Спосіб виготовлення листів з гофрами жорсткості
Формула / Реферат
1. Спосіб виготовлення листів з гофрами жорсткості, що включає послідовне формування періодичних гофрів у валках з формуючими елементами, який відрізняється тим, що спочатку гофри формують елементами, розміри яких відповідають розмірам нижньої частини гофри, причому при початковій стадії формування застосовують вали з формуючими елементами висота яких в зоні, яка відповідає периферійній частині листа, більша за висоту формуючих елементів в центральній частині листа.
2. Спосіб виготовлення листів з гофрами жорсткості за п. 1, який відрізняється тим, що нижню частину гофри виконують витягнутою в напрямку довжини листа.
3. Спосіб виготовлення листів з гофрами жорсткості за п. 1, який відрізняється тим, що гофри формують з формою, витягнутою в напрямку довжини листа.
4. Спосіб виготовлення листів з гофрами жорсткості за п. 1, який відрізняється тим, що здійснюють поетапний вигин обробленого листа з кінцевою формою перерізу у вигляді замкнутого короба або розімкнутої форми U, L, або С - подібного перерізу.
Текст
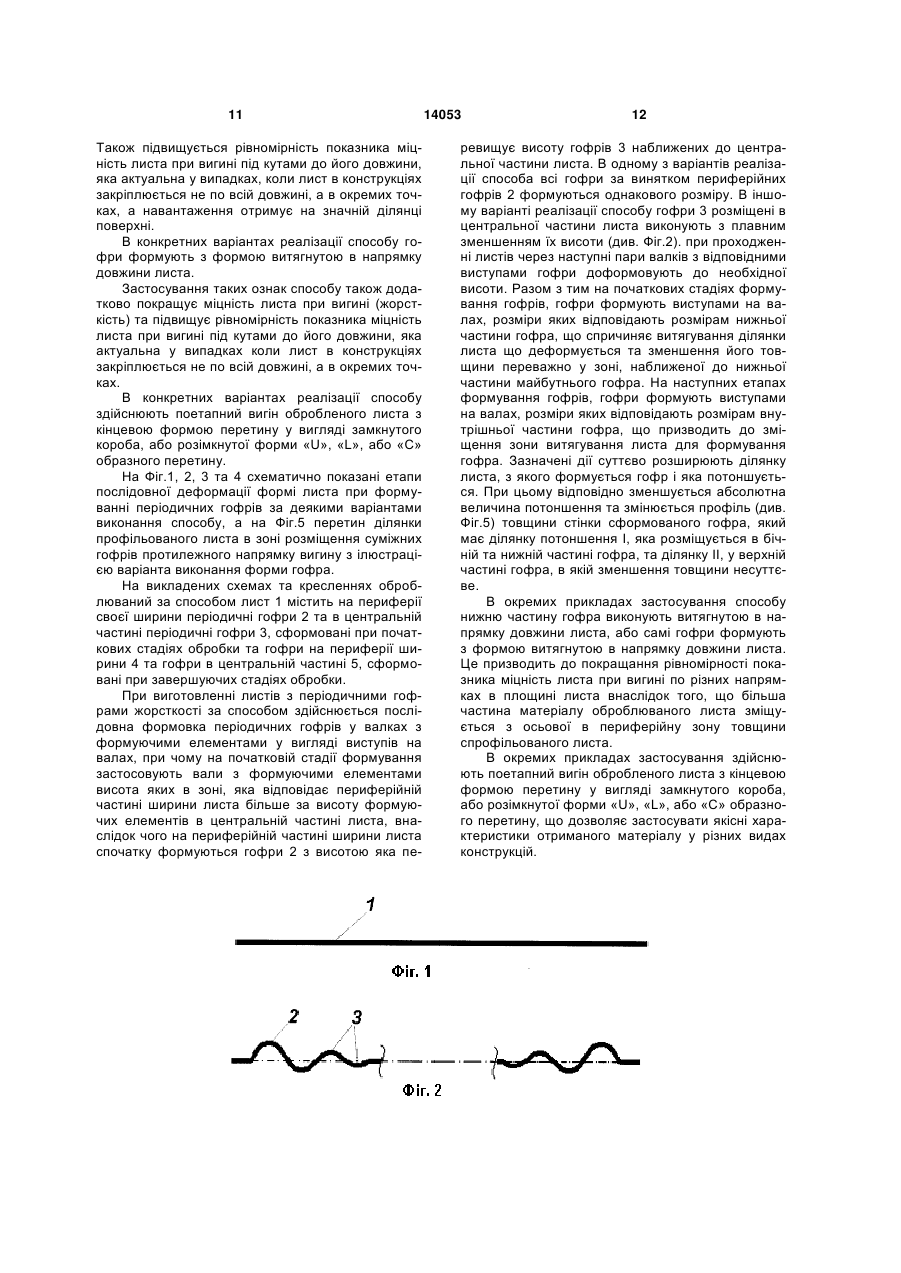
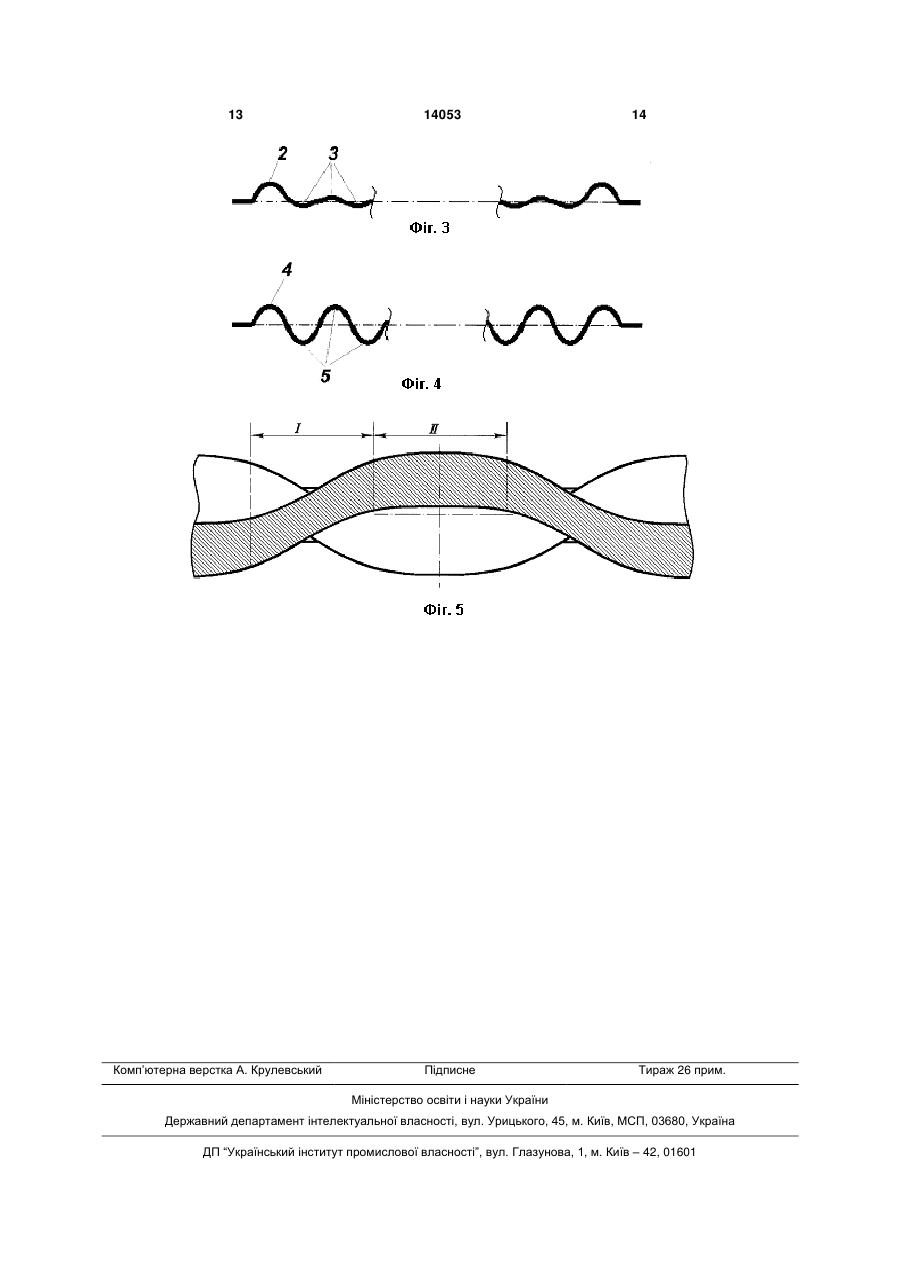
1. Спосіб виготовлення листів з гофрами жорсткості, що включає послідовне формування періодичних гофрів у валках з формуючими елементами, який відрізняється тим, що спочатку гофри формують елементами, розміри яких відповідають розмірам нижньої частини гофри, причому при початковій стадії формування застосовують вали з формуючими елементами висота яких в зоні, яка відповідає периферійній частині листа, більша за висоту формуючих елементів в центральній час 3 Витягування гофра на всю його висоту та його остаточне формування забезпечується тим самим розміром зубів, які до того ж мають суттєво звужену верхівку. Внаслідок цього операції у викладеної технології забезпечують переважне потоншення товщини листа, що профілюється у зовнішніх границь товщини профілю. При цьому в зоні умовної вісі спрофільованого листа залишаються значні необроблені ділянки, вклад яких в забезпечення зазначеного чинника відносно невеликій. Спрофільований за зазначеним способом лист має перемінну загальну товщину, при цьому в ряді напрямків вона мінімальна та практично дорівнює товщині листа перед профілюванням. В цих напрямках жорсткість при вигині мало відрізняється від не профільованого листа. Неоднаковість товщини профілю по різних напрямках (особливо в тих, що проходять через зони з невеликою поточною висотою гофрів тобто біля їх нижньої частини) призводить до суттєвої різниці показників жорсткості при вигині. Якщо наприклад в напрямку довжини листа жорсткість максимальна, то під деякими кутами до неї вона суттєво нижче. Лист оброблений за цією технологією має найбільшу товщину в зоні умовної вісі з плавним її зниженням в напрямках до верхівки гофра. Внаслідок цього спрофільований лист має властивості по поглинанню наприклад коливань (вібрації) яки несуттєво відрізняються від не профільованого листа, він залишається провідником механічних коливань. Застосування такого листа як конструкційного матеріалу в ряді випадків вимагає застосування додаткових заходів поглинання вимушеної вібрації. Відомий спосіб виготовлення листів з гофрами жорсткості [див. UA3100 МПК B21D 5/06, дата публікації 15.10.2004] який передбачає послідовну формовку періодичних гофрів на повну висоту у валках з формуючими елементами у вигляді виступів форма бічної поверхні яких відповідає формі бічної поверхні зрізаної пірамиди. Відомому способу притаманні більшість недоліків попереднього способу, зокрема в відомому способі контакт всього ряду зубців на валу з листом здійснюється одночасно. Внаслідок цього здійснюється ударне навантаження на привод валу в момент початку тиску рядка зубів на оброблюваний лист. Нерівномірність навантаження, яка в такому способі потрібна для забезпечення обертання валків в умовах перемінного навантаження при профілюванні вимагає підвищення потужності приводу та пов'язана з підвищеним рівнем вібрації. Характеристика профільованих листів міцність при вигині (жорсткість) забезпечується двома основними чинниками - загальною товщиною сформованого профільованого листа та товщиною матеріалу листа (матеріаломісткістю) в зоні периферійних виступаючих елементів товщини