Спосіб формування зовнішньої різьби на кінці склопластикової труби та пристрій для його реалізації
Номер патенту: 111653
Опубліковано: 25.05.2016
Автори: Ківіренко Олег Борисович, Шопен Олександр Борисович, Хрістораднов-Катушєв Константін Євгєньєвіч
Формула / Реферат
1. Спосіб формування зовнішньої різьби на кінці склопластикової труби, який полягає у тому, що в згаданий кінець труби вставляють наконечник, після чого на нього садять матрицю-гайку, в порожнині якої розташований прес-матеріал для формування згаданої різьби, який відрізняється тим, що перед посадкою матраці-гайки, в порожнині якої розташований прес-матеріал, на кінець труби здійснюють її вакуумування, для чого зі згаданої порожнини відкачують гази для створення в ній розрідження і після чого здійснюють обертання вакуумованої матриці-гайки.
2. Пристрій для вакуумування матриці-гайки для реалізації способу, описаного за п. 1, який містить:
передню та задню бабки, які герметично обтискають матрицю-гайку з двох сторін,
при цьому щонайменше одна із згаданих бабок містить патрубок відводу газів з порожнини матриці-гайки.
3. Пристрій за п. 2, в якому патрубок відводу повітря містить клапан.
Текст
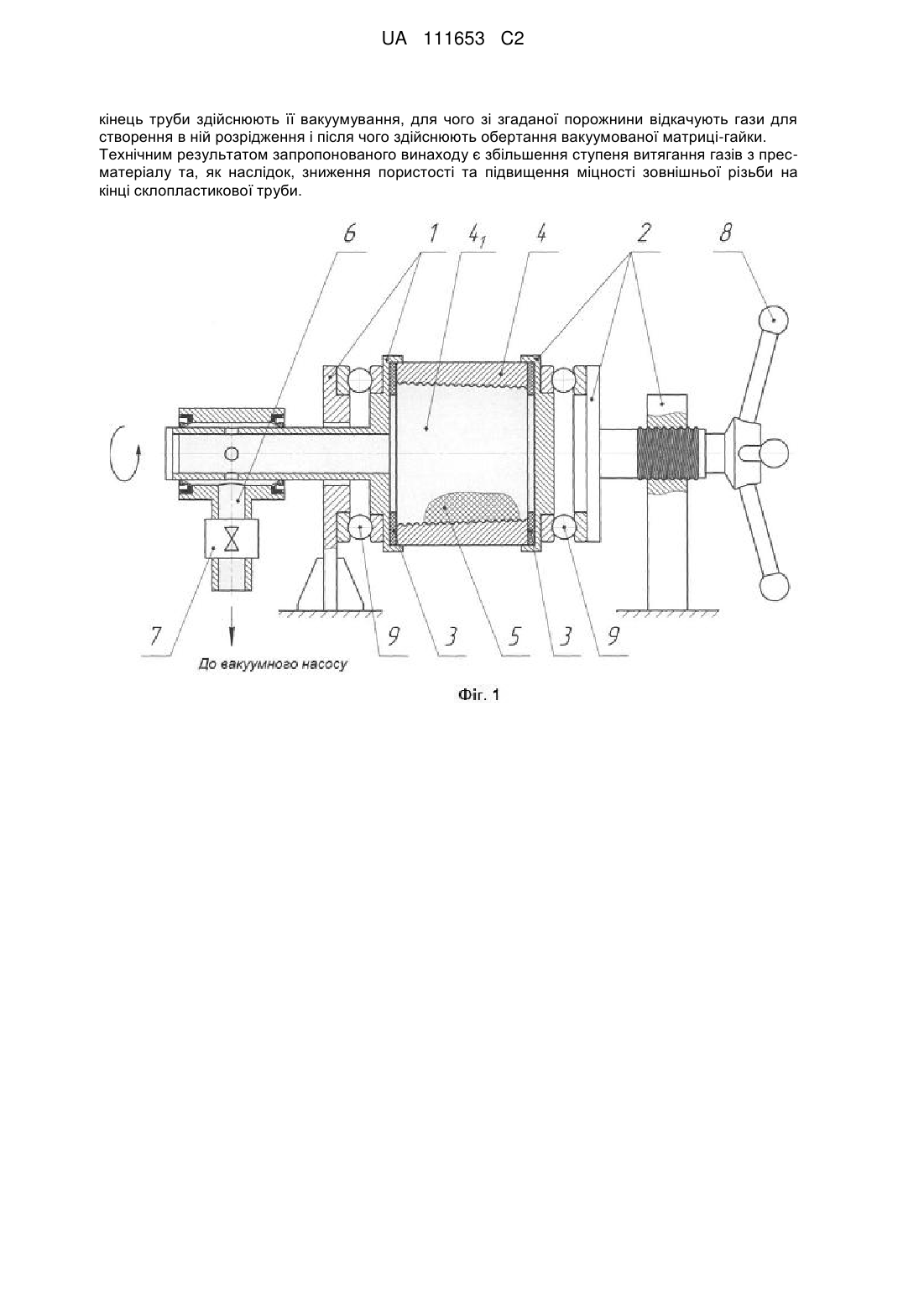
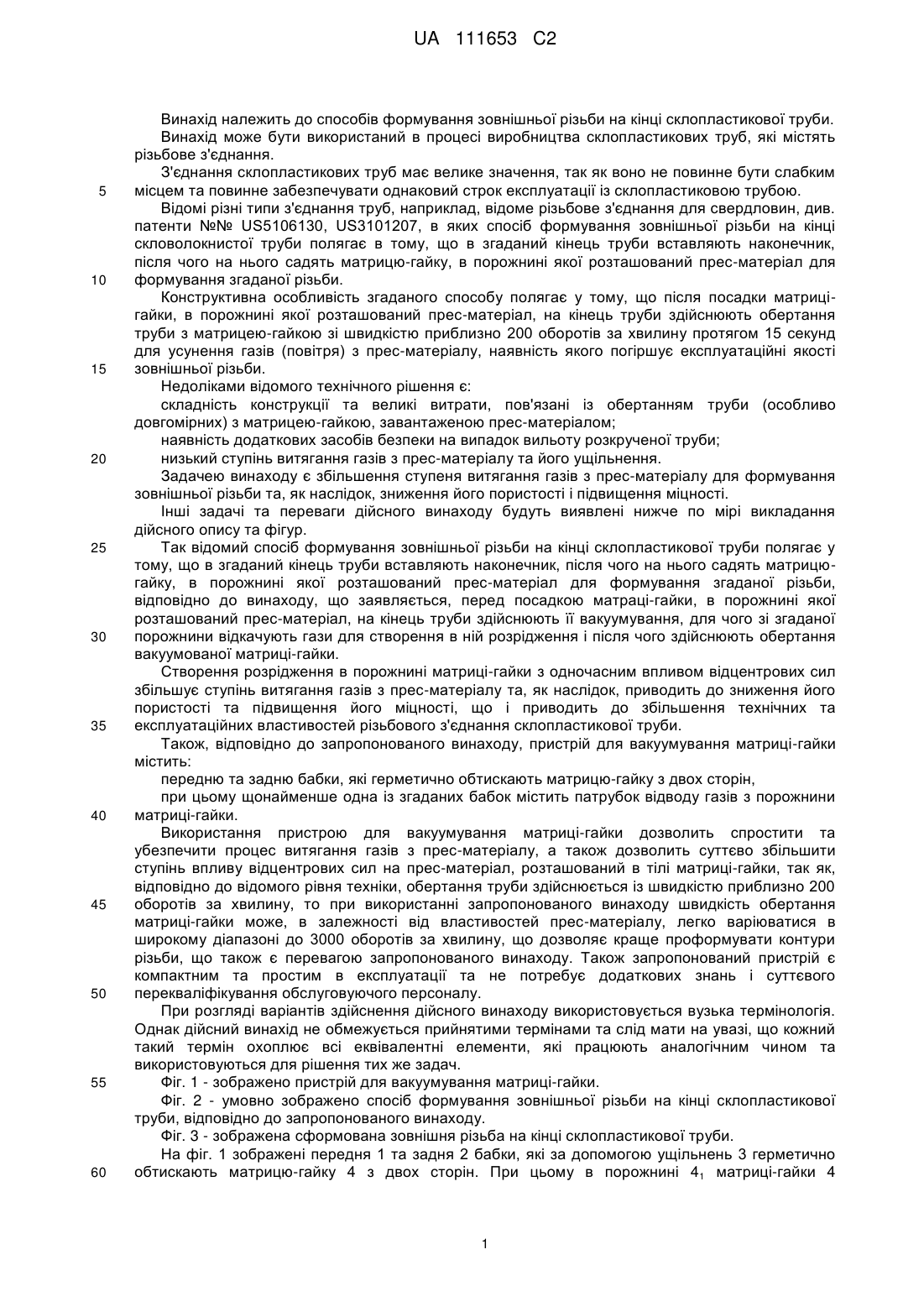
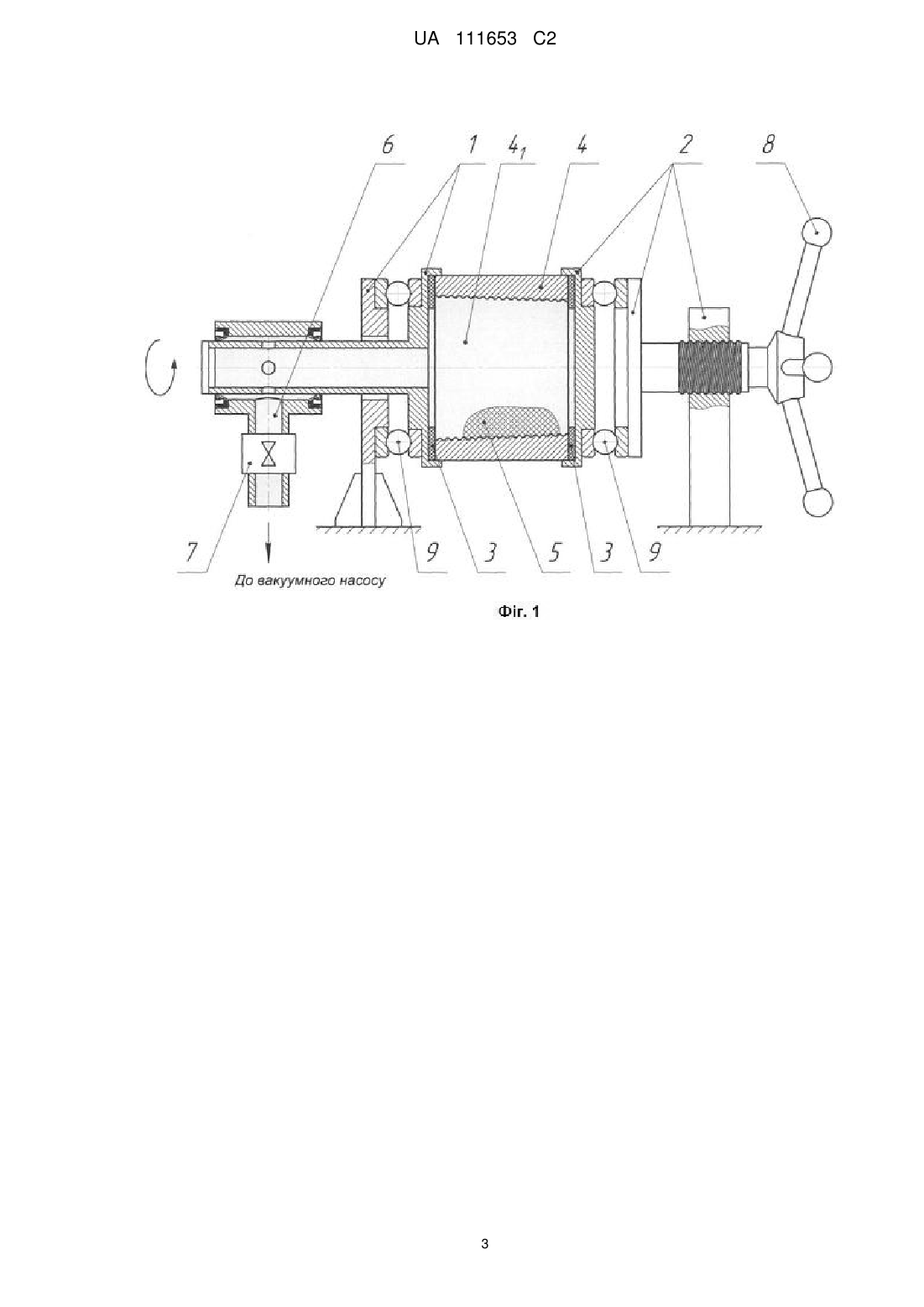
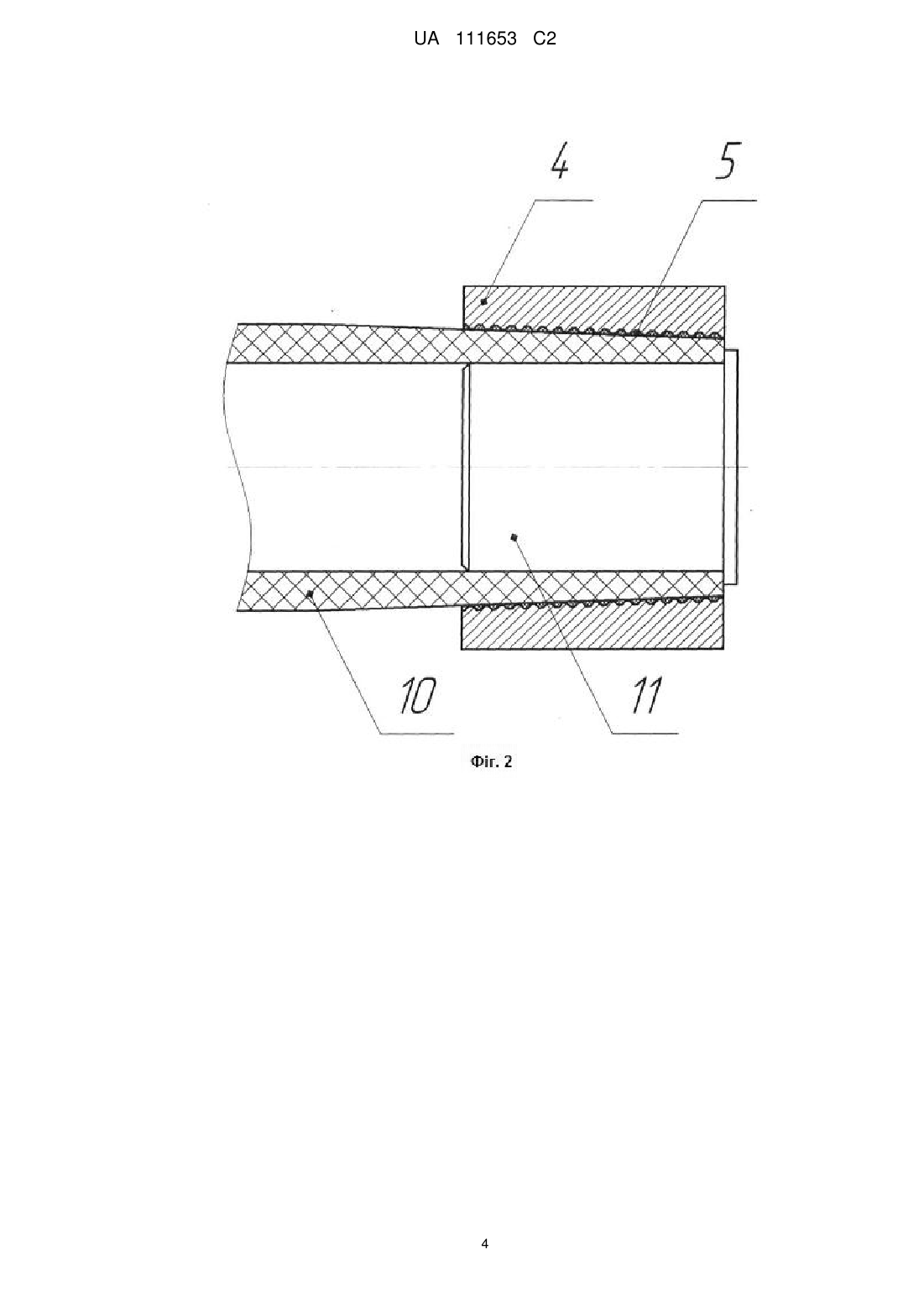
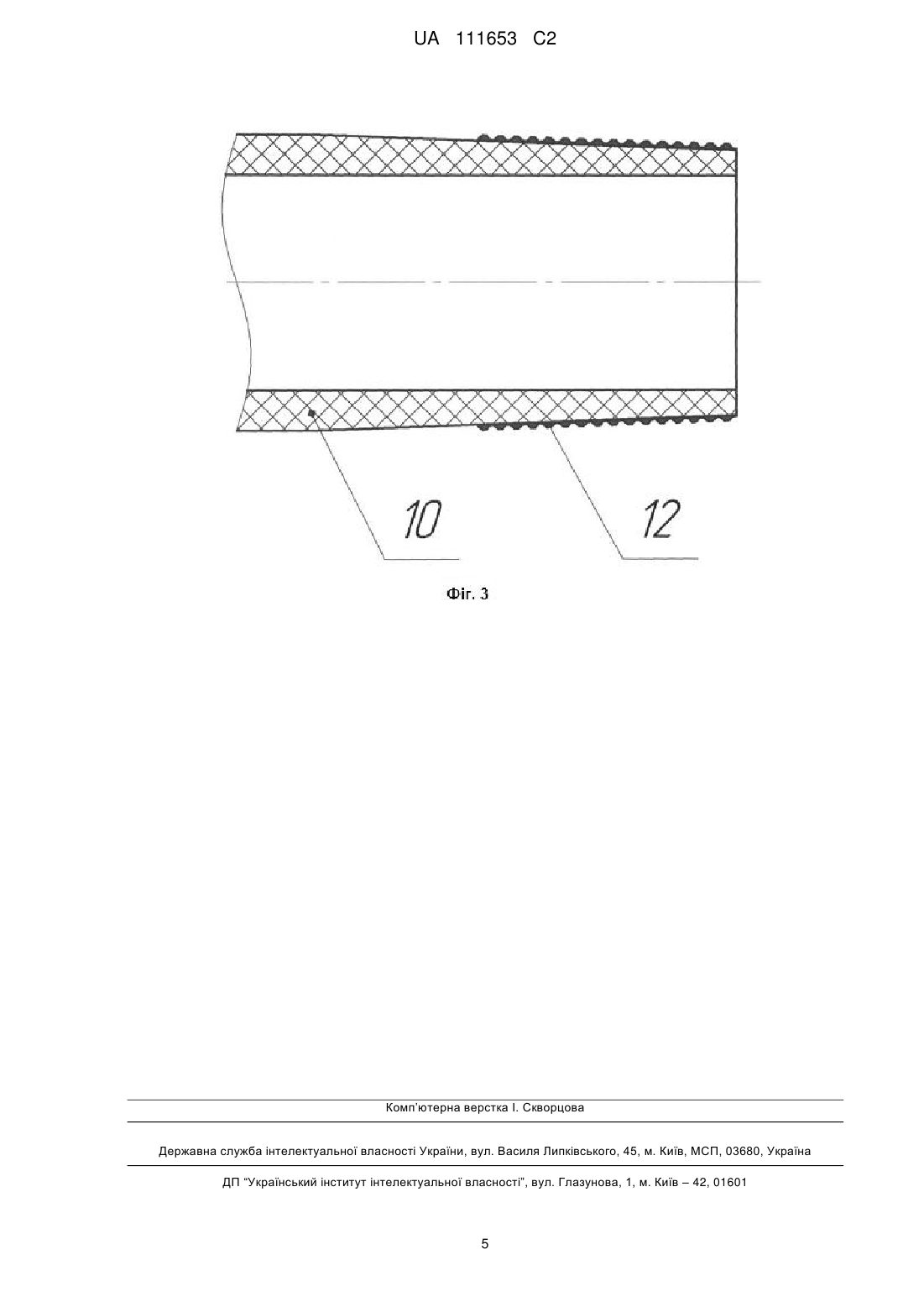
Реферат: Винахід належить до способів формування зовнішньої різьби на кінці склопластикової труби. Спосіб формування зовнішньої різьби на кінці склопластикової труби полягає у тому, що в згаданий кінець труби вставляють наконечник, після чого на нього садять матрицю-гайку, в порожнині якої розташований прес-матеріал для формування згаданої різьби. Згідно з винаходом, перед посадкою матриці-гайки, в порожнині якої розташований прес-матеріал, на UA 111653 C2 (12) UA 111653 C2 кінець труби здійснюють її вакуумування, для чого зі згаданої порожнини відкачують гази для створення в ній розрідження і після чого здійснюють обертання вакуумованої матриці-гайки. Технічним результатом