Спосіб виготовлення збірного алмазного круга
Номер патенту: 115221
Опубліковано: 10.04.2017
Автори: Шаврицький Олександр Петрович, Лавріненко Валерій Іванович, Зінкевич Георгій Леонідович, Петренко Анатолій Петрович, Скрябін Віктор Валерійович, Кущ Юрій Васильович, Шейкін Сергій Євгенович, Пащенко Євген Олександрович, Бичихін В'ячеслав Миколайович, Скрябін Валерій Олексійович
Формула / Реферат
1. Спосіб виготовлення збірного алмазного круга, що включає виготовлення корпуса круга, виготовлення корпусів брусків з проточками для стяжних кілець на установчому кільці, напресування алмазоносного шару на робочі поверхні корпусів брусків та збирання їх у замкнуте коло стяжними кільцями, який відрізняється тим, що напресовані алмазні бруски збирають в коло на установочному кільці, розміри якого точно співпадають з розміром корпусів брусків, далі стяжні кільця нагрівають до температури 60°-120 °C та вкладають у проточки корпусів брусків, потім виймають установче кільце та нагрівають зібране коло з алмазоносними брусками до температури 60°-120 °C і вкладають в нього корпус круга з кінцевими розмірами, причому всі поверхні зборки промазують клейкою масою.
2. Спосіб виготовлення збірного алмазного круга за п. 1, який відрізняється тим, що як клейку масу беруть епоксидний клей.
Текст
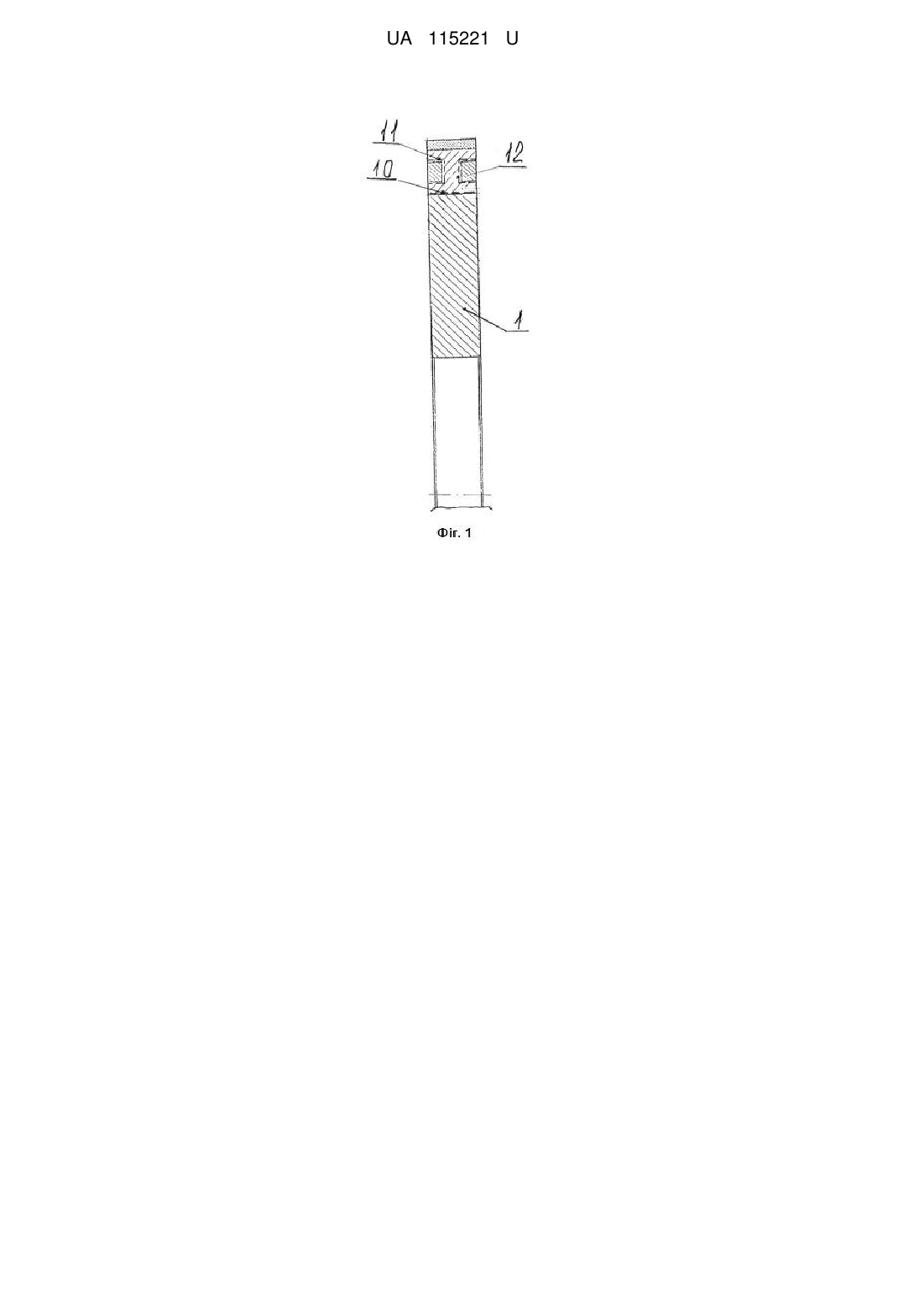
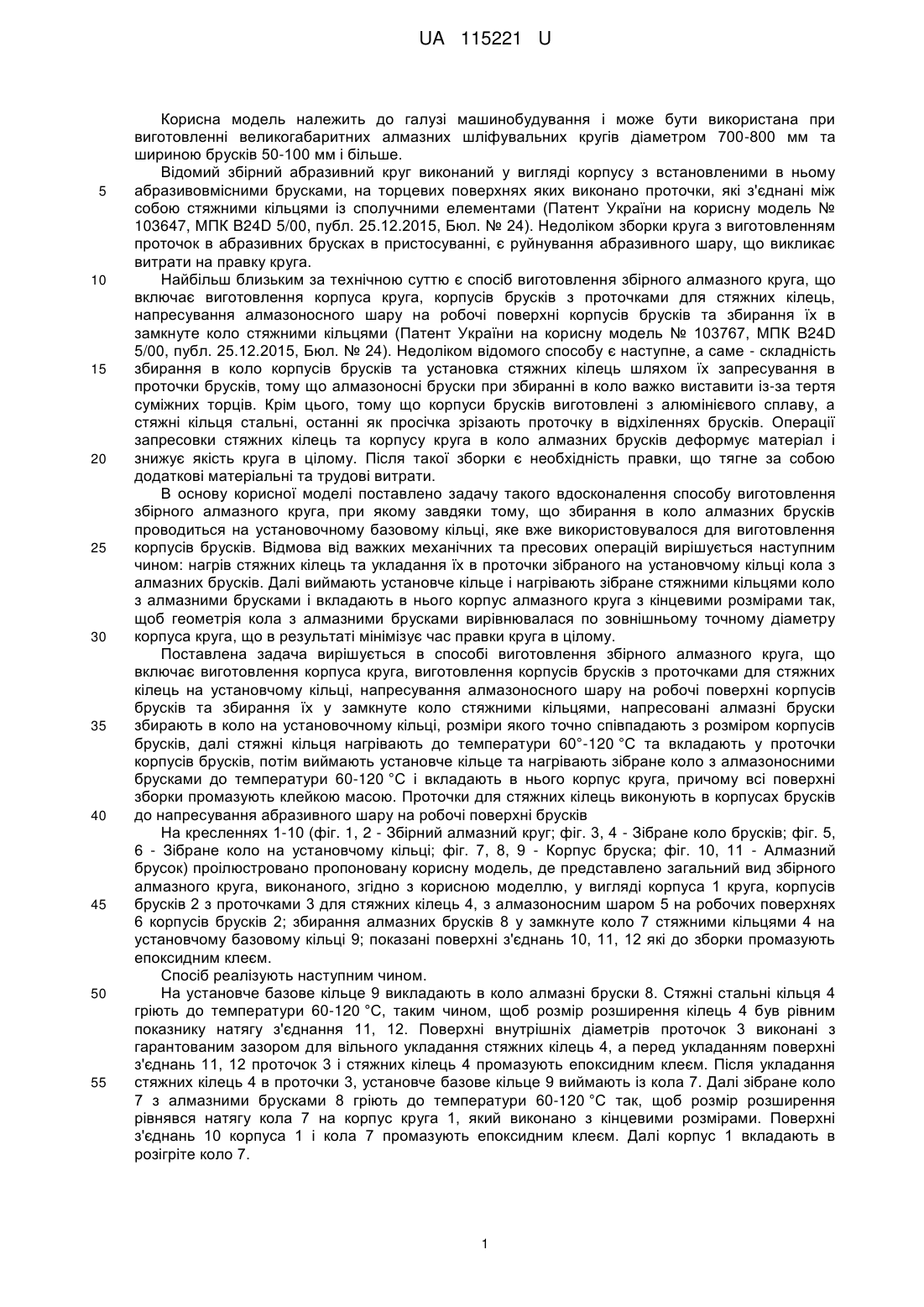
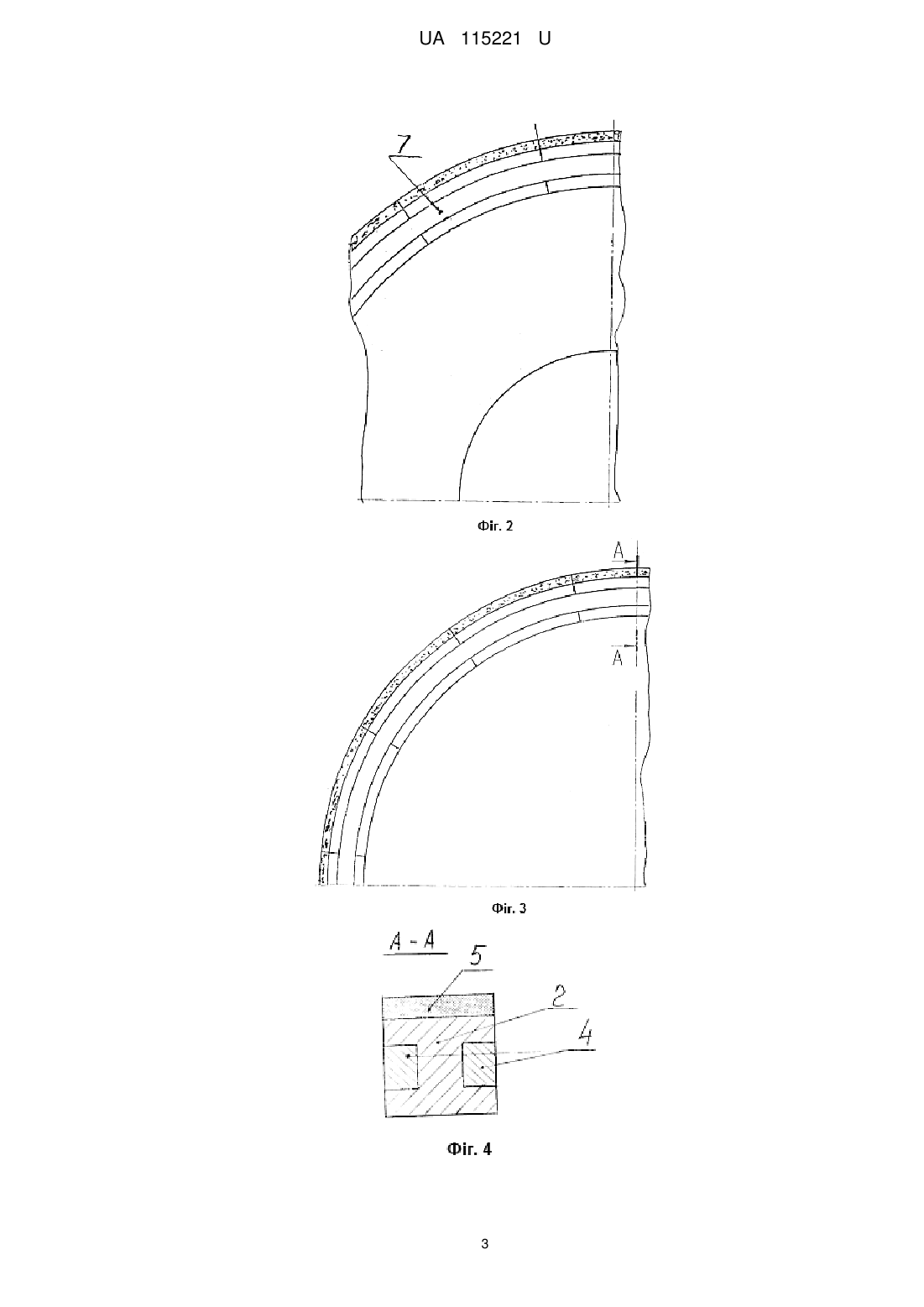