листа. Матеріал в способі витягується лише в межах точки прикладання деформуючого впливу що забезпечує локальне потоншення матеріалу листа переважно в зони цієї точки. Нерівномірне потон 14053 4 шення товщини матеріалу листа в межах тієї ж самої точки обмежує можливу за таким способом висоту витягування гофра. Витягування гофра на всю його висоту та його остаточне формування забезпечується тим самим розміром зубів, які до того ж мають суттєво звужену верхівку. Внаслідок цього операції у викладеної технології забезпечують переважне потоншення товщини листа, що профілюється у зовнішніх границь товщини профілю. При цьому в зоні умовної вісі спрофільованого листа залишаються значні необроблені ділянки, вклад яких в забезпечення зазначеного чинника відносно невеликій. Спрофільований за зазначеним способом лист має перемінну загальну товщину, при цьому в ряді напрямків вона мінімальна та практично дорівнює товщині листа перед профілюванням. В цих напрямках жорсткість при вигині мало відрізняється від не профільованого листа. Неоднаковість товщини профілю по різних напрямках (особливо в тих, що проходять через зони з невеликою поточною висотою гофрів тобто біля їх нижньої частини) призводить до суттєвої різниці показників жорсткості при вигині. Якщо наприклад в напрямку довжини листа жорсткість максимальна, то під деякими кутами до неї вона суттєво нижче. Лист оброблений за цією технологією має найбільшу товщину в зоні умовної вісі з плавним її зниженням в напрямках до верхівки гофра. Внаслідок цього спрофільований лист має властивості по поглинанню наприклад коливань (вібрації) яки несуттєво відрізняються від не профільованого листа, він залишається провідником механічних коливань. Застосування такого листа як конструкційного матеріалу в ряді випадків вимагає застосування додаткових заходів поглинання вимушеної вібрації. Відомий спосіб виготовлення листів з гофрами жорсткості [див. US6183879 МПК B21D 13/00, дата публікації 6.02.2001] який передбачає послідовну формовку періодичних гофрів на повну висоту у валках з формуючими елементами у вигляді виступів форма бічної поверхні яких відповідає формі бічної поверхні зрізаної піраміди в основі якої лежить квадрат, а верхня частина складається з чотирьох сторін, яки вигнути по радіусу від 1,0 до 2,5мм. Відомому способу притаманні більшість недоліків попереднього способу, зокрема в відомому способі контакт всього ряду зубців на валу з листом здійснюється одночасно. Внаслідок цього здійснюється ударне навантаження на привод валу в момент початку тиску рядка зубів на оброблюваний лист. Нерівномірність навантаження, яка в такому способі потрібна для забезпечення обертання валків в умовах перемінного навантаження при профілюванні вимагає підвищення потужності приводу та пов'язана з підвищеним рівнем вібрації. Характеристика профільованих листів міцність при вигині (жорсткість) забезпечується двома основними чинниками - загальною товщиною сформованого профільованого листа та товщиною матеріалу листа (матеріаломісткістю) в зоні периферійних виступаючих елементів товщини 5 листа. Матеріал в способі витягується лише в межах точки прикладання деформуючого впливу що забезпечує локальне потоншення матеріалу листа переважно в зони цієї точки. Нерівномірне потоншення товщини матеріалу листа в межах тієї ж самої точки обмежує можливу за таким способом висоту витягування гофра. Витягування гофра на всю його висоту та його остаточне формування забезпечується тим самим розміром зубів, які до того ж мають суттєво звужену верхівку. Внаслідок цього операції у викладеної технології забезпечують переважне потоншення товщини листа, що профілюється у зовнішніх границь товщини профілю. При цьому в зоні умовної вісі спрофільованого листа залишаються значні необроблені ділянки, вклад яких в забезпечення зазначеного чинника відносно невеликій. Спрофільований за зазначеним способом лист має перемінну загальну товщину, при цьому в ряді напрямків вона мінімальна та практично дорівнює товщині листа перед профілюванням. В цих напрямках жорсткість при вигині мало відрізняється від не профільованого листа. Неоднаковість товщини профілю по різних напрямках (особливо в тих, що проходять через зони з невеликою поточною висотою гофрів тобто біля їх нижньої частини) призводить до суттєвої