Інструмент для формування стакана на кінці труби
Номер патенту: 70783
Опубліковано: 25.06.2012
Автори: Кравець Олена Іванівна, Попова Ольга Вікторівна, Удовенко Віталій Кирилович, Середа Віктор Григорович
Формула / Реферат
Інструмент для формування стакана на кінці труби, що вміщує формуючу частину у вигляді зрізаного конуса, який відрізняється тим, що формуюча частина виконана сумісно з додатковою втулкою з внутрішньою конічною поверхнею, кут конусності якої складає 2![]() , яка виконана за радіусом, а зовнішній та внутрішній діаметр і довжина твірної згаданої конічної поверхні визначається із співвідношень:
, яка виконана за радіусом, а зовнішній та внутрішній діаметр і довжина твірної згаданої конічної поверхні визначається із співвідношень:
де Dзв.вт. - зовнішній діаметр додаткової втулки;
R - радіус продавлювання заготовки;
b - відстань від пересічення осей заготовки та інструмента до діаметра інструмента;
dвн.вт. - менший діаметр додаткової втулки;
dзв.г. - зовнішній діаметр горловини;
Dmp - діаметр труби;
![]() - довжина твірної конічної поверхні;
- довжина твірної конічної поверхні;
![]() г - довжина горловини;
г - довжина горловини;
![]() - кут між осями горловини і інструменту.
- кут між осями горловини і інструменту.
Текст
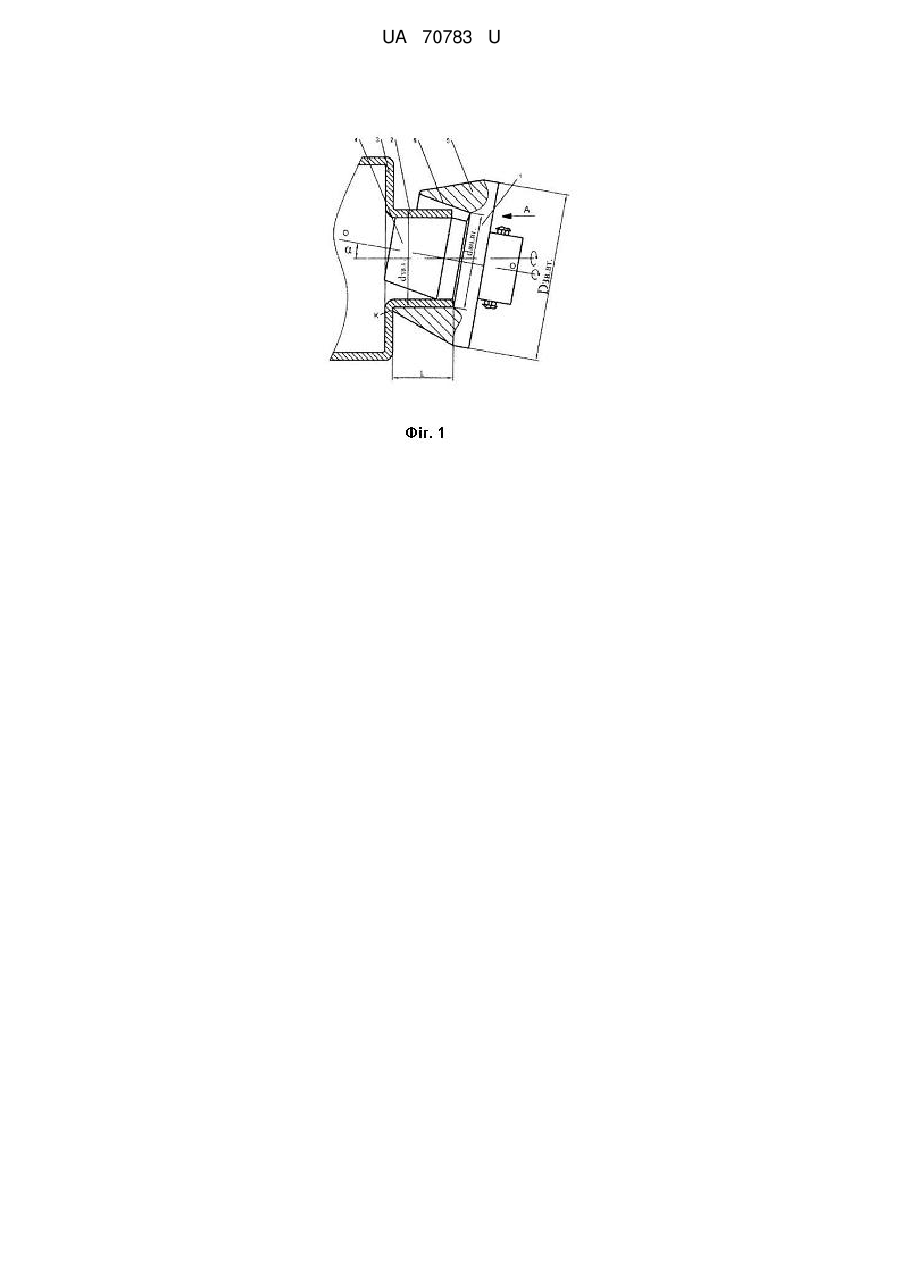
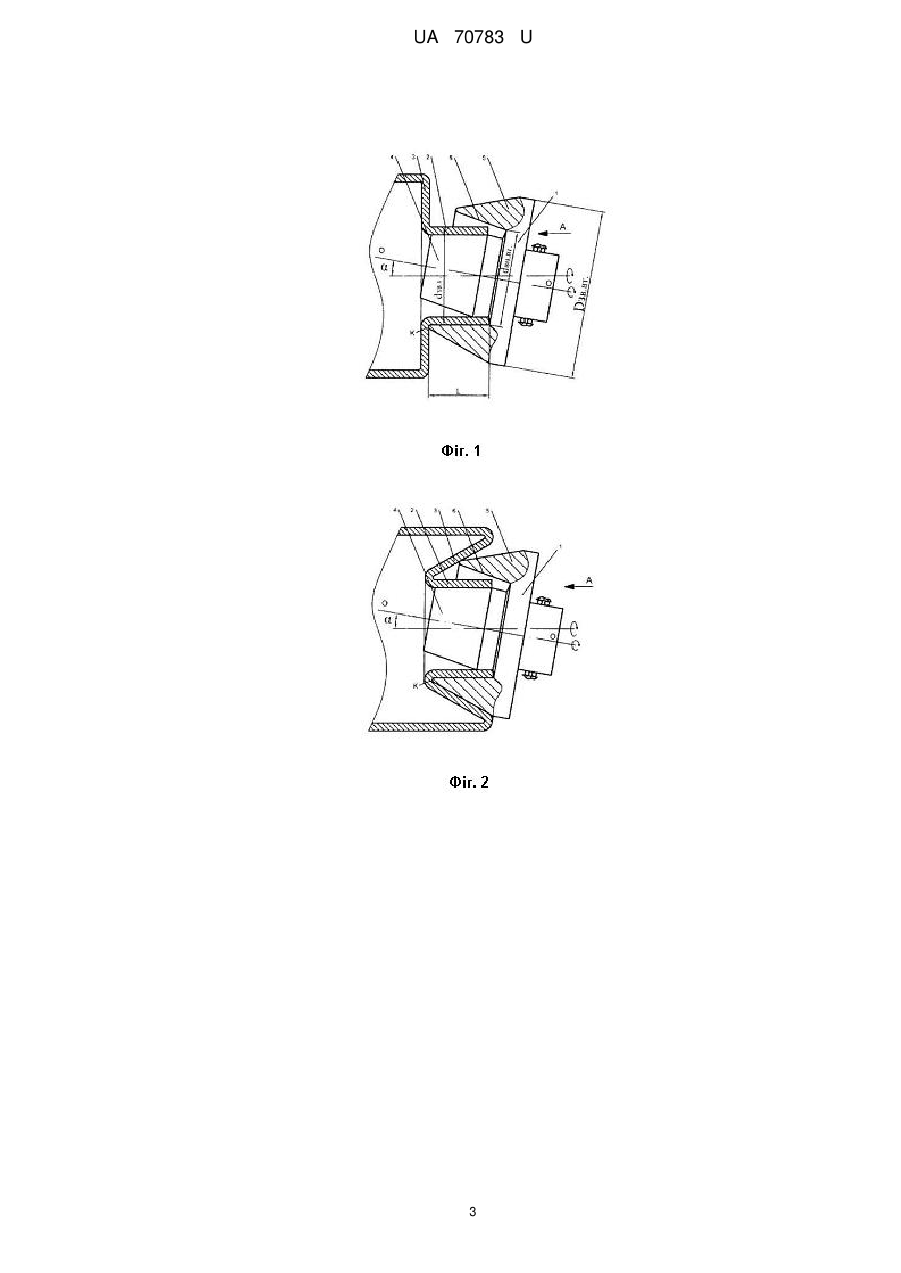
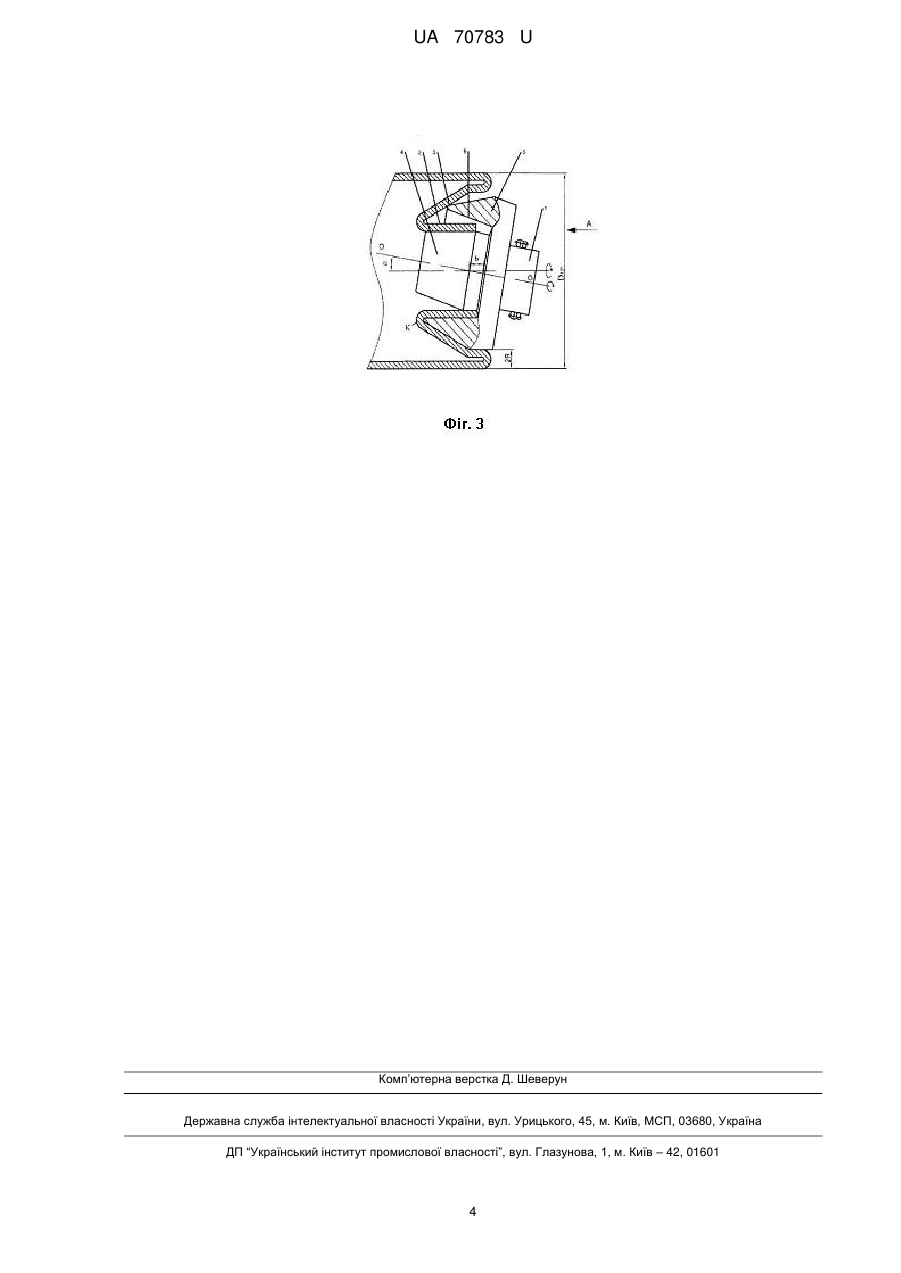
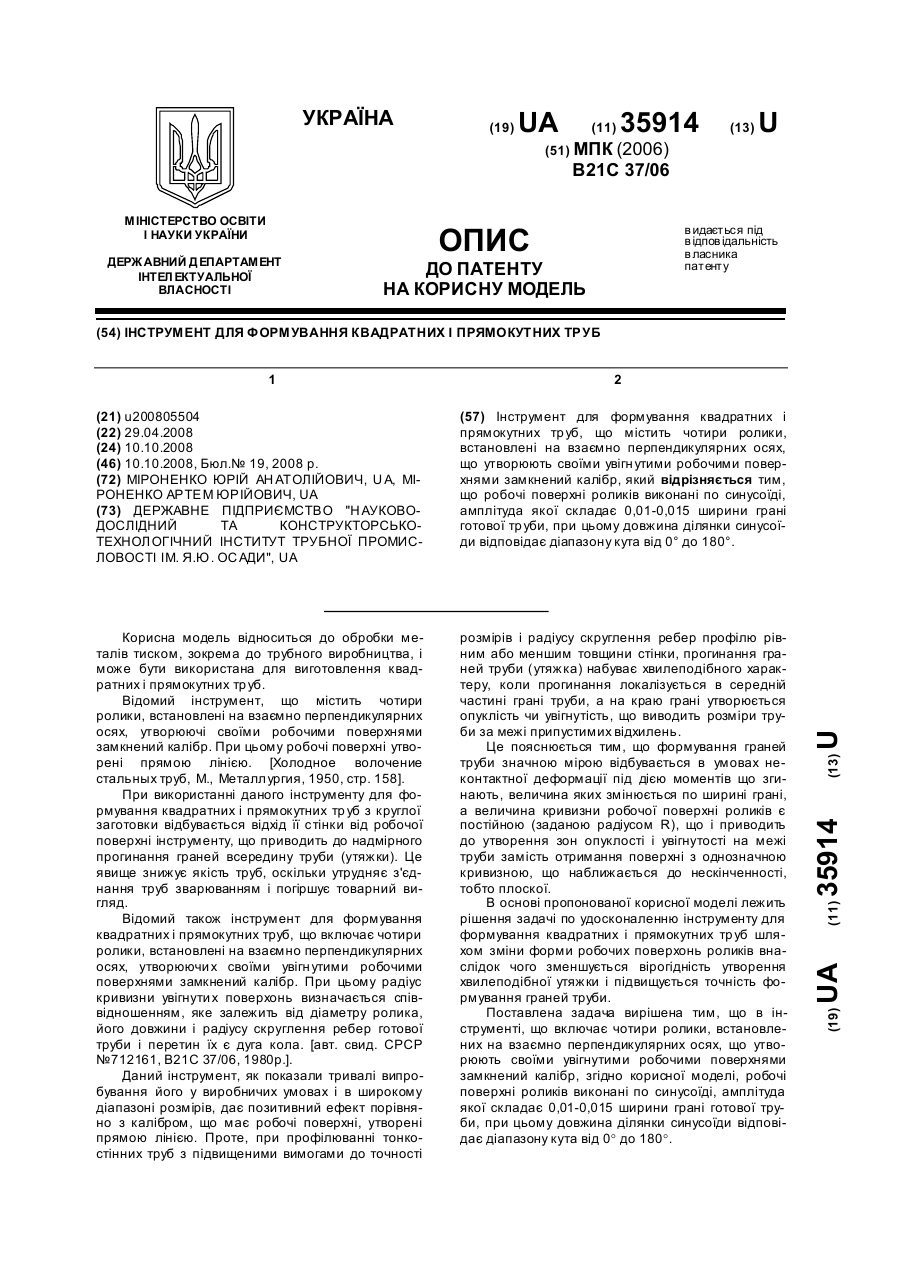
Реферат: Інструмент для формування стакана на кінці труби, що вміщує формуючу частину у вигляді зрізаного конуса. Формуюча частина виконана сумісно з додатковою втулкою з внутрішньою конічною поверхнею, кут конусності якої складає 2 , яка виконана за радіусом, а зовнішній та внутрішній діаметр і довжина твірної згаданої конічної поверхні визначається із співвідношень: D зв.вт. dвн.вт. D тр. 4R 2 b Sin Cos d зв.г ; Cos ; г де Dзв.