Спосіб обробки криволінійних поверхонь
Номер патенту: 119627
Опубліковано: 25.09.2017
Автори: Яценко Ірина В'ячеславівна, Антонюк Віктор Степанович, Ващенко Вячеслав Андрійович

Формула / Реферат
Спосіб обробки криволінійних поверхонь оптичних елементів, що включає електронно-променеву технологію, який відрізняється тим, що обробку оптичної поверхні виконують у дві стадії, для цього створюють систему дискретно розташованих нерухомих одиничних електронних променів і на першій стадії забезпечують рівномірний тепловий вплив вздовж всієї оброблюваної поверхні оптичних елементів з різними густинами теплового впливу та коефіцієнтами зосередженості, а теплову дію електронного променю на оптичну поверхню чинять без її поверхневого оплавлення, чим здійснюють гомогенізацію хімічного складу продуктів гідролізу і заповнюють дефектний приповерхневий шар, а на другій стадії підсилюють вплив густини їх теплових дій до оплавлення поверхневого шару, внаслідок чого усувають дефектні шари та зменшують мікрорельєф оптичних поверхонь та створюють функціональний мікропрофіль на оптичній поверхні, при цьому покращують оптичні характеристики поверхневих шарів елементів, зменшують коефіцієнт світорозсіювання їх оптичної поверхні та збільшують коефіцієнт пропускання ІЧ-випромінювання.
Текст
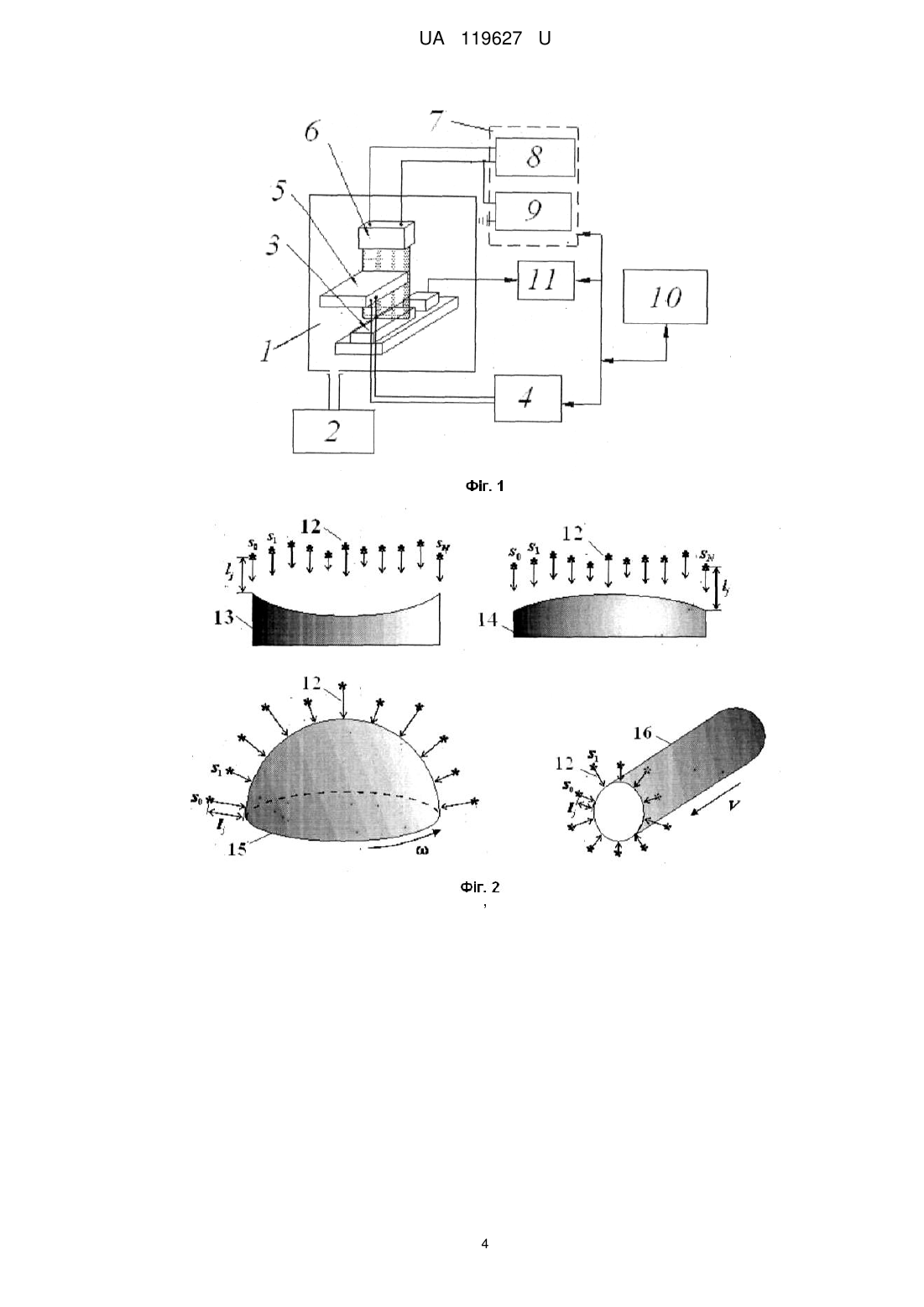
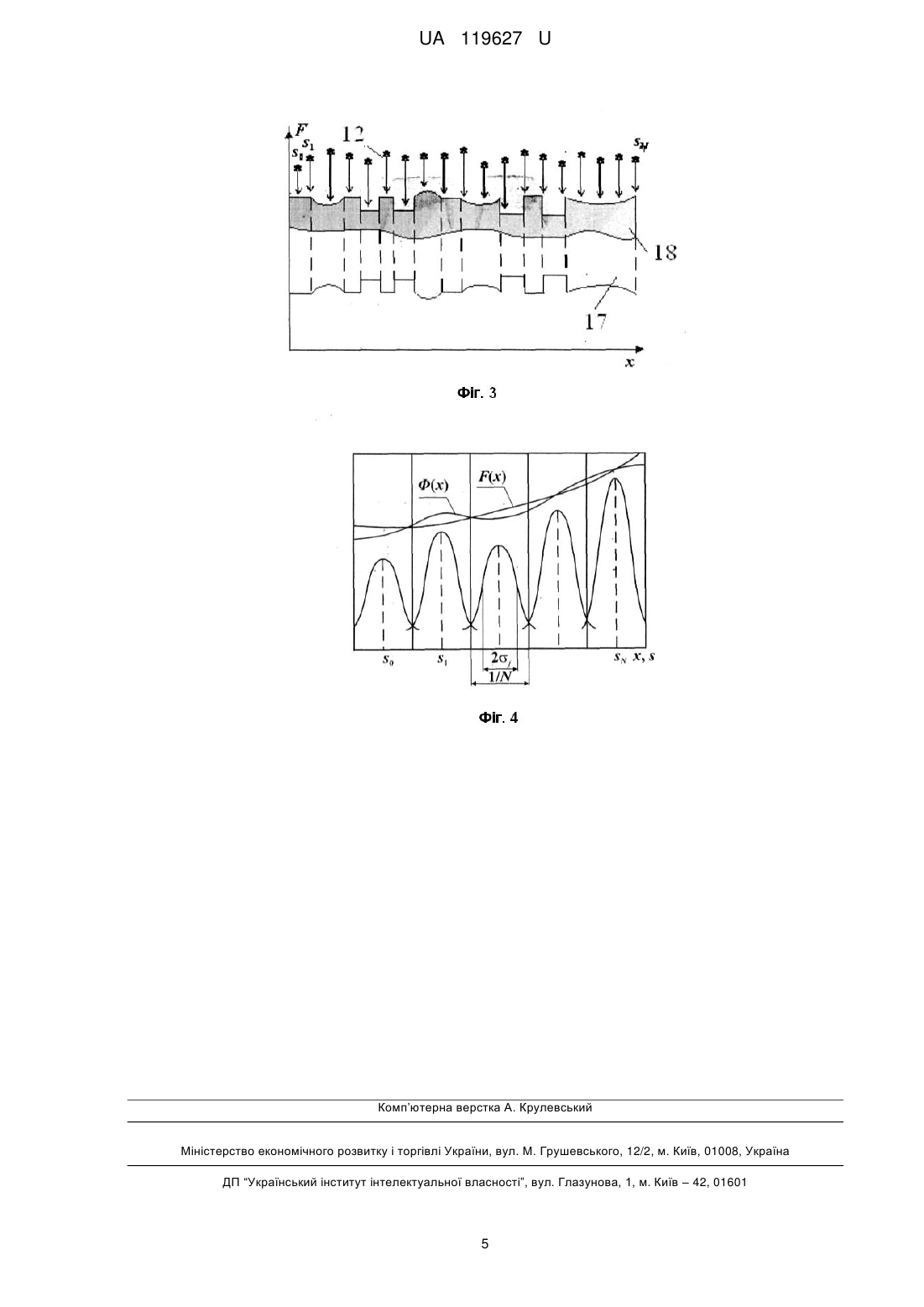
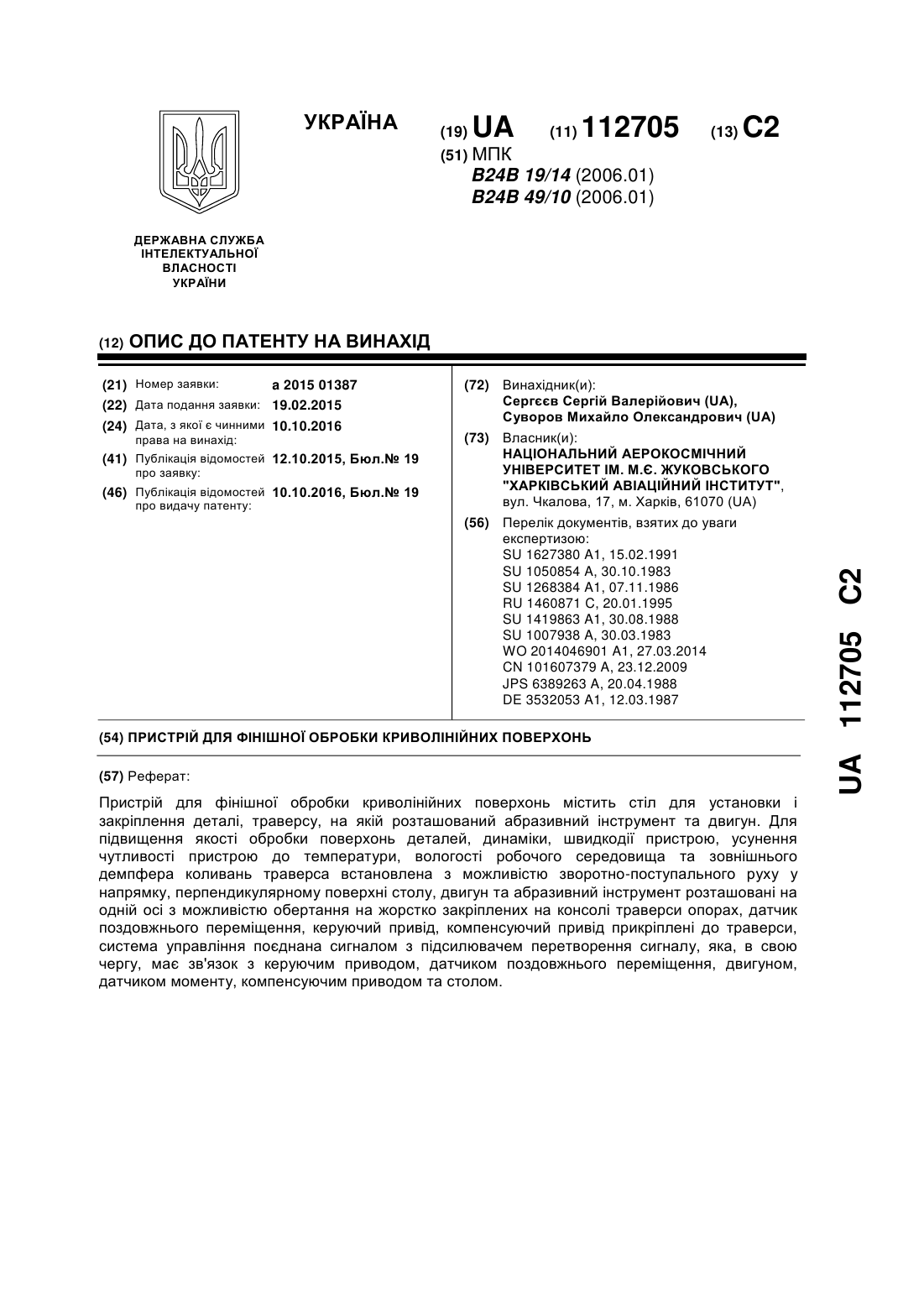
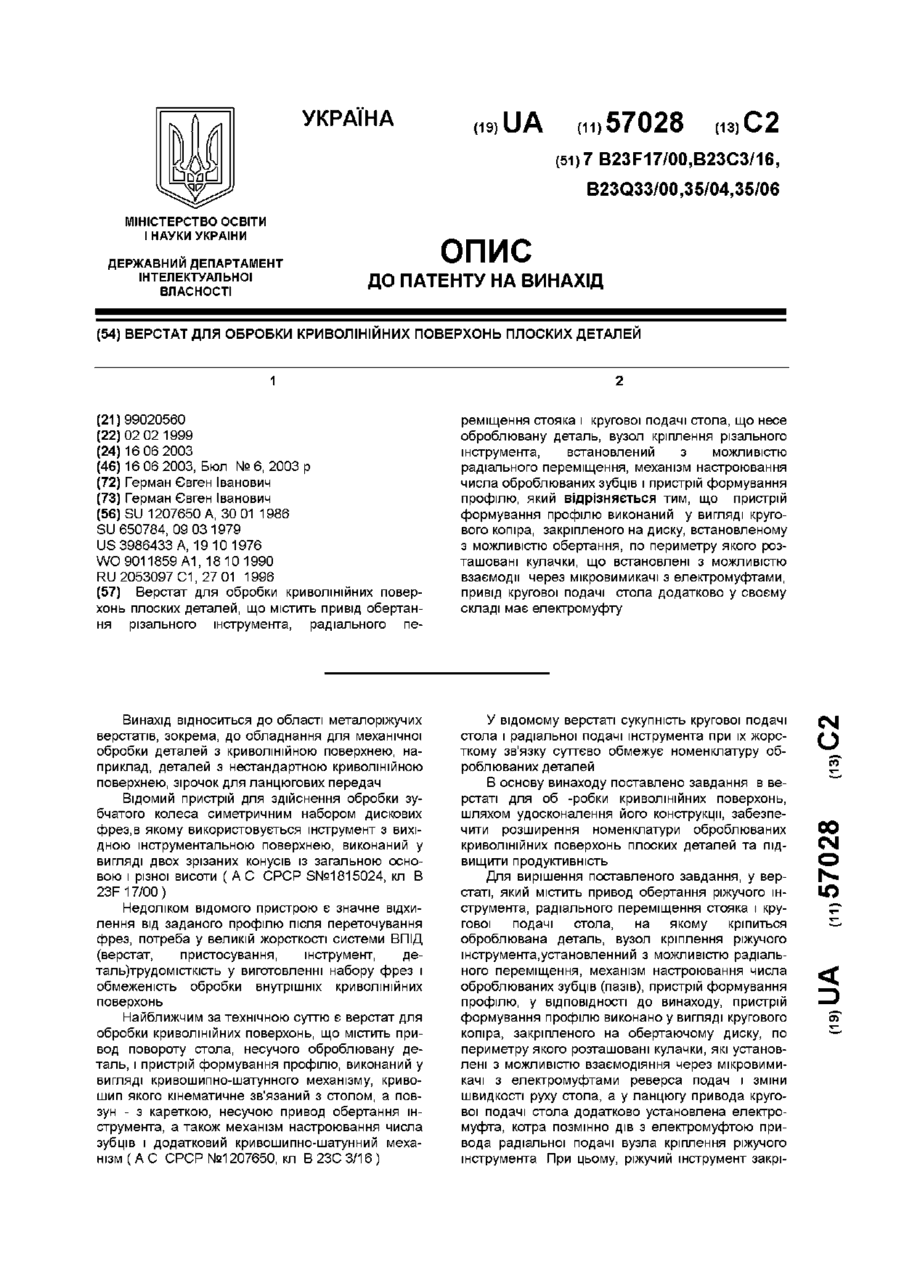
Реферат: Спосіб обробки криволінійних поверхонь оптичних елементів включає електронно-променеву технологію, при якій обробку оптичної поверхні виконують у дві стадії, для цього створюють систему дискретно розташованих нерухомих одиничних електронних променів. На першій стадії забезпечують рівномірний тепловий вплив вздовж всієї оброблюваної поверхні оптичних елементів з різними густинами теплового впливу та коефіцієнтами зосередженості, а теплову дію електронного променю на оптичну поверхню чинять без її поверхневого оплавлення, чим здійснюють гомогенізацію хімічного складу продуктів гідролізу і заповнюють дефектний приповерхневий шар. На другій стадії підсилюють вплив густини їх теплових дій до оплавлення поверхневого шару, внаслідок чого усувають дефектні шари та зменшують мікрорельєф оптичних поверхонь та створюють функціональний мікропрофіль