різниці показників жорсткості при вигині. Якщо наприклад в напрямку довжини листа жорсткість максимальна, то під деякими кутами до неї вона суттєво нижче. Лист оброблений за цією технологією має найбільшу товщину в зоні умовної вісі з плавним її зниженням в напрямках до верхівки гофра. Внаслідок цього спрофільований лист має властивості по поглинанню наприклад коливань (вібрації) яки несуттєво відрізняються від не профільованого листа, він залишається провідником механічних коливань. Застосування такого листа як конструкційного матеріалу в ряді випадків вимагає застосування додаткових заходів поглинання вимушеної вібрації. Відомий спосіб виготовлення листів з гофрами жорсткості [див. SU 1207559 МПК B21D 5/06, дата публікації 30.01.1986] який передбачає послідовну формовку періодичних гофрів на повну висоту у валках з формуючими елементами у вигляді виступів причому спочатку формують центральну частину гофру на повну висоту а потім доформовують периферійні частини сформованого гофра до заданої висоти. Спосіб має суттєві переваги перед зазначеними внаслідок того, що гофри формуються поетапно. Однак спосіб можна застосувати для формування лише періодичних гофрів, яки мають подовжену форму. Крім того відомому способу притаманні більшість недоліків попередніх способів, зокрема в відомому способі контакт всього ряду зубців на валу з листом здійснюється одночасно. Внаслідок цього здійснюється ударне навантаження на привод валу в момент початку тиску рядка зубів на оброблюваний лист. Нерівномірність навантаження, яка в такому способі потрібна для забезпечення обертання валків в умовах перемінного навантаження при профілюванні вима 14053 6 гає підвищення потужності приводу та пов'язана з підвищеним рівнем вібрації. Матеріал в способі витягується лише в межах точки прикладання деформуючого впливу що забезпечує локальне потоншення матеріалу листа переважно в зони цієї точки. Нерівномірне потоншення товщини матеріалу листа в межах тієї ж самої точки обмежує можливу за таким способом висоту витягування гофра. Витягування гофра на всю його висоту та його остаточне формування забезпечується тою самою формою зубів, які до того ж мають суттєво звужену верхівку. Внаслідок цього операції у викладеної технології забезпечують переважне потоншення товщини листа, що профілюється у зовнішніх границь товщини профілю. При цьому в зоні умовної вісі спрофільованого листа залишаються значні необроблені ділянки, вклад яких в забезпечення зазначеного чинника відносно невеликий. Спрофільований за зазначеним способом лист також має перемінну загальну товщину, при цьому в ряді напрямків вона мінімальна та практично дорівнює товщині листа перед профілюванням. В цих напрямках жорсткість при вигині мало відрізняється від не профільованого листа. Неоднаковість товщини профілю по різних напрямках (особливо в тих, що проходять через зони з невеликою поточною висотою гофрів тобто біля їх нижньої частини) призводить до суттєвої різниці показників жорсткості при вигині. Якщо наприклад в напрямку довжини листа жорсткість максимальна, то під деякими кутами до неї вона суттєво нижче. Лист оброблений за цією технологією має найбільшу товщину в зоні умовної вісі з плавним її зниженням в напрямках до верхівки гофра. Внаслідок цього спрофільований лист має властивості по поглинанню наприклад коливань (вібрації) яки несуттєво відрізняються від не профільованого листа, він залишається провідником механічних коливань. Застосування такого листа як конструкційного матеріалу в ряді випадків вимагає застосування додаткових заходів поглинання вимушеної вібрації. Відомий спосіб виготовлення листів з гофрами жорсткості [див. SU 893309 МПК B21D 5/06, дата публікації 30.12.1981] який передбачає послідовну формовку періодичних гофрів на повну висоту у валках з формуючими елементами у вигляді виступів причому спочатку формують два гофра на повну довжину листа у його периферійних границь, з на повну висоту гофра, а потім в центральній частині листа поетапно формують гофри за два прохода, на першому формують дві окремі ділянки кожного гофра потім проміжок між ними доформовують з формуванням повного гофра. Спосіб має переваги перед зазначеними внаслідок того, що лист в способі перед формовкою більшості гофрів знаходиться в натягнутому стані, що частково