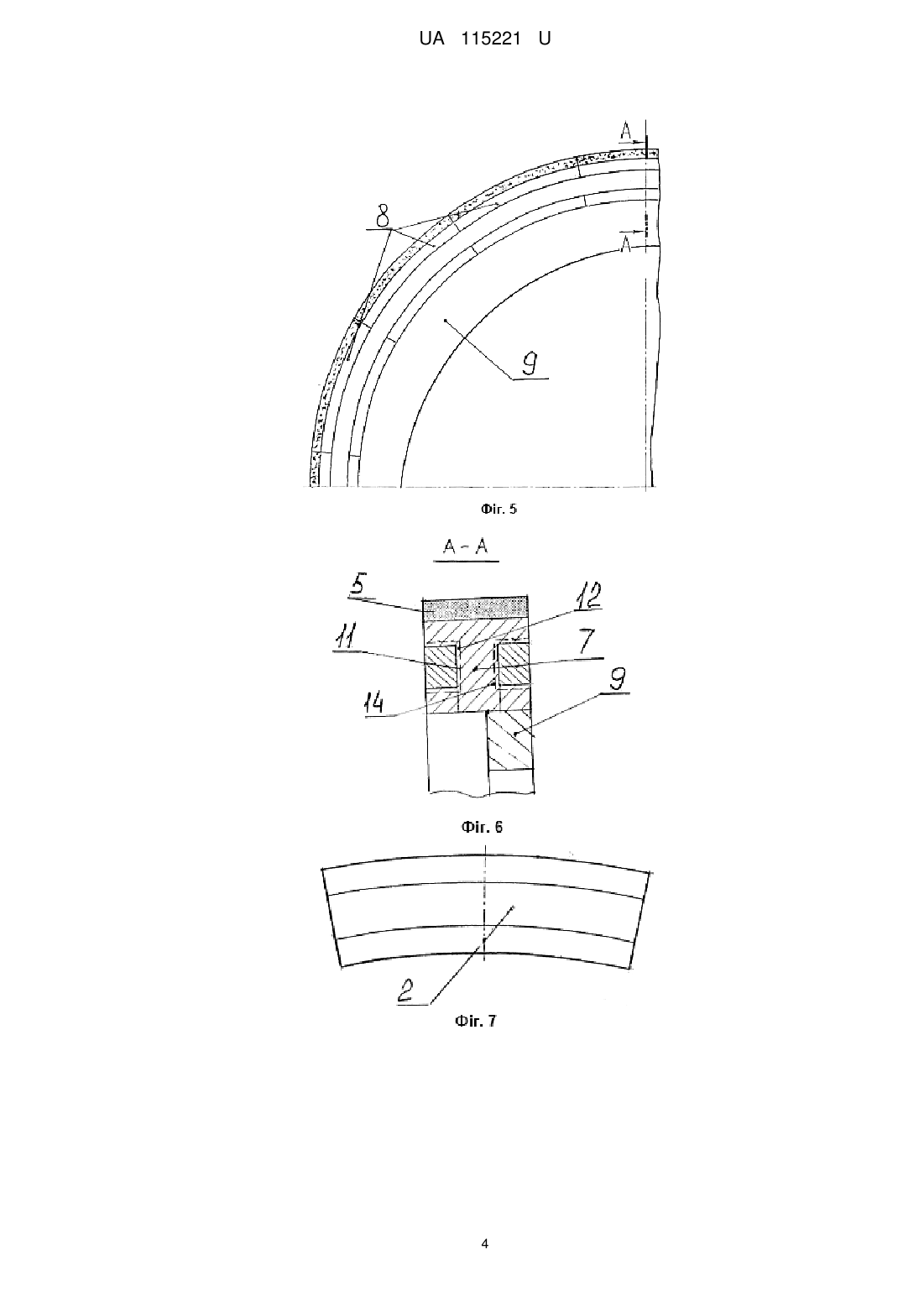
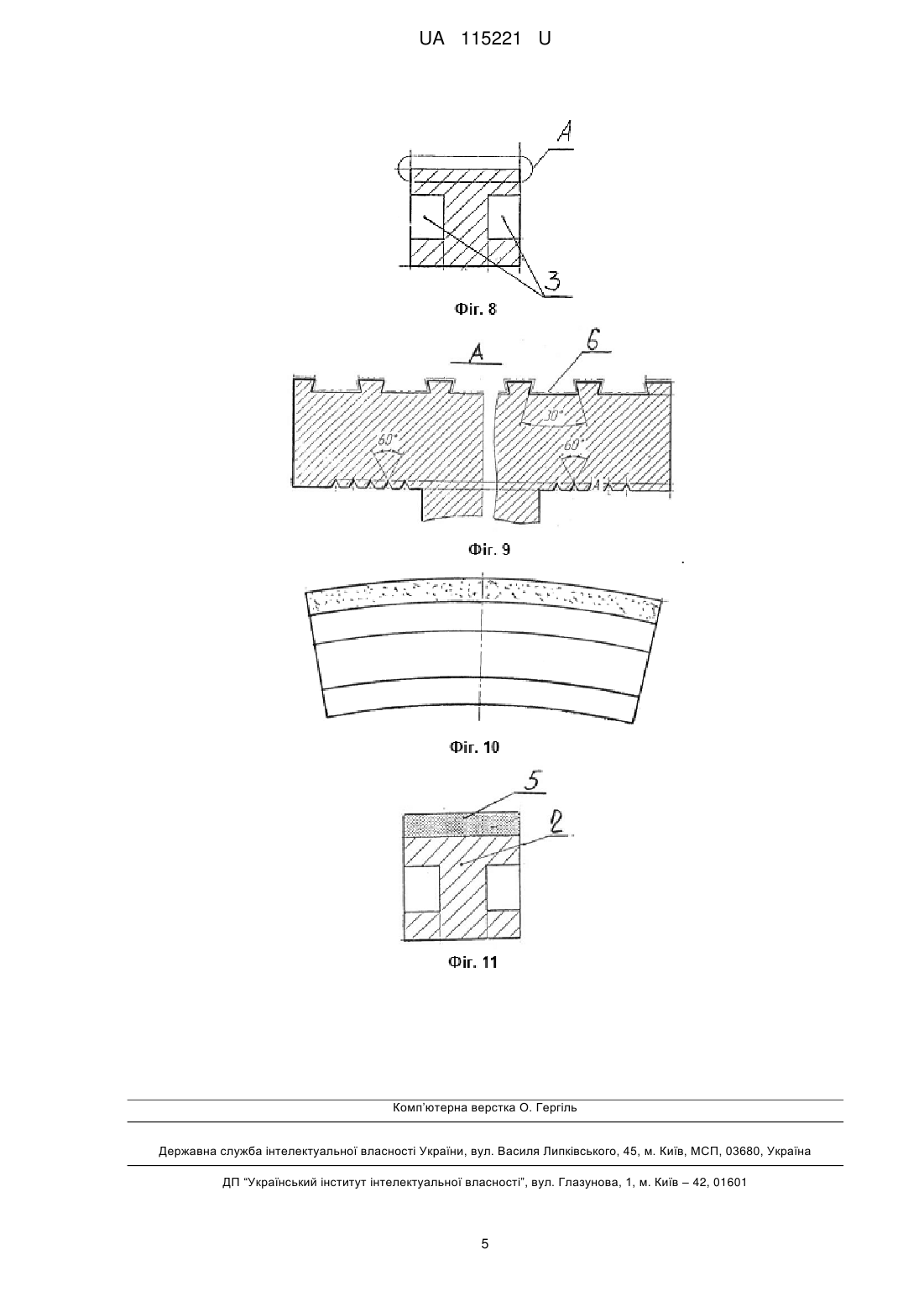
Реферат: Спосіб виготовлення збірного алмазного круга включає виготовлення корпуса круга, виготовлення корпусів брусків з проточками для стяжних кілець на установчому кільці, напресування алмазоносного шару на робочі поверхні корпусів брусків та збирання їх у замкнуте коло стяжними кільцями. Напресовані алмазні бруски збирають в коло на установочному кільці, розміри якого точно співпадають з розміром корпусів брусків, далі стяжні кільця нагрівають до температури 60-120 °C та вкладають у проточки корпусів брусків, потім виймають установче кільце та нагрівають зібране коло з алмазоносними брусками до температури 60-120 °C і вкладають в нього корпус круга з кінцевими розмірами, причому всі поверхні зборки промазують клейкою масою. UA 115221 U (12) UA 115221 U UA 115221 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування і може бути використана при виготовленні великогабаритних алмазних шліфувальних кругів діаметром 700-800 мм та шириною брусків 50-100 мм і більше. Відомий збірний абразивний круг виконаний у вигляді корпусу з встановленими в ньому абразивовмісними брусками, на торцевих поверхнях яких виконано проточки, які з'єднані між собою стяжними кільцями із сполучними елементами (Патент України на корисну модель № 103647, МПК B24D 5/00, публ. 25.12.2015, Бюл. № 24). Недоліком зборки круга з