на оптичній поверхні, при цьому покращують оптичні характеристики поверхневих шарів елементів, зменшують коефіцієнт світорозсіювання їх оптичної поверхні та збільшують коефіцієнт пропускання ІЧвипромінювання. UA 119627 U (12) UA 119627 U UA 119627 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до способів електронно-променевої обробки криволінійних поверхонь. Відомий спосіб отримання ювенільних поверхонь на склі, який включає маскування поверхні скла жароміцним, струмопровідним матеріалом, попередній нагрів зразка у вакуумі, обробку стрічковим електронним променем та охолодження, який відрізняється тим, що поверхню з нанесеними на неї рисками глибиною до 50 мкм, якими утворюється прямокутна (квадратна) сітка, обробляють у багатозахідному режимі електронним потоком з різними потужністю та швидкістю при кожному заході таким, чином, що не перекривають. потоком бокові прямокутники (квадрати) [Патент України № u201511538, МПК С30В 33/00 G01N 19/04, 2016]. Недоліком наведеного способу є велика трудомісткість розрахункової частини способу та неможливість якісно оброблювати вищезазначеним способом криволінійні поверхні, при обробці яких виникають значні порушення геометрії кривизни, що призводять до значних похибок передачі оптичного сигналу. Відомий також спосіб обробки оптичних деталей з криволінійними поверхнями інструментом у вигляді концентрично розташованих абразивних елементів з різною зернистістю, які виступають один щодо іншого, при якому деталь та інструмент встановлюють під кутом та надають їм відносне переміщення. Спосіб відрізняється тим, що з метою підвищення якості обробки та точності формоутворення, абразивні елементи інструменту мають однакову ширину, а діаметр, кожного наступного елемента становить 1,2…2,5 діаметра попереднього. [Авторське 3 свідоцтво СРСР. № 1002134, М.Кл В24В 13/00, 1983]. Недоліком наведеного способу є неможливість усунути дефектний приповерхневий шар, що збільшує коефіцієнт світлорозсіювання оптичної поверхні зменшуючи коефіцієнт пропускання ІЧ-випромінювання. Крім цього, така обробка не може бути використана для отримання мікропрофілей менших за ширину абразивного елемента інструмента, що обмежується розмірами фракцій абразивного матеріалу. Найбільш близьким по технічній суті до корисної моделі що заявляється, є спосіб