покращує рівномірність потоншення листа. Однак умовою способу є наявність двох подовжених на всю довжину листа гофрів у країв листа, що суттєво обмежує сферу його застосування. Крім того відомому способу притаманні більшість недоліків попередніх способів, зокрема в відомому способі контакт всього ряду зубців на 7 валу з центральною частиною листа здійснюється одночасно. Внаслідок цього здійснюється ударне навантаження на привод валу в момент початку тиску рядка зубів на оброблюваний лист. Нерівномірність навантаження, яка в такому способі потрібна для забезпечення обертання валків в умовах перемінного навантаження при профілюванні вимагає підвищення потужності приводу та пов'язана з підвищеним рівнем вібрації. Матеріал в способі витягується лише в межах точки прикладання деформуючого впливу що забезпечує локальне потоншення матеріалу листа переважно в зони цієї точки. Нерівномірне потоншення товщини матеріалу листа в межах тієї ж самої точки обмежує можливу за таким способом висоту витягування гофра. Витягування гофра на всю його висоту та його остаточне формування забезпечується тою самою формою зубів, які до того ж мають суттєво звужену верхівку. Внаслідок цього операції у викладеної технології забезпечують переважне потоншення товщини листа, що профілюється у зовнішніх границь товщини профілю. При цьому в зоні умовної вісі спрофільованого листа залишаються значні необроблені ділянки, вклад яких в забезпечення зазначеного чинника відносно невеликій. Спрофільований за зазначеним способом лист також має перемінну загальну товщину, при цьому в ряді напрямків вона мінімальна та практично дорівнює товщині листа перед профілюванням. В цих напрямках жорсткість при вигині мало відрізняється від не профільованого листа. Неоднаковість товщини профілю по різних напрямках (особливо в тих, що проходять через зони з невеликою поточною висотою гофрів тобто біля їх нижньої частини) призводить до суттєвої різниці показників жорсткості при вигині. Якщо наприклад в напрямку довжини листа жорсткість максимальна, то під деякими кутами до неї вона суттєво нижче. Лист оброблений за цією технологією має найбільшу товщину в зоні умовної вісі з плавним її зниженням в напрямках до верхівки гофра. Внаслідок цього спрофільований лист має властивості по поглинанню наприклад коливань (вібрації) яки несуттєво відрізняються від не профільованого листа, він залишається провідником механічних коливань. Застосування такого листа як конструкційного матеріалу в ряді випадків вимагає застосування додаткових заходів поглинання вимушеної вібрації. Відомий спосіб виготовлення листів з гофрами жорсткості [див. SU 1042840 МПК B21D 5/06, дата публікації 23.09.1983] який передбачає формовку періодичних гофрів за один прохід на повну висоту у валках з формуючими елементами у вигляді виступів форма бічної поверхні яких відповідає формі тіла обертання, при чому перед валками оброблюваний лист розміщують між двома підпружиненими плитами встановленими з можливістю повороту відносно вісі, яку розміщують на відстані, яка складає 1-1,5 довжини робочої частини валка. Застосування такого обладнання на думку авторів забезпечує при формуванні гофра розповсюдження очагу деформування матеріалу листа з 14053 8 однієї сторони гофра на суттєво більшу площу, що зменшує потоншення листа в зоні формування гофра. Однак застосування підпружинених плит вимагає додаткових енерговитрат для їх повороту, стискання пружин, тертя листа, який протягується між підпружиненими плитами. Цьому способу також притаманна нерівномірність навантаження, яка потрібна для забезпечення обертання валків в умовах перемінного навантаження при профілюванні вимагає підвищення потужності приводу та пов'язана з підвищеним рівнем вібрації. Спосіб може забезпечити лише формування гофрів, довжина яких підвищена у напрямку ширини листа, що суттєво обмежує застосування такого способу. Незважаючи на покращення рівномірності потоншення товщини матеріалу листа способу також притаманне нерівномірне потоншення товщини матеріалу листа в (яке має місце з протилежної сторони гофра, що також обмежує можливу за таким способом висоту витягування гофра. Витягування гофра на всю його висоту та його остаточне формування забезпечується тим самим розміром зубів, які до того ж мають суттєво звужену