Спосіб обробки бокової робочої поверхні головки рейки
Номер патенту: 122402
Опубліковано: 10.01.2018
Автори: Онопрейчук Дмитро В'ячеславович, Воронін Сергій Володимирович, Коростельов Євген Миколайович, Стефанов Володимир Олександрович, Скорик Олексій Олексійович

Формула / Реферат
Спосіб обробки бокової робочої поверхні головки рейки, який включає виконання обробки контактуючих поверхонь з попереджувальним шліфуванням, який відрізняється тим, що попереджувальне шліфування на мікрорівні бокової робочої поверхні головки рейки виконують з рівною періодичністю в 1,3 млн. т. брутто для надання раціональної шорсткості Rа = 2 мкм за допомогою рейкошліфувального верстата, після виконання попереджувального шліфування бокову робочу поверхню головки рейки додатково змащують.
Текст
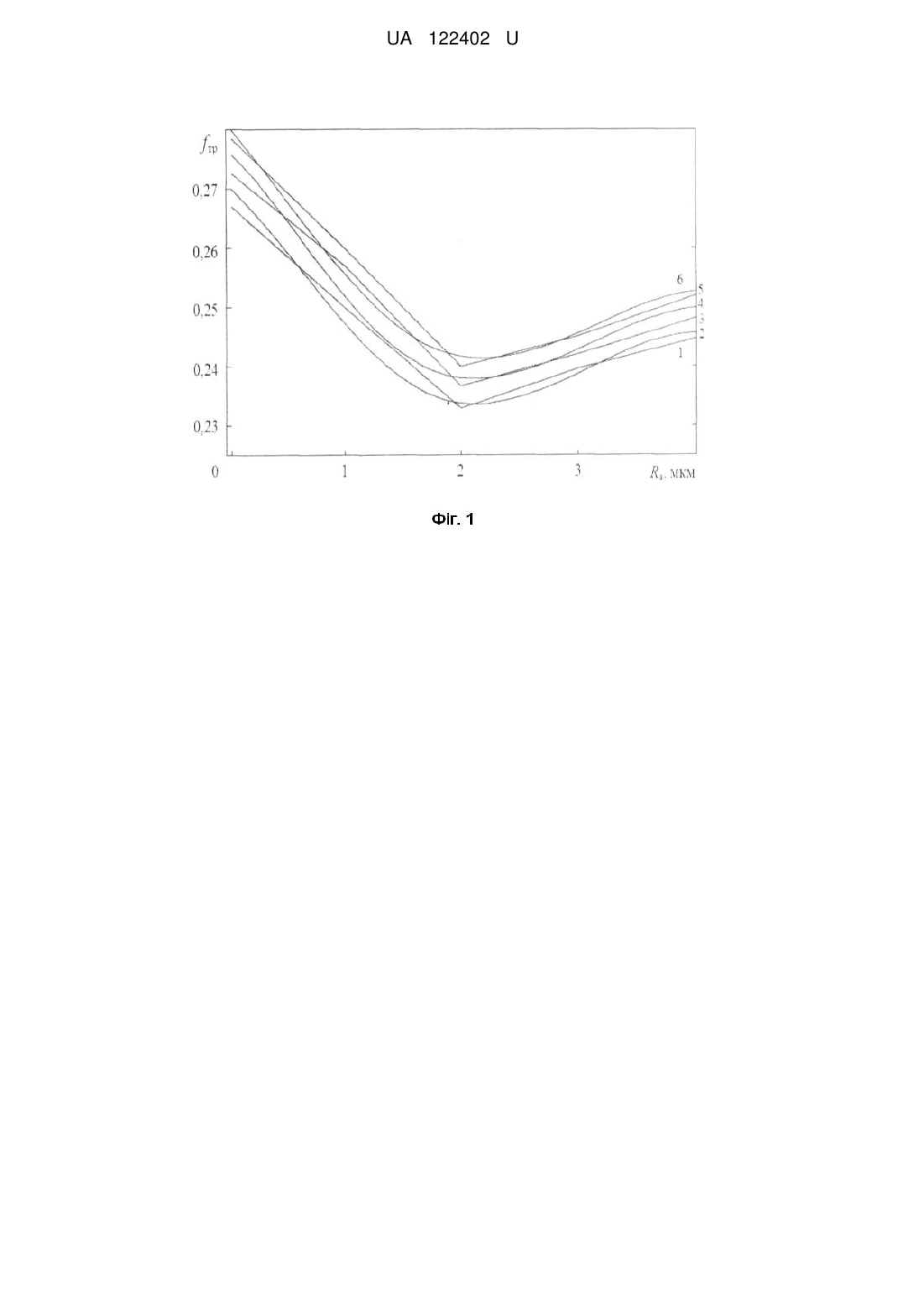
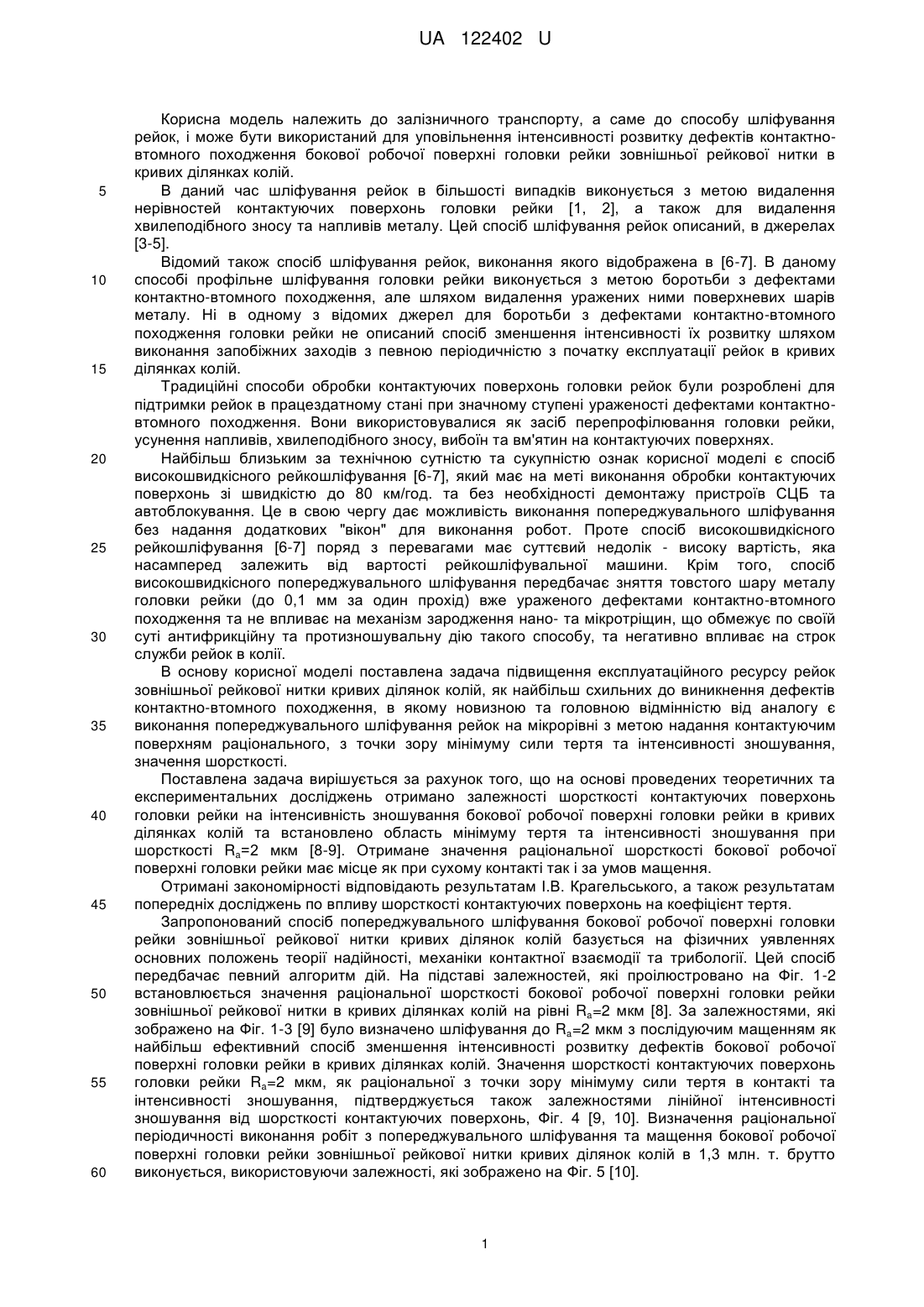
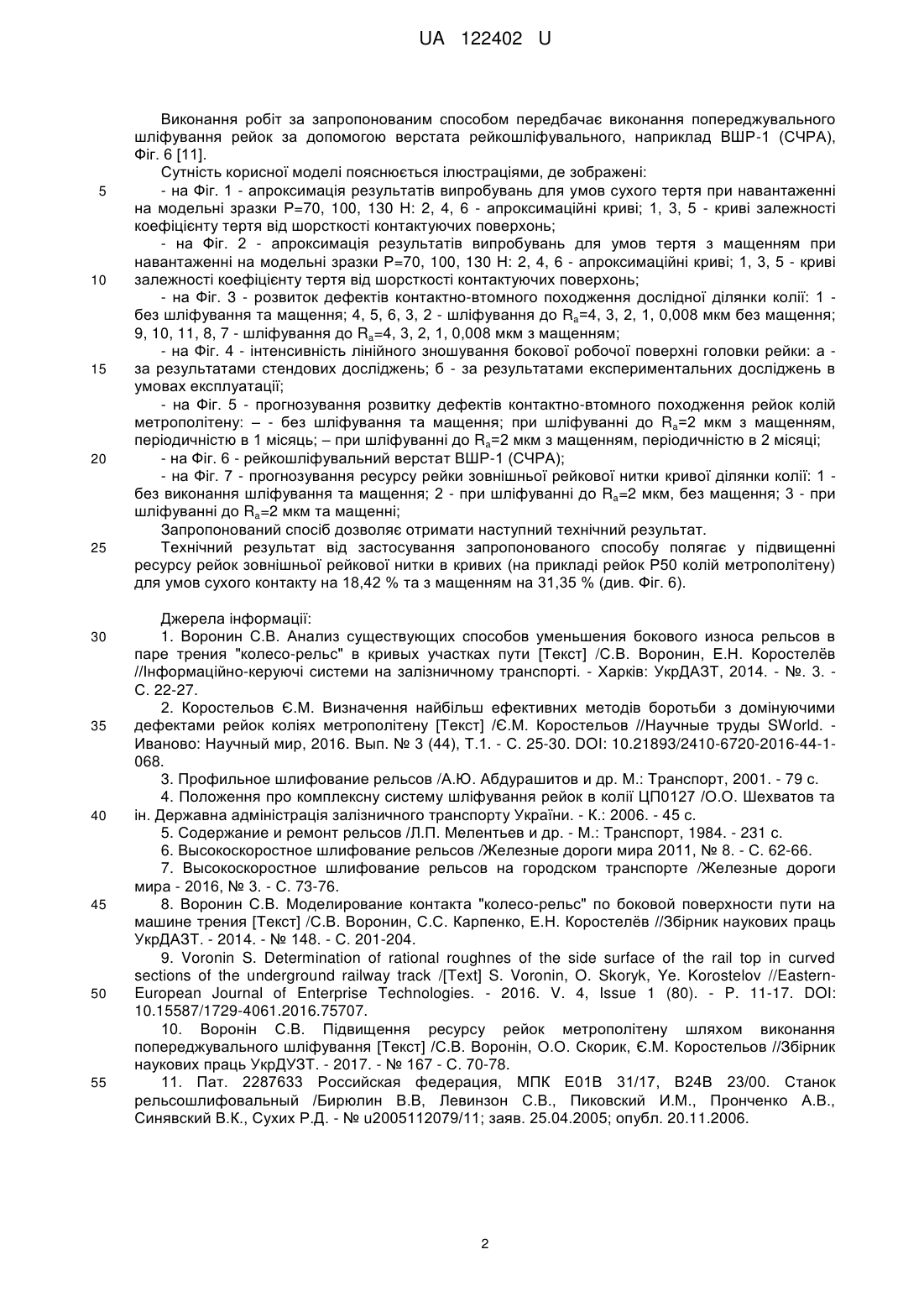
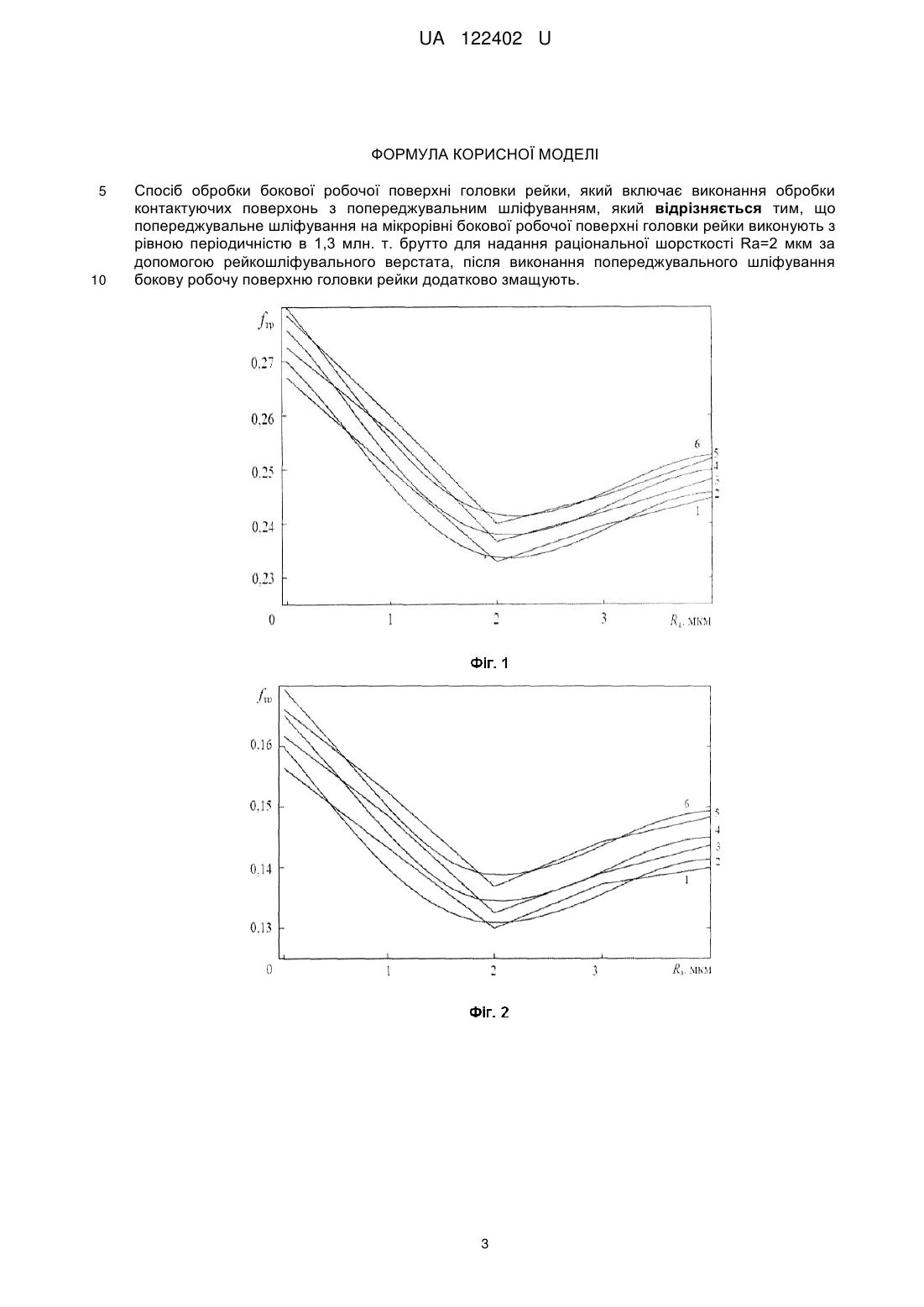
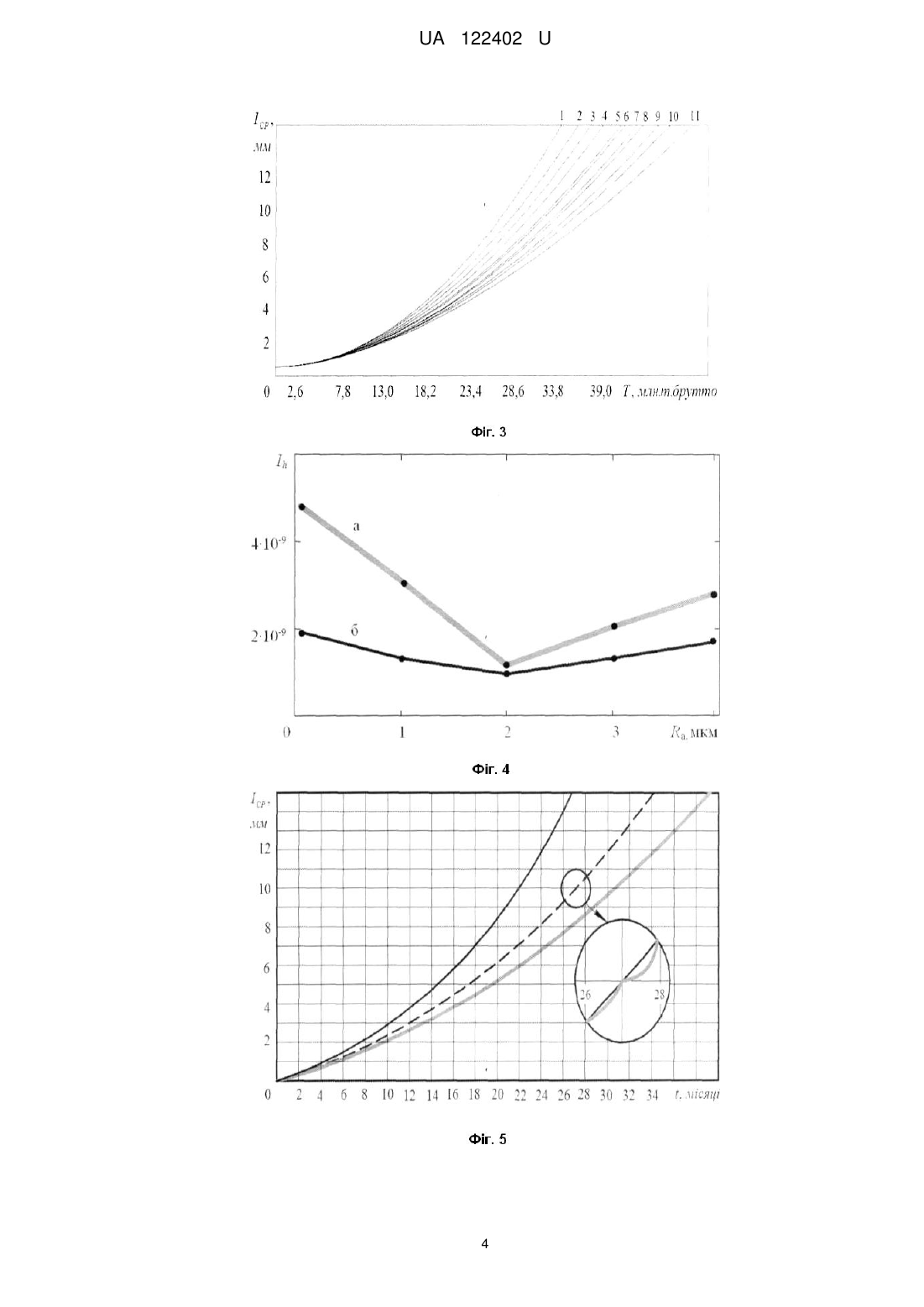
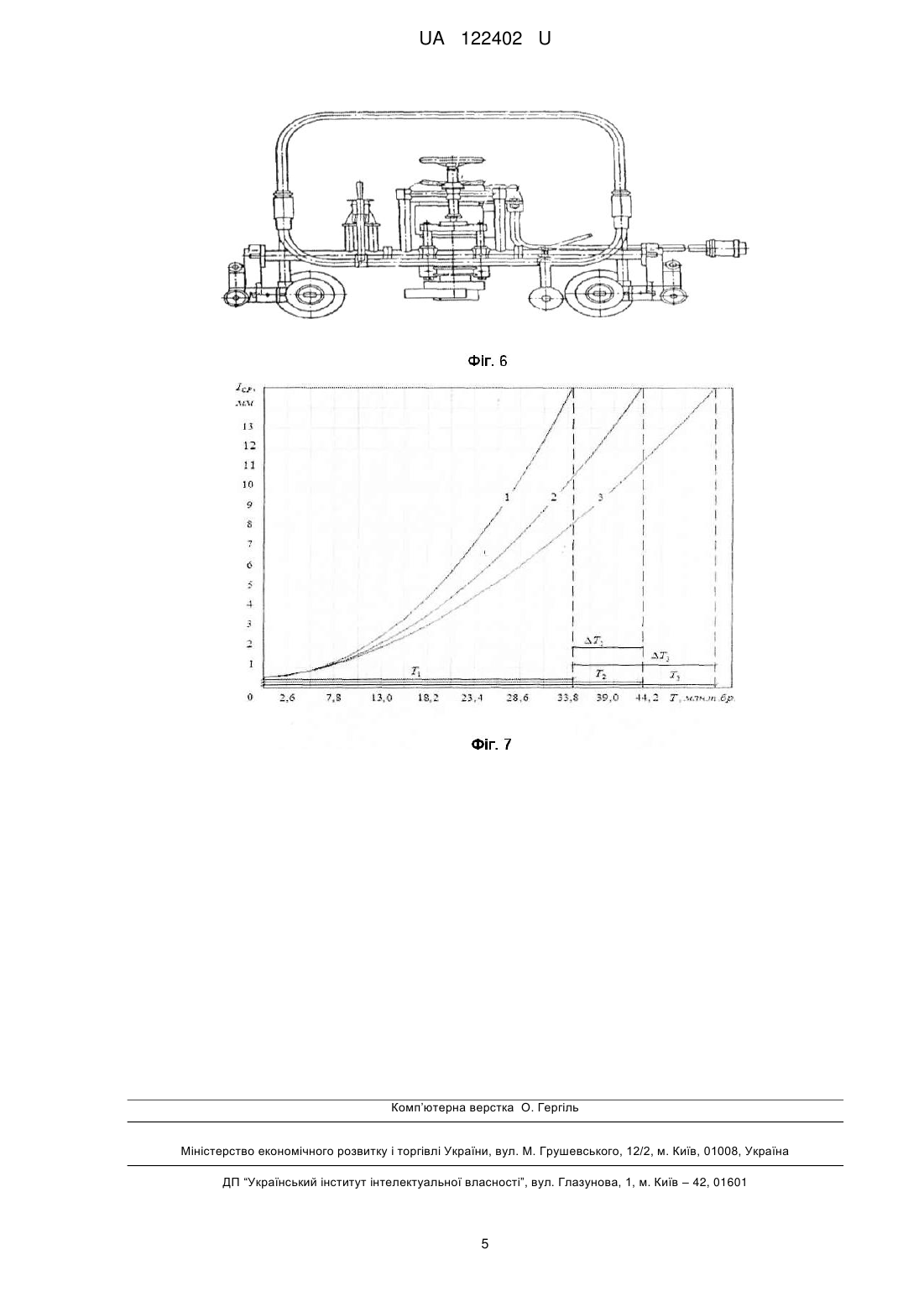
Реферат: Спосіб обробки бокової робочої поверхні головки рейки включає виконання обробки контактуючих поверхонь з попереджувальним шліфуванням. Попереджувальне шліфування на мікрорівні бокової робочої поверхні головки рейки виконується з рівною періодичністю в 1,3 млн. т. брутто за допомогою рейкошліфувального верстата, чим надається раціональна шорсткість Rа=2 мкм. При цьому після виконання попереджувального шліфування бокову робочу поверхню головки рейки додатково змащують. UA 122402 U (12) UA 122402 U UA 122402 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до залізничного транспорту, а саме до способу шліфування рейок, і може бути використаний для уповільнення інтенсивності розвитку дефектів контактновтомного походження бокової робочої поверхні головки рейки зовнішньої рейкової нитки в кривих ділянках колій. В даний час шліфування рейок в