вт. - зовнішній діаметр додаткової втулки; R - радіус продавлювання заготовки; b - відстань від пересічення осей заготовки та інструмента до діаметра інструмента; dвн.вт. - менший діаметр додаткової втулки; dзв.г. - зовнішній діаметр горловини; Dmp - діаметр труби; - довжина твірної конічної поверхні; г - довжина горловини; - кут між осями горловини і інструменту. UA 70783 U (54) ІНСТРУМЕНТ ДЛЯ ФОРМУВАННЯ СТАКАНА НА КІНЦІ ТРУБИ UA 70783 U UA 70783 U 5 10 15 20 Корисна модель належить до галузі техніки, а саме до технології обробки металів тиском і може знайти застосування у виробництві роликів стрічкових конвеєрів, а також для виготовлення осесиметричних виробів, наприклад горловин фланців, перехідних муфт та інших виробів, шляхом роздачі порожнистих заготівок. Відомий інструмент має у складі формуючу у вигляді зрізаного конуса частину і сполучену з нею західну частину [1]. Відомий, вибраний як прототип, інструмент виконаний у вигляді зрізаного конуса, більша основа котрого є меншою основою конуса формуючої частини, при цьому західна частина у подовженому перерізі являє собою рівнобічну трапецію, діагональ котрої рівна внутрішньому діаметру заготівки [2]. Загальними істотними ознаками відомого пристрою і пристрою, що заявляється є те, що формуюча частина інструменту має форму зрізаного конуса. У основу корисної моделі поставлена задача удосконалення технологічних можливостей формовки за рахунок отримання стакана для розміщення підшипникового вузла корпусу ролика стрічкового конвеєра, а також підвищення якості формовки за рахунок підвищення точності одержуваного стакана. Поставлена задача вирішується за рахунок виконання формуючої частини інструменту сумісно з додатковою втулкою з внутрішньою конічною поверхнею, кут конусності якої складає 2, яка виконана за радіусом, а зовнішній та внутрішній діаметр і довжина твірної згаданої конічної поверхні визначаються із співвідношень: D зв.