Спосіб виконання вивороту на трубчастих заготівках
Номер патенту: 18142
Опубліковано: 16.10.2006
Автори: Лященко Євгеній Вячеславович, Труфан Віктор Олександрович, Оборнєва Наталія Сергіївна, Оборнєв Сергій Миколайович
Формула / Реферат
1. Спосіб виконання вивороту на трубчастих заготівках, що включає нагрівання кінцевих частин заготівок і подальшу їх деформацію шляхом втискування заготівок при їх осьовому переміщенні в кільцеву порожнину інструмента, що обертається, встановленого під кутом до осі обробки, який відрізняється тим, що за рахунок забезпечення циліндричності внутрішньої порожнини вивернутої частини забезпечують у процесі вивороту перевищення кількісного значення радіусу вільного вигину над кількісним значенням заданого радіуса вигину прямо пропорційно жорсткості поперечного перерізу оброблюваної ділянки.
2. Спосіб за п. 1, який відрізняється тим, що, починаючи від торця, проводять зміну температури нагрівання від нижньої межі кувальної температури до верхньої прямо пропорційно збільшенню товщини стінки по довжині вивороту.
3. Спосіб за п. 1, який відрізняється тим, що проводять збільшення товщини стінки на торцевій ділянці заготівки відносно початкової товщини стінки, а потім здійснюють втискування її у формуючу порожнину інструмента при постійній температурі нагрівання по всій довжині оброблюваної ділянки.
4. Спосіб за п. 1, який відрізняється тим, що проводять зміну чисельного значення лінійної швидкості переміщення заготівки щодо формуючого інструмента від верхнього граничного її значення до нижнього при постійній температурі нагрівання.
Текст
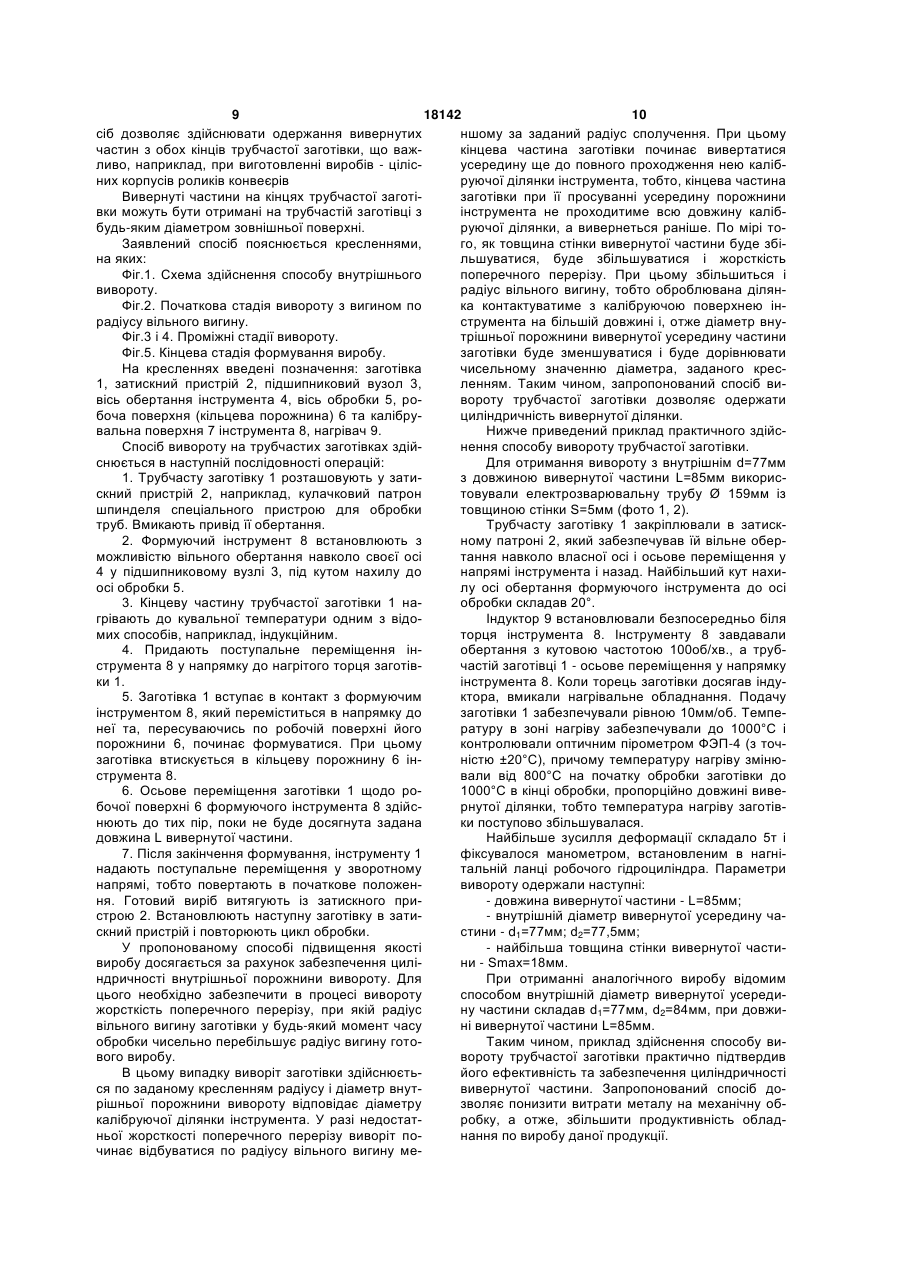
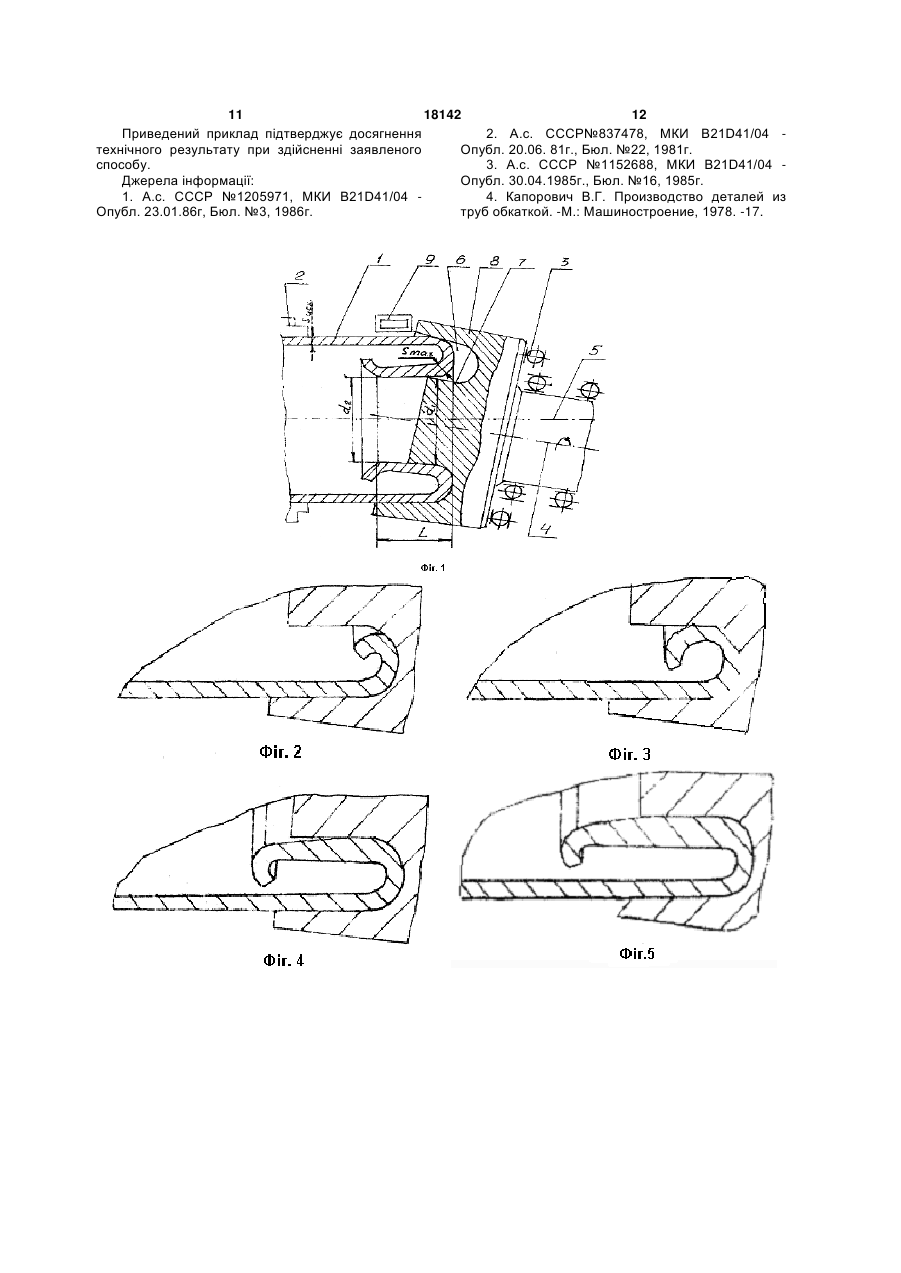
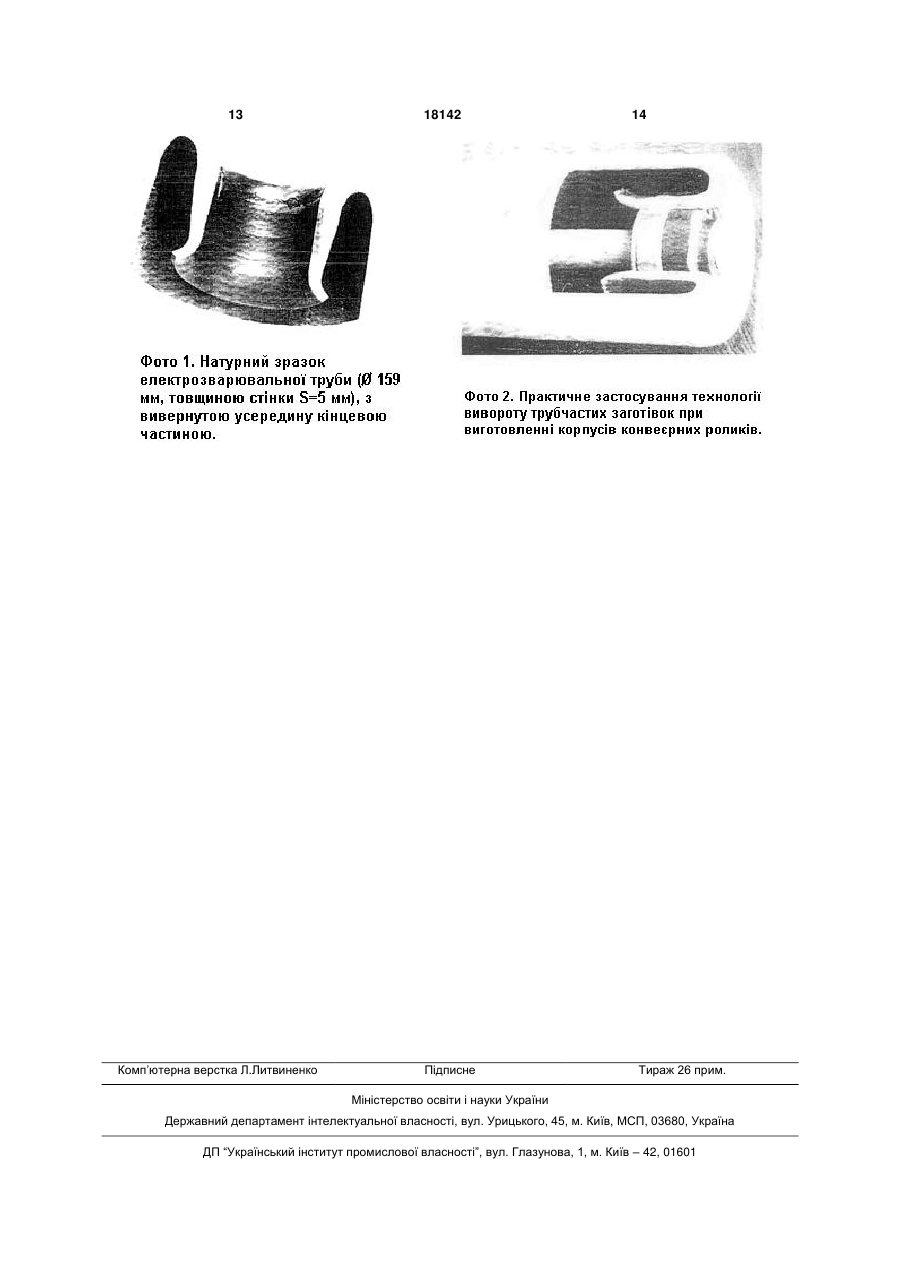
1. Спосіб виконання вивороту на трубчастих заготівках, що включає нагрівання кінцевих частин заготівок і подальшу їх деформацію шляхом втискування заготівок при їх осьовому переміщенні в кільцеву порожнину інструмента, що обертається, встановленого під кутом до осі обробки, який відрізняється тим, що за рахунок забезпечення циліндричності внутрішньої порожнини вивернутої частини забезпечують у процесі вивороту перевищення кількісного значення радіусу вільного вигину над кількісним значенням заданого радіуса ви 3 18142 4 інструмента вступає не нагріта ділянка труби, що внутрішньою порожниною з відхиленням від циліприводить до значного зносу інструмента за рахундричності, тобто знижується якість виробу. нок підвищеного тертя в очазі деформації і витрат Кожна наступна ділянка вивернутої частини, на зміну форми холодної ділянки заготівки. Ускламає товщину стінки більшу, ніж має попередня днене підведення мастила до очага деформації. ділянка, тому вона, маючи зростаючу жорсткість При обробці прямошовних зварних труб спостеріпоперечного перерізу, буде вивертатися все блигатиметься спотворення геометричної форми вижче та ближче до калібруючої частини інструменвороту за рахунок неоднакової жорсткості труби по та. периметру і відсутність при формоутворенні калібЦе можна пояснити збільшенням чисельного рувальної ділянки на інструменті. показника радіусу вільного вигину [4] Спосіб вивороту трубчастої заготівки, що 0,5Ds0 включає нагрів кінцевої частини заготівки і пода, де r 2 sin льша її деформація шляхом втискування заготівки при її осьовому переміщенні в кільцеву порожнину D - діаметр трубчастої заготівки, інструмента, що обертається, по [3] є найбільш s0 - товщина стінки обробляємої ділянки трубблизьким до способу, що заявляється, по технічній частої