запропонованого винаходу є збільшення ступеня витягання газів з пресматеріалу та, як наслідок, зниження пористості та підвищення міцності зовнішньої різьби на кінці склопластикової труби. UA 111653 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до способів формування зовнішньої різьби на кінці склопластикової труби. Винахід може бути використаний в процесі виробництва склопластикових труб, які містять різьбове з'єднання. З'єднання склопластикових труб має велике значення, так як воно не повинне бути слабким місцем та повинне забезпечувати однаковий строк експлуатації із склопластиковою трубою. Відомі різні типи з'єднання труб, наприклад, відоме різьбове з'єднання для свердловин, див. патенти №№ US5106130, US3101207, в яких спосіб формування зовнішньої різьби на кінці скловолокнистої труби полягає в тому, що в згаданий кінець труби вставляють наконечник, після чого на нього садять матрицю-гайку, в порожнині якої розташований прес-матеріал для формування згаданої різьби. Конструктивна особливість згаданого способу полягає у тому, що після посадки матрицігайки, в порожнині якої розташований прес-матеріал, на кінець труби здійснюють обертання труби з матрицею-гайкою зі швидкістю приблизно 200 оборотів за хвилину протягом 15 секунд для усунення газів (повітря) з прес-матеріалу, наявність якого погіршує експлуатаційні якості зовнішньої різьби. Недоліками відомого технічного рішення є: складність конструкції та великі витрати, пов'язані із обертанням труби (особливо довгомірних) з матрицею-гайкою, завантаженою прес-матеріалом; наявність додаткових засобів безпеки на випадок вильоту розкрученої труби; низький ступінь витягання газів з прес-матеріалу та його ущільнення. Задачею винаходу є збільшення ступеня витягання газів з прес-матеріалу для формування зовнішньої різьби та, як наслідок, зниження його пористості і підвищення міцності. Інші задачі та переваги дійсного винаходу будуть виявлені нижче по мірі викладання дійсного опису та фігур. Так відомий спосіб формування зовнішньої різьби на кінці склопластикової труби полягає