більшості випадків виконується з метою видалення нерівностей контактуючих поверхонь головки рейки [1, 2], а також для видалення хвилеподібного зносу та напливів металу. Цей спосіб шліфування рейок описаний, в джерелах [3-5]. Відомий також спосіб шліфування рейок, виконання якого відображена в [6-7]. В даному способі профільне шліфування головки рейки виконується з метою боротьби з дефектами контактно-втомного походження, але шляхом видалення уражених ними поверхневих шарів металу. Ні в одному з відомих джерел для боротьби з дефектами контактно-втомного походження головки рейки не описаний спосіб зменшення інтенсивності їх розвитку шляхом виконання запобіжних заходів з певною періодичністю з початку експлуатації рейок в кривих ділянках колій. Традиційні способи обробки контактуючих поверхонь головки рейок були розроблені для підтримки рейок в працездатному стані при значному ступені ураженості дефектами контактновтомного походження. Вони використовувалися як засіб перепрофілювання головки рейки, усунення напливів, хвилеподібного зносу, вибоїн та вм'ятин на контактуючих поверхнях. Найбільш близьким за технічною сутністю та сукупністю ознак корисної моделі є спосіб високошвидкісного рейкошліфування [6-7], який має на меті виконання обробки контактуючих поверхонь зі швидкістю до 80 км/год. та без необхідності демонтажу пристроїв СЦБ та автоблокування. Це в свою чергу дає можливість виконання попереджувального шліфування без надання додаткових "вікон" для виконання робот. Проте спосіб високошвидкісного рейкошліфування [6-7] поряд з перевагами має суттєвий недолік - високу вартість, яка насамперед залежить від вартості рейкошліфувальної машини. Крім того, спосіб високошвидкісного попереджувального шліфування передбачає зняття товстого шару металу головки рейки (до 0,1 мм за один прохід) вже ураженого дефектами контактно-втомного походження та не впливає на механізм