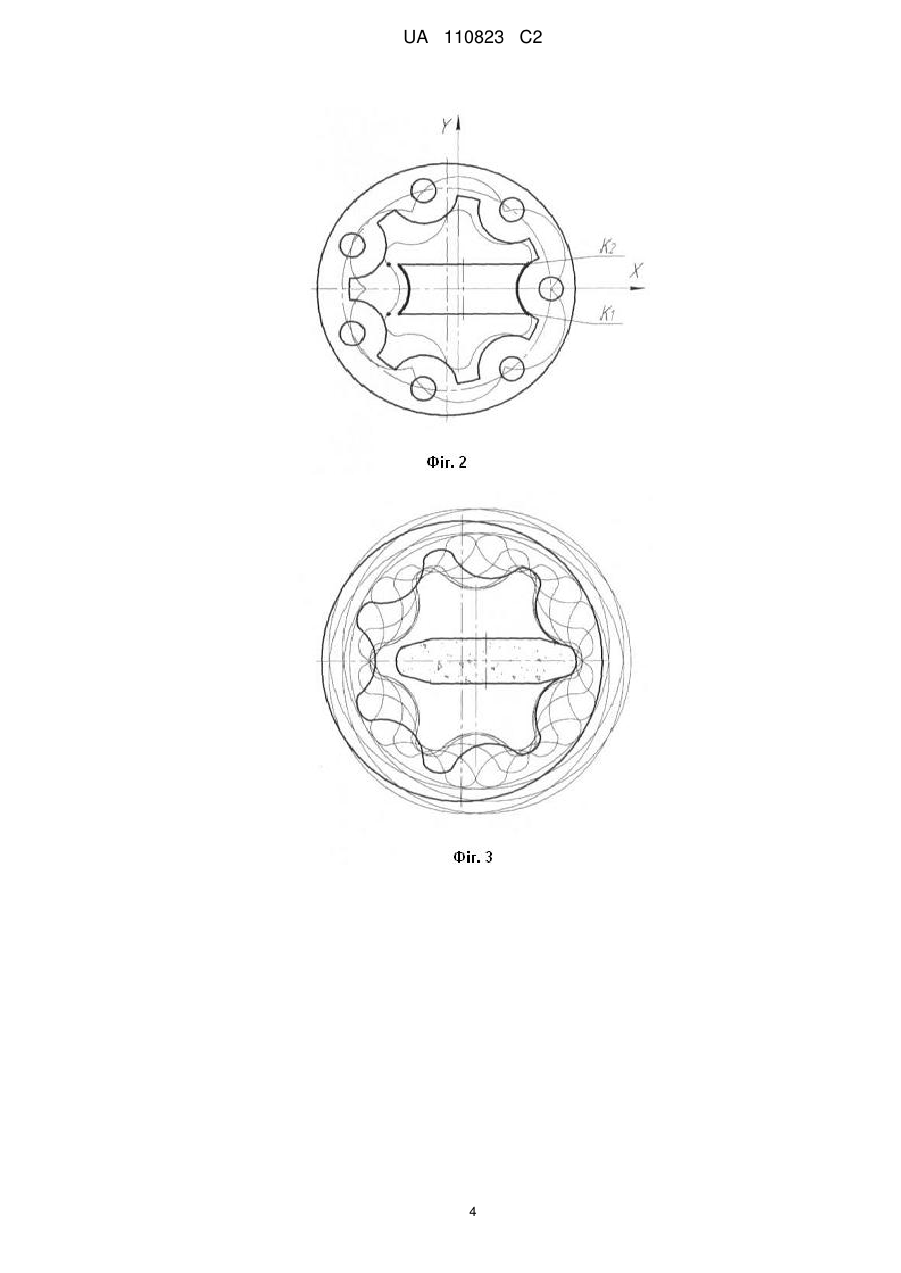
Спосіб шліфування внутрішнього профілю зовнішнього колеса героторної передачі в умовах планетарного обкату, який складається з позиціонування колеса на поворотному столі, надання складних рухів із заданою між ними швидкістю на поворотному столі, обертання шліфувального круга і його осьовий та радіальний рух подачі, при цьому шліфувальний круг входить всередину оброблюваного колеса для утворення профілю зуба, збереження радіуса профілю шліфувального круга, адекватно радіусу зубця внутрішнього колеса, а також збереження одної лінії контакту між шліфувальним кругом та внутрішньою периферійною поверхнею оброблюваного колеса, при цьому здійснюючи одночасно кутові та орбітальні рухи в однаковому кутовому напрямку, який відрізняється тим, що процес обробки розділяється на чорнове та чистове шліфування, причому для чорнового шліфування застосовується шліфувальний круг, профіль якого відповідає випуклій частині еквідистанти вкороченої епіциклоїди, а увігнута частина профілю за межами точок контакту інструмента з оброблюваним колесом виконана у вигляді прямих ліній, що співпадають з напрямком дотичних в цих точках, в той же час профіль інструмента для чистового шліфування являє собою увігнуту ділянку еквідистанти до вкороченої епіциклоїди, а випуклі ділянки за межами точок контакту, замінюються прямими лініями, паралельними осі абсцис.