виготовленням проточок в абразивних брусках в пристосуванні, є руйнування абразивного шару, що викликає витрати на правку круга. Найбільш близьким за технічною суттю є спосіб виготовлення збірного алмазного круга, що включає виготовлення корпуса круга, корпусів брусків з проточками для стяжних кілець, напресування алмазоносного шару на робочі поверхні корпусів брусків та збирання їх в замкнуте коло стяжними кільцями (Патент України на корисну модель № 103767, МПК B24D 5/00, публ. 25.12.2015, Бюл. № 24). Недоліком відомого способу є наступне, а саме - складність збирання в коло корпусів брусків та установка стяжних кілець шляхом їх запресування в проточки брусків, тому що алмазоносні бруски при збиранні в коло важко виставити із-за тертя суміжних торців. Крім цього, тому що корпуси брусків виготовлені з алюмінієвого сплаву, а стяжні кільця стальні, останні як просічка зрізають проточку в відхіленнях брусків. Операції запресовки стяжних кілець та корпусу круга в коло алмазних брусків деформує матеріал і знижує якість круга в цілому. Після такої зборки є необхідність правки, що тягне за собою додаткові матеріальні та трудові витрати. В основу корисної моделі поставлено задачу такого вдосконалення способу виготовлення збірного алмазного круга, при якому завдяки тому, що збирання в коло алмазних брусків проводиться на установочному базовому кільці, яке вже використовувалося для виготовлення