у тому, що в згаданий кінець труби вставляють наконечник, після чого на нього садять матрицюгайку, в порожнині якої розташований прес-матеріал для формування згаданої різьби, відповідно до винаходу, що заявляється, перед посадкою матраці-гайки, в порожнині якої розташований прес-матеріал, на кінець труби здійснюють її вакуумування, для чого зі згаданої порожнини відкачують гази для створення в ній розрідження і після чого здійснюють обертання вакуумованої матриці-гайки. Створення розрідження в порожнині матриці-гайки з одночасним впливом відцентрових сил збільшує ступінь витягання газів з прес-матеріалу та, як наслідок, приводить до зниження його пористості та підвищення його міцності, що і приводить до збільшення технічних та експлуатаційних властивостей різьбового з'єднання склопластикової труби. Також, відповідно до запропонованого винаходу, пристрій для вакуумування матриці-гайки містить: передню та задню бабки, які герметично обтискають матрицю-гайку з двох сторін, при цьому щонайменше одна із згаданих бабок містить патрубок відводу газів з порожнини матриці-гайки. Використання пристрою для вакуумування матриці-гайки дозволить спростити та убезпечити процес витягання газів з прес-матеріалу, а також дозволить суттєво збільшити ступінь впливу відцентрових сил на прес-матеріал, розташований в тілі матриці-гайки, так як, відповідно до відомого рівня техніки, обертання труби здійснюється із швидкістю приблизно 200 оборотів за хвилину, то при використанні запропонованого винаходу швидкість обертання матриці-гайки може, в залежності від властивостей прес-матеріалу, легко варіюватися в широкому діапазоні до 3000 оборотів за хвилину, що дозволяє краще проформувати контури різьби, що також є перевагою запропонованого винаходу. Також запропонований пристрій є компактним та простим в експлуатації та не потребує додаткових знань і суттєвого перекваліфікування обслуговуючого персоналу. При розгляді варіантів здійснення дійсного винаходу використовується вузька термінологія. Однак дійсний винахід не обмежується прийнятими термінами та