Спосіб магнітного управління формуванням валика при дуговій наплавці стрічковим електродом та пристрій для його реалізації
Номер патенту: 13780
Опубліковано: 25.04.1997
Автори: Рогачевський Анатолій Харитонович, Розмишляєв Олександр Денисович, Дмитрієв Вадим Володимирович, Маєвський Володимир Рудольфович
Формула / Реферат
1. Способ магнитного управления формированием валика при дуговой наплавке ленточным электродом, заключающийся во вводе в сварочную ванну стационарных разнонаправленных нормальных составляющих индукции магнитного поля, отличающийся тем, что разнонаправленные нормальные составляющие индукции магнитного поля вводят убывающими по величине от боковых кромок сварочной ванны к ее центру.
2. Устройство для управления формированием валика при дуговой наплавке ленточным электродом, содержащее два симметрично расположенных относительно продольной оси устройства и соединенных между собой элемента токоподвода, каждый из которых выполнен в виде двух участков, параллельных продольной оси устройства и соединенных между собой участком, перпендикулярным продольной оси устройства, отличающееся тем, что участки, образующие элемент токоподвода, расположены в плоскостях, перпендикулярных плоскости ленточного электрода, при этом участки элементов токоподвода, перпендикулярные продольной оси, снабжены П-образными магнитопроводами.
Текст
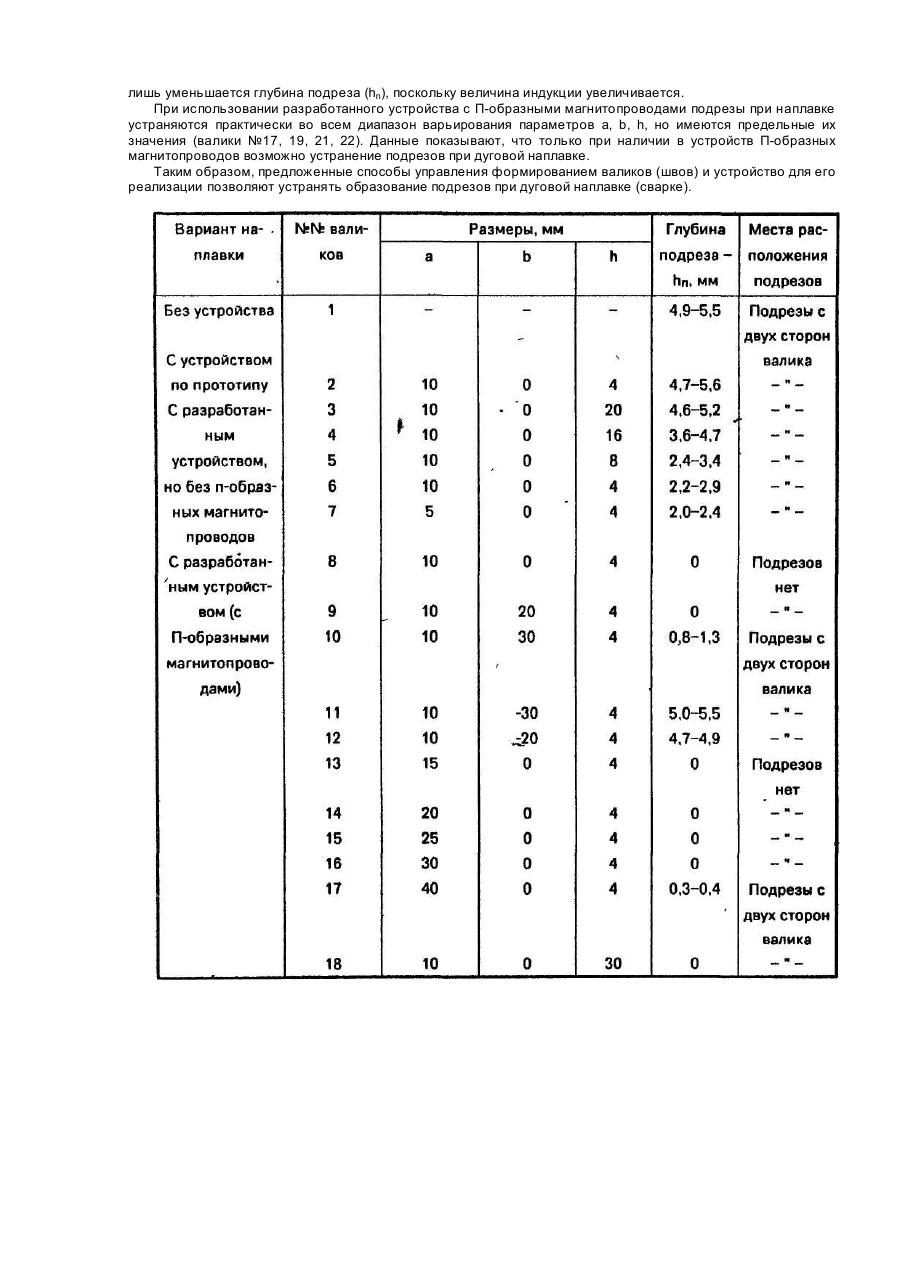
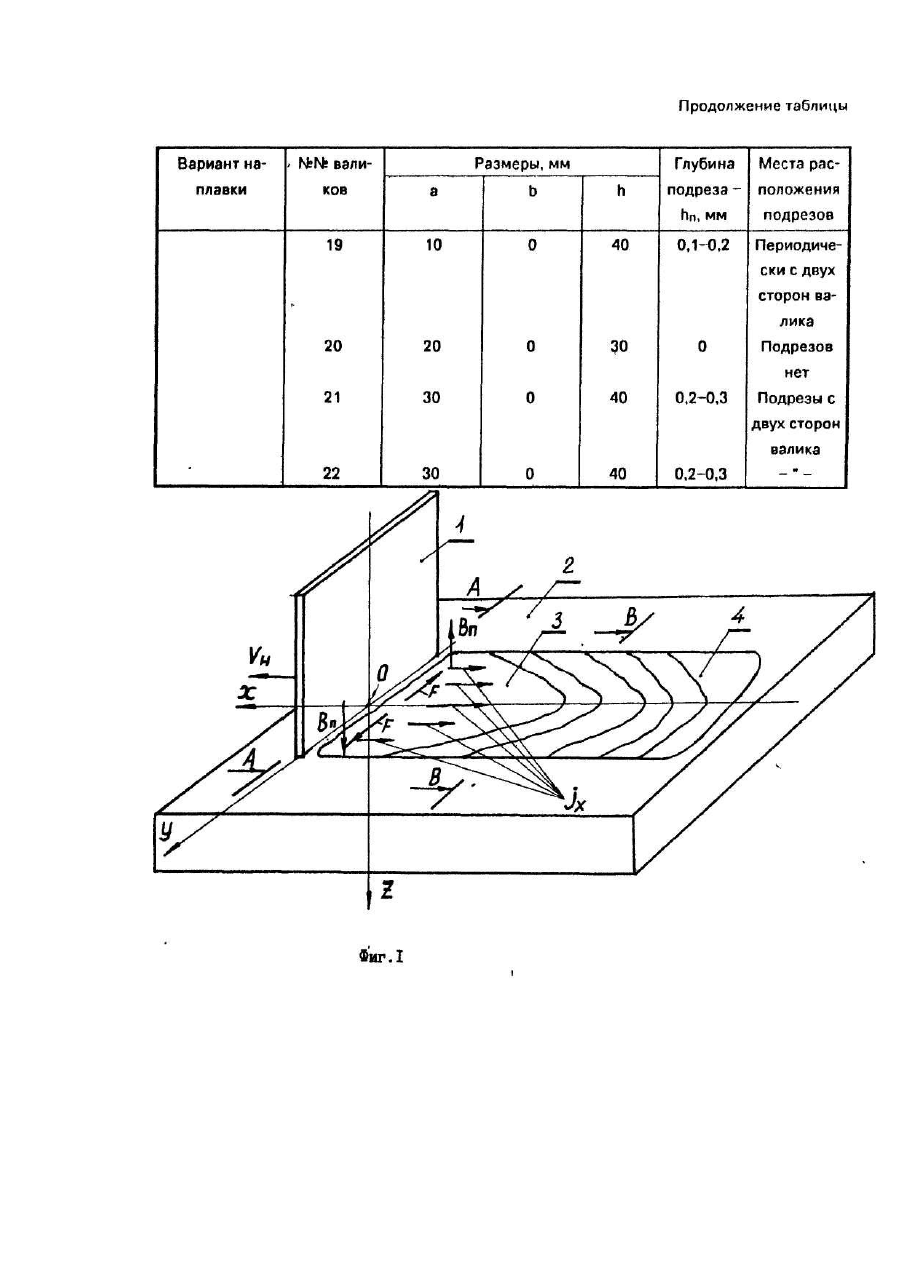
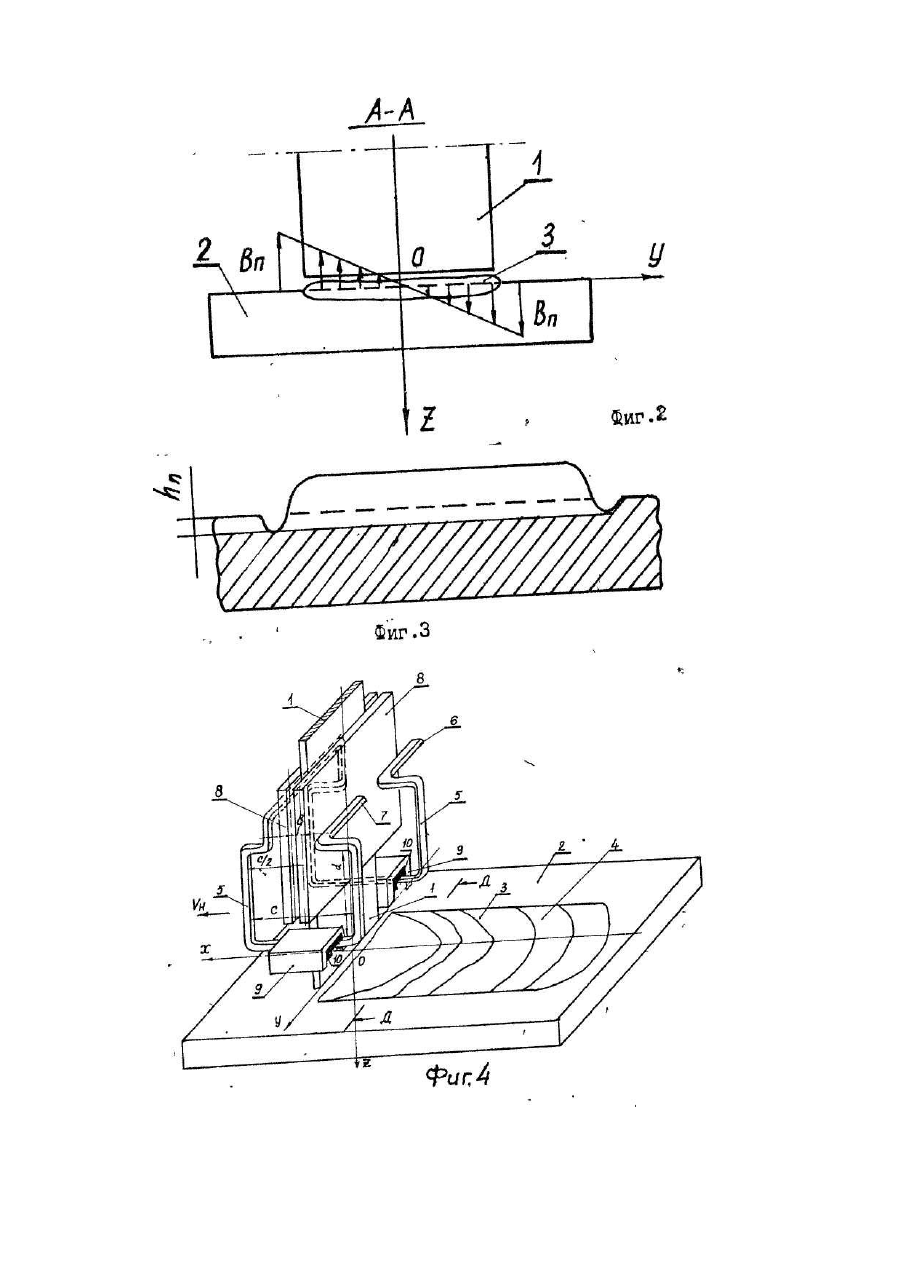
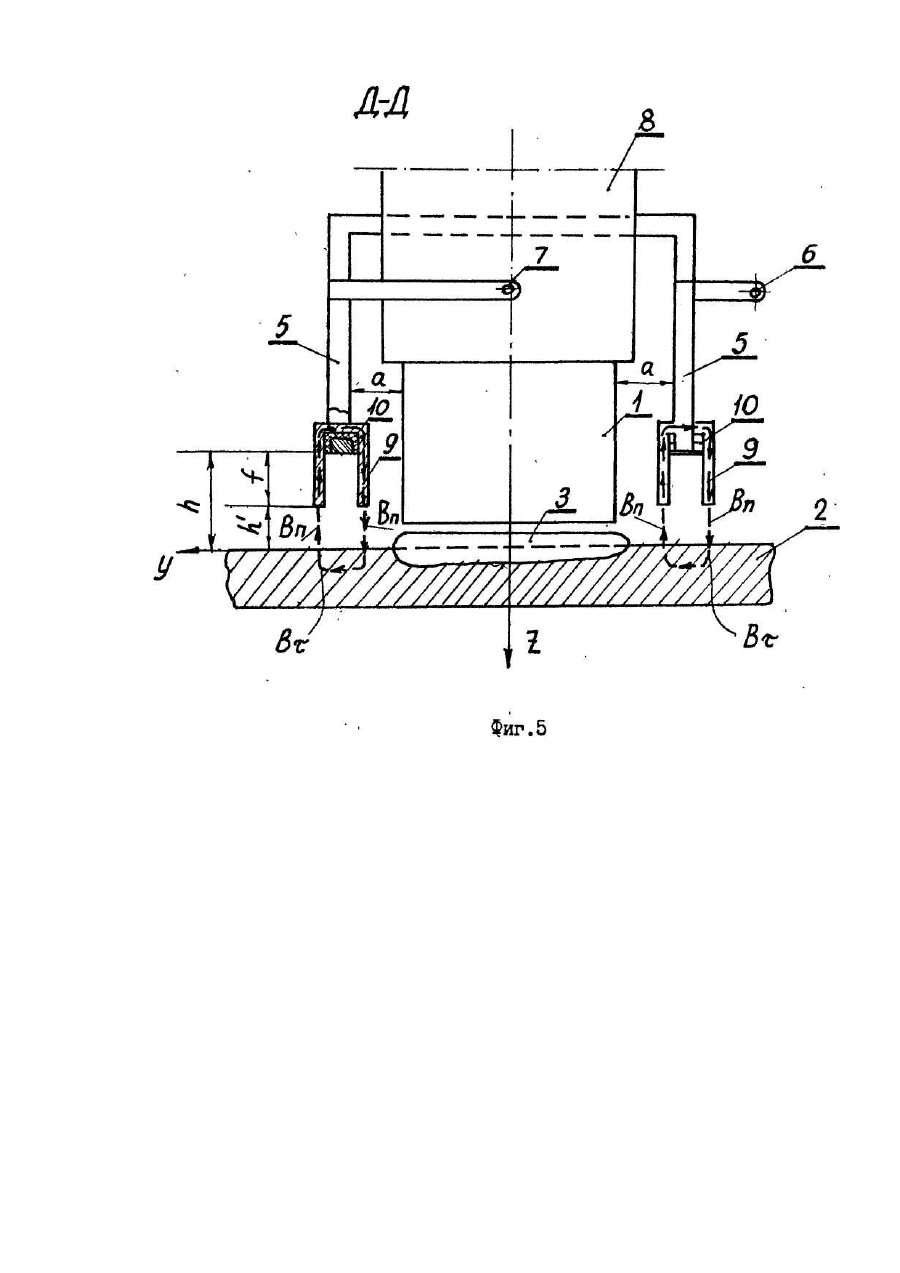
Изобретение относится к области автоматической электродуговой наплавки и сварки постоянным током и может быть использовано для наплавки и сварки плавящимся электродом в среде защитных газов или под флюсом и сварки неплавящимся электродом в среде инертных защитных газов изделий из преимущественно ферромагнитных сплавов. При дуговой сварке плавящимся и неплавящимся электродом и наплавке плавящимся электродом (электродной лентой и проволокой) на постоянном токе имеет место ухудшение формирования валика (шва), в частности, одним из видов нарушения формирования валика является образование подрезов. Общеизвестно, что образование подрезов связано с электромагнитными явлениями. Поэтому для устранения образующихся при наплавке и сварке подрезов используют, в основном, электромагнитные способы управления формированием валиков. Известен способ управления формированием валика при наплавке ленточным электродом, выбранный в качестве прототипа [1], заключающиеся в том, что от электромагнита в сварочную ванну по краям сварочной ванны вводят стационарные разнонаправленные нормальные составляющие индукции магнитного поля. От взаимодействия вектора тока, протекающего выварочной ванне, с вектором магнитной индукции, перпендикулярным к поверхности наплавляемой пластины, в жидком металле сварочной ванны возникают силы Лоренца, направленные к боковым кромкам сварочной ванны, что вызывает движение жидкости металла в этом направлении и устраняет образование подрезов при дуговой наплавке. Этот способ управления разработан применительно к электрошлаковой наплавке, когда нет дуги. Для способов дуговой сварки и наплавки в среде защитных газов и под флюсом, когда процесс является преимущественно дуговым, известный способ управления применить нельзя [1]. Но при дуговой сварке ферромагнитных изделий и наплавке на ферромагнитные