корпусів брусків. Відмова від важких механічних та пресових операцій вирішується наступним чином: нагрів стяжних кілець та укладання їх в проточки зібраного на установчому кільці кола з алмазних брусків. Далі виймають установче кільце і нагрівають зібране стяжними кільцями коло з алмазними брусками і вкладають в нього корпус алмазного круга з кінцевими розмірами так, щоб геометрія кола з алмазними брусками вирівнювалася по зовнішньому точному діаметру корпуса круга, що в результаті мінімізує час правки круга в цілому. Поставлена задача вирішується в способі виготовлення збірного алмазного круга, що включає виготовлення корпуса круга, виготовлення корпусів брусків з проточками для стяжних кілець на установчому кільці, напресування алмазоносного шару на робочі поверхні корпусів брусків та збирання їх у замкнуте коло стяжними кільцями, напресовані алмазні бруски збирають в коло на установочному кільці, розміри якого точно співпадають з розміром корпусів брусків, далі стяжні кільця нагрівають до температури 60°-120 °C та вкладають у проточки корпусів брусків, потім виймають установче кільце та нагрівають зібране коло з алмазоносними брусками до температури 60-120 °C і вкладають в нього корпус круга, причому всі поверхні зборки промазують клейкою масою. Проточки для стяжних кілець виконують в корпусах брусків до напресування абразивного шару на робочі поверхні брусків На кресленнях 1-10 (фіг. 