Спосіб реалізації активного методу вимірювання і корегування зносу інструменту з використанням лазерних приладів на основі інтегрованої системи автоматизації виробництва штампів
Номер патенту: 111088
Опубліковано: 25.10.2016
Автори: Кудряшов Володимир Олексійович, Коломієць Леонід Володимирович, Клещов Геннадий Михайлович, Клещов Максим Геннадійович
Формула / Реферат
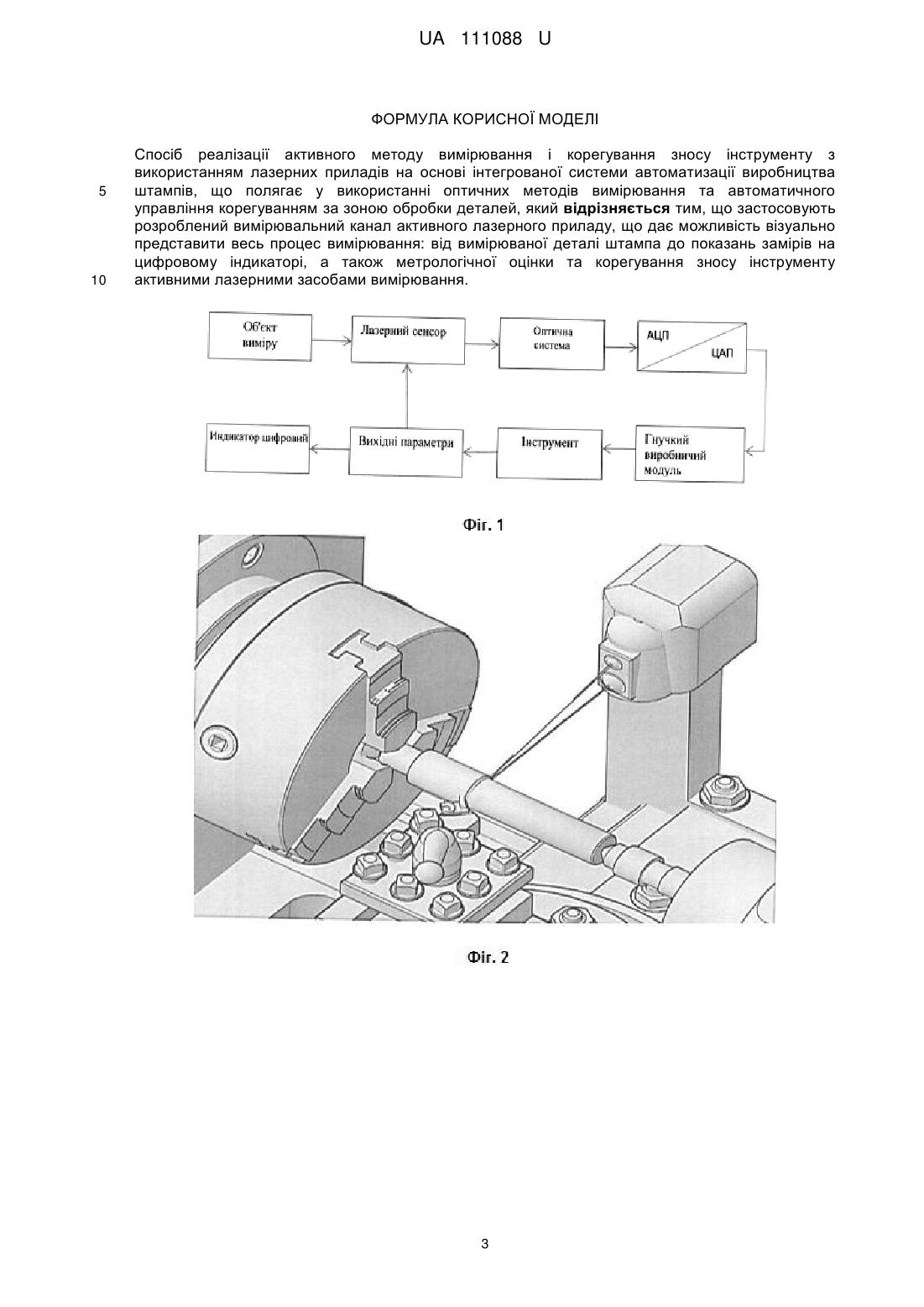
Спосіб реалізації активного методу вимірювання і корегування зносу інструменту з використанням лазерних приладів на основі інтегрованої системи автоматизації виробництва штампів, що полягає у використанні оптичних методів вимірювання та автоматичного управління корегуванням за зоною обробки деталей, який відрізняється тим, що застосовують розроблений вимірювальний канал активного лазерного приладу, що дає можливість візуально представити весь процес вимірювання: від вимірюваної деталі штампа до показань замірів на цифровому індикаторі, а також метрологічної оцінки та корегування зносу інструменту активними лазерними засобами вимірювання.