изделия, разнонаправленные нормальные составляющие индукции магнитного поля (Вп), вводимые по боковым участкам сварочной ванны, замыкаются через ферромагнитное изделие, создавая в зоне дуги и в жидком металле сварочной ванны поперечную составляющую индукции магнитного поля (Вt), направленную в плоскости изделия перпендикулярно к направлению наплавки. Составляющая индукции магнитного поля - Вt. как отмечалось выше, воздействует на дугу, отклоняя ее вперед, либо назад относительно направления наплавки, но не создает потоков жидкого металла сварочной ванны к ее боковым кромкам и не способствует устранению подрезов. При использовании варианта способа магнитного управления формированием валика при наплавке [1], когда стационарное продольное магнитное поле вводят равномерно и однонаправленно по всей ширине сварочной ванны при использовании электромагнита с широким (по всей ширине ванны) сердечником, имеет место смещение жидкого металла сварочной ванны к одному из краев валика, и что приводит к образованию подреза у другого края валика. В этом случае не возникает поперечной составляющей индукции магнитного поля (Вt) в зоне дуги и жидком металле сварочной ванны при наплавке на ферромагнитные изделия, однако, однонаправленное продольное стационарное магнитное поле при дуговой наплавке ленточным и проволочным электродом, как указывалось выше, приводит к образованию подреза у одной из боковых кромок валика, то есть не устраняет подрезов, поэтому применение таких магнитных полей при наплавке одиночных валиков нецелесообразно. Если применить этот способ при наплавке нескольких перекрывающих друг друга (внахлестку) валиков, то последний валик будет иметь подрез. Следовательно, этот вариант способа магнитного управления формирования валиков при наплавке перекрывающих внахлестку друг друга валиков [1], целесообразно применять, однако этот способ не является универсальным, поскольку при его применении возникает подрез либо в последнем валике, либо в одиночно наплавленном валике, то есть этот способ не решает полностью проблему устранения подрезов при наплавке. Известно устройство для магнитного управления формированием валика при дуговой наплавке ленточным электродом, принятое в качестве прототипа, содержащее элементы токоподвода, выполненные в виде двух участков, параллельных продольной оси устройства и соединенных между собой участком, перпендикулярным продольной оси устройства, расположенные в одной плоскости с ленточным электродом симметрично относительно продольной оси его [2]. При протекании сварочного тока в элементах токоподвода этого устройства создается управляющее магнитное поле. Однако это устройство не позволяет получить у поверхности металла изделия в межэлектродном промежутке и в жидком металле сварочной ванны нормальных составляющих индукции, поскольку вертикальные элементы устройства создают составляющие индукции магнитного поля в плоскостях, параллельных плоскости изделия, а нормальные составляющие индукции, созданные при протекании тока в горизонтальных элементах устройства, проникают лишь в зону изделия под этими элементами устройства. Жидкого металла сварочной ванны эти нормальные составляющие индукции магнитного поля не достигают. В связи с этим отсутствует движение жидкого металла в необходимом для устранения подрезов направлении. Таким образом, использование устройства по