обробки скла імпульсним світловим випромінюванням, а саме формування на склі мікрорельєфу заданої глибини шляхом випаровування сфокусованим до мікронних розмірів лазерним променем поверхневого шару скла з підвищеним показником поглинання, отриманого за допомогою іонної імплантації. Такий метод обробки скла може були використаний при виготовленні дифракційних оптичних елементів, для бінарного (тобто у вигляді точок або матриць точок) запису оптичної 6 інформації, а також в області іонної та фотолітографії [Патент РФ № RU 1231818C, МПК С03С 21/00, 2013]. Недоліком даного способу є те, що на оброблену таким чином поверхню попередньо, шляхом іонної імплантації впроваджують іони заліза, що формують зону поверхневого шару скла з підвищеним показником поглинання. Проте, при умовах дотримання високої хімічної чистоти поверхневого шару скла, даний спосіб не підходить, оскільки поверхневий шар скла + після формування мікрорельєфу залишається забрудненим іонами Fe . Задачею корисної моделі є розширення технологічних можливостей електроннопроменевого методу та одержання високоякісних мікрорельєфів на хімічно чистих криволінійних поверхнях виробів з оптичних матеріалів, що мають забезпечити оптичні характеристики поверхневих шарів - коефіцієнт світлорозсіювання оптичної поверхні, коефіцієнт пропускання ІЧ-випромінювання. В основу корисної моделі поставлена задача більш точного та надійного способу обробки криволінійних поверхонь оптичних елементів (ввігнутих, випуклих, сферичних, циліндричних тощо), що включає електронно-променеву технологію. Згідно з корисною моделлю обробку оптичної поверхні виконують у дві стадії. Для цього створюють систему дискретно розташованих нерухомих одиничних електронних променів. На першій стадії забезпечують рівномірний тепловий вплив вздовж всієї оброблюваної поверхні оптичних елементів з різними густинами теплового впливу та коефіцієнтами зосередженості (гостроти теплових імпульсів), а теплову дію електронного променю на оптичну поверхню чинять без їх поверхневого оплавлення, чим здійснюють гомогенізацію хімічного складу продуктів гідролізу та заповнюють дефектний приповерхневий шар. На другій стаді підсилюють впливи густини їх теплових дій до оплавлення поверхневого шару, внаслідок чого усувають дефектні шари та зменшують мікрорельєф оптичних