Текст
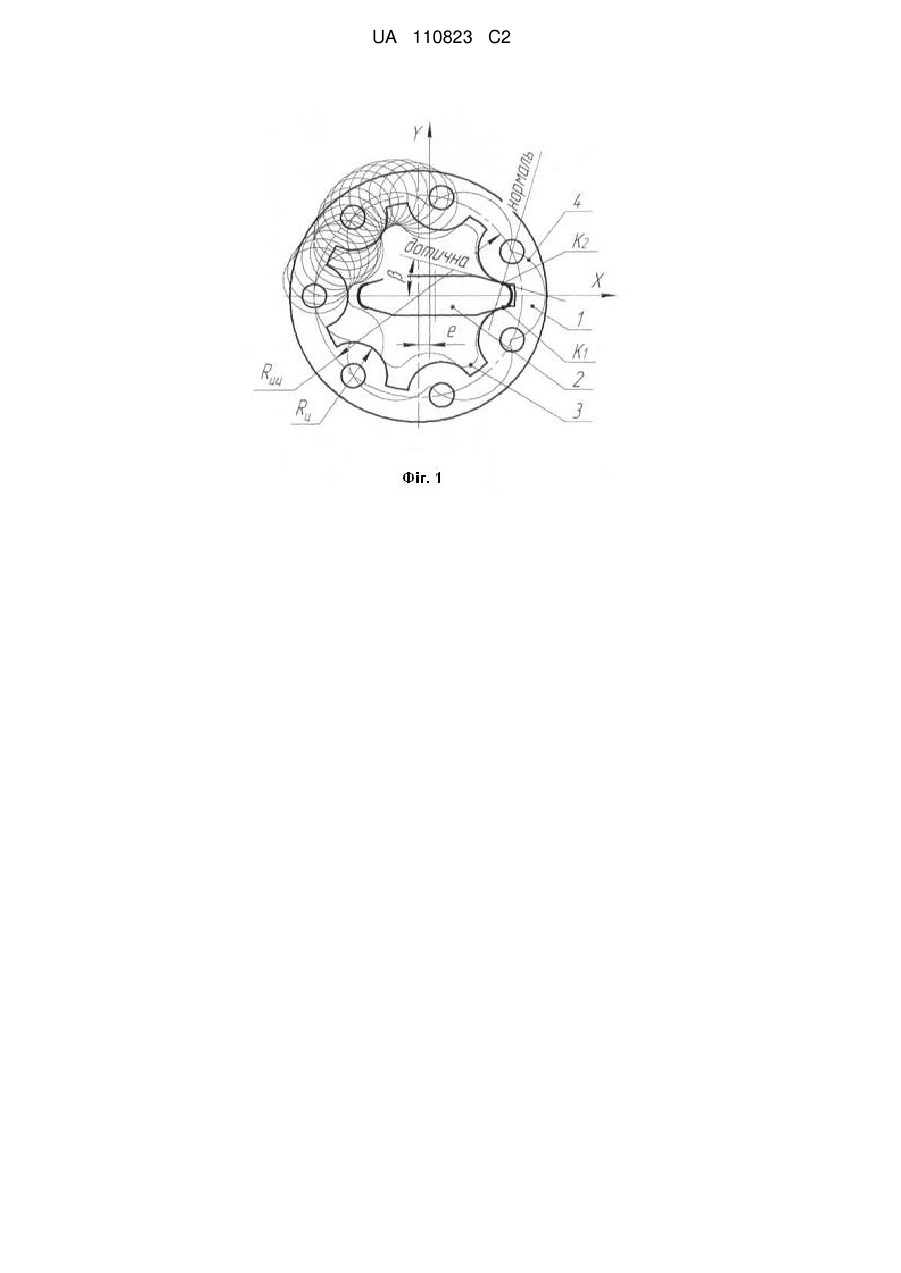
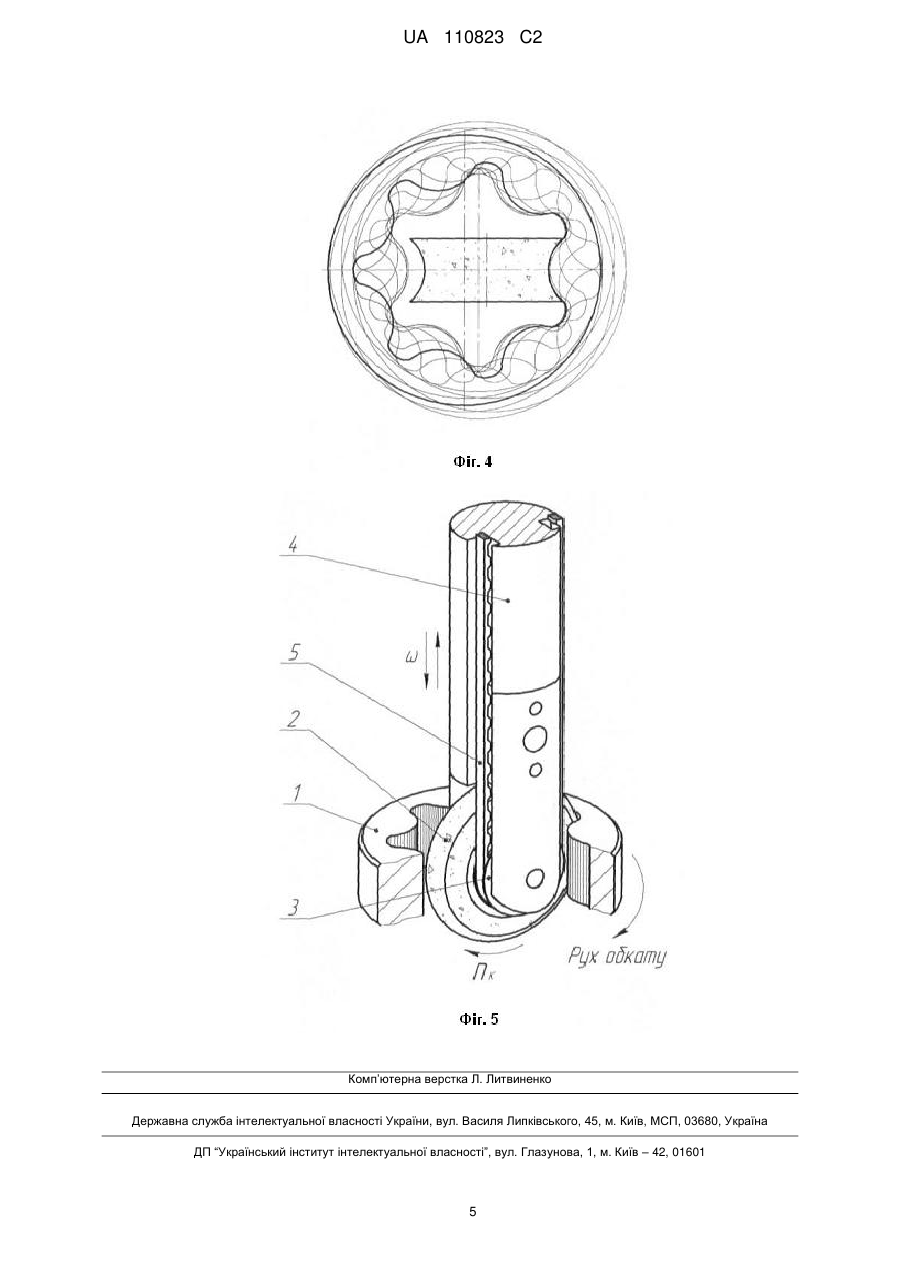
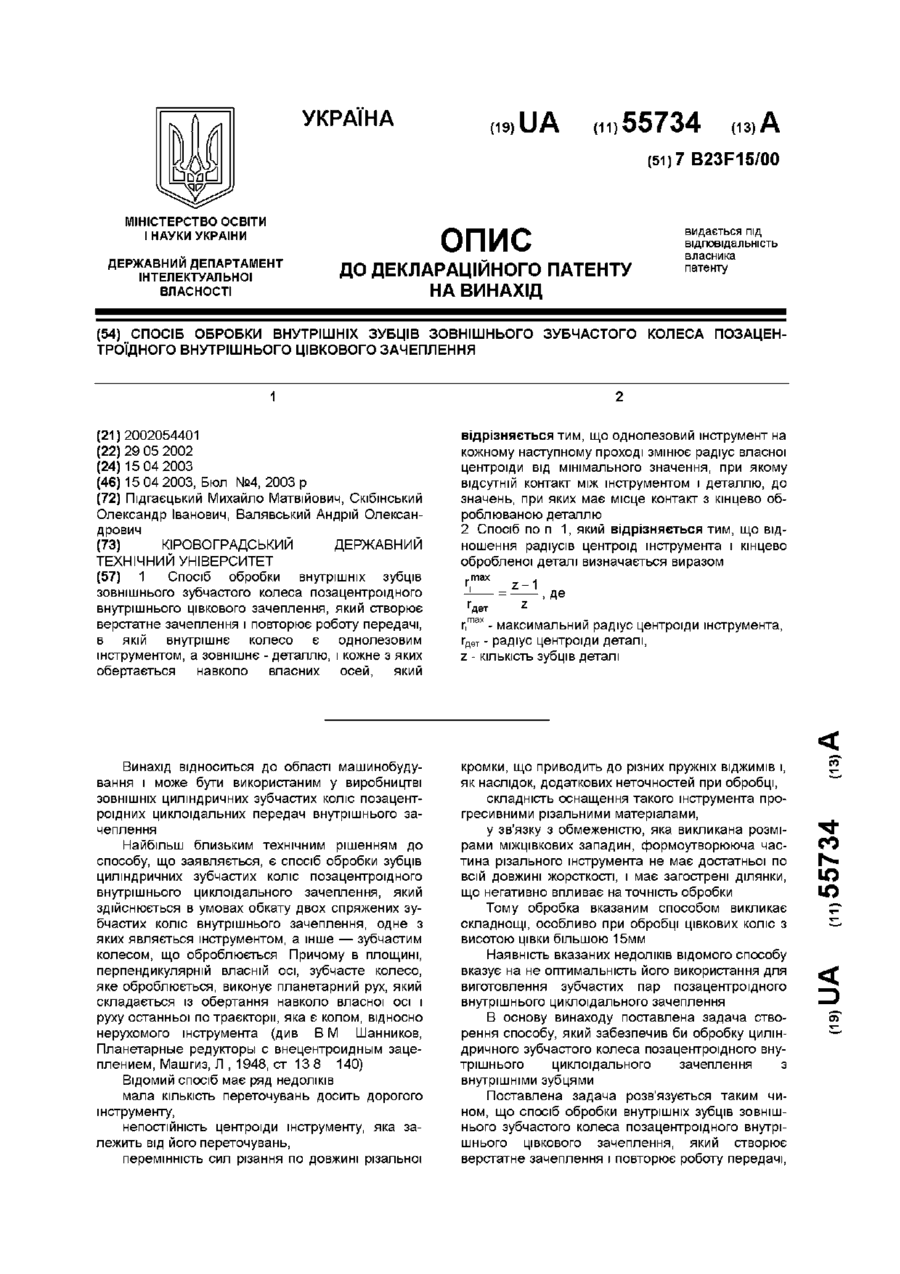
Реферат: Винахід належить до галузі машинобудування і може бути використаний у виробництві коліс героторних передач з внутрішнім зачепленням, а саме абразивній обробці внутрішнього профілю зовнішнього колеса, окресленого огинаючою сімейства еквідистант вкорочених епіциклоїд або цівками постійного радіуса. Спосіб шліфування внутрішнього профілю зовнішнього колеса героторної передачі в умовах планетарного обкату, який складається з позиціонування колеса на поворотному столі, надання складних рухів із заданою між ними швидкістю на поворотному столі, обертання шліфувального круга і його осьовий та радіальний рух подачі, при цьому шліфувальний круг входить всередину оброблюваного колеса для утворення профілю зуба, збереження радіуса профілю шліфувального круга, адекватно радіусу зубця внутрішнього колеса, а також збереження одної лінії контакту між шліфувальним кругом та внутрішньою периферійною поверхнею оброблюваного колеса, при цьому здійснюючи одночасно кутові та орбітальні рухи в однаковому кутовому напрямку. Процес обробки розділяється на чорнове та чистове шліфування, причому для чорнового шліфування застосовується шліфувальний круг, профіль якого відповідає випуклій частині еквідистанти вкороченої епіциклоїди, а увігнута частина профілю за межами точок контакту інструмента з оброблюваним колесом виконана у вигляді прямих ліній, що співпадають з напрямком дотичних в цих точках. В той же час профіль інструмента для чистового шліфування являє собою увігнуту ділянку еквідистанти до вкороченої епіциклоїди, а випуклі ділянки за межами точок контакту, замінюються прямими лініями, паралельними осі абсцис. Винахід дозволяє підвищити точність і шорсткість коліс героторних передач внутрішнього зачеплення, профілі яких окреслені огинаючими сімейств еквідистант вкорочених епіциклоїд або цівками постійного радіуса. UA 110823 C2 (12) UA 110823 C2 UA 110823 C2 5 10 15 20 25 30 35 40 Винахід належить до галузі машинобудування і може бути використаний у виробництві коліс героторних передач з внутрішнім зачепленням, а саме абразивній обробці внутрішнього профілю зовнішнього колеса, окресленого огинаючою сімейства еквідистант вкорочених епіциклоїд або цівками постійного радіуса. Прототипом є спосіб шліфування внутрішнього зачеплення [US7431635]. Спосіб послідовного утворення на внутрішній периферійній поверхні колеса, зубців циклоїдального профілю, який складається з позиціонування колеса на поворотному столі, надання складних рухів із заданою між ними швидкістю на поворотному столі, обертання шліфувального круга і його осьовий та радіальний рух подачі, при цьому шліфувальний круг входить всередину оброблюваного колеса для утворення профілю зуба, збереження радіуса профілю шліфувального круга, адекватно радіусу зубця внутрішнього колеса, а також збереження одної лінії контакту між шліфувальним кругом та внутрішньою периферійною поверхнею оброблюваного колеса, при цьому здійснюючи одночасно кутові та орбітальні рухи в однаковому кутовому напрямку. Головним недоліком способу є нерівномірний розподіл шорсткості виступів та западин оброблюваного профілю, що