прототипу не позволяет достичь положительного результата (устранения подрезов). Техническим результатом при использовании изобретения является устранение дефектов формирования валика (шва) типа подрезов при дуговой наплавке и сварке постоянным током ферромагнитных изделий посредством воздействия на жидкий металл сварочной ванны внешних стационарных продольных магнитных полей и упрощение конструкции устройства для создания управляющих магнитных полей Для этого изобретение содержит способ магнитного управления формированием валика при дуговой наплавке, при котором осуществляется ввод в сварочную ванну стационарных разнонаправленных нормальных составляющих индукции магнитного поля, у которого, согласно изобретению, разнонаправленные нормальные составляющие индукции магнитного поля вводят убывающими по величине от боковых кромок сварочной ванны к центру ее, и устройство, содержащее два симметрично расположенных относительно продольной оси устройства и соединенных между собой элементов токоподвода, каждый из которых выполнен в виде двух участков параллельных продольной оси устройства и соединенных между, собой участком, перпендикулярным продольной оси устройства, у которого согласно изобретению, участки, образующие элементы токоподвода, расположенные в плоскостях, перпендикулярных плоскости ленточного электрода, при этом участки элементов токоподвода, перпендикулярные продольной оси, снабжены Побразными магнитопроводами. Ввод разнонаправленных нормальных составляющих индукции магнитного поля, убывающих по величине от боковых кромок сварочной ванны к центру ее, позволяет создать движение жидкого металла сварочной ванны, направленное от центра ванны к боковым ее кромкам, вследствие чего при кристаллизации жидкого металла устраняется образование дефектов формирования валика (% подрезы). Содержание в устройстве элементов проводника, вертикальные участки которого устанавливают в плоскости, перпендикулярной плоскости изделия на одинаковом расстоянии от боковых кромок электрода, а горизонтальные - параллельно плоскости направляемых (свариваемых) изделий, необходимо в связи с тем, что при протекании в них сварочного тока образуются линии индукции магнитного поля. Часть из этих линий индукции, перпендикулярных к плоскости наплавляемых деталей, называемых нормальными составляющими - Вп, создается лишь элементами устройства, параллельными плоскости наплавляемых деталей. Вертикальные элементы устройства при протекании в них сварочного тока нормальных составляющих индукции магнитного поля не создают. Замыкающиеся через ферромагнитное изделие линии индукции магнитного поля возникают лишь в областях металла изделия под горизонтальными элементами устройства, они направлены перпендикулярно направлению наплавки (сварки). Эти линии индукции являются поперечными - Вt, они пронизывают зону под сварочным электродом (межэлектродной промежуток) и зону жидкого металла сварочной ванны. Вертикальные участки устройства линий индукции В t не создают. При этом величина нормальных составляющих индукции магнитного поля (Вп) убывает от боковых кромок сварочной ванны к ее центру, поскольку величина индукции магнитного поля, созданного горизонтальным участком устройства при протекании по нему тока, убывает по мере удаления от проводника с током. Нормальная составляющая индукции В п не воздействует на сварочную дугу