Текст
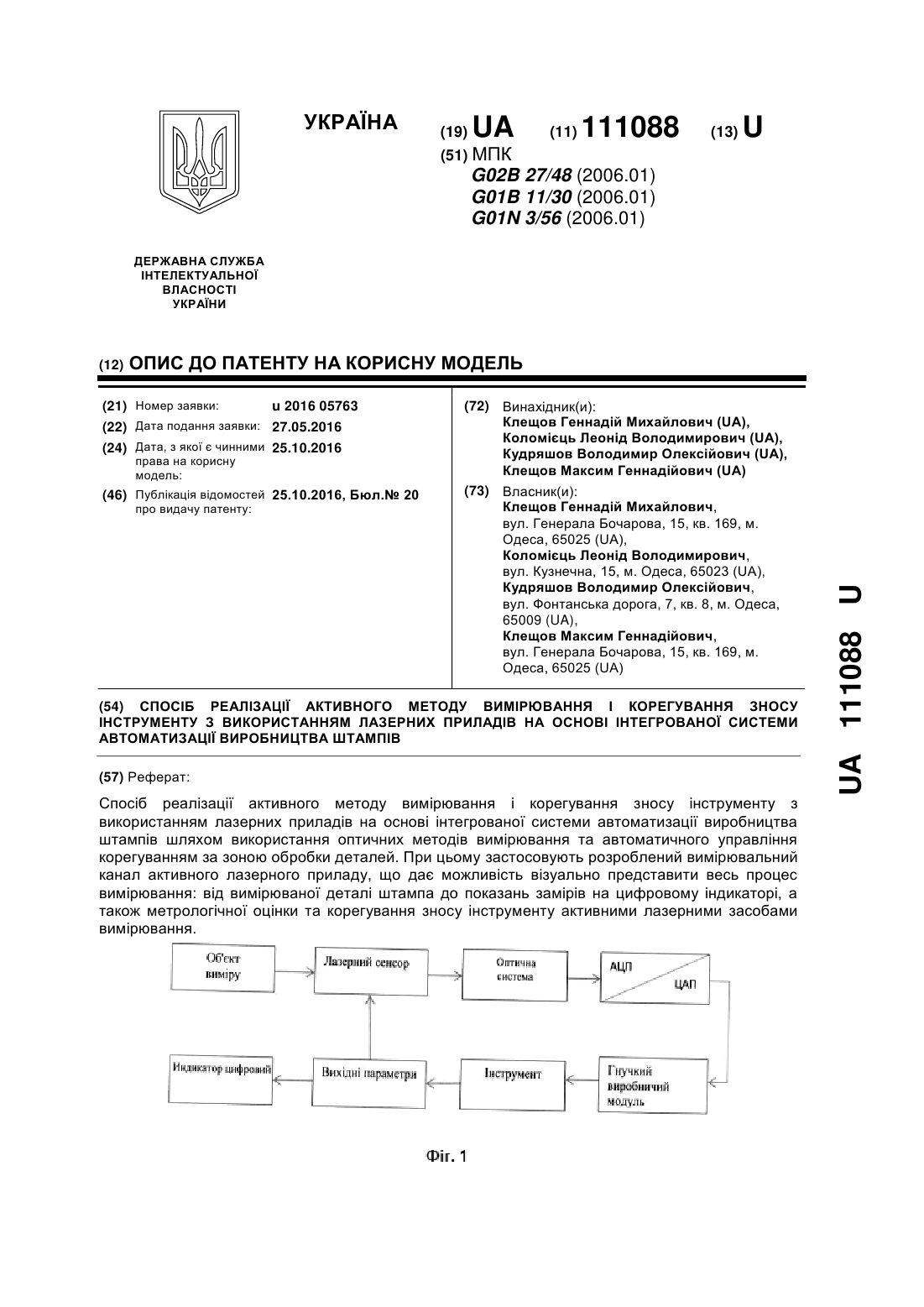
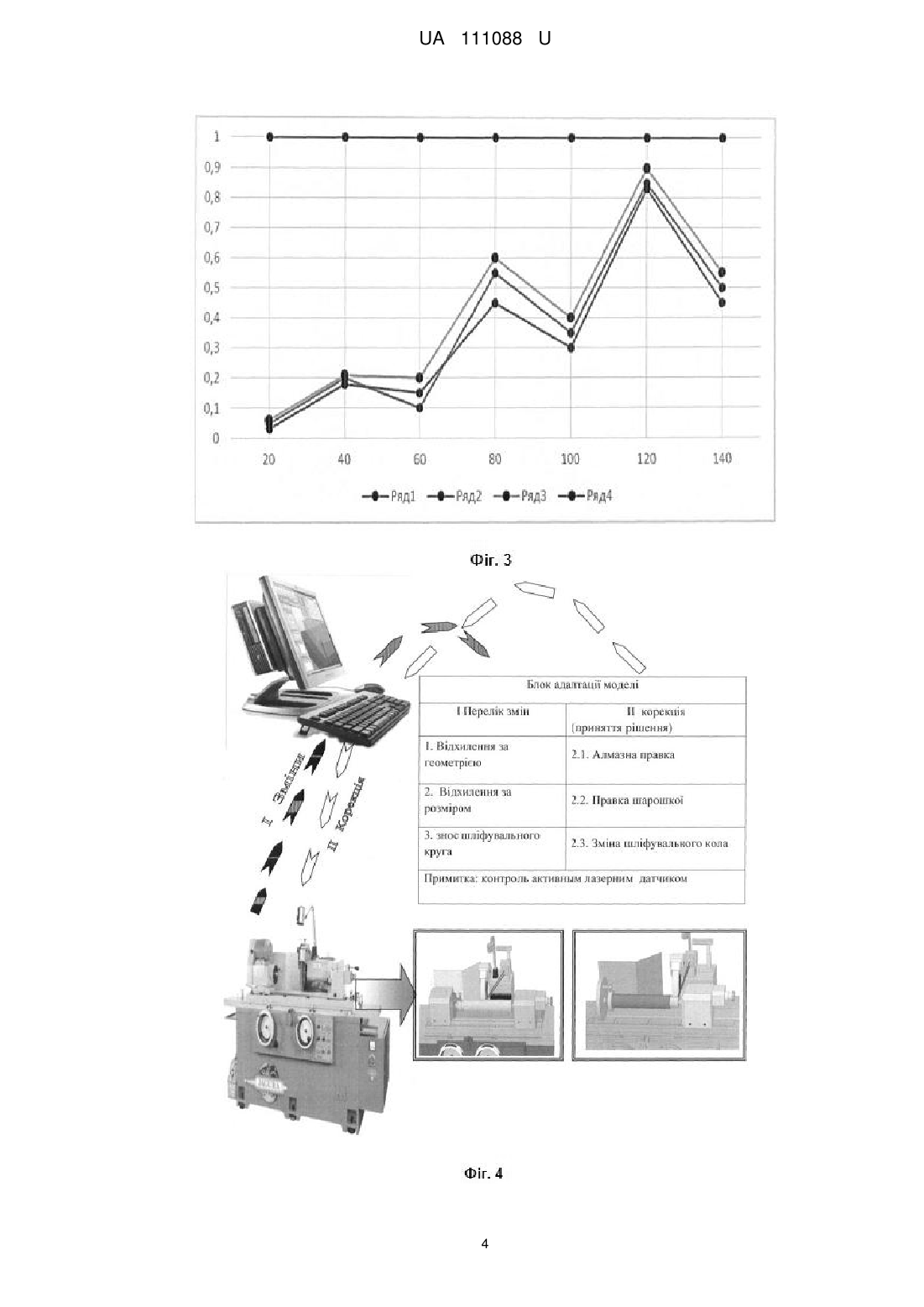
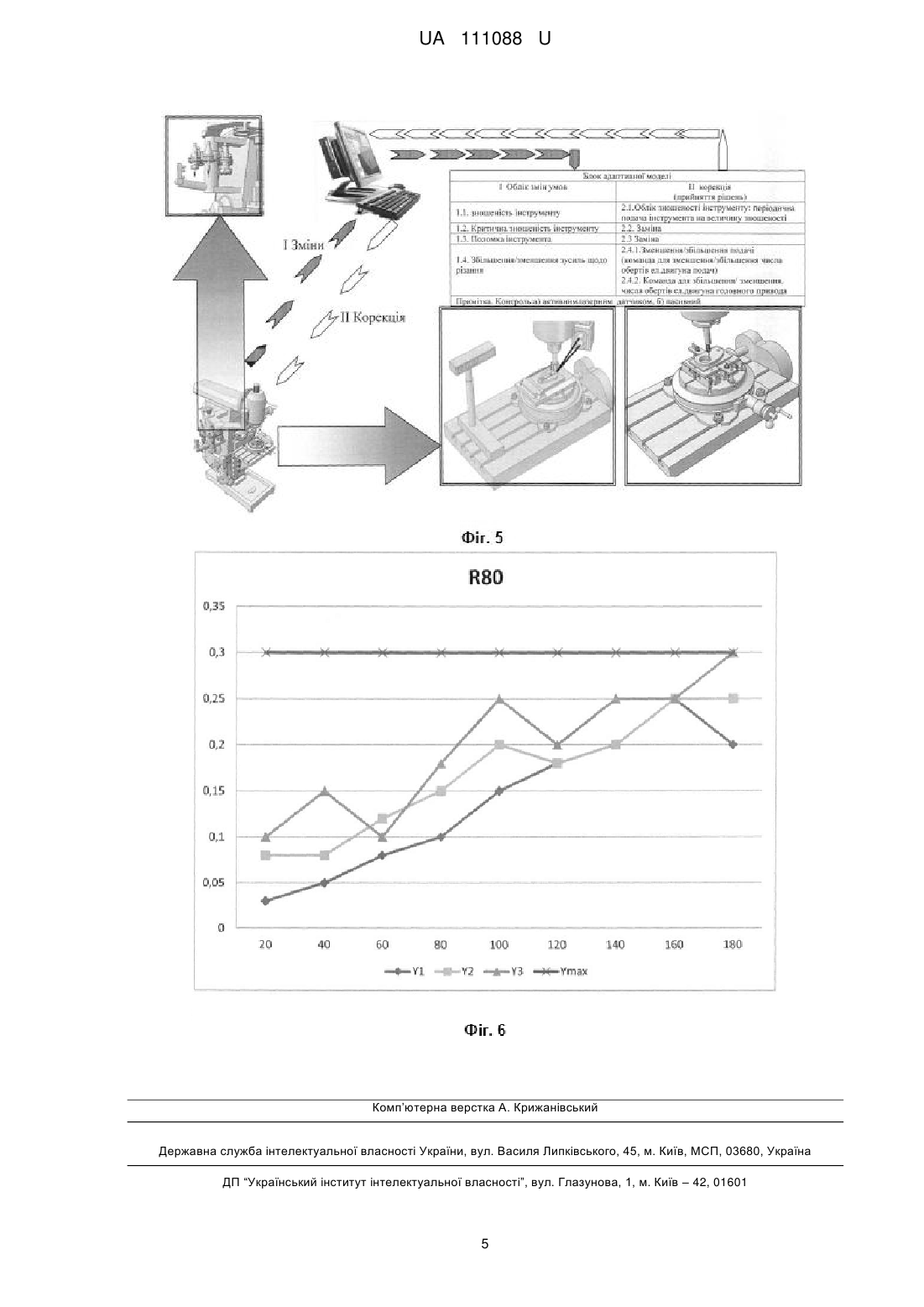
Реферат: Спосіб реалізації активного методу вимірювання і корегування зносу інструменту з використанням лазерних приладів на основі інтегрованої системи автоматизації виробництва штампів шляхом використання оптичних методів вимірювання та автоматичного управління корегуванням за зоною обробки деталей. При цьому застосовують розроблений вимірювальний канал активного лазерного приладу, що дає можливість візуально представити весь процес вимірювання: від вимірюваної деталі штампа до показань замірів на цифровому індикаторі, а також метрологічної оцінки та корегування зносу інструменту активними лазерними засобами вимірювання. UA 111088 U (12) UA 111088 U UA 111088 U 5 10 15 20 25 Корисна модель, що пропонується, належить до галузі технологічних процесів в машинобудуванні і призначена для підвищення якості діагностики та корегування зносу ріжучого інструменту при обробці деталей за рахунок використання оптичних методів вимірювання та автоматичного управління корегуванням. Пропонується замість існуючих пасивних (ручних) вимірювань за допомогою штангенциркулів, мікрометрів, індикаторів, вимірювальних скоб, контрольно-вимірювальні машин за зоною обробки деталей застосовувати активні лазерні засоби вимірювання. При створенні високоавтоматизованих гнучких продуктивних систем необхідно використовувати спеціальні діагностичні пристрої, які здійснюють надійний автоматичний контроль за станом основних вузлів і процесів в верстаті при металообробці. При цьому особлива увага приділяється ріжучому інструменту і його працездатності, так як несвоєчасне виявлення відмов інструменту може мати найрізноманітніші наслідки - від появи браку до аварії верстата і т.