1, 2 - Збірний алмазний круг; фіг. 3, 4 - Зібране коло брусків; фіг. 5, 6 - Зібране коло на установчому кільці; фіг. 7, 8, 9 - Корпус бруска; фіг. 10, 11 - Алмазний брусок) проілюстровано пропоновану корисну модель, де представлено загальний вид збірного алмазного круга, виконаного, згідно з корисною моделлю, у вигляді корпуса 1 круга, корпусів брусків 2 з проточками 3 для стяжних кілець 4, з алмазоносним шаром 5 на робочих поверхнях 6 корпусів брусків 2; збирання алмазних брусків 8 у замкнуте коло 7 стяжними кільцями 4 на установчому базовому кільці 9; показані поверхні з'єднань 10, 11, 12 які до зборки промазують епоксидним клеєм. Спосіб реалізують наступним чином. На установче базове кільце 9 викладають в коло алмазні бруски 8. Стяжні стальні кільця 4 гріють до температури 60-120 °C, таким чином, щоб розмір розширення кілець 4 був рівним показнику натягу з'єднання 11, 12. Поверхні внутрішніх діаметрів проточок 3 виконані з гарантованим зазором для вільного укладання стяжних кілець 4, а перед укладанням поверхні з'єднань 11, 12 проточок 3 і стяжних кілець 4 промазують епоксидним клеєм. Після укладання стяжних кілець 4 в проточки 3, установче базове кільце 9 виймають із кола 7. Далі зібране коло 7 з алмазними брусками 8 гріють до температури 60-120 °C так, щоб розмір розширення рівнявся натягу кола 7 на корпус круга 1, який виконано з кінцевими розмірами. Поверхні з'єднань 10 корпуса 1 і кола 7 промазують епоксидним клеєм. Далі корпус 1 вкладають в розігріте коло 7. 