пояснюється більш щільним контактом інструмента з деталлю при обробці западини і малоконтактністю при обробці виступу. В основу винаходу поставлена задача підвищення точності і шорсткості коліс героторних передач внутрішнього зачеплення, профілі яких окреслені огинаючими сімейств еквідистант вкорочених епіциклоїд або цівками постійного радіуса. Поставлена задача вирішується тим, що процес обробки розділяється на чорнове та чистове шліфування, причому для чорнового шліфування застосовується шліфувальний круг, профіль якого відповідає випуклій частині еквідистанти вкороченої епіциклоїди, а увігнута частина профілю за межами точок контакту інструмента з оброблюваним колесом виконана у вигляді прямих ліній, що співпадають з напрямком дотичних в цих точках, в той же час профіль інструмента для чистового шліфування являє собою увігнуту ділянку еквідистанти до вкороченої епіциклоїди, а випуклі ділянки за межами точок контакту, замінюються прямими лініями, паралельними осі абсцис. Суть винаходу пояснюють креслення, де на фіг. 1 показано профілювання інструмента для чорнового шліфування, на фіг. 2 - профілювання інструмента для чистового шліфування, на фіг. 3 - формоутворення інструментом з випуклим профілем, на фіг. 4 - формоутворення інструментом з увігнутим профілем, фіг. 5 - конструктивна реалізація способу шліфування. На фіг. 1 зображено профілювання робочої частини шліфувального круга в зачепленні інструмент - оброблюване колесо 1, де профіль інструмента 2 окреслений еквідистантою 3 до вихідної вкороченої епіциклоїди 4. Параметричні рівняння еквідистанти вкороченої епіциклоїди, що описує профіль інструмента мають вигляд: Rц Rцц cos z e z cos , X Rцц cos z e cos 2 e z2 Rцц 2 e z Rцц cos z 1 z Y Rцц sin z e sin Rц Rцц sin z e z sin e z 2 2 Rцц 2 e z Rцц cos z 1 z , де z - число зубців оброблюваного цівкового колеса; e - ексцентриситет передачі; R цц радіус центрів зубців оброблюваного колеса; Rц - радіус зубця (цівки) оброблюваного колеса 45 50 (задається кінцеве значення, що відповідає готовій деталі); - кутовий параметр для побудови кривої. Оброблюване колесо з інструментом контактує в двох точках K1 і K2. Ділянка профілю круга між двома точками контакту є достатньою для формоутворення профілю цівкового колеса в процесі обкату. Координати точок дотику можуть бути знайдені з параметричних рівнянь. Для точки дотику K1 180 або в радіанах, відповідно для K 2 . Для побудови профілю інструмента ; . Подальша частина профілю за межами точок K1 і K2 виконана у вигляді прямих ліній, що співпадають з напрямком дотичної в точках контакту. Кут між дотичною до профілю в точці K1 і додатним напрямком осі ОХ визначається за формулою: 1 UA 110823 C2 5 Rцц cos e z 180 z . arctg Rцц sin z На фіг. 2 показано застосування як профілю інструмента увігнутої ділянки вкороченої епіциклоїди. В основу побудови покладена аналогічна вкорочена епіциклоїда, але зміщена по фазі на кут . Параметричні рівняння еквідистанти такої епіциклоїди мають вигляд: z 1 Rц Rцц cos z e z cos , X e cos Rцц cos z 2 2 e z Rцц 2 e z Rцц cos z 1 z Y e sin Rцц sin z 10 15 20 25 30 35 40 45 Rц Rцц sin z e z sin 2 e z2 Rцц 2 e z Rцц cos z 1 z . Тут значення кутового параметра для точки K1 буде відповідати і для K2 z 1 z 