поверхонь, а також створюють функціональний мікропрофіль на оптичній поверхні, при цьому покращують оптичні характеристики поверхневих шарів елементів зменшують коефіцієнт світлорозсіювання їх оптичної поверхні та збільшують коефіцієнт пропускання ІЧ-випромінювання. Задача вирішується шляхом обробки оптичної поверхні системою дискретно розташованих одиничних електронних променів у дві стадії. На першій стадії забезпечують гомогенізацію 1 UA 119627 U 5 10 15 20 25 30 35 40 45 50 хімічного складу продуктів гідролізу та заповнюють дефектний приповерхневий шар, а на другій стадії створюють функціональний мікропрофіль оптичної поверхні, що покращує оптичні характеристики поверхневих шарів елементів, зменшує коефіцієнт світлорозсіювання їх оптичної поверхні, збільшує коефіцієнт пропускання ІЧ-випромінювання. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 зображено схему способу обробки криволінійних поверхонь оптичних елементів, на фіг. 2 - схему розміщення дискретно розташованих нерухомих одиничних електронних променів відносно криволінійних поверхонь оптичних елементів, на фіг. 3 - схему формування функціональних мікропрофілей на поверхні оптичних елементів складної геометричної форми за допомогою системи дискретно розташованих нерухомих джерел електронних променів, а на фіг. 4 - схему розподілення теплового впливу вздовж поверхні оптичного елемента. Спосіб роботи пристрою можна реалізовувати наступним чином. На фіг. 1 зображено схему установки для обробки криволінійних поверхонь оптичних елементів, яка включає: вакуумну камеру 1 з вакуумним насосом 2, оброблюваний оптичний елемент 3, блок живлення кварцових нагрівачів 4, систему кварцових нагрівачів 5, модуль гармат. Пірса 6, блок живлення електронних гармат 7, що містить модуль струмів розігріву катодів 8, та модуль формування прискорюючих напруг 9, систему автоматизованого керування 10, систему зондів 11. Суть способу пояснюється наступним чином. У вакуумній камері 1 створюють вакуум за допомогою вакуумного насоса 2, попередньо у зоні впливу електронних променів у вакуумній камері 1 розмішується оброблюваний оптичний елемент 3, який нагрівають для релаксації термопружних напружень, за допомогою системи кварцових нагрівачів 5, від джерела живлення 4, яке регулюється системою автоматизованого керування 