потому, что вектор Вп и вектор тока в дуге параллельны. Разнонаправленность составляющих индукции Вп, созданные элементами устройства, параллельными плоскости изделия, обеспечивается тем, что сварочной ток в этих элементах протекает в одном направлении. Поскольку эти элементы установлены вдоль направления наплавки (сварки), то обеспечивается ввод нормальных составляющих индукции Вп по всей длине, либо по длине ее передней (головной) части, где плотность тока максимальна, а следовательно, и скорость движения жидкого металла будет максимальной и положительный эффект по устранению подрезов будет также максимальным. Установление П-образных магнитопроводов, охватывающих элементы устройства, параллельные плоскости изделия позволяет усилить величину нормальной составляющей индукции магнитного поля в зоне, примыкающей к боковым наружным поверхностям П-образных магнитопроводов у поверхности изделия, а также в межэлектродном промежутке (в зоне дуги) и в жидком металле сварочной ванны. Изготовление П-образных магнитопроводов возможно из тонколистовой стати в связи с незначительной величиной индукции магнитного поля (порядка десятков миллитесла), необходимого для управления формированием валиков. Эго также связано с тем, что в магнитопроводе создаются стационарные магнитные поля, вследствие чего сечение магнитопровода, а, следовательно, и толщина стали, из которой он изготовлен, могут быть уменьшены. Изготовление П-образных магнитопроводов возможно из малоуглеродистой стали в связи с тем, что для стационарных магнитных полей, когда изменений величины магнитного поля при сварке (наплавке) не происходит, нет необходимости применять дорогостоящую электротехническую сталь, как в цепях переменного тока. Суть изобретения поясняется чертежами, где указаны - на фиг.1 - механизм образования нарушений формирования валика под действием электромагнитной силы F от взаимодействия векторов индукции Вп и плотности тока jх в сварочной ванне; - на фиг.2 - распределение индукции Вп по ширине сварочной ванны; - на фиг.3 - вид подрезов по краям наплавленного валика и его глубина - hn; - на фиг.4 - общий вид устройства; - на фиг.5 - вид устройства вдоль вектора скорости наплавки. Способ осуществляется следующим образом. С помощью устройства создают электромагнитное поле, у которого нормальные составляющие индукции магнитного поля (Вп) убывают по величине от боковой кромки сварочной ванны к центру ее, которые при взаимодействии с горизонтальной составляющей плотности тока в сварочной ванне (jх) создают электромагнитные силы Лоренца (F), направленные к боковым краям валика, и возбуждают движение жидкого металла сварочной ванны к боковым ее кромкам. В результате этого при кристаллизации жидкого металла сварочной ванны подрезы по бокам валика не образуются (фиг. 1,2). Направления индукции Вп должны быть такими, чтобы электромагнитные силы (F) были направлены от середины к боковым краям ванны. Направление силы F определяется по правилу левой руки. На фиг.1 указаны направления индукции Вп, создающие силы F в необходимом направлении. Если направление сил будет противоположным указанному на фиг.1 (из-за противоположного направления индукции В п). то это приведет к образованию подрезов по краям валика на еще большую глубину, оцениваемую параметром – hп (фиг.3). Устройство для управления формированием валиков и устранения подрезов