1 відповідно. На фіг. 3 показана схема формоутворення шліфувальним кругом з випуклим профілем. При формоутворенні западини інструмент повністю прилягає до ділянки западини, завдяки чому забезпечується висока якість шліфованої поверхні цієї ділянки. При проходженні вздовж виступу оброблюваного профілю, площа прилягання інструмента з деталлю різко зменшується. При цьому матеріал знімається невеликими сегментами, площа перерізу яких постійно змінюється в залежності від положення точки контакту. На фіг. 4 показана схема формоутворення шліфувальним кругом з увігнутим профілем. Така геометрія не дозволяє отримати западину, і може бути використана виключно при шліфуванні виступу. У випадку, коли профіль оброблюваного колеса окреслений цівками постійного радіуса і формою міжцівкової западини можна знехтувати, більш сприятливим буде шліфування інструментом з увігнутим профілем. Це пояснюється більш щільним приляганням профілів інструмента та деталі, кривизна обох профілів має однаковий знак і близька за значенням, зрізи мають більш рівномірний характер, та охоплюють велику частину профілю, в результаті чого можна досягти високих показники якості оброблюваної поверхні виступу. У випадку, коли профіль оброблюваного колеса окреслений огинаючою сімейства еквідистант вкорочених епіциклоїд і знехтувати формою міжзубової западини неможливо, шліфування кругом з увігнутим профілем є недостатнім для формоутворення повноцінного профілю за одну установку, в той же час шліфування кругом з випуклим профілем забезпечує формоутворення повного профілю за одну установку, але має місце нерівномірний розподіл шорсткості. Для повноцінної обробки профілю, окресленого огинаючою сімейства еквідистант вкорочених епіциклоїд необхідно розділити процес обробки на чорнове і чистове шліфування, причому обидві стадії можуть бути реалізовані на одному верстаті з використанням привідної шліфувальної головки. Чорнове шліфування слід здійснювати шліфувальним кругом з випуклим профілем, а чистове - кругом з увігнутим профілем. На фіг. 5 зображена конструктивна реалізація способу шліфування внутрішнього циклоїдального профілю героторної передачі в умовах обкату. Запропонований спосіб шліфування може бути реалізований на внутрішньо-шліфувальних, профільно-шліфувальних або координатно-шліфувальних верстатах, до шліфувальної бабки яких приєднується спеціальне пристосування з привідним механізмом. Верстат оснащуються планетарним пристроєм, завдяки чому оброблювана деталь поз. 1 здійснює рух обкату, адекватний рухові при роботі циклоїдальної передачі при умові, що внутрішній ротор нерухомий. Шліфувальний круг 2 жорстко з'єднаний із зубчатим шківом 3 на одній осі, яка в свою чергу кріпиться в корпусі шліфувальної головки 4. Обертання шліфувального круга здійснюється від окремого приводу, через ремінну зубчату передачу 5. Зворотно-поступальний рух ω шліфувальної головки задається кінематикою верстата. В результаті узгоджених рухів виконавчих органів верстата, відбувається формоутворення кінцевого профілю оброблюваного колеса. Знімання припуску відбувається вздовж формоутворюючої лінії, яка кінематично породжується у вигляді синусоїди - графіку коливань інструмента, відображеного на поверхні оброблюваного профілю. Можливо застосовувати шліфувальні круги, що потребують і такі, що не потребують періодичної правки. Перевагою заявлюваного методу є стабілізація шорсткості на ділянках виступів і западин, та рівномірного її розподілу вздовж усієї внутрішньої циклоїдальної поверхні. 