верхівку. Внаслідок цього операції у викладеної технології забезпечують переважне потоншення товщини листа, що профілюється у зовнішніх границь товщини профілю. При цьому в зоні умовної вісі спрофільованого листа залишаються значні необроблені ділянки, вклад яких в забезпечення зазначеного чинника відносно невеликий. Спрофільований за зазначеним способом лист має перемінну загальну товщину, при цьому в ряді напрямків вона мінімальна та практично дорівнює товщині листа перед профілюванням. В цих напрямках жорсткість при вигині мало відрізняється від не профільованого листа. Неоднаковість товщини профілю по різних напрямках (особливо в тих, що проходять через зони з невеликою поточною висотою гофрів тобто біля їх нижньої частини) призводить до суттєвої різниці показників жорсткості при вигині. Якщо наприклад в напрямку довжини листа жорсткість максимальна, то під деякими кутами до неї вона суттєво нижче. Лист оброблений за цією технологією має найбільшу товщину в зоні умовної вісі з плавним її зниженням в напрямках до верхівки гофра. Внаслідок цього спрофільований лист має властивості по поглинанню наприклад коливань (вібрації) яки несуттєво відрізняються від не профільованого листа, він залишається провідником механічних коливань. Застосування такого листа як конструкційного матеріалу в ряді випадків вимагає застосування додаткових заходів поглинання вимушеної вібрації. Завданням розробки э підвищення міцності при вигині шляхом часткового переміщення та зміни форми зон пластичної деформації матеріалу листа, забезпечення можливості підвищення товщини матеріалу листа в периферійних зонах товщини профільованого листа, забезпечення можливості підвищення можливої загальної товщини профільованого листа, забезпечення рівномірності навантаження на профілюючи валки, зменшення 9 стоншення матеріалу листа в процесі профілювання, та покращання показників гасіння потужності механічних коливань. Для вирішення цього завдання спосіб виготовлення листів з гофрами жорсткості включає послідовну формовку періодичних гофрів у валках з формуючими елементами. Новим в способі є те, що спочатку гофри формують елементами, розміри яких відповідають розмірам нижньої частини гофра, при чому при початковій стадії формування застосовують вали з формуючими елементами висота яких в зоні, яка відповідає периферійній частині листа більше за висоту формуючих елементів в центральній частині листа, потім гофри доформовують. Внаслідок застосування зазначеної сукупності ознак на початковій стадії формування гофрів внаслідок застосування формуючих елементів з більшими розмірами, які відповідають розмірам нижньої частини гофра очаг пластичної деформації матеріала листа переноситься в зону майбутнього розміщення нижньої частини гофра охоплюючи частини тіла листа, яки до неї прилягають. При цьому цей процес здійснюється не з однієї сторони гофру (як це має місце в способі за SU 1042840), а по всьому периметру нижньої частини гофру. В наслідок сукупності дій по формуванню гофра більша частина матеріалу листа з осьової зони переноситься в тіло гофра. При доформовуванні гофрів в наступних проходах пластичне витягування матеріалу листа здійснюється зубом з іншими (меншими розмірами) внаслідок чого зона пластичної деформації зміщується по відношенню до границь попередньої зони внаслідок чого підвищується рівномірність потоншення матеріалу листа що забезпечує можливість сформувати гофри більшої висоти, що в свою чергу підвищить показник жорсткості спрофільованого листа при вигіні. Крім того внаслідок того, що формуючи елементи, яки забезпечують локальне витягування матеріалу, в початковій стадії формування мають різні розміри для кожного гофра в рядку процес формування гофрів рядка починається в різний час, що забезпечує більш плавне навантаження на привод валів з цими формуючими елементами та суттєво зменшує ударні навантаження на привод валів. Без врахування пікових навантажень необхідна менша потужність приводу, а постійна робота привода з загрузкою, яка наближена до номінальної потужності додатково зменшує енерговитрати приводу. Лист сформований у першому проході через валки має різний рівень висот гофрів, висота яких в крайніх гофрах по ширині листа суттєво більше решти. Зменшення загального рівня деформації на початковій стадії