слід мати на увазі, що кожний такий термін охоплює всі еквівалентні елементи, які працюють аналогічним чином та використовуються для рішення тих же задач. Фіг. 1 - зображено пристрій для вакуумування матриці-гайки. Фіг. 2 - умовно зображено спосіб формування зовнішньої різьби на кінці склопластикової труби, відповідно до запропонованого винаходу. Фіг. 3 - зображена сформована зовнішня різьба на кінці склопластикової труби. На фіг. 1 зображені передня 1 та задня 2 бабки, які за допомогою ущільнень 3 герметично обтискають матрицю-гайку 4 з двох сторін. При цьому в порожнині 41 матриці-гайки 4 1 UA 111653 C2 5 10 15 20 25 30 35 розташована навіска прес-матеріалу 5 для формування зовнішньої різьби. Передня бабка 1 приводиться в обертання за допомогою приводу (на фігурах не зображено) для забезпечення обертання матриці-гайки 4. Також передня бабка 1 містить патрубок 6 відводу газів із порожнини 41 матриці гайки 4 з клапаном 7, який заважає потраплянню через патрубок 6 повітря в порожнину 41 матриці-гайки 4. До патрубка 6 на виході підключають вакуумний насос (на фігурах не зображено) для відкачування газів із порожнини 4 1 та створення в ній розрядження для забезпечення вакуумування матриці-гайки 4. Задня бабка 2 містить маховики 8 для швидкої та надійної фіксації матриці-гайки 4 та її герметизації від потрапляння в її порожнину 4і газів (повітря). Також на фіг. 1 зображені підшипники 9 для забезпечення обертання матриці-гайки 4. На фігурі 2 зображений кінець 10 труби, в який вставлений наконечник 11, матриця-гайка 4, в порожнині 41 якої розташований прес-матеріал 5. На фігурі 3 зображений кінець 10 труби із сформованою зовнішньою різьбою 12. Запропонований пристрій працює наступним чином. Спочатку порожнину 4 1 обробляють антиадгезивом, потім, в залежності від діаметра та технічних параметрів різьбового з'єднання, визначають навіску прес-матеріалу 5, яку поміщують в порожнину 41 матриці-гайки 4. Після чого матрицю-гайку 4, завантажену прес-матеріалом 5, кріплять в пристрої для вакуумування матриці-гайки 4, див. фіг. 1, між передньою 