8. Нагрівання оптичний елемент 3 необхідно для попередження його руйнування яке може виникати у момент ударних теплових впливів променів. Крім цього, нагрів оптичного елемента 3, як діелектрика, призводить до збільшення рухомості електронів на його поверхні, яка заземляється, та у результаті не відбувається так зване "запирання" електронних променів і процес обробки електронними променями стає можливим. Потім включається блок живлення електронних гармат 7, який через модуль струмів розігріву катодів 8, та модуль формування прискорюючих напруг 9, згідно розробленої програми для заданої кількості променів та відстаней до оброблюваної поверхні подає на модуль гармат Пірса 6, який реалізує необхідне значення струмів променів та прискорюючих напруг. При цьому у процесі обробки поверхні оптичного елемента 3 за допомогою системи зондів 11 здійснюється контроль енергетичних параметрів променів прискорюючих напруг, а також температури поверхні оброблюваної поверхні, яка не повинна перевищувати значень, що характерні для інтенсивного випаровування на поверхні елемента. Після обробки оптичного елемента 3 його відпалюється у вакуумній камері 1 для зняття термопружних напружень, які залишаються у поверхневих шарах після обробки. На фігурі 3 показано схему відстаней lj (j=1, 2,…, Ν) від розміщених в установці 1 оптичних криволінійних елементів 3 до системи дискретно розташованих одиничних; (s0, s1,…, sN) електронних променів 12, які забезпечують задані розподіли теплових впливів на поверхнях оптичних елементів: ввігнутих 13, випуклих 14; сферичних 15 та циліндричних 16 поверхнях. В процесі обробки оптичні елементи 3, наприклад, півсферичні, можуть переміщуватись у зоні обробки з кутовою швидкістю обертання ω, а циліндричні - зі швидкістю подачі V. На фігурі 3 показано схему створення функціональних мікропрофілей на поверхні оптичних елементів складної геометричної форми 17 де необхідно реалізувати вздовж оброблюваної поверхні заданий розподілений тепловий вплив 18 за допомогою системи дискретно розташованих нерухомих джерел (s0, s1,…, sN) електронних променів 12. На фігурі 4 наведено схему наближення до заданого розподіленого теплового впливу F(x) вздовж поверхні оптичного елемента сукупністю дискретно розташованих нерухомих джерел sj (j=1, 2,…, Ν) теплового впливу гаусівського