зародження нано- та мікротріщин, що обмежує по своїй суті антифрикційну та протизношувальну дію такого способу, та негативно впливає на строк служби рейок в колії. В основу корисної моделі поставлена задача підвищення експлуатаційного ресурсу рейок зовнішньої рейкової нитки кривих ділянок колій, як найбільш схильних до виникнення дефектів контактно-втомного походження, в якому новизною та головною відмінністю від аналогу є виконання попереджувального шліфування рейок на мікрорівні з метою надання контактуючим поверхням раціонального, з точки зору мінімуму сили тертя та інтенсивності зношування, значення шорсткості. Поставлена задача вирішується за рахунок того, що на основі проведених теоретичних та експериментальних досліджень отримано залежності шорсткості контактуючих поверхонь головки рейки на інтенсивність зношування бокової робочої поверхні головки рейки в кривих ділянках колій та встановлено область мінімуму тертя та інтенсивності зношування при шорсткості Ra=2 мкм [8-9]. Отримане значення раціональної шорсткості бокової робочої поверхні головки рейки має місце як при сухому контакті так і за умов мащення. Отримані закономірності відповідають результатам І.В. Крагельського, а також результатам попередніх досліджень по впливу шорсткості контактуючих поверхонь на коефіцієнт тертя. Запропонований спосіб попереджувального шліфування бокової робочої поверхні головки рейки зовнішньої рейкової нитки кривих ділянок колій базується на фізичних уявленнях основних положень теорії надійності, механіки контактної взаємодії та трибології. Цей спосіб передбачає певний алгоритм дій. На підставі залежностей, які проілюстровано на Фіг. 1-2 встановлюється значення раціональної шорсткості бокової робочої поверхні головки рейки зовнішньої рейкової нитки в кривих ділянках колій на рівні Ra=2 мкм [8]. За залежностями, які зображено на Фіг. 1-3 [9] було визначено шліфування