1 та задньою 2 бабками, при цьому додатково використовують ущільнення 3 для герметизації порожнини 4 1 матриці-гайки 4 від потрапляння в неї газів (повітря) з навколишнього середовища. Після фіксації та герметизації матриці-гайки 4 через патрубок 6 роблять відкачування газів із порожнини 41 матриці-гайки 4. При цьому відкачують гази із порожнини 4 1 для отримання в ній технічного вакууму в залежності від технологічних параметрів вакуумного насоса. Після чого від'єднують вакуумний насос та отриману вакуумовану матрицю-гайку 4 обертають через привід (на фігурах не зображено) передньої 1 бабки із швидкістю до 3000 оборотів за хвилину в залежності від властивостей прес-матеріалу 5 (в основному його текучості) протягом 5-15 хвилин. В процесі обертання вакуумованої матриці-гайки 4 відбувається дегазація (збільшення ступеня витягання газів із прес-матеріалу) та ущільнення прес-матеріалу 5 в порожнині 4і матриці-гайки 4. Потім в кінець 10 труби вставляють наконечник 11 фіг. 2, який перешкоджає руйнуванню оболонки труби під час посадки матриці гайки 4 в порожнині 4 1 якої розташований пресматеріал 5. Після чого на кінець 10 труби садять матрицю-гайку 4 за допомогою гідропреса (на фігурах не зображено) та роблять отвердіння прес-матеріалу 5, який розташований в порожнині 41. Після отвердіння матрицю-гайку 4 згвинчують з кінця 10 труби та в результаті чого отримують на кінці 10 зовнішню різьбу 12 см, див. фіг. 3, з прес-матеріалу 5. Використання антиадгезиву забезпечує добре від'єднання отверділого прес-матеріалу 5 від матриці гайки 4. Технічним результатом запропонованого винаходу є збільшення ступеня витягання газів з прес-матеріалу та, як наслідок, зниження пористості та підвищення міцності зовнішньої різьби на кінці склопластикової труби. 40 ФОРМУЛА ВИНАХОДУ 45 50 55 1. Спосіб формування зовнішньої різьби на кінці склопластикової труби, який полягає у тому, що в згаданий кінець труби вставляють наконечник, після чого на нього садять матрицю-гайку, в порожнині якої розташований прес-матеріал для формування згаданої різьби, який відрізняється тим, що перед посадкою матриці-гайки, в порожнині якої розташований пресматеріал, на кінець труби здійснюють її вакуумування, для чого зі згаданої порожнини відкачують гази для створення в ній розрідження і після чого здійснюють обертання вакуумованої матриці-гайки. 