представлено на фиг.4. При возбуждении дуги между электродом 1 и изделием 2 от сварочного источника питания (условно не показан) образуется сварочная ванна 3 и наплавленный валик 4. Устройство содержит две плоские рамки 5, соединенные между собой электрически. По элементам рамок 5 протекает сварочный ток. К одному из концов рамки 5 подводится полюс сварочного источника питания к точке 6 (с помощью болтового соединения). Один из концов другой рамки 5 крепится с помощью болтового соединения в точке 7 к токоподводящей планке 8 наплавочной головки автомата. Все элементы системы от точки 6 до точки 7 выполняются из мерной или алюминиевой шины (прутка, трубы) достаточного поперечного сечения для пропускания сварочного тока без значительного их нагрева (Закон Джоуля-Ленца). П-обраэныё магнитопроводы 9 установлены на нижних элементах плоских рамок 5 и изолированы от них изоляторами 10. Устройство работает следующим образом (см.фиг.5). При наплавке электрическая цепь замыкается через электрод 1, дугу (не показана), изделие (2), источник питания (не показан), элементы устройства 5 от точки 7 к электроду 1. При протекании тока І в элементах устройства 5 создается магнитное поле (как в витке, в котором протекает ток) и линии нормальной составляющей индукции магнитного поля В п, перпендикулярные к поверхности изделия 2, разнонаправлены по краям сварочной ванны 3. Магнитные силовые линии Вt замыкаются через изделие 2 в зонах вне сварочной ванны 3 (фиг.5). Величина индукции Вп от боковых кромок к центру сварочной ванны уменьшаются. При таком распределении индукции Вп в сварочной ванне 3 возбуждаются потоки жидкого металла, направленные от центра ванны к боковым ее кромкам, при этом подрезы валика 4 не образуются (фиг. 1,3). Величина индукции Вп у поверхности сварочной ванны регулируется изменением высоты расположения рамок 5 относительно поверхности пластины 2 (h): чем больше расстояние п, тем меньше величина индукции Вп при той же величине сварочного тока. Система рамок 5 может устанавливаться так, чтобы их вертикальная ось симметрии располагалась в плоскости ленточного электрода (его оси), либо была смещена на расстояние b £ С/2 (фиг.4,5). Размер квадратной рамки 5 рекомендуется выбирать в пределах С = 30-70 мм. Величина индукции Вп магнитного поля, созданного рамкой при одном и том же токе I при изменении параметра С в указанных пределах остается практически неизменной величиной. Параметр d рамки 5 необходимо выбирать из соображений удобства ее использования в реальном процессе наплавки (сварки), что определяется конструктивными особенностями применяемых приставок для наплавки. Расстояние от рамки 5 до боковой кромки ленточного электрода 1 устанавливают в пределах а = 3-30 мм (фиг.5). Чем меньше это расстояние (а), тем больше величина индукции В п при равном токе у боковой кромки электрода 1 (у поверхности пластины 2) (фиг.5). Параметр "а" позволяет регулировать величину индукции В п, вводимую к боковым краям сварочной ванны, и тем самым регулировать эффективность устранения подрезов при наплавке (сварке). Для увеличения индукции В п возможно использовать по две либо три рамки вместо одной. Эти двойные (тройные) рамки могут быть представлены как плоские, устанавливаемые рядом (с зазором, например, 2-5 мм), либо устанавливаемые одна в другую (как в спирали Архимеда), возможно использование