до Ra=2 мкм з послідуючим мащенням як найбільш ефективний спосіб зменшення інтенсивності розвитку дефектів бокової робочої поверхні головки рейки в кривих ділянках колій. Значення шорсткості контактуючих поверхонь головки рейки Ra=2 мкм, як раціональної з точки зору мінімуму сили тертя в контакті та інтенсивності зношування, підтверджується також залежностями лінійної інтенсивності зношування від шорсткості контактуючих поверхонь, Фіг. 4 [9, 10]. Визначення раціональної періодичності виконання робіт з попереджувального шліфування та мащення бокової робочої поверхні головки рейки зовнішньої рейкової нитки кривих ділянок колій в 1,3 млн. т. брутто виконується, використовуючи залежності, які зображено на Фіг. 5 [10]. 1 UA 122402 U 5 10 15 20 25 30 35 40 45 50 55 Виконання робіт за запропонованим способом передбачає виконання попереджувального шліфування рейок за допомогою верстата рейкошліфувального, наприклад ВШР-1 (СЧРА), Фіг. 6 [11]. Сутність корисної моделі пояснюється ілюстраціями, де зображені: - на Фіг. 1 - апроксимація результатів випробувань для умов сухого тертя при навантаженні на модельні зразки Ρ=70, 100, 130 Η: 2, 4, 6 - апроксимаційні криві; 1, 3, 5 - криві залежності коефіцієнту тертя від шорсткості контактуючих поверхонь; - на Фіг. 2 - апроксимація результатів випробувань для умов тертя з мащенням при навантаженні на модельні зразки Ρ=70, 100, 130 Η: 2, 4, 6 - апроксимаційні криві; 1, 3, 5 - криві залежності коефіцієнту тертя від шорсткості контактуючих поверхонь; - на Фіг. 3 - розвиток дефектів контактно-втомного походження дослідної ділянки колії: 1 без шліфування та мащення; 4, 5, 6, 3, 2 - шліфування до Ra=4, 3, 2, 1, 0,008 мкм без мащення; 9, 10, 11, 8, 7 - шліфування до Ra=4, 3, 2, 1, 0,008 мкм з мащенням; - на Фіг. 4 - інтенсивність лінійного зношування бокової робочої поверхні головки рейки: а за результатами стендових досліджень; б - за результатами експериментальних досліджень в умовах експлуатації; - на Фіг. 5 - прогнозування розвитку дефектів контактно-втомного походження рейок колій метрополітену: – - без шліфування та мащення; при шліфуванні до Ra=2 мкм з мащенням, періодичністю в 1 місяць; – при шліфуванні до Ra=2 мкм з мащенням, періодичністю в 2 місяці; - на Фіг. 6 - рейкошліфувальний верстат ВШР-1 (СЧРА); - на Фіг. 7 - прогнозування ресурсу рейки зовнішньої рейкової нитки кривої ділянки колії: 1 без виконання шліфування та мащення; 2 - при шліфуванні до Ra=2 мкм, без мащення; 3 - при шліфуванні до Ra=2 мкм та мащенні; Запропонований спосіб дозволяє отримати наступний технічний результат. Технічний результат від застосування запропонованого способу полягає у підвищенні ресурсу рейок зовнішньої рейкової нитки в кривих (на прикладі рейок Р50 колій метрополітену) для умов сухого контакту на 18,42 % та з мащенням на 31,35 % (див. Фіг. 6). Джерела інформації: 1. Воронин С.В. Анализ существующих способов уменьшения бокового износа рельсов в паре трения "колесо-рельс" в кривых участках пути [Текст] /С.В. Воронин, Е.Н. Коростелёв //Інформаційно-керуючі системи на залізничному транспорті. - Харків: УкрДАЗТ, 2014. - №. 3. С. 22-27. 2. Коростельов Є.М. Визначення найбільш ефективних методів боротьби з домінуючими дефектами рейок коліях метрополітену [Текст] /Є.М. Коростельов //Научные труды SWorld. Иваново: Научный мир, 2016. Вып. № 3 (44), Т.1. - С. 25-30. DOI: 10.21893/2410-6720-2016-44-1068. 3. Профильное шлифование рельсов /А.Ю. Абдурашитов и др. М.: Транспорт, 2001. - 79 с. 4. Положення про комплексну систему шліфування рейок в колії ЦП0127 /О.О. Шехватов та ін. Державна адміністрація залізничного транспорту України. - К.: 2006. - 45 с. 5. Содержание и ремонт рельсов /Л.П. Мелентьев и др. - М.: Транспорт, 1984. - 231 с. 6. Высокоскоростное шлифование рельсов /Железные дороги мира 2011, № 8. - С. 62-66. 