2. Пристрій для вакуумування матриці-гайки для реалізації способу, описаного в п. 1, який містить: передню та задню бабки, які герметично обтискають матрицю-гайку з двох сторін, при цьому щонайменше одна із згаданих бабок містить патрубок відводу газів з порожнини матриці-гайки. 3. Пристрій за п. 2, в якому патрубок відводу повітря містить клапан. 2 UA 111653 C2 3 UA 111653 C2 4 UA 111653 C2 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюShopen Oleksandr Borysovych
Автори російськоюХристораднов-Катушев Константин Евгеньевич, Шопен Александр Борисович
МПК / Мітки
МПК: F16L 15/00, F16L 9/12, B29D 1/00, B29C 59/02, B29C 57/00
Мітки: кінці, реалізації, спосіб, зовнішньої, трубі, різьби, пристрій, формування, склопластикової
Код посилання
<a href="https://ua.patents.su/7-111653-sposib-formuvannya-zovnishno-rizbi-na-kinci-skloplastikovo-trubi-ta-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування зовнішньої різьби на кінці склопластикової труби та пристрій для його реалізації</a>
Спосіб формування зовнішньої різьби на кінці склопластикової труби
Номер патенту: 98178
Опубліковано: 27.04.2015
Автори: Хрістораднов-Катушєв Константін Євгєньєвіч, Шопен Олександр Борисович, Ківіренко Олег Борисович
МПК: B29D 1/00
Мітки: різьби, трубі, склопластикової, спосіб, формування, кінці, зовнішньої
Формула / Реферат:
Спосіб формування зовнішньої різьби на кінці скловолокнистої труби, який полягає у тому, що в згаданий кінець труби вставляють наконечник, після чого на нього садять матрицю-гайку, в порожнині якої розташований прес-матеріал для формування згаданої різьби, який відрізняється тим, що перед посадкою матраці-гайки, в порожнині якої розташований прес-матеріал, на кінець труби здійснюють її вакуумування, для чого зі згаданої порожнини відкачують...