вт. dвн.вт. 25 30 35 dвн.вт. 45 50 Cos d зв.г ; Cos ; г де Dзв.вт. - зовнішній діаметр додаткової втулки; R - радіус продавлювання заготовки; b - відстань від пересічення осей заготовки та інструмента до діаметра інструмента; dвн.вт. - менший діаметр додаткової втулки; dзв.г. - зовнішній діаметр горловини; Dmp - діаметр труби; - довжина твірної конічної поверхні; г - довжина горловини; - кут між осями горловини і інструменту. Суть запропонованої корисної моделі пояснюється кресленнями, на яких зображено: - фіг. 1 - початкове положення інструменту 1, щодо заздалегідь одержаної горловини 2 з фланцем 3. Інструмент 1 забезпечений формуючою частиною виконаною у вигляді зрізаного конуса 4, виконаної сумісно з додатковою втулкою 5 з внутрішньою конічною поверхнею 6, конусність якої складає 2а, яка виконана за радіусом, а зовнішній та внутрішній діаметр і довжина твірної конічної поверхні визначається із співвідношень: D зв.вт. 40 D тр. 4R 2 b Sin D тр. 4R 2 b Sin Cos d зв.г ; Cos ; г де Dзв.вт. - зовнішній діаметр додаткової втулки 5; R - радіус продавлювання заготовки; b - відстань від пересічення осей заготовки та інструмента 1 до діаметра інструмента 1; dвн.вт. - менший діаметр додаткової втулки 5; dзв.г. - зовнішній діаметр горловини 2; - довжина твірної конічної поверхні 6; г - довжина горловини 2; - кут між осями горловини 2 і інструменту 1. - фіг. 2 - положення інструменту 1 в процесі вдавлювання горловини 2 у порожнину труби. - фіг. 3 - кінцеве положення інструменту 1 після вдавлювання горловини 2 у порожнину труби. Інструмент 1 для формування стакана на кінці труби змонтований у підшипниковій опорі з можливістю вільного обертання навколо осі О-О. Запропонований інструмент працює таким чином. 