заготівки, суті і результату, що досягається. r - радіус вільного вигину. Відомий спосіб дозволяє знизити енергоємУ процесі вивороту, відрив металу обробляєність процесу за рахунок локалізації очагу деформої ділянки трубчастої заготівки від поверхні формації при формуванні трубчастої заготівки під кумуючого інструмента починає відбуватися по радітом змонтованого по відношенню до осі заготівки усу вільного вигину. Відрив відбувається раніше, інструмента. Розташування під кутом нахилу трубніж кінцева частина заготівки наблизиться до калічастої заготівки відносно осі формуючого інструбруючої ділянки інструмента. Після чого, кінцева мента дозволяє зменшити площу контакту заготівчастина заготівки переміщується всередину пороки з інструментом та локалізувати очаг жнини, утвореною нею та зовнішньою поверхнею деформації. Цей фактор допомагає зменшити висаме трубчастої заготівки, без взаємодії з робочою трати енергії, необхідної для подолання сил тертя. поверхнею формуючого інструмента. Крім того, зміна кута нахилу інструмента забезпеВнутрішній діаметр вивернутої усередину почує можливість регулювання набору металу в стінрожнини має чисельне значення більше, ніж діаку частини труби, яку вивернули з збільшенням її метр калібруючої частини робочої поверхні інтовщини. Спільне обертання заготівки і інструменструмента. Крім того, чисельне значення цього та, а також рівність осьового переміщення заготівдіаметра перевершує чисельне значення і діаметки та швидкості нагріву її обробляємої частини ра внутрішньої порожнини виробу, який необхідно дозволяє знизити енергоємність процесу. виготовити. Це пояснюється схемою взаємодії Недоліком даного способу є отримання частиінструмента та заготівки. ни, яку вивернули, з внутрішньою порожниною у У зв'язку зі збільшенням товщини стінки вивевигляді конічного розтруба, який по довжині перетртаємої ділянки радіус вільного вигину збільшуворюється у циліндр, до того ж, більш великий ється [4] і поступово наближується до радіусу видіаметр розтрубу розташований усередину вирогину, заданого формуючим інструментом. Відрив бу. Це пояснюється тим, що виворіт усередину металу трубчастої заготівки відбувається усе бликінцевої частини трубчастої заготівки при переміжче до калібруючої ділянки інструмента. Діаметр щенні усередину порожнини формуючого інструвнутрішньої порожнини вивертаємої ділянки посмента починається ще до моменту досягнення тупово зменшується та наближається до діаметра калібруючої частини інструмента. Згадана технокалібруючої ділянки формуючого інструмента. логія характеризується монотонним збільшенням Внутрішня порожнина вивернутої усередину товщини стінки частини, яку вивернули, по всій її ділянки трубчатої заготівки приймає вигляд циліндовжині, починаючи від торця, де товщина стінки дра заданого діаметра, починаючи з того моменту, відповідає початковій товщині заготівки. коли відрив металу трубчастої заготівки виконуЗбільшення товщини стінки частини заготівки, ється безпосередньо на калібруючій ділянці форщо вивернута, приводить до збільшення жорсткосмуючого інструмента. ті поперечного перерізу. У певний момент часу До цього моменту указана вище внутрішня пообробки досягається рівність чисельних значень рожнина має вид конусного розтрубу, більший дірадіусу вільного вигину і радіусу вигину, заданого аметр якого відповідає початку відриву металу формуючою поверхнею інструмента. Надалі товзаготівки від поверхні внутрішньої порожнини фощина стінки зростає, збільшується радіус вільного рмуючого інструмента, а