та перенесення значної її частини на краї оброблюваного листа впливає на показник стабільності розмірів оброблюваного листа. Внаслідок цього зменшується звуження листа при обробці. При профілюванні крім витягування матеріала листа на початковій стадії коли рядок зубів починає тиснути на лист здійснюється також пев 14053 10 ний рівень втягування листа у напрямку центральної зони деформуючого валка внаслідок чого здійснюється його звуження по відношенню до попередньої ширини. Зменшення звуження листа при першому проході супроводжується більшим витягуванням і більшим розміром гофрів на периферії листа. При чому в наступних проходах лист нерівномірної форми також спочатку входить в контакт з формуючими елементами, яки знаходяться на кінцях валів, добре центрується та знаходиться в певному рівні натягу між цими периферійними формуючими елементами на кінцях валів. Як показують чисельні дослідження та спеціальні патенти видані на профілювання гофрів з засобами для забезпечення натягу [наприклад SU 801938, SU 1042840] застосування натягу листа подовжує зону розповсюдження очага деформації в матеріалі листа при формуванні гофрів, покращує процес їх формоутворення та зменшує хвилястість листа без додаткових засобів. Матеріаломісткість листа в зоні наближеної до середини товщини листа менше, при цьому товщина матеріалу листа в периферійних ділянках товщини листа більше та наявність нерівномірності товщини листа надає нові властивості пов'язані з проходженням механічних коливань через такий матеріал. Спрофільований за способом лист має більший декремент затухання механічних коливань, ніж в аналогах. В першу чергу внаслідок меншої матеріаломісткості листа, в зоні наближеної до середини товщини листа, внаслідок чого механічні коливання через профільований за способом лист проходять гірше ніж в аналогах. По друге, при цьому в профільованому за способом листі спектр коливань суттєво змінюється внаслідок великої кількості гофрів та певного рівня звужень товщини матеріалу у їх основі. Внаслідок особливостей формі за рахунок енергії зовнішніх вимушених коливань генерується спектр своїх коливань викликаний формою гофрів та особливостями профілю товщини їх стінки по їх розрізу, з певним зсувом їх фаз, пов'язаним з різним їх розміщенням по відношенню до місця підводу зовнішніх коливань. Накладання своїх коливань близької частоти, які для кожного гофра мають свій зсув фаз призводить до високого ступеню взаємного гасіння цих коливань та дисипації енергії зовнішнього джерела коливань (вібрації). Це дозволяє розширити галузі застосування конструкцій з застосуванням спрофільованого за способом листа або зменшити вимоги до покриттів для віброгасіння. В конкретних варіантах реалізації способу нижню частину гофра виконують витягнутою в напрямку довжини листа. Це може бути досягнуто наприклад відповідним збільшенням відповідного розміру зубів у першому проході. Застосування таких ознак способу додатково покращує міцність листа при вигині (жорсткість) внаслідок того, що більша частина матеріалу оброблюваного листа зміщується з осьової в периферійну зону товщини спрофільованого листа. 11 Також підвищується рівномірність показника міцність листа при вигині під кутами до його довжини, яка актуальна у випадках, коли лист в конструкціях закріплюється не по всій довжині, а в окремих точках, а навантаження отримує на значній ділянці поверхні. В конкретних варіантах реалізації способу гофри формують з формою витягнутою в напрямку довжини листа. Застосування таких ознак способу також додатково покращує міцність листа при вигині (жорсткість) та підвищує рівномірність показника міцність листа при вигині під кутами до його довжини, яка актуальна у випадках коли лист в конструкціях закріплюється не по всій довжині, а в окремих точках. В конкретних варіантах реалізації способу здійснюють поетапний вигін обробленого листа з кінцевою формою перетину у вигляді замкнутого короба, або розімкнутої форми «U», «L», або «С» образного перетину. На Фіг.1, 2, 3 та 4 схематично показані етапи послідовної деформації формі листа при формуванні періодичних гофрів за деякими варіантами виконання способу, а на Фіг.5 перетин ділянки профільованого листа в зоні розміщення суміжних гофрів протилежного напрямку вигину з ілюстрацією варіанта виконання