2 UA 110823 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 Спосіб шліфування внутрішнього профілю зовнішнього колеса героторної передачі в умовах планетарного обкату, який складається з позиціонування колеса на поворотному столі, надання складних рухів із заданою між ними швидкістю на поворотному столі, обертання шліфувального круга і його осьовий та радіальний рух подачі, при цьому шліфувальний круг входить всередину оброблюваного колеса для утворення профілю зуба, збереження радіуса профілю шліфувального круга, адекватно радіусу зубця внутрішнього колеса, а також збереження одної лінії контакту між шліфувальним кругом та внутрішньою периферійною поверхнею оброблюваного колеса, при цьому здійснюючи одночасно кутові та орбітальні рухи в однаковому кутовому напрямку, який відрізняється тим, що процес обробки розділяється на чорнове та чистове шліфування, причому для чорнового шліфування застосовується шліфувальний круг, профіль якого відповідає випуклій частині еквідистанти вкороченої епіциклоїди, а увігнута частина профілю за межами точок контакту інструмента з оброблюваним колесом виконана у вигляді прямих ліній, що співпадають з напрямком дотичних в цих точках, в той же час профіль інструмента для чистового шліфування являє собою увігнуту ділянку еквідистанти до вкороченої епіциклоїди, а випуклі ділянки за межами точок контакту, замінюються прямими лініями, паралельними осі абсцис. 3 UA 110823 C2 4 UA 110823 C2 Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюPidhaietskyi Mykhailo Matviiovych
Автори російськоюПодгаецкий Михаил Матвеевич
МПК / Мітки
МПК: B21K 1/30, B24B 5/36, B23P 15/14, B24B 19/08
Мітки: обкату, спосіб, колеса, зовнішнього, героторної, шліфування, передачі, внутрішнього, планетарного, профілю, умовах
Код посилання
<a href="https://ua.patents.su/7-110823-sposib-shlifuvannya-vnutrishnogo-profilyu-zovnishnogo-kolesa-gerotorno-peredachi-v-umovakh-planetarnogo-obkatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування внутрішнього профілю зовнішнього колеса героторної передачі в умовах планетарного обкату</a>
Спосіб обробки внутрішніх зубців зовнішнього зубчастого колеса позацентроїдного внутрішнього цівкового зачеплення
Номер патенту: 55734
Опубліковано: 15.04.2003
Автори: Підгаєцький Михайло Матвійович, Скібінський Олександр Іванович, Валявський Андрій Олександрович
МПК: B23F 15/00
Мітки: позацентроїдного, зубчастого, внутрішнього, спосіб, цівкового, обробки, внутрішніх, зовнішнього, зубців, колеса, зачеплення
Формула / Реферат:
1. Спосіб обробки внутрішніх зубців зовнішнього зубчастого колеса позацентроїдного внутрішнього цівкового зачеплення, який створює верстатне зачеплення і повторює роботу передачі, в якій внутрішнє колесо є однолезовим інструментом, а зовнішнє - деталлю, і кожне з яких обертається навколо власних осей, який відрізняється тим, що однолезовий інструмент на кожному наступному проході змінює радіус власної центроїди від мінімального значення, при...