д. У зв'язку з цим необхідно передбачати контроль поточного стану ріжучого інструменту з заміною відмов інструменту резервним, а при необхідності і з заміною забракованої заготовки. Вибір методів і засобів контролю та діагностування ріжучого інструменту тісно пов'язаний з вивченням з найбільш поширених відмов, причин виникнення і можливих наслідків. При цьому важливе виявлення таких відмов, які призводять до великих простоїв обладнання і високих витрат. З метою підвищення працездатності автоматизованого обладнання, забезпечення даної розмірної точності виготовлених виробів з досить низькою шорсткістю поверхні обробки передбачається введення пристрою діагностування процесу різання. На фіг. 1 представлена структурна схема вимірювального каналу активного лазерного приладу. У випадку невідповідності вхідних параметрів вихідним спрацьовує зворотний зв'язок, приводячи їх в оптимальну відповідність. Кожен блок в процесі роботи і навколишнє середовище вносять певну похибку, яка представлена у вигляді бюджету похибок в таблиці. Таблиця Формування бюджету похибок вимірювань Вид елемента Вид похибки Тиск навколишнього Основна похибка приладу середовища Робочий діапазон, Коефіцієнт впливу температур температур Основна похибка температурна похибка Лазерний датчик Похибка лічильника від коливання напруг мережі Оптична система Похибка оптичної системи АЦП/ЦАП Похибка перетворювань Похибка напрямних по осі X та У Гнучкий виробничий Похибка установки пристосування модуль (ГВМ) на поворотному столі Похибка шпиндельного вузла Інструмент (фреза, Похибка установки інструменту різець) Індикатор цифровий Похибка шкали індикатора 30 35 Числове значення ±0,1 % ψt=±0,2 % ±3 мкм ±0,2 % 10 % 3% 1% ±1 мкм ±3 мкм ±0,2 % ±0,2 % ±0,15 % Практична реалізація активного лазерного контролю - токарна обробка направляючої колонки штампа з активним лазерним контролем і триразовим коригуванням зносу інструменту різця зображені на фіг. 2, 3; фрезерна обробка на гнучкому виробничому модулі пуансонматриці – на фіг. 5, 6 і шліфувальна обробка направляючої колонки штампа – на фіг. 4. Структурна схема вимірювального каналу активного лазерного приладу, що розроблена, дає можливість візуально представити весь процес вимірювання: від вимірюваної деталі штампа до показань замірів на цифровому індикаторі, а також корегування зносу ріжучого інструменту. 1 UA 111088 U 5 10 15 20 25 30 35 40 45 50 55 Бюджет похибок дозволяє врахувати їх і значно підвищити якість продукції, що виробляється. Розкид результатів вимірювань (відхилень) від номінальних розмірів при триразовому коригуванні зносу інструменту на підставі показань лазерного тріангуляційного датчика при токарній обробці направляючої колонки штампа представлена на діаграмі фіг. 3, а при фрезерній обробці на гнучкому виробничому модулі пуансон-матриці - на діаграмі фіг. 6. На фіг. 4 зображено як здійснюється фінішна обробка двох діаметрів направляючої колонки штампа на круглошліфувальному верстаті. Лазерний датчик активно вимірює шліфовані діаметри і передає виміри в цифровий індикатор для візуального контролю та так само передає результати вимірів ПК, який має блок адаптації і, при необхідності, здійснює коригування зносу шліфувального круга: автоматичну (триразову) подачу шліфувального круга на значення зносу, дає команду на алмазну правку або заміну шліфувального круга. Ці операції, можливо виконувати як для основного виробництва, так і для ремонту. Поєднання операцій на одному обладнанні (централізована обробка) істотно зменшує