менший діаметр - моменвигину, але діаметр внутрішньої вивернутої пороту відриву метала заготівки на калібруючій ділянці жнини не змінюється і відповідає діаметра калібінструмента. Причому менший діаметр конуса кірування, заданого геометрією робочої поверхні лькісно дорівнює діаметру циліндричної внутрішформуючого інструмента. Таким чином, циліндроньої порожнини виробу з трубчастої заготівки, зава ділянка на частині заготівки, що вивернута, буданого кресленням. де одержана лише після проходження нею всієї Пояснити особливості технологічного процесу ділянки калібрування. До цього моменту внутрішня можливо так. Жорсткість поперечного перерізу по порожнина частини, що вивернута, буде не циліндовжині вивороту зростає за рахунок збільшення дричною, а конічною. Отже, недоліком відомого товщини стінки. Та коли жорсткість поперечного способу є отримання частини, що вивернута, з перерізу вивертаємої усередину ділянки заготівки недостатня, заготівка починає вивертатися в по 5 18142 6 рожнині інструмента раніше, ніж досягне калібру- проводять збільшення товщини стінки на тоючої ділянки. У процесі переміщення обробляємої рцевій ділянці заготівки по відношенню до початділянки заготівки по формуючій ділянці інструменкової товщини стінки, а потім здійснюють втискута товщина стінки монотонно зростає, жорсткість вання її у формуючу порожнину інструмента при поперечного перерізу зростає, а, отже, збільшупостійній температурі нагріву по всій довжині обється і зусилля, необхідне для вивороту. При цьоробляємої ділянки; му, кожна наступна по довжині обробляєма ділян- проводять зміну чисельного значення лінійка заготівки, вступаючи у взаємодію з робочою ної швидкості переміщення заготівки щодо форповерхнею інструмента, просувається уздовж по муючого інструмента від верхнього граничного її робочій поверхні формуючого інструмента усе значення до нижнього при постійній температурі ближче до калібруючої ділянки і, послідовно вивенагріву. ртається усе з більшим радіусом вільного вигину, Істотними ознаками способу вивороту трубчабільшим ніж на попередній ділянці. стої заготівки, що заявляється, загальними з істотУ міру збільшення товщини стінки вивертаємої ними ознаками способу, прийнятого за найближділянки настає час, коли метал вивертаємої ділянчий аналог, є: нагрів кінцевої частини заготівки, ки заготівки досягає без вільного вивороту калібосьове переміщення заготівки в кільцеву порожнируючої ділянки інструмента, пересуваючись невідну інструмента, встановлення інструмента під куривно по поверхні формуючого інструмента. том до осі обробки. Кількісне значення радіуса вільного вигину ділянНовими істотними ознаками способу вивороту ки, що вивертають, при цьому поступово досягає трубчастої заготівки, що заявляється, є те, що кількісного значення радіуса скруглення калібруюпротяом усього часу виконання процесу вивороту чої ділянки формуючого інструмента. Починаючи з забезпечують у процесі вивороту перевищення цього часу, ділянка заготівки, що вивертається, кількісного значення радіуса вільного вигину над приймає форму циліндра, з внутрішнім діаметром, кількісним значенням заданого радіуса вигину відповідаючим діаметру калібруючої ділянки інпрямо пропорційно жорсткості поперечного переструмента, заданого кресленням на виріб. різу оброблюваної ділянки. Отже, недоліком відомого способу є неможлиУ запропонованому способі, кутова швидкість вість виготовлення виробу з циліндричними вивеобертання заготівки і формуючого інструмента рнутими усередину кінцевими ділянками