форми гофра. На викладених схемах та кресленнях оброблюваний за способом лист 1 містить на периферії своєї ширини періодичні гофри 2 та в центральній частині періодичні гофри 3, сформовані при початкових стадіях обробки та гофри на периферії ширини 4 та гофри в центральній частині 5, сформовані при завершуючих стадіях обробки. При виготовленні листів з періодичними гофрами жорсткості за способом здійснюється послідовна формовка періодичних гофрів у валках з формуючими елементами у вигляді виступів на валах, при чому на початковій стадії формування застосовують вали з формуючими елементами висота яких в зоні, яка відповідає периферійній частині ширини листа більше за висоту формуючих елементів в центральній частині листа, внаслідок чого на периферійній частині ширини листа спочатку формуються гофри 2 з висотою яка пе 14053 12 ревищує висоту гофрів 3 наближених до центральної частини листа. В одному з варіантів реалізації способа всі гофри за винятком периферійних гофрів 2 формуються однакового розміру. В іншому варіанті реалізації способу гофри 3 розміщені в центральної частини листа виконують з плавним зменшенням їх висоти (див. Фіг.2). при проходженні листів через наступні пари валків з відповідними виступами гофри доформовують до необхідної висоти. Разом з тим на початкових стадіях формування гофрів, гофри формують виступами на валах, розміри яких відповідають розмірам нижньої частини гофра, що спричиняє витягування ділянки листа що деформується та зменшення його товщини переважно у зоні, наближеної до нижньої частини майбутнього гофра. На наступних етапах формування гофрів, гофри формують виступами на валах, розміри яких відповідають розмірам внутрішньої частини гофра, що призводить до зміщення зони витягування листа для формування гофра. Зазначені дії суттєво розширюють ділянку листа, з якого формується гофр і яка потоншується. При цьому відповідно зменшується абсолютна величина потоншення та змінюється профіль (див. Фіг.5) товщини стінки сформованого гофра, який має ділянку потоншення I, яка розміщується в бічній та нижній частині гофра, та ділянку II, у верхній частині гофра, в якій зменшення товщини несуттєве. В окремих прикладах застосування способу нижню частину гофра виконують витягнутою в напрямку довжини листа, або самі гофри формують з формою витягнутою в напрямку довжини листа. Це призводить до покращання рівномірності показника міцність листа при вигині по різних напрямках в площині листа внаслідок того, що більша частина матеріалу оброблюваного листа зміщується з осьової в периферійну зону товщини спрофільованого листа. В окремих прикладах застосування здійснюють поетапний вигін обробленого листа з кінцевою формою перетину у вигляді замкнутого короба, або розімкнутої форми «U», «L», або «С» образного перетину, що дозволяє застосувати якісні характеристики отриманого матеріалу у різних видах конструкцій. 13 Комп’ютерна верстка А. Крулевський 14053 Підписне 14 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing the sheets with stiffening corrugations
Автори англійськоюBarchuk Yaroslav Vasyliovych
Назва патенту російськоюСпособ изготовления листов с гофрами жесткости
Автори російськоюБарчук Ярослав Васильевич
МПК / Мітки
МПК: B21D 5/06
Мітки: жорсткості, виготовлення, спосіб, гофрами, листів
Код посилання
<a href="https://ua.patents.su/7-14053-sposib-vigotovlennya-listiv-z-goframi-zhorstkosti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення листів з гофрами жорсткості</a>
Спосіб прикріплення листів до елементів жорсткості, пристрій для його здійснення (варіанти) та листовий виріб
Номер патенту: 27051
Опубліковано: 28.02.2000
Автор: Джордж Веллейс Макдональд
МПК: B31D 1/00, B42C 11/00, B42D 15/04
Мітки: спосіб, здійснення, листовий, листів, прикріплення, елементів, жорсткості, виріб, варіанти, пристрій
Формула / Реферат:
1. Способ прикрепления листов к элементам жесткости, включающий перемещение листов одного за другим по заданному первому пути так, что выбранные края листов располагают перпендикулярно указанному пути, и перемещение элементов жесткости по второму пути вдоль боковых краев листов по вышеуказанному первому пути, совмещение одного из боковых краев листа с соответствующим боковым краем элемента жесткости, прикладывание давления к совмещенным листу...