1 UA 70783 U 5 10 15 Трубі з горловиною 2, затисненої, наприклад, у патроні токарного верстата задають обертання. Інструмент 1, закріплений наприклад, в задній бабки токарного верстата в підшипниковому вузлі під кутом до осі горловини вводять в контакт з горловиною 2 по стрілці А так, що західний конус 4 контактує з внутрішньою поверхнею горловини 2, а додаткова втулка 5 своєю конічною поверхнею 6контактує із зовнішнім діаметром dзв.г. горловини 2. При цьому зовнішній і внутрішній діаметр горловини 2 піддаються калібруванню. При подальшому русі інструменту по стрілці А, останній вступає в контакт з фланцем 3 в зоні К і здійснюється вдавлювання фланця 3 з горловиною 2 у порожнину труби, утворюючи стакан для розміщення підшипникового вузла конуса ролика стрічкового конвеєра. Запропонований інструмент реалізували на токарному верстаті 163 моделі. як початкову заготівку використовували трубу діаметром 127 мм товщиною стінки 4 мм, довжиною 300 мм, на кінці якої виконана горловина із зовнішнім діаметром 60 мм, довжиною 35 мм, відстань від пересічення осей заготовки та інструмента до діаметра інструмента 20 мм. Початкову заготівку затискали в патроні токарного верстата. У задній бабці верстата вмонтовували запропонований інструмент, встановлений під кутом 10° до осі горловини у підшипниковому вузлі. При цьому внутрішня конічна поверхня додаткової втулки виконана з кутом конусності, рівним 20°, внутрішній її діаметр виконаний рівним 60 Cos 10 , зовнішній діаметр 127 4 8 2 20 Sin 10 Cos 10 30 , а довжина твірної згаданої конічної поверхні рівна 35 мм. Задня бабка забезпечена гідроприводом, що забезпечує її переміщення уздовж осі обертання патрона верстата. Далі включали обертання патрона верстата з частотою 200 об/хв.. і осьове переміщення задньої бабки, при цьому в результаті контакту інструменту з горловиною, що обертається, інструмент також одержував обертання за