типу Ф(х). Показано (фіг. 4) розподіл густини теплового впливу j-го (j=1, 2,…, Ν) електронного променю вздовж координати x оброблюваної поверхні елемента описується законом Гауса: N Iлj Vуj 1 k I ,l x s j 2 Fnj x k 0 j Iлj ,l j e 0 j л j j , (1) B j1 erf arj 55 де B - ширина електронних променів B 6 10 2...8 10 2 м , Iлj , Vуj , k 0 j прискорювачі напруги та коефіцієнти зосередженості 2 - струми, променів; UA 119627 U k0j 1 a0 j a1j l j a 2 j Iлj a3 j Iлj l j 2 2 j коефіцієнти зосередженості (гостроти теплових імпульсів), променів; arj r 0,1 ..., 4 - емпіричні константи. , Кількість дискретних джерел N та параметрів Iлj , Vуj та l j j 1 2,..., N вибирають таким, щоб , наближення F(x) функцією Ф(х) було мінімальним: 5 10 15 20 25 S M i 1 1 B N Iлj Vуj j 1 erf arj k 0 j Iлj , l j e k 0 j Iл j,l j x i s j 2 2 Fx min , (2) N,Iл j, Vуj ,l j В результаті проведених чисельних експериментів для заданих розподілів F(x) встановлено, що, наприклад, для Ν=5…7 наближення сумарного Ф(х) від одиничних променів до заданого F(x) досягається в межах 3…5 % в режимі реального часу. Збільшуючи кількість джерел електронних променів (до 50…70) можна добитись високої -4 -5 точності (відносна похибка до 10 … 10 ) відповідності заданим розподіленим тепловим впливам вздовж оброблюваних криволінійних оптичних елементів заданої геометричної форми. Використовуючи залежності (1) та (2) технічно реалізовують запропонований спосіб у вигляді системи керування технологічним процесом електронно-променевої обробки поверхонь оптичних елементів різної геометричної форми та створення на них функціональних профілей. Спосіб за допомогою системи нерухомих дискретно розподілених електронних променів дозволяє реалізувати обробку криволінійних оптичних поверхонь електронним потоком, формуючи на них багаторівневі профілі для поверхонь оптичних елементів (ввігнутих, випуклих, сферичних, циліндричних тощо) та усунути дефектні шари і зменшити мікрорельєф оптичних поверхонь, покращити оптичні характеристики поверхневих шарів елементів, зменшити коефіцієнт світлорозсіювання оптичної поверхні, збільшити коефіцієнт пропускання ІЧвипромінювання. Таким чином, спосіб, що заявляється, забезпечує можливість обробки криволінійних поверхонь оптичних елементів може бути використаний для виготовлення елементної бази у мікрооптиці, інтегральній та волоконній оптиці та інших галузях оптико-електронного приладобудування. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 40 Спосіб обробки криволінійних поверхонь оптичних елементів, що включає електроннопроменеву технологію, який відрізняється тим, що обробку оптичної поверхні виконують у дві стадії, для цього створюють систему дискретно розташованих нерухомих одиничних електронних променів і на першій стадії забезпечують рівномірний тепловий вплив вздовж всієї оброблюваної поверхні оптичних елементів з різними густинами теплового впливу та коефіцієнтами зосередженості, а теплову дію електронного променю на оптичну поверхню чинять без її поверхневого оплавлення, чим здійснюють гомогенізацію хімічного складу продуктів гідролізу і заповнюють дефектний приповерхневий шар, а на другій стадії підсилюють вплив густини їх теплових дій до оплавлення поверхневого шару, внаслідок чого усувають дефектні шари та зменшують мікрорельєф оптичних поверхонь та створюють функціональний мікропрофіль на оптичній поверхні, при цьому покращують оптичні характеристики поверхневих шарів елементів, зменшують коефіцієнт світорозсіювання їх оптичної поверхні та збільшують коефіцієнт пропускання ІЧ-випромінювання. 3 UA 119627 U , 4 UA 119627 U Комп’ютерна верстка А. Крулевський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C03C 23/00
Мітки: обробки, спосіб, криволінійних, поверхонь
Код посилання
<a href="https://ua.patents.su/7-119627-sposib-obrobki-krivolinijjnikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки криволінійних поверхонь</a>
Пристрій для фінішної обробки криволінійних поверхонь
Номер патенту: 112705
Опубліковано: 10.10.2016
Автори: Сергєєв Сергій Валерійович, Суворов Михайло Олександрович
МПК: B24B 19/14, B24B 49/10
Мітки: обробки, криволінійних, поверхонь, пристрій, фінішної
Формула / Реферат:
Пристрій для фінішної обробки криволінійних поверхонь, який містить стіл для установки і закріплення деталі, траверсу, на якій розташований абразивний інструмент та двигун, який відрізняється тим, що траверса встановлена з можливістю зворотно-поступального руху у напрямку, перпендикулярному поверхні столу, двигун та абразивний інструмент розташовані на одній осі з можливістю обертання на жорстко закріплених на консолі траверси опорах, датчик...