Пристрій вакуумування матриці-гайки для формування зовнішньої різьби на кінці склопластикової труби
Номер патенту: 96301
Опубліковано: 26.01.2015
Автори: Шопен Олександр Борисович, Хрістораднов-Катушєв Константін Євгєньєвіч, Ківіренко Олег Борисович
МПК: B29D 1/00
Мітки: зовнішньої, формування, трубі, пристрій, вакуумування, склопластикової, кінці, різьби, матриці-гайки
Формула / Реферат:
1. Пристрій вакуумування матриці-гайки для формування зовнішньої різьби на кінці склопластикової труби, який характеризується наявністю: передньої та задньої бабки, які герметично обтискають згадану матрицю-гайку з двох сторін, патрубку відводу газів з порожнини матриці-гайки.2. Пристрій за п. 1, який відрізняється тим, що патрубок відводу газів містить клапан.3. Пристрій за будь-яким з пп. 1-2, який відрізняється тим, що...
Інструмент для формування стакана на кінці труби
Номер патенту: 70783
Опубліковано: 25.06.2012
Автори: Удовенко Віталій Кирилович, Середа Віктор Григорович, Кравець Олена Іванівна, Попова Ольга Вікторівна
МПК: B21D 41/00
Мітки: трубі, стакана, кінці, формування, інструмент
Формула / Реферат:
Інструмент для формування стакана на кінці труби, що вміщує формуючу частину у вигляді зрізаного конуса, який відрізняється тим, що формуюча частина виконана сумісно з додатковою втулкою з внутрішньою конічною поверхнею, кут конусності якої складає 2, яка виконана за радіусом, а зовнішній та внутрішній діаметр і довжина твірної згаданої конічної поверхні визначається із...
Пристрій для одночасного нарізання внутрішньої та зовнішньої різьби
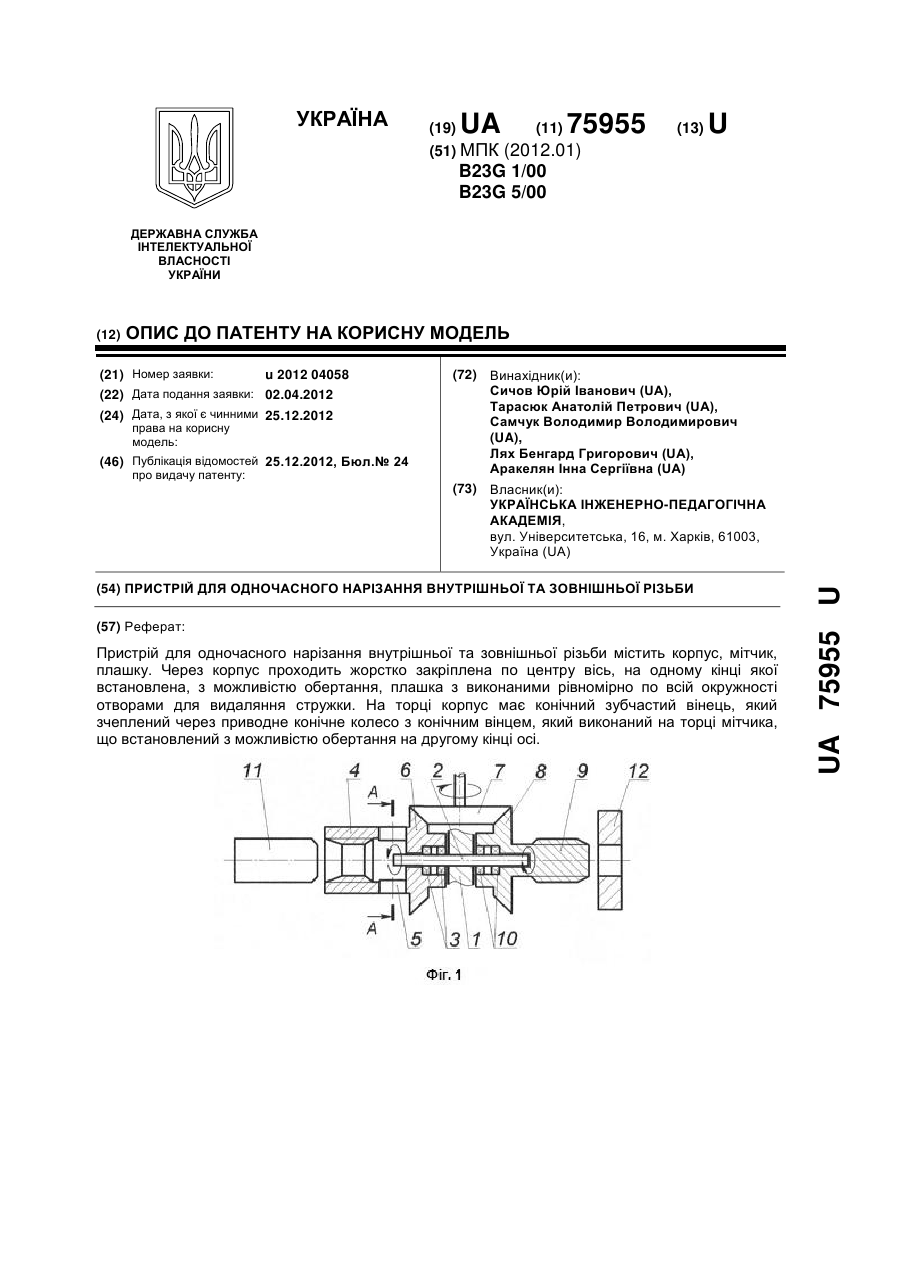
Номер патенту: 75955
Опубліковано: 25.12.2012
Автори: Лях Бенгард Григорович, Сичов Юрій Іванович, Аракелян Інна Сергіївна, Тарасюк Анатолій Петрович, Самчук Володимир Володимирович
Мітки: нарізання, внутрішньої, одночасного, різьби, зовнішньої, пристрій
Формула / Реферат:
Пристрій для одночасного нарізання внутрішньої та зовнішньої різьби, що містить корпус, мітчик, плашку, який відрізняється тим, що через корпус проходить жорстко закріплена по центру вісь, на одному кінці якої встановлена, з можливістю обертання, плашка з виконаними рівномірно по всій окружності отворами для видаляння стружки, на торці корпус має конічний зубчастий вінець, який зчеплений через приводне конічне колесо з конічним вінцем, який...