на трубрівні. Приводом обертання оздоблена заготівка, а частих заготівках. обертання інструмента забезпечується за рахунок Таким чином, циліндрична внутрішня порожпластичної взаємодії металу трубчастої заготівки і нина вивернутої усередину ділянки по відомому робочої поверхні формуючого інструмента. технологічному способу, може бути отримана лиУ процесі обробки поверхня трубчастої загоше на трубчастих заготівках, які мають необхідну товки, яку вивертають, перекочується по робочій для кожного конкретного випадку початкову товповерхні інструмента. При цьому кожна наступна щину стінки [4]. В тому ж випадку, коли трубчаста ділянка заготівки входить у контакт із кожною назаготівка має товщину стінки менше необхідної, ступною ділянкою інструмента. одержуємо внутрішню порожнину вивернутої діляВ запропонованому способі підвищення якості нки у вигляді конуса з переходом у циліндр. виробу досягається за рахунок забезпечення циліРозглянуті вище способи вивороту не дозвондричності внутрішньої порожнини вивернутої часляють виготовити трубчасті заготівки з циліндричтини трубчастої заготівки. ною внутрішньою порожниною на кінцевих частиДля цього забезпечують умови виконання технах, що особливо важливо при виробництві нологічного процесу протягом усього процесу вицілісних корпусів роликів конвеєрів. вороту, при яких жорсткість поперечного перерізу В основу корисної задачі поставлена задача ділянки, що обробляється, гарантує перевершення підвищення якості виробу за рахунок забезпеченчисельного значення радіуса вільного вигину загоня циліндричності внутрішньої порожнини частини тівки над чисельним значенням радіуса робочій трубчастої заготовки, що вивернута. поверхні формуючого інструмента [4]. Поставлена задача вирішується тим, що у Вимова зроблена на забезпеченні умов, при способі вивороту трубчастих заготівок, що вклюкотрих ділянка трубчастої заготівки, що вивертачає нагрів кінцевих частин заготівок і подальшу їх ється всередину, поступово по усій своїй довжині деформацію шляхом втискування заготівок при їх проходить по ділянці інструмента, що калібрується осьовому переміщенні в кільцеву порожнину інвід початкового положення до остаточного. струмента, що обертається, встановленого під В цьому випадку виворіт усередину ділянки закутом до осі обробки, в процесі вивороту забезпеготівки, що обробляється, забезпечується по радічують перевищення кількісного значення радіусу усу, заданому кресленням на готовий виріб, а діавільного вигину над кількісним значенням заданого метр циліндричної внутрішньої порожнини радіусу вигину прямо пропорційно жорсткості повивороту відповідає діаметру калібруючої ділянки перечного перерізу оброблюваної ділянки. При формуючого інструмента. чому вирішення задачі забезпечують за рахунок У запропонованому способі вказані заходи, котого що: трі запобігають вивертанню кінцевої ділянки заго- починаючи від торця, проводять зміну темпетівки раніше, ніж вона вступить у взаємодію з каліратури нагріву від нижньої межі кувальної темпебруючої ділянкою інструмента. ратури до верхньої прямо пропорційно збільшенПеревищення чисельного значення радіуса віню товщини стінки по довжині вивороту; льного вигину над заданим радіусом вигину готового виробу забезпечується кількома засобами. 