1 UA 115221 U 5 Досвід виготовлення крупногабаритних збірних алмазних кругів показав, що практично неможливо зібрати в коло алмазні бруски з правильною геометрією без установчого кільця. Використання пропонованого способу знижує трудоємкість виготовлення, зберігає від руйнування алмазоносний шар, мінімізує час правки круга, його кінцеву обробку, виключає пошкодження стальними стяжними кільцями проточки алюмінієвих корпусів алмазних брусків, що в цілому підвищує якість збірного алмазного круга. Корисна модель визначається широкою технологічністю, простотою і надійністю у роботі. Ефективність пропонованого способу виготовлення збірного алмазного круга підтверджено науково-експериментальними дослідженнями, проведеними в НТАК "АЛКОН" НАН України. 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 1. Спосіб виготовлення збірного алмазного круга, що включає виготовлення корпуса круга, виготовлення корпусів брусків з проточками для стяжних кілець на установчому кільці, напресування алмазоносного шару на робочі поверхні корпусів брусків та збирання їх у замкнуте коло стяжними кільцями, який відрізняється тим, що напресовані алмазні бруски збирають в коло на установочному кільці, розміри якого точно співпадають з розміром корпусів брусків, далі стяжні кільця нагрівають до температури 60-120 °C та вкладають у