Регулярна насадка з зубчастими отворами і гофрами
Номер патенту: 10386
Опубліковано: 15.11.2005
Автор: Марценюк Олександр Степанович
МПК: B01J 19/32
Мітки: отворами, насадка, регулярна, гофрами, зубчастими
Формула / Реферат:
Регулярна насадка з зубчастими отворами і гофрами, що складається з вертикальних листів, перфорованих зубчастими отворами, розміщеними в шаховому порядку горизонтальними рядами, з гофрованими ділянками між рядами отворів, яка відрізняється тим, що оптимальна сумарна висота виступів гофрів у горизонтальній площині узгоджується з діаметром крапель, що утворюються на зубцях насадки і обумовлюються капілярною сталою
Спосіб м.ю. докторова виготовлення гнутих профілів з поздовжніми і перетинаючими ії поперечними гофрами
Номер патенту: 2525
Опубліковано: 26.12.1994
Автори: Докторов Марк Юхимович, Пшенична Наталя Веніаміновна
МПК: B21D 5/06
Мітки: поздовжніми, перетинаючими, спосіб, виготовлення, гофрами, м.ю, гнутих, профілів, поперечними, докторова
Формула / Реферат:
1. Способ изготовления гнутых профилей с продольными и пересекающими их поперечными гофрами, включающий последовательное формообразование промежуточного гнутого профиля с продольными гофрами и горизонтальной стенки между ними, а затем выполнение между упомянутыми продольными гофрами поперечных гофр за счет местной вытяжки металла, отличающийся тем, что при формовке промежуточного профиля горизонтальную стенку размещают на уровне между...
Спосіб виготовлення гнутих гофрованих профілів з додатковими гофрами на горизонтальних стінках основних гофрів
Номер патенту: 18542
Опубліковано: 25.12.1997
Автори: Пшенична Наталя Веніаміновна, Докторов Марк Юхимович
МПК: B21D 5/06
Мітки: основних, гофрами, гофрованих, гофрів, додатковими, горизонтальних, стінках, виготовлення, профілів, гнутих, спосіб
Формула / Реферат:
1. Способ изготовления гнутых гофрированных профилей с дополнительными гофрами на горизонтальных стенках основных гофров, включающий формообразование путем подгибки их боковых стенок промежуточного профиля с завышенными по ширине горизонтальными стенками основных гофров, уменьшение их ширины за счет временного искривления и последующее выпрямление упомянутых горизонтальных стенок с формообразованием на них дополнительных гофров, отличающийся...
Спосіб виготовлення гнутих профілів прокату з поперечними гофрами на стінці
Номер патенту: 4870
Опубліковано: 28.12.1994
Автори: Пшенична Наталя Веніаміновна, Докторов Марк Юхимович
МПК: B21D 5/06
Мітки: стінці, профілів, виготовлення, гофрами, спосіб, прокату, поперечними, гнутих
Формула / Реферат:
1. Способ изготовления гнутых профилей проката с поперечными гофрами на стенке, включающий формообразование промежуточного гнутого профиля с плоской стенкой и продольное се растяжение за счет придания ей волнистой формы в продольном сечении при сохранении длины перед формообразованием поперечных гофров, отличающийся тем, что при продольном растяжении плоской стенки промежуточного гнутого профиля выполняют по меньшей мере два ряда...
Попередній патент: Пристрій для закріплення соски на горлечку пляшки, призначеної для годування немовляти
Наступний патент: Спосіб визначення границь виразкового процесу в шлунку і /або дванадцятипалій кишці
Випадковий патент: Відцентровий тукорозсіваючий апарат