7. Высокоскоростное шлифование рельсов на городском транспорте /Железные дороги мира - 2016, № 3. - С. 73-76. 8. Воронин С.В. Моделирование контакта "колесо-рельс" по боковой поверхности пути на машине трения [Текст] /С.В. Воронин, С.С. Карпенко, Е.Н. Коростелёв //Збірник наукових праць УкрДАЗТ. - 2014. - № 148. - С. 201-204. 9. Voronin S. Determination of rational roughnes of the side surface of the rail top in curved sections of the underground railway track /[Text] S. Voronin, O. Skoryk, Ye. Korostelov //EasternEuropean Journal of Enterprise Technologies. - 2016. V. 4, Issue 1 (80). - P. 11-17. DOI: 10.15587/1729-4061.2016.75707. 10. Воронін С.В. Підвищення ресурсу рейок метрополітену шляхом виконання попереджувального шліфування [Текст] /С.В. Воронін, О.О. Скорик, Є.М. Коростельов //Збірник наукових праць УкрДУЗТ. - 2017. - № 167 - С. 70-78. 11. Пат. 2287633 Российская федерация, МПК Е01В 31/17, В24В 23/00. Станок рельсошлифовальный /Бирюлин В.В, Левинзон С.В., Пиковский И.М., Пронченко А.В., Синявский В.К., Сухих Р.Д. - № u2005112079/11; заяв. 25.04.2005; опубл. 20.11.2006. 2 UA 122402 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб обробки бокової робочої поверхні головки рейки, який включає виконання обробки контактуючих поверхонь з попереджувальним шліфуванням, який відрізняється тим, що попереджувальне шліфування на мікрорівні бокової робочої поверхні головки рейки виконують з рівною періодичністю в 1,3 млн. т. брутто для надання раціональної шорсткості Rа=2 мкм за допомогою рейкошліфувального верстата, після виконання попереджувального шліфування бокову робочу поверхню головки рейки додатково змащують. 3 UA 122402 U 4 UA 122402 U Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: обробки, поверхні, спосіб, бокової, рейки, робочої, головки
Код посилання