проточки корпусів брусків, потім виймають установче кільце та нагрівають зібране коло з алмазоносними брусками до температури 60-120 °C і вкладають в нього корпус круга з кінцевими розмірами, причому всі поверхні зборки промазують клейкою масою. 2. Спосіб виготовлення збірного алмазного круга за п. 1, який відрізняється тим, що як клейку масу беруть епоксидний клей. 2 UA 115221 U 3 UA 115221 U 4 UA 115221 U . Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24D 5/00
Мітки: алмазного, спосіб, виготовлення, круга, збірного
Код посилання
<a href="https://ua.patents.su/7-115221-sposib-vigotovlennya-zbirnogo-almaznogo-kruga.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення збірного алмазного круга</a>
Спосіб виготовлення збірного алмазного круга
Номер патенту: 103767
Опубліковано: 25.12.2015
Автори: Лавріненко Валерій Іванович, Скрябін Валерій Олексійович
МПК: B24D 5/00
Мітки: круга, алмазного, збірного, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення збірного алмазного круга, що включає виготовлення корпусів брусків з напресуванням алмазоносного шару на робочі поверхні брусків, виконання проточок на торцевих поверхнях корпусів брусків для стяжних кілець та збирання їх у замкнуте коло запресуванням стяжних кілець у проточки, який відрізняється тим, що при виготовленні брусків спочатку виконують проточки для стяжних кілець, а потім виконують напресування алмазоносного...