Верстат для обробки криволінійних поверхонь плоских деталей
Номер патенту: 57028
Опубліковано: 16.06.2003
Автор: Герман Євген Іванович
МПК: B23Q 35/00, B23F 17/00, B23C 3/00, B23Q 33/00
Мітки: деталей, криволінійних, плоских, верстат, поверхонь, обробки
Формула / Реферат:
Верстат для обробки криволінійних поверхонь плоских деталей, що містить привід обертання різального інструмента, радіального переміщення стояка і кругової подачі стола, що несе оброблювану деталь, вузол кріплення різального інструмента, встановлений з можливістю радіального переміщення, механізм настроювання числа оброблюваних зубців і пристрій формування профілю, який відрізняється тим, що пристрій формування профілю виконаний у вигляді...
Пристрій для вимірювання форми криволінійних поверхонь
Номер патенту: 31485
Опубліковано: 15.12.2000
Автори: Петруша Володимир Олександрович, Баліцький Зеновій Андрійович, Сиротюк Володимир Григорович, Пастернак Богдан Миронович, Кущак Ігор Володимирович
МПК: G01B 11/24
Мітки: пристрій, форми, вимірювання, криволінійних, поверхонь
Текст:
...І зв'язку складових частин оптичної системи Із блоком обробки Інформації при допомозі відліконих елементів . На фіг Л показании загальний вигляд пристрою для вимірювана форми криволінійних поверхоньна на фїг.2на ЙгЛ зверху по стрілці'' на фіг.З - вид по стрілці А ; фіг Д; - вид - вид на фіг.І; • • • на фіг.І; на фіг.5 - розрахункова схема для визначення відхиленн профілю об'єкту вимірювання від теоретичного*,• * * Пристрій для вимірювання...
Спосіб шліфування випуклих криволінійних поверхонь обертання

Номер патенту: 10623
Опубліковано: 15.11.2005
Автори: Ніколенко Олег Миколайович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: обертання, криволінійних, випуклих, спосіб, шліфування, поверхонь
Формула / Реферат:
Спосіб шліфування випуклих криволінійних поверхонь обертання охоплювальним інструментом з віссю обертання, яка розташована в площині симетрії деталі і перпендикулярна осі обертання деталі, який відрізняється тим, що для шліфування криволінійних поверхонь з різноманітними випуклими твірними вісь обертання круга переміщується в цій площині таким чином, що торова поверхня круга дотикається до зовнішнього діаметра деталі в різних точках в залежно...
Спосіб шліфування криволінійних поверхонь лопаток газотурбінних двигунів двома алмазними кругами
Номер патенту: 67147
Опубліковано: 10.02.2012
Автори: Горовой Павло Сергійович, Кальченко Віталій Іванович, Кальченко Володимир Віталійович
МПК: B24B 19/00
Мітки: спосіб, криволінійних, поверхонь, шліфування, газотурбінних, двигунів, алмазними, кругами, двома, лопаток
Формула / Реферат:
1. Спосіб шліфування криволінійних поверхонь лопаток газотурбінних двигунів повздовжніми стрічками, при якому переміщення шліфувального круга і оброблювальної деталі відбувається за умови суміщення нормалей інструмента та оброблювальної поверхні в точках лінії контакту, який відрізняється тим, що обробка ведеться послідовно двома алмазними кругами: кругом більшого діаметра оброблюється частина внутрішнього профілю, радіус кривизни якої не...
Попередній патент: Спосіб отримання продукту з гарбуза
Наступний патент: Роторний сепаратор для коренебульбоплодів
Випадковий патент: Спосіб одержання дисперсного вуглецевого волокна