комбинации из указанных систем. При (Этом индукция Вп при равном токе в рамках возрастает практически во столько раз, во сколько раз увеличено число рамок. Возможно использование вместо прямоугольной (квадратной) рамки, треугольной рамки, но при этом необходимо, чтобы нижний участок треугольной рамки располагался параллельно плоскости наплавляемых пластин 2 (фиг.4). Возможно использование и других конфигураций рамок, но необходимо, чтобы нижний элемент ее был параллелен плоскости наплавляемого изделия. Вместо электродной ленты возможно использовать плавящийся электрод-проволоку, либо неплавящийся электрод (вольфрам). П-образные магнитопроводы 9 (фиг.4,5) из малоуглеродистой ленты толщиной 0,5-2,0мм электрически изолированы от нижних элементов рамок 5, которые они охватывают изолятором 10 (толщиной от десятых долей миллиметра до 1...2 миллиметров). Высота магнитопровода - параметр f (см.фиг.5) должна составлять 0...40мм (от параметра f величина индукции В п у изделия 2 практически не зависит). Как показали измерения, при наличии П-образных магнитопроводов величина индукции В п у изделия увеличивается не менее, чем в два раза, что положительно сказывается на устранении подрезов при наплавке (сварке) ленточным и проволочным электродом. Пример конкретного выполнения. Выполняли наплавки без использования разработанного устройства и с использованием устройства без П-образных магнитопроводов и с П-образными магнитопроводами. Наплавки осуществляли ленточным электродом из стали 08 кп (ГОСТ 503-71) толщиной 0,5мм и шириной В = 45 м под флюсом АН-60П (ГОСТ 908-73) на пластину из малоуглеродистой стали ВМСт3сп (ГОСТ 380-75) толщиной 20 мм при обратной полярности процесса от выпрямителя ВДУ-1201 при жесткой внешней характеристике. Параметры режима наплавки: I н = 750-800 А, Uд = 31,5-32,0 В, Vн = 15 м/ч, вылет электрода Н = 40 мм. Устройство выполняли из медного квадратного прутка сечением 10x10мм с размерами элементов С = d = 40 мм. П-образные магнитопроводы выполняли из малоуглеродистой стали 08кп толщиной 1,0мм и шириной 40мм (равной размеру С = 40 мм). Параметр f выдерживали таким, чтобы при изменении параметра h расстояние (параметр) h' оставался постоянной величиной: h' = 4мм (фиг.4,5). После наплавки выполняли макрошлифы валиков (не менее 3 из одного валика), на которых определяли глубину подреза – hп. Данные измерений (предельные значения) приведены в таблице. Валик №1 выполняли без использования разработанного устройства. Данные показывают, что при этом образуются непрерывные по всей длине валика подрезы с двух сторон значительной глубины (см.таблицу). Валик №2 выполняли с использованием с устройством по прототипу с аналогичными размерами элементов, как и в разработанном. Расстояния всех элементов устройства (a, b, h) до поверхности изделия, боковых торцов ленточного электрода выбирали минимально возможными, чтобы достичь максимального эффекта по магнитному управлению формированием валика (см.