7 18142 8 Перший засіб складається у тому, що необхідму, що регулювання температури нагріву заготівки ну жорсткість поперечного перерізу вивертаємої по довжині обробітки забезпечується за рахунок ділянки, отримують за рахунок того, що темперарегулювання швидкості переміщення ділянки заготуру нагріву ділянки, що обробляється, монотонно тівки, що належить вивороту, у робочій зоні нагріпідвищують від нижньої межі кувальної темперавального пристрою. Чим більше часу знаходиться тури на торці заготівки до верхньої межі кувальної у зоні нагріву ділянка трубчатої заготівки, тим температури наприкінці ділянки нагріву, прямо більш високу температуру вона отримує. пропорційно збільшенню товщини стінки по довЗапропоновані варіанти практично забезпечужині вивороту. ють проходження металу ділянки трубчастої загоСутність запропонованого варіанту обробки тівки, що вивертається по всій довжині формуючої покладається у тому, що ділянка трубчастої загоповерхні інструмента, від західної частини до витівки з меншою температурою тіла має більшу ходу з калібруючої частини, з утворенням внутрішжорсткість поперечного перерізу і, відповідно, неньої порожнини у вигляді циліндру заданого діаобхідно прикласти вигинаючі зусилля більшого метра. чисельного значення при її просуванні по внутрішПрактично, радіус вільного вигину не може буній порожнині формуючого інструмента. Запропоти більше, ніж радіус округлення калібруючої ділянований засіб дозволить отримати вивернуту всенки формуючого інструмента і в тому випадку, якредину ділянку заготівки циліндричної форми за що товщина стінки ділянки, що вивертається така, рахунок того, що не дозволяє ділянці заготівки, що що за розрахунком [4] чисельне значення радіуса обробляється, вивернутися раніше, ніж вона провільного вигину перевищує радіус округлення, сунеться вздовж усієї довжини робочої поверхні який був заданий формуючим інструментом. В формуючого інструмента. реальному технологічному процесі метал заготівЗбільшення температури по довжині ділянки, ки, що обробляється, по досягненні необхідної що обробляється, дозволить проводити виворіт по товщини стінки частини, що вивертається, примувсій довжині ділянки, що обробляється, без збільсово рухається по радіусу округлення на калібрушення потужності приводу обладнання, на якому ючу поверхню формуючого інструмента. виконується технологія, не дивлячись на те, що Указані ознаки дозволяють підвищити якість товщина стінки, вивертаємої усередину ділянки, виробів, що отримуються і одночасно знизити енемонотонно збільшується. Чим вище температура ргоємність процесу. нагріву ділянки трубчастої заготівки, що втискуєтьТаким чином, запропонований спосіб вивороту ся у робочу порожнину інструмента, тим нижче дозволяє отримати циліндричність ділянки, що енерговитрати процесу. Тому, практично, забезпевивертається, на трубчастих заготівках незалежно чують температуру нагріву торцевої ділянки, що від початкової товщини їхніх стінок. обробляється, до температури, при якій можливо Заявлений спосіб дозволяє одержувати вироздійснити пластичну обробку метала і в той же час би підвищеної якості за рахунок забезпечення цизабезпечується просування вивертаємої частини ліндричності внутрішньої порожнини частини, що по усій довжині робочої поверхні формуючого інвивернута. струмента, включаючи і радіусну поверхню вигину Крім того, згідно з корисною моделлю, внутрікалібручої ділянки. шню порожнину частини, що вивернута, одержуДругій засіб складається у тому, що відповідна ють за рахунок поступального переміщення інжорсткість поперечного перерізу ділянки, що виструмента по заготівці. Довжина оброблюваної вертається, забезпечується за рахунок того, що ділянки залежить не від довжини робочої поверхні проводять збільшення товщини стінки на торцевій