похибки. Основні етапи створеного способу реалізації активного методу вимірювання і коректування інструменту з використанням лазерних приладів на основі інтегрованої системи автоматизації виробництва штампів дозволили провести аналіз стану розробок, здійснити дослідження і створити якісну систему поетапного впровадження на Державному підприємстві "Одеський авіаційний завод" (ДП "ОA3"). Корисну модель пояснюють креслення, на яких зображено: Фіг. 1 - Структурна схема вимірювального каналу активного лазерного приладу. Фіг. 2 - Токарна обробка направляючої колонки штампа з активним лазерним контролем і триразовим коригуванням зносу інструменту - різця Фіг. 3 - Триразова коригування зносу інструменту на підставі показань лазерного тріангуляційного датчика при токарній обробці направляючої колонки штампа (діаграма 1). Фіг. 4 - Шліфувальна обробка направляючої колонки штампа Фіг. 5 - Фрезерна обробка на гнучкому виробничому модулі пуансон-матриці. Фіг. 6 - Триразове коригування зносу інструменту на підставі показань лазерного тріангуляційного датчика при фрезерній обробці на гнучкому виробничому модулі пуансонматриці (діаграма 2). Джерела інформації: 1. Квасников В.П. Патент "Метод інтегрованої наскрізної підготовки виробництва та виготовлення деталей штампів", № 48027 від 10.03.2010, бюл. № 5 / В.П. Квасников, Л.В. Коломієць, Г.М. Клещов та ін. - К.: 2010. 2. Клещов Г.М. Адаптивна наскрізна комп'ютерна технологія управління підготовкою виробництва та виготовлення деталей штампів на базі штамп – напівфабрикатів / Г.М. Клещов. - Одеса. // Під загальною редакцією доктора технічних наук, професора Л.В. Коломійця. - 2010. – 283 с. 3. Клещев Г.М. Лазерные средства измерения активного контроля инструмента штампов холодной листовой штамповки / Г.М. Клещев, А.