рахунок сил тертя. У момент контакту інструменту з фланцем в зоні контакту К (див. фіг. 1) швидкість подачі задньої бабки складала 1 мм/об., при цьому здійснювалося вдавлювання фланця з горловиною у порожнину труби. Після закінчення вдавлювання горловини у порожнину труби на заданий розмір (35 мм) задню бабку відводили в початкове положення, зупиняли обертання патрона і одержаний виріб витягували з патрона верстата. Таким чином, застосування запропонованого інструменту дозволяє удосконалити технологічні можливості формовки та підвищити її якість. 35 Джерела інформації 1. Гредитор М.А. Давильные роботы и ротационное выдавление. - Μ.: Машиностроение, 1971, с. 39, рис. 22 (прототип). 2. Авторське свідоцтво СРСР, № 1044388. 20 25 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 Інструмент для формування стакана на кінці труби, що вміщує формуючу частину у вигляді зрізаного конуса, який відрізняється тим, що формуюча частина виконана сумісно з додатковою втулкою з внутрішньою конічною поверхнею, кут конусності якої складає 2 , яка виконана за радіусом, а зовнішній та внутрішній діаметр і довжина твірної згаданої конічної поверхні визначається із співвідношень: D зв.вт. dвн.вт. 45 50 D тр. 4R 2 b Sin Cos d зв.г ; Cos ; г де Dзв.вт. - зовнішній діаметр додаткової втулки; R - радіус продавлювання заготовки; b - відстань від пересічення осей заготовки та інструмента до діаметра інструмента; dвн.вт. - менший діаметр додаткової втулки; dзв.г. - зовнішній діаметр горловини; Dmp - діаметр труби; - довжина твірної конічної поверхні; г - довжина горловини; - кут між осями горловини і інструменту. 2 UA 70783 U 3 UA 70783 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюTool for shaping cup at tube end
Автори англійськоюUdovenko Vitalii Kyrylovych, Sereda Viktor Hryhorovych, Kravets Olena Ivanivna, Popova Olha Viktorivna