інструмента, а від довжини робочого ходу викоділянці заготівки. Температура нагріву заготівки по навчого механізму устаткування, на якому провоусій довжині обробітки постійна. У цьому випадку диться формування. Отримана вивернута ділянка проводять, наприклад, торцеву осадку для збільможе бути необмежено довгою. При досягненні шення товщини стінки торцевої ділянки трубчастої заданої довжини цієї ділянки переміщення інструзаготівки. Чисельне значення товщини стінки на мента по напряму до заготівки зупиняють та поветорці заготівки, що обробляється, знаходять ексртають його на попередню позицію. периментально в кожному конкретному випадку, в Встановлення інструмента з можливістю оберзалежності від співвідношення діаметра початкотання на своїй подовжній осі дозволяє робити вивої трубчастої заготівки, заданого кресленням, вернуту кінцеву частину трубчастої заготівки у діаметру внутрішньої порожнини кінцевої частини, процесі її перекочування по робочій поверхні інщо вивертається і товщини стінки початкової загострумента, при якому тертя незначне. тівки. Таким засобом також досягають збільшення Заявляємий спосіб взаємодії заготівки з інжорсткості поперечного перерізу частини заготівструментом дозволяє знизити енергоємність у поки, яку втискують в порожнину формуючого інрівнянні з відомими способами, заснованими на струмента. формуванні виробу за рахунок їхнього тертя по Третій засіб складається у тому, що відповідна робочій поверхні інструмента. Площа контакту жорсткість поперечного перерізу дільниці, що виінструмента і заготівки залишається незмінною вертається усередину забезпечується за рахунок протягом усього процесу обробки і не збільшуєтьтого, що чисельне значення лінійної швидкості ся із збільшенням довжини вивернутої частини. переміщення заготівки в порожнину формуючого Виконання операції одержання виворотом інструмента знижується від верхнього крайнього її внутрішньої горловини на кінцях трубчастих загозначення до нижнього при постійній температурі тівок проводиться на одному пристрої за один нагріву. Запропонований варіант базується на тоцикл із монотонно зростаючою деформацією. Спо 9 18142 10 сіб дозволяє здійснювати одержання вивернутих ншому за заданий радіус сполучення. При цьому частин з обох кінців трубчастої заготівки, що важкінцева частина заготівки починає вивертатися ливо, наприклад, при виготовленні виробів - цілісусередину ще до повного проходження нею калібних корпусів роликів конвеєрів руючої ділянки інструмента, тобто, кінцева частина Вивернуті частини на кінцях трубчастої заготізаготівки при її просуванні усередину порожнини вки можуть бути отримані на трубчастій заготівці з інструмента не проходитиме всю довжину каліббудь-яким діаметром зовнішньої поверхні. руючої ділянки, а вивернеться раніше. По мірі тоЗаявлений спосіб пояснюється кресленнями, го, як товщина стінки вивернутої частини буде збіна яких: льшуватися, буде збільшуватися і жорсткість Фіг.1. Схема здійснення способу внутрішнього поперечного перерізу. При цьому збільшиться і вивороту. радіус вільного вигину, тобто оброблювана ділянФіг.2. Початкова стадія вивороту з вигином по ка контактуватиме з калібруючою поверхнею інрадіусу вільного вигину. струмента на більшій довжині і, отже діаметр внуФіг.3 і 4. Проміжні стадії вивороту. трішньої порожнини вивернутої усередину частини Фіг.5. Кінцева стадія формування виробу. заготівки буде зменшуватися і буде дорівнювати На кресленнях введені позначення: заготівка чисельному значенню діаметра, заданого