Г. Биличенко и др. // Міжнародний науковотехнічний журнал "Вимірювальна та обчислювальна техніка в технологічних процесах". Хмельницький. - Вип. № 1. - 2015. - С. 204-208. 4. Щепетов А.Г. Теория, расчет и проектирование измерительных устройств. - М.:МГУПИ, 2004. 5. Клещев Г.М. Исследование "новой технологии" производства деталей штампов на основе использования приборов средств измерения / Г.М.Клещев // Міжнародний науково-технічний журнал "Вимірювальна та обчислювальна техніка в технологічних процесах". - Хмельницький. Вип. № 2. - 2015. - С. 154-158. 6. Клещов Г.М. Розрахунок та дослідження максимальної наведеної похибки від нелінійності статичної характеристики при використанні лазерних приладів у процесі виробництва штампів для деталей авіабудування / Г.М. Клещов, І.В. Політучий // Міжнародний науково-технічний журнал "Вимірювальна та обчислювальна техніка в технологічних процесах". - Хмельницький. Вип. № 3. - 2015. - С. 179-182. 7. Клещев Г.М., Гонтарь А.А., Кручек К.В., Волосюк С.Ф., Шкорупеев С.Д., Политучий И.В. Методология активного метода измерения лазерными приборами и корректировка износа режущего инструмента в процессе обработки деталей штампов по "новой технологии". Міжнародний науково-технічний журнал "Вимірювальна та обчислювальна техніка в технологічних процесах". - Хмельницький. - Вип. № 1. - 2016. 2 UA 111088 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб реалізації активного методу вимірювання і корегування зносу інструменту з використанням лазерних приладів на основі інтегрованої системи автоматизації виробництва штампів, що полягає у використанні оптичних методів вимірювання та автоматичного управління корегуванням за зоною обробки деталей, який відрізняється тим, що застосовують розроблений вимірювальний канал