Назва патенту російськоюИнструмент для формования стакана на конце трубы
Автори російськоюУдовенко Виталий Кириллович, Середа Виктор Григорьевич, Кравец Елена Ивановна, Попова Ольга Викторовна
МПК / Мітки
МПК: B21D 41/00
Мітки: формування, стакана, кінці, інструмент, трубі
Код посилання
<a href="https://ua.patents.su/6-70783-instrument-dlya-formuvannya-stakana-na-kinci-trubi.html" target="_blank" rel="follow" title="База патентів України">Інструмент для формування стакана на кінці труби</a>
Інструмент для формування квадратних і прямокутних труб
Номер патенту: 35914
Опубліковано: 10.10.2008
Автори: Мироненко Юрій Анатолійович, Міроненко Артем Юрійович
МПК: B21C 37/06
Мітки: прямокутних, формування, труб, інструмент, квадратних
Формула / Реферат:
Інструмент для формування квадратних і прямокутних труб, що містить чотири ролики, встановлені на взаємно перпендикулярних осях, що утворюють своїми увігнутими робочими поверхнями замкнений калібр, який відрізняється тим, що робочі поверхні роликів виконані по синусоїді, амплітуда якої складає 0,01-0,015 ширини грані готової труби, при цьому довжина ділянки синусоїди відповідає діапазону кута від 0° до 180°.
Інструмент для поперечно-клинової прокатки

Номер патенту: 42217
Опубліковано: 25.06.2009
Автори: Сухоруков Сергій Іванович, Сивак Іван Онуфрійович
МПК: B21H 1/00
Мітки: поперечно-клинової, прокатки, інструмент
Формула / Реферат:
Інструмент для поперечно-клинової прокатки, який складається з двох протилежно розташованих деформуючих граней, що нахилені під гострим кутом до площини основи і до повздовжньої осі інструмента, спряженої з деформуючими гранями калібруючої грані, яка розташована у вихідній частині інструмента, який відрізняється тим, що на деформуючих гранях нанесені ребра технологічної насічки, кут нахилу яких до повздовжньої осі інструмента зменшено в...