таблицу). Однако, данные показывают, что при использовании устройства по прототипу подрезы не устраняются (валик №2). Это связано с тем, что все элементы устройства по прототипу не создают нормальной составляющей индукции (Вп) в жидком металле сварочной ванны. При использовании разработанного устройства, но без П-образных магнитопроводов (валики №№3-7) подрезы практически не устраняются. Это связано с тем, что индукция магнитного поля (Вп) в жидком металле сварочной ванны недостаточна. При равных условиях при уменьшении значений параметров a, b, h лишь уменьшается глубина подреза (hn), поскольку величина индукции увеличивается. При использовании разработанного устройства с П-образными магнитопроводами подрезы при наплавке устраняются практически во всем диапазон варьирования параметров a, b, h, но имеются предельные их значения (валики №17, 19, 21, 22). Данные показывают, что только при наличии в устройств П-образных магнитопроводов возможно устранение подрезов при дуговой наплавке. Таким образом, предложенные способы управления формированием валиков (швов) и устройство для его реализации позволяют устранять образование подрезов при дуговой наплавке (сварке).
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of magnetic control of bead at arc hard-facing by tape electrode
Автори англійськоюRozmyshliaiev Oleksandr Denysovych, Maievskyi Volodymyr Rudolfovych, Dmytriiev Vadym Volodymyrovych, Rohachevskyi Anatolii Kharytonovych
Назва патенту російськоюСпособ магнитного управления формованием валика при дуговой наплавке ленточным электродом и устройство для его реализации
Автори російськоюРозмышляев Александр Денисович, Маевский Владимир Рудольфович, Дмитриев Вадим Владимирович, Рогачевский Анатолий Харитонович
МПК / Мітки
МПК: B23K 9/04
Мітки: пристрій, магнітного, реалізації, валика, наплавці, управління, стрічковим, спосіб, дуговій, формуванням, електродом
Код посилання
<a href="https://ua.patents.su/7-13780-sposib-magnitnogo-upravlinnya-formuvannyam-valika-pri-dugovijj-naplavci-strichkovim-elektrodom-ta-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб магнітного управління формуванням валика при дуговій наплавці стрічковим електродом та пристрій для його реалізації</a>
Спосіб магнітного збагачування слабомагнітних руд та пристрій для його здійснення
Номер патенту: 3099
Опубліковано: 26.12.1994
Автори: Нотович Григорій Ісакович, Ганзенко Таіна Борисівна
МПК: B03C 1/00
Мітки: слабомагнітних, руд, пристрій, здійснення, спосіб, магнітного, збагачування
Формула / Реферат:
1. Способ магнитного обогащения слабомагнитных руд, включающий подачу исходного материала, сепарацию исходного материала, выделение хвостов, выгрузку концентрата, подачу хвостов на перечистку, перечистку хвостов с получением магнитного и немагнитного продуктов, отличающийся тем, что хвосты, выделенные в последний период сепарации, подают в начальный период перечистки, а хвосты, выделяемые в предыдущие периоды сепарации, подают в последующие...
Спосіб магнітного збагачування слабомагнітних руд і сепаратор для його здійснення
Номер патенту: 3225
Опубліковано: 26.12.1994
Автори: Нотович Григорій Ісаакович, Ганзенко Таіна Борисівна, Тітлянов Євген Анатолієвич
МПК: B03C 1/02
Мітки: руд, здійснення, магнітного, сепаратор, спосіб, збагачування, слабомагнітних
Формула / Реферат:
1. Способ магнитного обогащения слабомагнитных руд, включающий подачу исходного материала, две стадии магнитной сепарации с выделением концентрата и хвостов, объединение концентратов двух стадий и третью стадию магнитной сепарации с выделением магнитного продукта и хвостов, отличающийся тем, что во второй стадии магнитной сепарации дополнительно выделяют промпродукт при индукции магнитного поля 0,4-0,8 Тл и осуществляют его магнитную...