активного лазерного приладу, що дає можливість візуально представити весь процес вимірювання: від вимірюваної деталі штампа до показань замірів на цифровому індикаторі, а також метрологічної оцінки та корегування зносу інструменту активними лазерними засобами вимірювання. 3 UA 111088 U 4 UA 111088 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюKudriashov Volodymyr Oleksiiovych
Автори російськоюКудряшов Владимир Алексеевич
МПК / Мітки
МПК: G02B 27/48, G01B 11/30, G01N 3/56
Мітки: виробництва, штампів, системі, спосіб, методу, активного, основі, автоматизації, інструменту, інтегрованої, використанням, лазерних, реалізації, зносу, корегування, вимірювання, приладів
Код посилання
<a href="https://ua.patents.su/7-111088-sposib-realizaci-aktivnogo-metodu-vimiryuvannya-i-koreguvannya-znosu-instrumentu-z-vikoristannyam-lazernikh-priladiv-na-osnovi-integrovano-sistemi-avtomatizaci-virobnictva-shtampiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб реалізації активного методу вимірювання і корегування зносу інструменту з використанням лазерних приладів на основі інтегрованої системи автоматизації виробництва штампів</a>
Система автоматичного вимірювання розмірного зносу інструменту
Номер патенту: 64961
Опубліковано: 25.11.2011
Автори: Полуніна Людмила Володимирівна, Мельник Максим Сергійович, Ковальов Віктор Дмитрович, Васильченко Яна Василівна
МПК: B23B 25/00
Мітки: система, розмірного, інструменту, вимірювання, автоматичного, зносу
Формула / Реферат:
Система вимірювання розмірного зносу інструменту, що містить відліковий та перетворюючий пристрої, яка відрізняється тим, що має датчик відстані, встановлений на супорті верстата і жорстко зв'язаний з базою різального інструменту з можливістю взаємодії з поверхнею деталі, що оброблена.