Різальний інструмент
Номер патенту: 32627
Опубліковано: 26.05.2008
Автори: Кузнєцов Віктор Євдокимович, Лелеко В'ячеслав В'ячеславович, Марунич В'ячеслав Олексійович
МПК: B29C 37/00
Мітки: різальний, інструмент
Формула / Реферат:
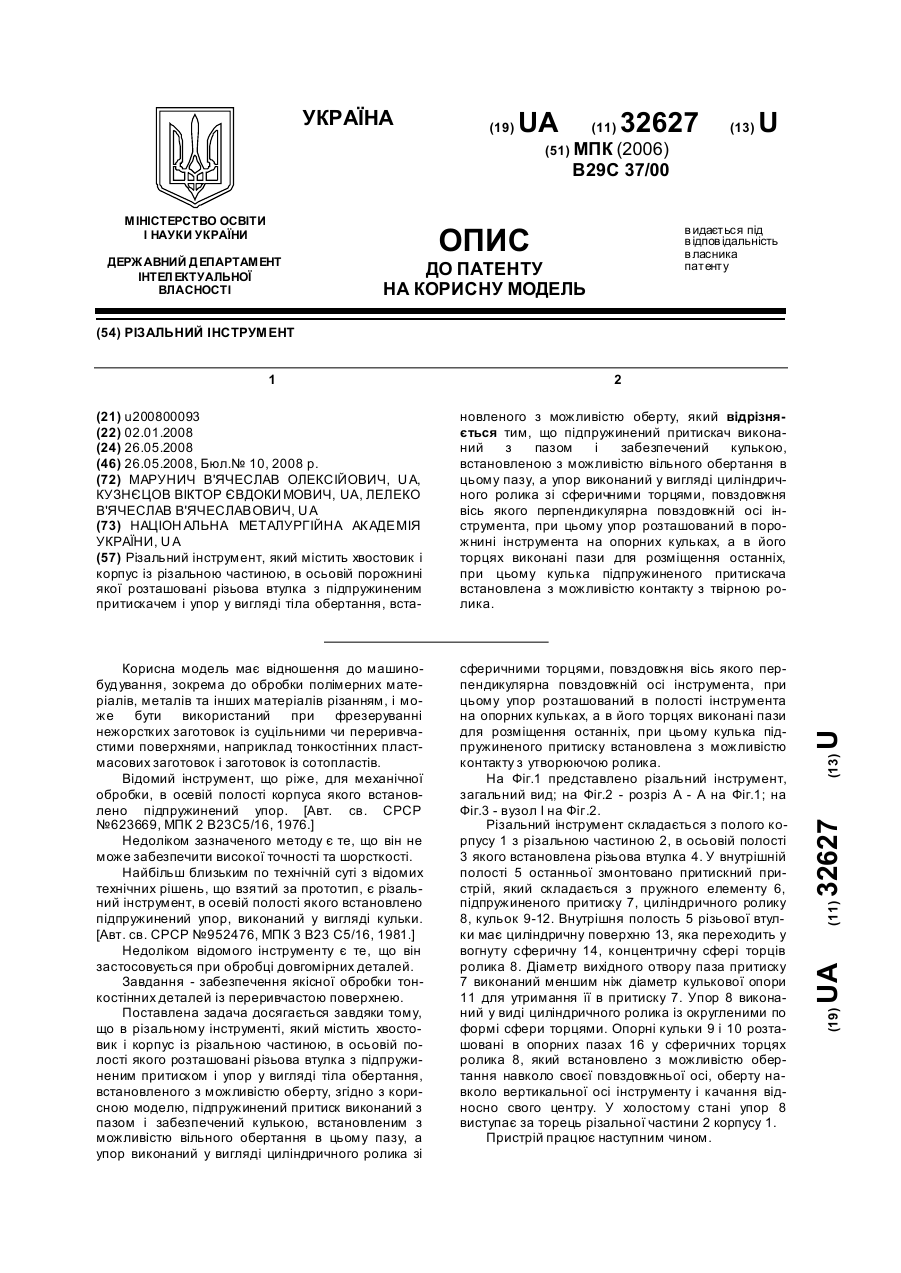
Різальний інструмент, який містить хвостовик і корпус із різальною частиною, в осьовій порожнині якої розташовані різьова втулка з підпружиненим притискачем і упор у вигляді тіла обертання, встановленого з можливістю оберту, який відрізняється тим, що підпружинений притискач виконаний з пазом і забезпечений кулькою, встановленою з можливістю вільного обертання в цьому пазу, а упор виконаний у вигляді циліндричного ролика зі сферичними...
Хірургічний інструмент для формування міжкишкового анастомозу
Номер патенту: 70394
Опубліковано: 11.06.2012
Автори: Бойко Валерій Володимирович, Колінько Олексій Петрович, Івенський Дмитро Ігорович
МПК: A61B 17/00
Мітки: хірургічний, інструмент, міжкишкового, анастомозу, формування
Формула / Реферат:
Хірургічний інструмент для формування міжкишкового анастомозу, який містить ручки з кільцями, зубчасту кремальєру, глухий замок та бранші з губками на кінцях, який відрізняється тим, що неробоча частина бранш і губки виконані вікончатими, вікна розташовані у взаємно-перпендикулярних площинах, притому діаметр вікна губок сумірний з діаметром анастомозу, що формується.