Пристрій для нарізання зовнішньої різьби
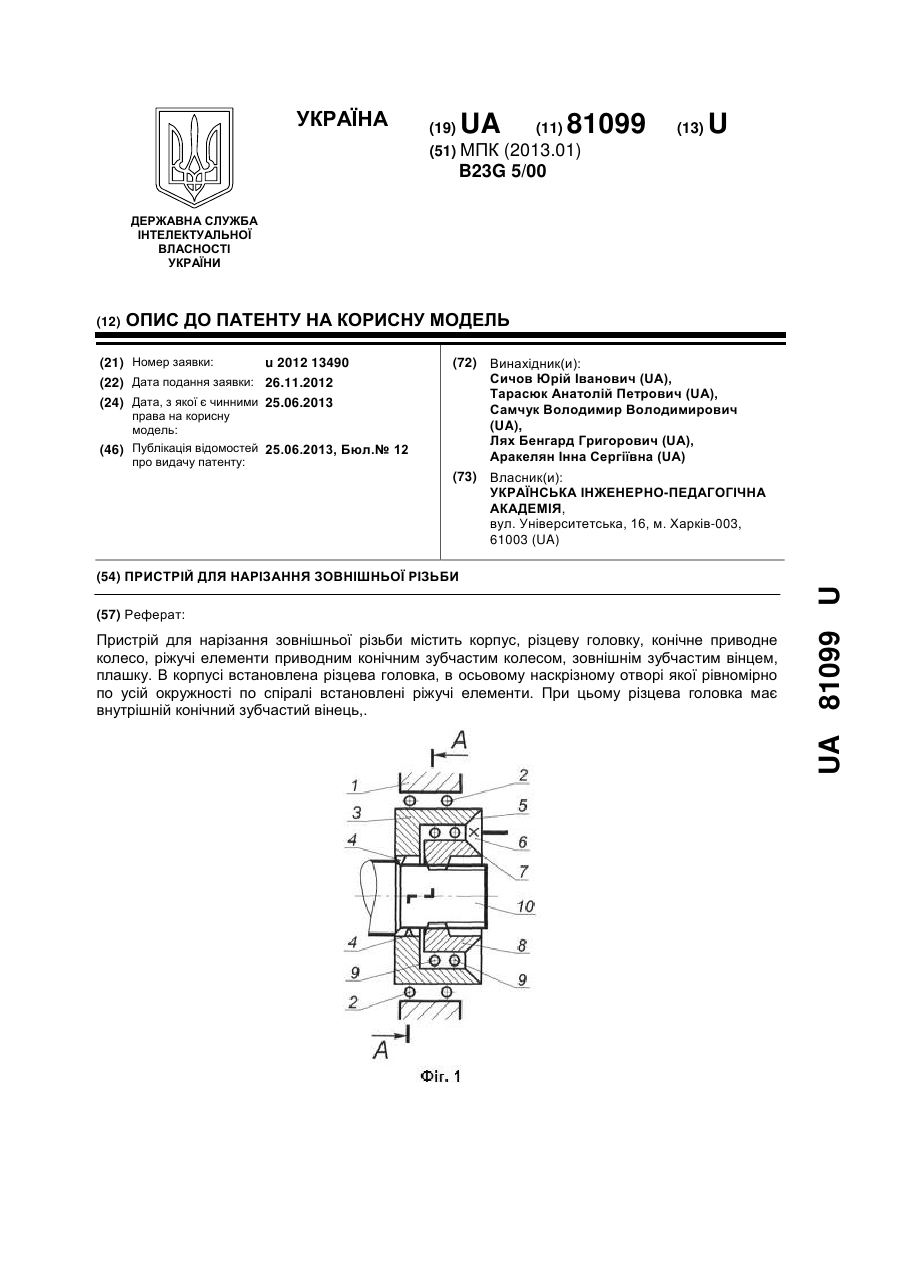
Номер патенту: 81099
Опубліковано: 25.06.2013
Автори: Лях Бенгард Григорович, Самчук Володимир Володимирович, Тарасюк Анатолій Петрович, Сичов Юрій Іванович, Аракелян Інна Сергіївна
МПК: B23G 5/00
Мітки: пристрій, нарізання, різьби, зовнішньої
Формула / Реферат:
Пристрій для нарізання зовнішньої різьби, що містить корпус, різцеву головку, конічне приводне колесо, ріжучі елементи, який відрізняється тим, що він складається з корпусу, у якому з можливістю обертання встановлена різцева головка, в осьовому наскрізному отворі якої рівномірно по усій окружності по спіралі, ріжучими кромками, перекриваючи одна одну, встановлені ріжучі елементи, при цьому вона має внутрішній конічний зубчастий вінець, який...
Попередній патент: Стопорний вузол
Наступний патент: Спосіб захисту конструкцій суден і плавучих споруд від дії іонізуючих випромінювань
Випадковий патент: Спосіб лікування остроги /шпори/