крес1, затискний пристрій 2, підшипниковий вузол 3, ленням. Таким чином, запропонований спосіб вивісь обертання інструмента 4, вісь обробки 5, ровороту трубчастої заготівки дозволяє одержати боча поверхня (кільцева порожнина) 6 та калібруциліндричність вивернутої ділянки. вальна поверхня 7 інструмента 8, нагрівач 9. Нижче приведений приклад практичного здійсСпосіб вивороту на трубчастих заготівках здійнення способу вивороту трубчастої заготівки. снюється в наступній послідовності операцій: Для отримання вивороту з внутрішнім d=77мм 1. Трубчасту заготівку 1 розташовують у затиз довжиною вивернутої частини L=85мм викорисскний пристрій 2, наприклад, кулачковий патрон товували електрозварювальну трубу Ø 159мм із шпинделя спеціального пристрою для обробки товщиною стінки S=5мм (фото 1, 2). труб. Вмикають привід її обертання. Трубчасту заготівку 1 закріплювали в затиск2. Формуючий інструмент 8 встановлюють з ному патроні 2, який забезпечував їй вільне оберможливістю вільного обертання навколо своєї осі тання навколо власної осі і осьове переміщення у 4 у підшипниковому вузлі 3, під кутом нахилу до напрямі інструмента і назад. Найбільший кут нахиосі обробки 5. лу осі обертання формуючого інструмента до осі 3. Кінцеву частину трубчастої заготівки 1 наобробки складав 20°. грівають до кувальної температури одним з відоІндуктор 9 встановлювали безпосередньо біля мих способів, наприклад, індукційним. торця інструмента 8. Інструменту 8 завдавали 4. Придають поступальне переміщення інобертання з кутовою частотою 100об/хв., а трубструмента 8 у напрямку до нагрітого торця заготівчастій заготівці 1 - осьове переміщення у напрямку ки 1. інструмента 8. Коли торець заготівки досягав інду5. Заготівка 1 вступає в контакт з формуючим ктора, вмикали нагрівальне обладнання. Подачу інструментом 8, який переміститься в напрямку до заготівки 1 забезпечували рівною 10мм/об. Темпенеї та, пересуваючись по робочій поверхні його ратуру в зоні нагріву забезпечували до 1000°С і порожнини 6, починає формуватися. При цьому контролювали оптичним пірометром ФЭП-4 (з точзаготівка втискується в кільцеву порожнину 6 інністю ±20°С), причому температуру нагріву змінюструмента 8. вали від 800°С на початку обробки заготівки до 6. Осьове переміщення заготівки 1 щодо ро1000°С в кінці обробки, пропорційно довжині вивебочої поверхні 6 формуючого інструмента 8 здійсрнутої ділянки, тобто температура нагріву заготівнюють до тих пір, поки не буде досягнута задана ки поступово збільшувалася. довжина L вивернутої частини. Найбільше зусилля деформації складало 5т і 7. Після закінчення формування, інструменту 1 фіксувалося манометром, встановленим в нагнінадають поступальне переміщення у зворотному тальній ланці робочого гідроциліндра. Параметри напрямі, тобто повертають в початкове положенвивороту одержали наступні: ня. Готовий виріб витягують із затискного при- довжина вивернутої частини - L=85мм; строю 2. Встановлюють наступну заготівку в зати- внутрішній діаметр вивернутої усередину часкний пристрій і повторюють цикл обробки. стини - d1=77мм; d2=77,5мм; У пропонованому способі підвищення якості - найбільша товщина стінки вивернутої частивиробу досягається за рахунок забезпечення циліни - Smax=18мм. ндричності внутрішньої порожнини вивороту. Для При отриманні аналогічного виробу відомим цього необхідно забезпечити в процесі вивороту способом внутрішній діаметр вивернутої усередижорсткість поперечного перерізу, при якій радіус ну частини складав d1=77мм, d2=84мм, при довживільного вигину