Спосіб планетарного шліфування
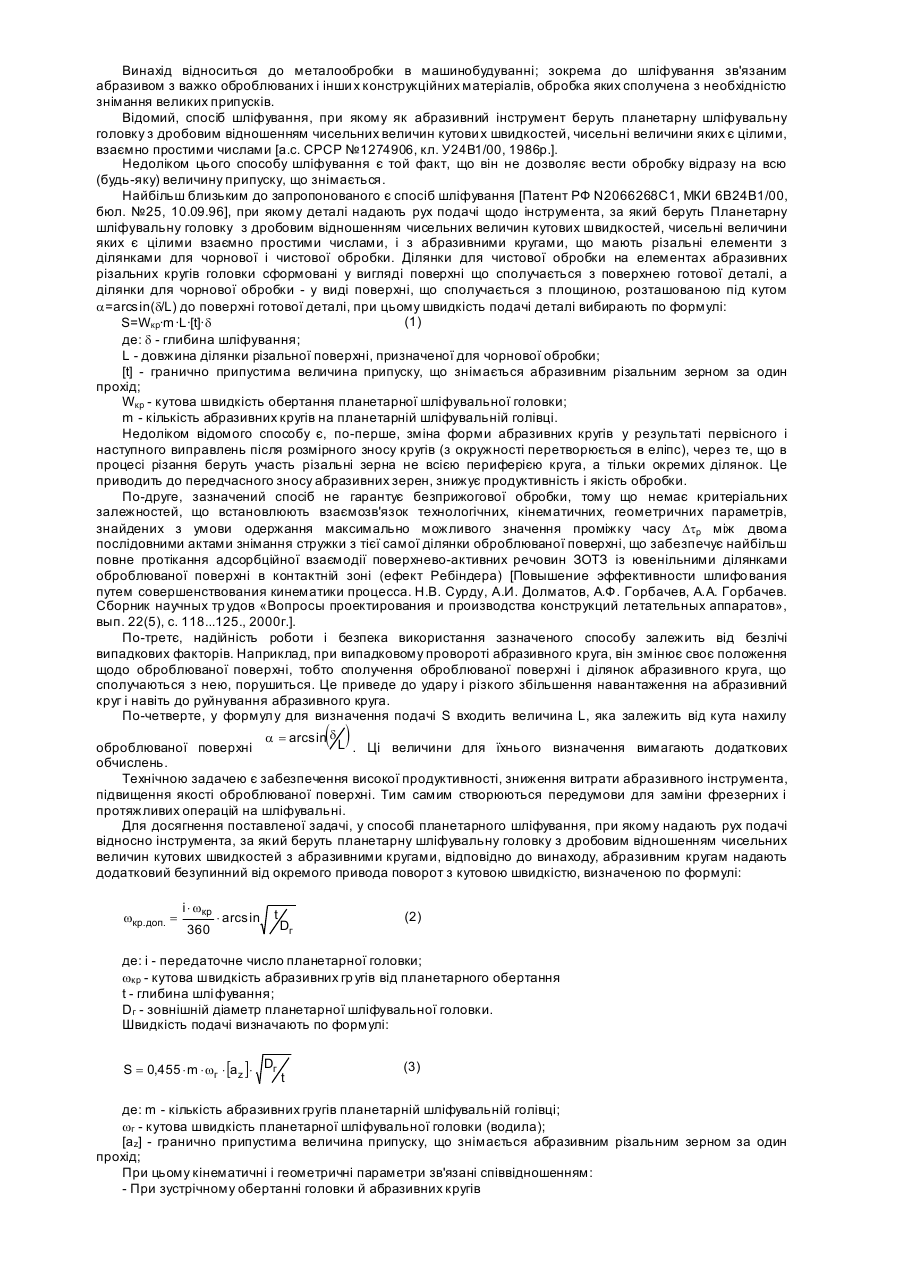
Номер патенту: 78872
Опубліковано: 25.04.2007
Автори: Сурду Микола Васильович, Горбачов Олексій Олександрович, Долматов Анатолій Іванович, Телегін Олексій Васильович
МПК: B24B 1/00
Мітки: шліфування, спосіб, планетарного
Формула / Реферат:
1. Спосіб планетарного шліфування, при якому деталі надають руху подачі відносно інструмента, за який беруть планетарну шліфувальну головку з дробовим відношенням чисельних величин кутових швидкостей з абразивними кругами, який відрізняється тим, що абразивним кругом надають додаткового безупинного, від окремого приводу, повороту з кутовою швидкістю, обрахованою за формулою:
Інструмент для обробки коліс позацентроїдних циклоїдальних і епіциклоїдальних передач внутрішнього зачеплення
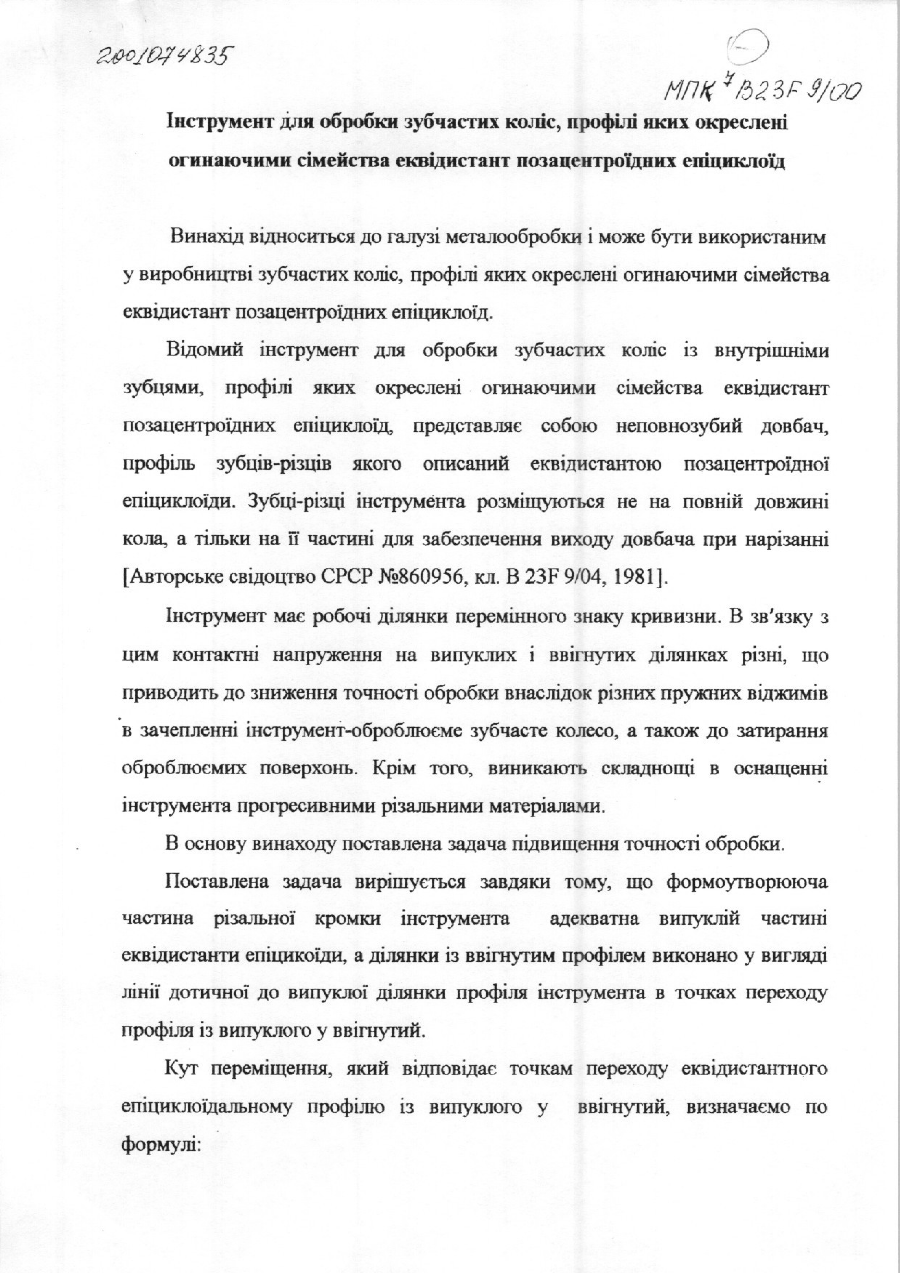
Номер патенту: 46410
Опубліковано: 16.08.2004
Автори: Скібінський Олександр Іванович, Підгаєцький Михайло Матвійович
МПК: B23F 9/00
Мітки: коліс, циклоїдальних, передач, обробки, зачеплення, епіциклоїдальних, позацентроїдних, інструмент, внутрішнього
Формула / Реферат:
1. Інструмент для обробки зубчастих коліс позацентроїдних циклоїдальних передач внутрішнього зачеплення, профілі яких окреслені обвідними сім’ї еквідистант позацентроїдних епіциклоїд або цівкових коліс позацентроїдних епіциклоїдальних цівкових передач внутрішнього зачеплення, профілі яких окреслені дугами кола, виконаний у вигляді довбача, в основу профілювання зубців-різців якого покладено еквідистанту позацентроїдної епіциклоїди, який...
Прилад для викреслювання евольвентного профілю зубців методом обкату
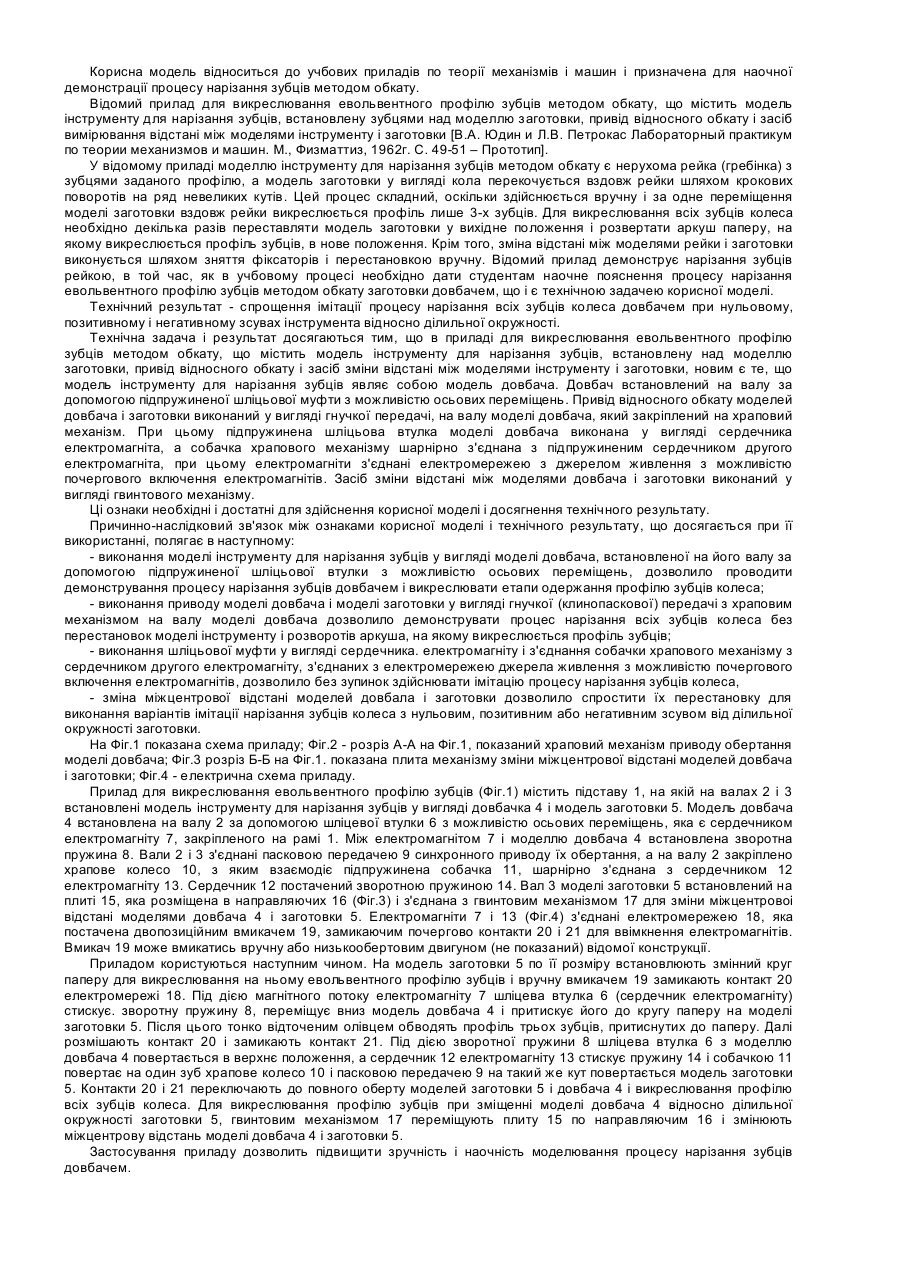
Номер патенту: 8723
Опубліковано: 15.08.2005
Автор: Грабовой Іван Іванович
МПК: G09B 25/00, B23F 1/00
Мітки: евольвентного, обкату, прилад, зубців, викреслювання, профілю, методом
Формула / Реферат:
Прилад для викреслювання евольвентного профілю зубців методом обкату, що містить модель інструменту для нарізання зубців, встановлену зубцями над моделлю заготовки, привід відносного обкату і засіб зміни відстані між моделями інструменту і заготовки, який відрізняється тим, що модель інструменту для нарізання зубців являє собою модель довбача, встановлену на валу з допомогою підпружиненої шліцьової втулки з можливістю осьових переміщень,...