<a href="https://ua.patents.su/7-122402-sposib-obrobki-bokovo-robocho-poverkhni-golovki-rejjki.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки бокової робочої поверхні головки рейки</a>
Пристрій для змащування бокової поверхні рейки підйомно-транспортного засобу

Номер патенту: 18643
Опубліковано: 15.11.2006
Автори: Татарніков Дмитро Станіславович, Татарніков Станіслав Володимирович
МПК: B61K 3/00
Мітки: змащування, поверхні, засобу, пристрій, підйомно-транспортного, бокової, рейки
Формула / Реферат:
1. Пристрій для змащування бокової поверхні рейки підйомно-транспортного засобу, що складається із змащувальних роликів, підпружинених відносно один одного, з вертикальною віссю обертання, що мають кулькові клапани, взаємодіючи з регулюючими гвинтами, установленими в отворах роликів, який відрізняється тим, що має двостороннє розташування роликів. 2. Пристрій за п. 1, який відрізняється тим, що ролики використовуються як обертові, так...
Пристрій для змащування бокової поверхні рейки підйомно-транспортного засобу

Номер патенту: 10612
Опубліковано: 15.11.2005
Автор: Татарніков Станіслав Володимирович
МПК: B61K 3/00
Мітки: змащування, пристрій, поверхні, засобу, бокової, підйомно-транспортного, рейки
Формула / Реферат:
1. Пристрій для змащування бокової поверхні рейки підйомно-транспортного засобу, що складається із змащувального елемента, виконаного у вигляді кулі-ролика, закріпленого на валу-мастилопроводі, який обертається у підшипниковому вузлі з вертикальною віссю обертання, резервуара для мастила, який відрізняється тим, що змащувальний ролик забезпечений кульковим клапаном, взаємодіючим з регулюючим гвинтом, установленим в отворі ролика, а...
Спосіб ультразвукового контролю головки рейки
Номер патенту: 67872
Опубліковано: 15.07.2004
Автори: Луценко Геннадій Геннадійович, Козак Андрій Олександрович
МПК: G01N 29/04
Мітки: головки, ультразвукового, спосіб, рейки, контролю
Формула / Реферат:
1. Спосіб ультразвукового контролю головки рейки, який полягає в тому, що на поверхню кочення головки рейки на її поздовжній осі встановлюють першу та другу пари похилих перетворювачів з ідентичними параметрами, що розгорнуті під однаковими гострими кутами відносно поздовжньої осі рейки, переміщують перетворювачі вздовж поздовжньої осі рейки, випромінюють та приймають ультразвукові коливання в заданих часових зонах та по параметрах прийнятих...
Пристрій для встановлення рівня контактного проводу відносно рівня головки рейки
Номер патенту: 10299
Опубліковано: 15.11.2005
Автор: Габа Микола Іванович
МПК: H02G 1/00
Мітки: рейки, головки, пристрій, рівня, проводу, відносної, контактного, встановлення
Формула / Реферат:
Пристрій для встановлення рівня контактного проводу відносно рівня головки рейки, що включає лейтер та вимірювальні прилади, який відрізняється тим, що він додатково має вимірювальну балку з позначками, з'єднану шарнірно з огорожею робочої платформи лейтера, балку-екран, з'єднану шарнірно з огорожею робочої платформи лейтера, лазерне джерело, закріплене до вимірювальної балки за допомогою штатива з фіксатором, фіксатори для закріплення балок...
Спосіб захисту рейки від хвилеподібного зносу
Номер патенту: 65641
Опубліковано: 15.04.2004
Автори: Хицкій Володимир Костянтинович, Лопатин Ігор Петрович, Говорущак Михайло Григорович, Дігам Марко Семенович
МПК: B23H 9/00
Мітки: зносу, рейки, спосіб, хвилеподібного, захисту
Формула / Реферат:
1. Спосіб захисту рейки від хвилеподібного зносу шляхом обробки робочої поверхні головки рейки, який відрізняється тим, що на робочу поверхню головки рейки наносять композиційне зміцнювальне покриття за допомогою електричного розряду двома проходами, при цьому перший прохід виконують сталевим електродом з модулем нормальної пружності, який дорівнює 2,38-3,22 Мпа, а наступний прохід виконують сталевим електродом з модулем нормальної пружності...