Інструмент для закатки горловин балонів
Номер патенту: 67340
Опубліковано: 15.06.2004
Автори: Білецький Володимир Никифорович, Іванов Анатолій Іванович, Сергєєв Віктор Володимирович, Макатьора Володимир Сергійович
МПК: B21D 51/16, B21D 41/00
Мітки: горловин, інструмент, закатки, балонів
Формула / Реферат:
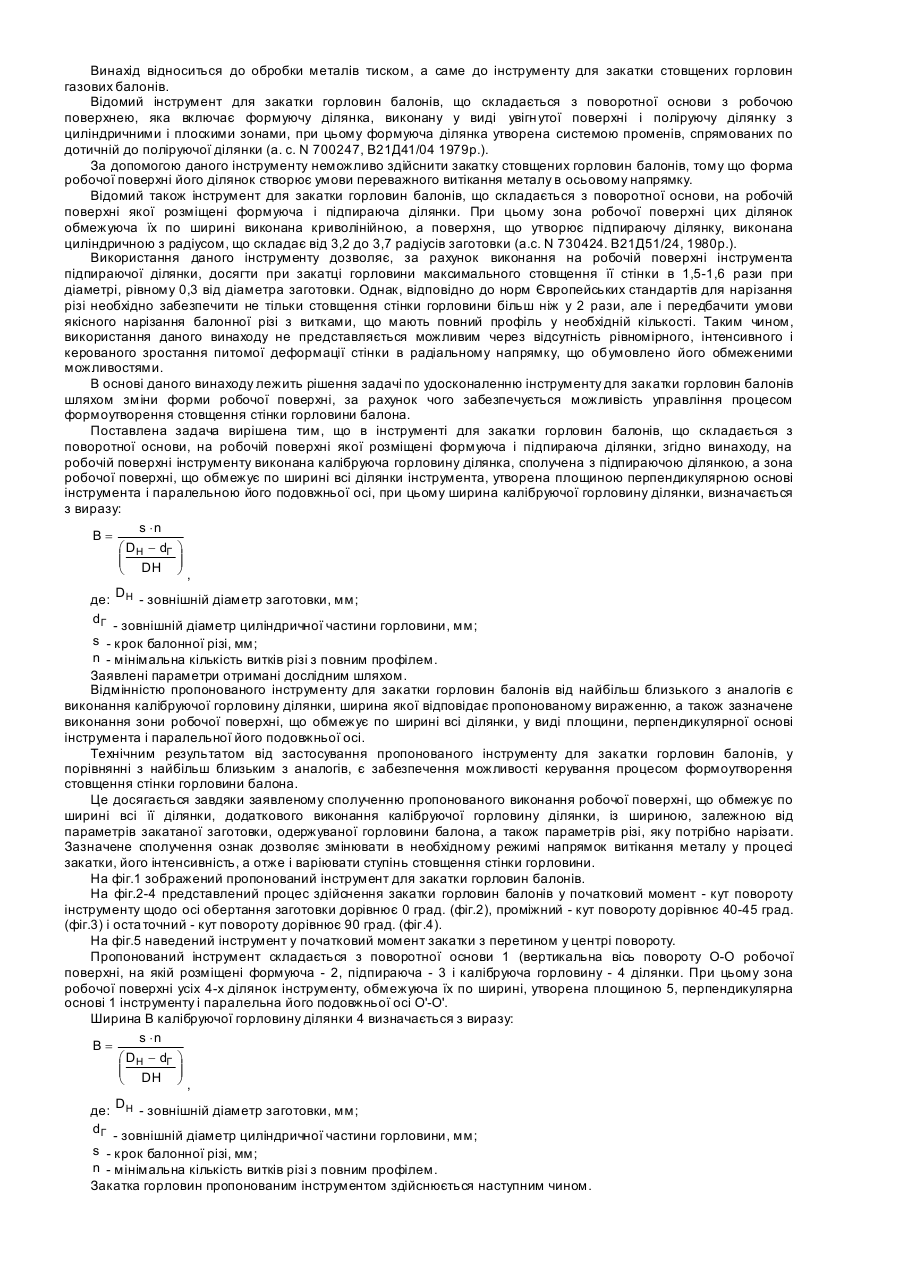
Інструмент для закатки горловин балонів, що складається з поворотної основи, на робочій поверхні якої розміщені формувальна і підпираюча ділянки, який відрізняється тим, що на робочій поверхні інструмента виконана калібруюча горловину ділянка, сполучена з підпираючою ділянкою, а зона робочої поверхні всіх ділянок інструмента, що обмежує їх по ширині, утворена площиною, перпендикулярною основі інструмента і паралельною його подовжній осі, при...
Попередній патент: Спосіб прогнозування ефективності лікування залізодефіцитної анемії у хворих на ревматоїдний артрит
Наступний патент: Індикаторна пломба
Випадковий патент: Спосіб пакування будівельних блоків