Пристрій та спосіб планетарного шліфування плоских поверхонь
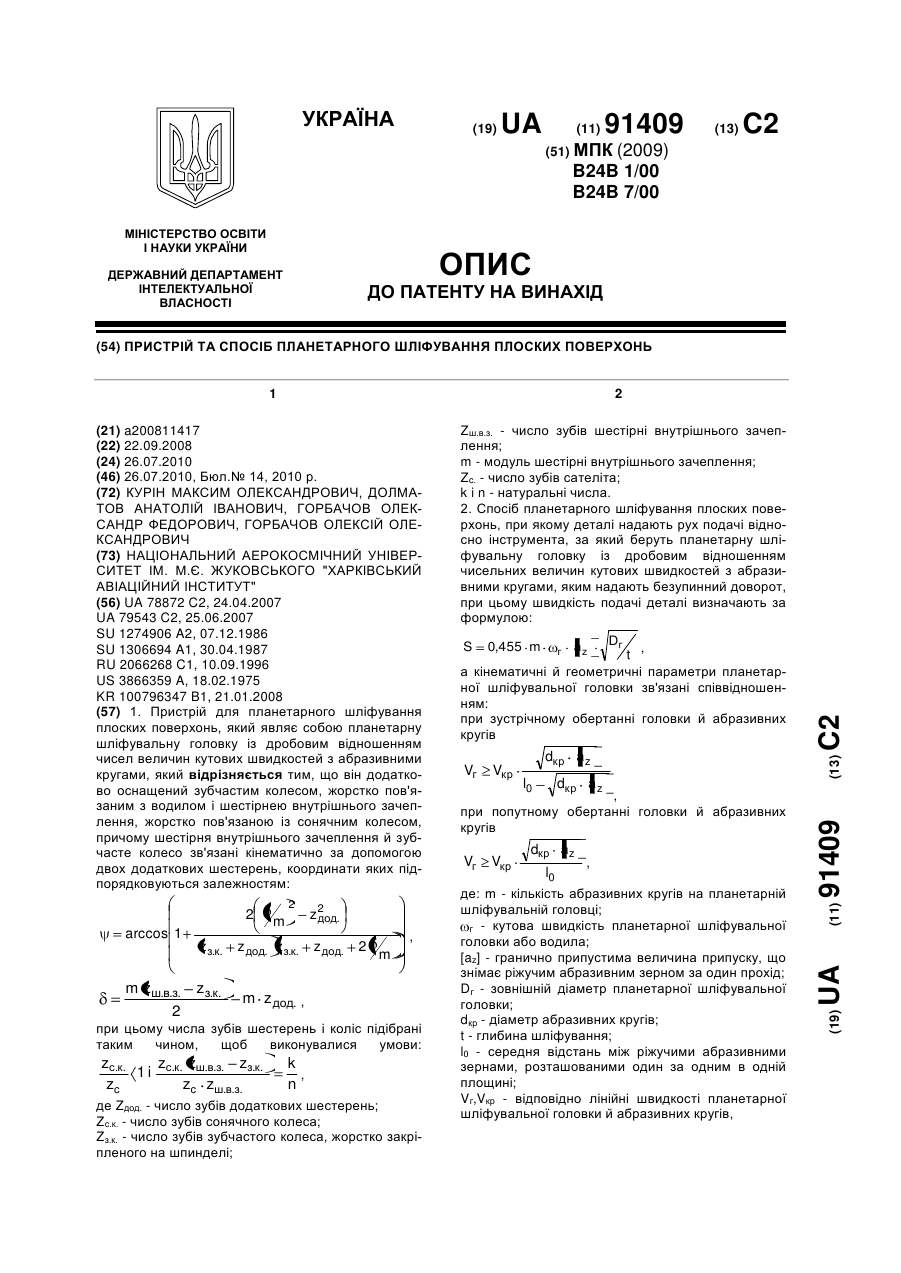
Номер патенту: 91409
Опубліковано: 26.07.2010
Автори: Долматов Анатолій Іванович, Горбачов Олексій Олександрович, Горбачов Олександр Федорович, Курін Максим Олександрович
Мітки: поверхонь, плоских, шліфування, пристрій, планетарного, спосіб
Формула / Реферат:
1. Пристрій для планетарного шліфування плоских поверхонь, який являє собою планетарну шліфувальну головку із дробовим відношенням чисел величин кутових швидкостей з абразивними кругами, який відрізняється тим, що він додатково оснащений зубчастим колесом, жорстко пов'язаним з водилом і шестірнею внутрішнього зачеплення, жорстко пов'язаною із сонячним колесом, причому шестірня внутрішнього зачеплення й зубчасте колесо зв'язані кінематично за...
Попередній патент: Піперидинілмонокарбонові кислоти як агоністи s1p1-рецепторів
Наступний патент: Удосконалений повітряний фільтр
Випадковий патент: Спосіб добування в'яжучого для шляхового будівництва