Спосіб виготовлення алмазного круга на керамічній зв’язці
Номер патенту: 109912
Опубліковано: 12.09.2016
Автори: Федоренко Дмитро Олегович, Пижов Іван Миколайович, Федорович Володимир Олексійович, Лісачук Георгій Вікторович
Мітки: круга, алмазного, спосіб, виготовлення, керамічний, зв'язці
Формула / Реферат:
Спосіб виготовлення алмазного круга на керамічній зв'язці, що включає підготовку абразивної маси із застосуванням алмазних зерен, формування з отриманої маси алмазного інструменту, що піддають обпаленню, оптимальну температуру проведення якого визначають за допомогою критерію впливу на стан алмазних зерен і забезпечують підбором складових керамічної зв'язки, який відрізняється тим, що як критерій для визначення оптимальної температури...
Спосіб виготовлення алмазного інструменту
Номер патенту: 56685
Опубліковано: 25.01.2011
Автор: Кондратюк Віктор Іванович
МПК: B24D 3/06
Мітки: алмазного, виготовлення, інструменту, спосіб
Формула / Реферат:
Спосіб виготовлення алмазного інструменту, що складається з алмазних сегментів (брусків) на металевій зв'язці, який відрізняється тим, що алмазний порошок шляхом шаржування закріплюється на металевих пластинах, які скріплюються між собою, при цьому товщина пластин визначається у співвідношенні:d=(1,0-8,0)´d,де:d - товщина металевої пластини;d - діаметр алмазного зерна.
Спосіб правки алмазного шліфувального круга
Номер патенту: 42950
Опубліковано: 15.11.2001
Автори: Захаренко Володимир Сергійович, Польшаков Валерій Іванович, Кузьменко Анатолій Петрович
МПК: B24B 53/00
Мітки: правки, круга, спосіб, алмазного, шліфувального
Формула / Реферат:
Спосіб правки алмазного шліфувального круга, відповідно до якого алмазний шліфувальний круг обробляють торцем абразивного кільця, який відрізняється тим, що алмазному шліфувальному кругу і абразивному кільцю надають заданий відносний обертальний рух, за рахунок чого на поверхні алмазного круга утворюється рівномірна сітка штрихів, при чому абразивне кільце беруть з зовнішнім діаметром 0,625...1,2 діаметра круга і шириною, що не перевищує...
Пристрій для закріплення алмазного круга
Номер патенту: 61436
Опубліковано: 17.11.2003
Автори: Азарова Наталя Вікторовна, Полтавець Валерій Васильович, Матюха Петро Григорович
МПК: B24B 45/00
Мітки: круга, пристрій, алмазного, закріплення
Формула / Реферат:
Пристрій для закріплення алмазного круга, що складається з корпусу з торцевою і циліндричною поверхнями для базування, фланця для притискування, регулюючих елементів, що розташовані на фланці для притискування, і регулюючих гвинтів, який відрізняється тим, що регулюючі елементи виконані в вигляді стержнів, один кінець яких встановлено з можливістю контактування з циліндричною поверхнею фланця для притискування, а на протилежному кінці...
Попередній патент: Аксіально-поршнева гідромашина
Наступний патент: Відбиткова стоматологічна ложка із змінними елементами
Випадковий патент: Арматура фонтанна