Спосіб визначення магнітних властивостей внутріочних сторонніх тіл і пристрій для його реалізації
Номер патенту: 1804
Опубліковано: 25.10.1994
Автори: Мельгуй Михайло Олександрович, Логай Іван Михайлович, Логай Артур Іванович, Матюк Володимир Федорович
МПК: A61F 9/00
Мітки: властивостей, реалізації, магнітних, пристрій, внутріочних, визначення, тіл, спосіб, сторонніх
Формула / Реферат:
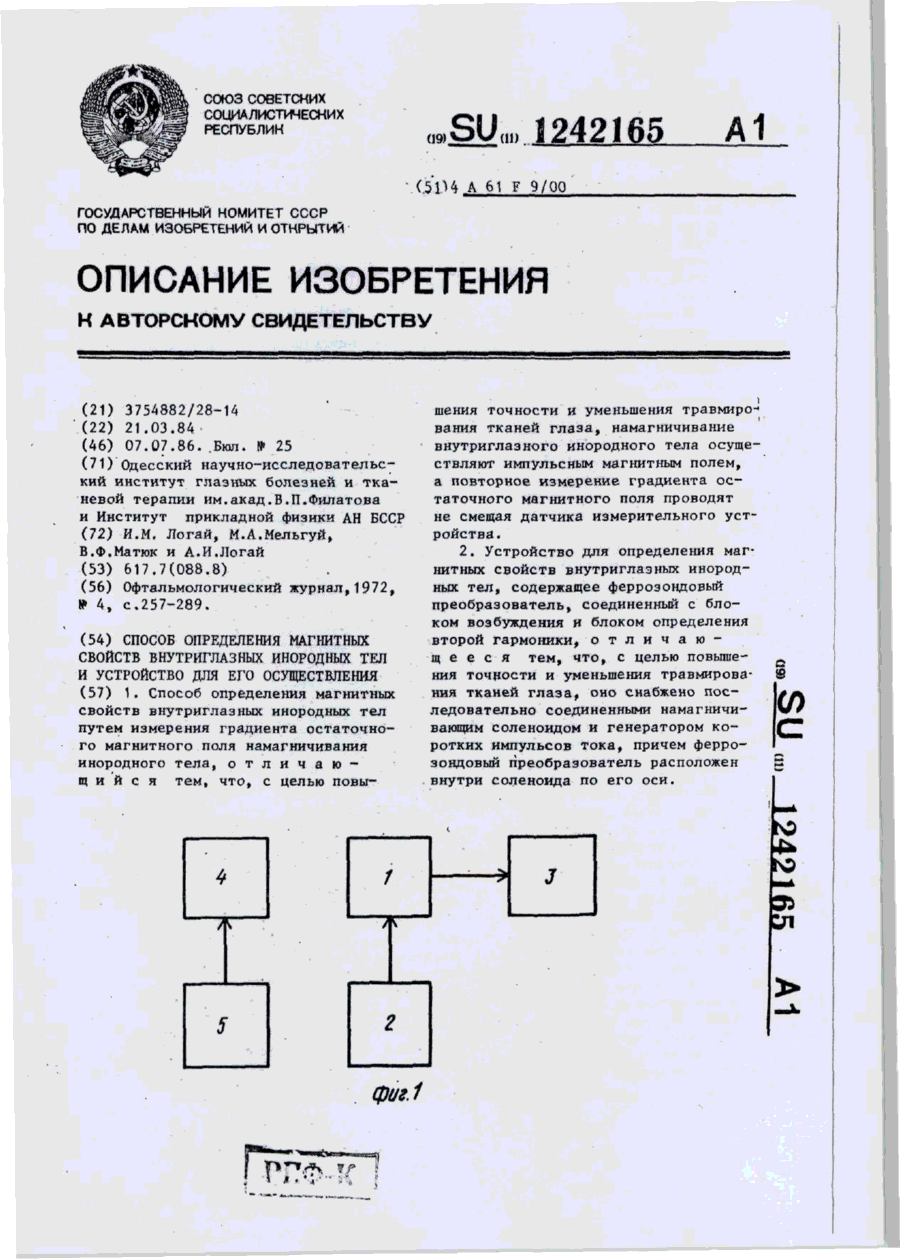
1. Способ определения магнитных свойств внутриглазных инородных тел путем измерения градиента остаточного магнитного поля намагничивания инородного тела, отличающийся тем, что, с целью повышения точности и уменьшения травмирования тканей глаза, намагничивание внутриглазного инородного тела осуществляют импульсным магнитным полем, а повторное измерение градиента остаточного магнитного поля проводят, не смещая датчика измерительного...
Спосіб виготовлення профільних та плескатих виробів, переважно черепиці, безперервним формуванням та пристрій для його здійснення
Номер патенту: 12898
Опубліковано: 28.02.1997
Автори: Бондарєв Віктор Миколайович, Колесніченко Микола Олексійович
МПК: B28B 1/00, B32B 13/00, B28B 5/00, B28B 19/00
Мітки: виготовлення, плескатих, пристрій, профільних, переважно, формуванням, черепиці, виробів, безперервним, здійснення, спосіб
Формула / Реферат:
1. Способ изготовления профильных и плоских изделий, преимущественно черепицы, непрерывным формованием путем последовательного заполнения формы, сначала жесткой бетонной смесью, а затем оставшейся части подвижной бетонной смесью экструзией с формованием профиля наружной поверхности, отличающийся тем, что заполнение жесткой смесью осуществляют на 60-90% объема формы механическим набрызгом.2. Устройство для изготовления профильных и...
Спосіб забеспечення симетрічності вертикальної складної магнітного поля у електролізерах для отримання алюмінію
Номер патенту: 3575
Опубліковано: 27.12.1994
Автори: Поль Морель, Жан-П'єр Дюгуа
МПК: C25C 3/16
Мітки: симетричності, забеспечення, алюмінію, магнітного, отримання, складної, електролізерах, вертикальної, поля, спосіб
Формула / Реферат:
Способ обеспечения симметричности вертикальной составляющей магнитного поля в электролизерах для получения алюминия, расположенных поперечно оси серии, включающий создание корректирующего магнитного поля током замкнутого контура, образованного боковой катодной шиной и шиной, проходящей под днищем катодного кожуха, отличающийся тем, что, с целью повышения выхода алюминия по току, замкнутые контуры располагают у каждого из двух торцов...
Попередній патент: Електропостачальна система дугової сталеплавильної печі
Наступний патент: Спосіб виготовлення балонів і сосудів із алюмінію та його сплавів
Випадковий патент: Система установки комплексу індукційної тигельної печі