Метод інтегрованої наскрізної підготовки виробництва та виготовлення деталей штампів
Номер патенту: 48027
Опубліковано: 10.03.2010
Автори: Сбітнев Віктор Данилович, Лещенко Олег Іванович, Коломієць Леонід Володимирович, Квасніков Володимир Павлович, Клещов Геннадий Михайлович, Кудряшов Володимир Олексійович
МПК: B21D 22/02
Мітки: підготовки, виробництва, метод, деталей, інтегрованої, наскрізної, виготовлення, штампів
Формула / Реферат:
Метод інтегрованої наскрізної підготовки виробництва та виготовлення деталей штампів, оснований на послідовному виконанні дій по формуванню замовлень, підготовці конструкторсько-технологічної документації, виготовленню деталей штампів та доробці штампів, який відрізняється формуванням замовлень за типорозмірами деталей штампів, підготовкою конструкторсько-технологічної документації для типорозмірів деталей (штамп-напівфабрикатів),...
Спосіб непрямого вимірювання комплексних опорів з використанням активного та реактивного зразкових опорів
Номер патенту: 85572
Опубліковано: 25.11.2013
Автори: Білан Микола Антонович, Касьянов Олександр Олегович, Білан Антон Миколайович, Касьянова Алла Миколаївна
МПК: G01R 27/00
Мітки: непрямого, реактивного, активного, опорів, зразкових, комплексних, спосіб, використанням, вимірювання
Формула / Реферат:
Спосіб непрямого вимірювання комплексних опорів з використанням активного і реактивного зразкових опорів, що включає створення вимірювального ланцюга, вимірювання в ньому трьох напруг, по яких знаходять складові комплексного опору, який відрізняється тим, що крім активного , вихід якого приєднують до загальної точки 0 (землі), використовується і зразковий реактивний
Пристрій для вимірювання швидкості зносу ріжучого інструмента

Номер патенту: 70582
Опубліковано: 25.06.2012
Автори: Заєць Сергій Сергійович, Демченко Марія Олександрівна, Волобуєва Галина Василівна, Шевченко Вадим Володимирович, Матвієнко Сергій Миколайович, Заєць Вікторія Сергіївна
МПК: G01N 3/58
Мітки: пристрій, зносу, ріжучого, вимірювання, швидкості, інструмента
Формула / Реферат:
Пристрій для вимірювання швидкості зносу ріжучого інструмента, що містить термопару, що утворюється ріжучим інструментом і оброблюваною деталлю, державку ріжучого інструмента, яку охоплює магнітний сердечник з обмоткою, між державкою ріжучого інструмента і магнітним сердечником розміщена ізоляційна прокладка, підсилювач з'єднаний з обмоткою магнітного сердечника, вихід підсилювача з'єднаний з входом реєструючого приладу, який відрізняється...
Спосіб визначення зносу різального інструменту у процесі механічної обробки матеріалів точінням
Номер патенту: 70879
Опубліковано: 25.06.2012
Автори: Німченко Тетяна Василівна, Філоненко Сергій Федорович, Косицька Тетяна Миколаївна
МПК: G01N 29/04, G01N 3/56
Мітки: процесі, обробки, інструменту, точінням, спосіб, механічної, матеріалів, зносу, визначення, різального
Формула / Реферат:
Спосіб визначення зносу різального інструменту у процесі механічної обробки матеріалів точінням, що включає виконання операції точіння з одночасним визначенням характеристик, за якими роблять висновки про знос різального інструменту, який відрізняється тим, що як вищезгадані характеристики реєструють випромінювання сигналів акустичної емісії, а знос різального інструменту визначають за дисперсією усередненої енергії реєстрованого...
Попередній патент: Спосіб остеосцинтиграфії при ендопротезуванні колінних суглобів хворих на ревматоїдний артрит
Випадковий патент: Музичний автомат