заготівки у будь-який момент часу ні вивернутої частини L=85мм. обробки чисельно перебільшує радіус вигину готоТаким чином, приклад здійснення способу вивого виробу. вороту трубчастої заготівки практично підтвердив В цьому випадку виворіт заготівки здійснюєтьйого ефективність та забезпечення циліндричності ся по заданому кресленням радіусу і діаметр внутвивернутої частини. Запропонований спосіб дорішньої порожнини вивороту відповідає діаметру зволяє понизити витрати металу на механічну обкалібруючої ділянки інструмента. У разі недостатробку, а отже, збільшити продуктивність обладньої жорсткості поперечного перерізу виворіт понання по виробу даної продукції. чинає відбуватися по радіусу вільного вигину ме 11 18142 12 Приведений приклад підтверджує досягнення 2. А.с. СССР№837478, МКИ В21D41/04 технічного результату при здійсненні заявленого Опубл. 20.06. 81г., Бюл. №22, 1981г. способу. 3. А.с. СССР №1152688, МКИ В21D41/04 Джерела інформації: Опубл. 30.04.1985г., Бюл. №16, 1985г. 1. А.с. СССР №1205971, МКИ В21D41/04 4. Капорович В.Г. Производство деталей из Опубл. 23.01.86г, Бюл. №3, 1986г. труб обкаткой. -М.: Машиностроение, 1978. -17. 13 Комп’ютерна верстка Л.Литвиненко 18142 Підписне 14 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of fulfilling inversion side on tubular billets
Автори англійськоюOborniev Serhii Mykolaiovych, Trufan Viktor Oleksandrovych, Liaschenko Yevhenii Viacheslavovych, Obornieva Natalia Serhiivna
Назва патенту російськоюСпособ выполнения выворота на трубчатых заготовках
Автори російськоюОборнев Сергей Николаевич, Труфан Виктор Александрович, Лященко Евгений Вячеславович, Оборнева Наталья Сергеевна
МПК / Мітки
МПК: B21D 41/00
Мітки: виконання, спосіб, трубчастих, вивороту, заготівках
Код посилання
<a href="https://ua.patents.su/7-18142-sposib-vikonannya-vivorotu-na-trubchastikh-zagotivkakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб виконання вивороту на трубчастих заготівках</a>
Спосіб виготовлення ексцентрикових переходів на трубчастих заготовках
Номер патенту: 72412
Опубліковано: 15.02.2005
Автори: Оборнев Сергій Миколайович, Оборнева Наталія Сергіївна, Пиц Ярослав Євгенович
МПК: B21D 41/00
Мітки: спосіб, ексцентрикових, трубчастих, виготовлення, переходів, заготовках
Формула / Реферат:
Спосіб виготовлення ексцентрикових переходів на трубчастих заготовках, що включає обертання заготовки навколо подовжньої осі, що збігається з віссю обробки, нагрівання її кінцевої частини з наступним деформуванням рухомим уздовж осі обробки формуючим інструментом із конічними вхідною і вихідною робочими поверхнями, що рухається уздовж осі обробки та установлений із можливістю вільного обертання навколо своєї осі і нахилений під кутом до осі...
Верстат для гарячого закочування кінців трубчастих заготівок
Номер патенту: 52955
Опубліковано: 15.01.2003
Автори: Капорович Світлана Володимирівна, Капорович Світлана Едуардівна, Послушняк Олексій Володимирович
МПК: B21D 22/14, B21D 41/00
Мітки: закочування, трубчастих, кінців, заготівок, гарячого, верстат
Формула / Реферат:
1. Верстат для гарячого закочування кінців трубчастих заготівок, що містить змонтовані на загальній станині обертовий шпиндель для кріплення заготівки, інструмент, що формує, який має можливість повороту навколо осі, перпендикулярної осі шпинделя, а також штовхач заготівок, який відрізняється тим, що формуючий інструмент виконаний складеним з дисків, розміщених на поворотній втулці ковзання, центр повороту якої збігається з віссю повороту...
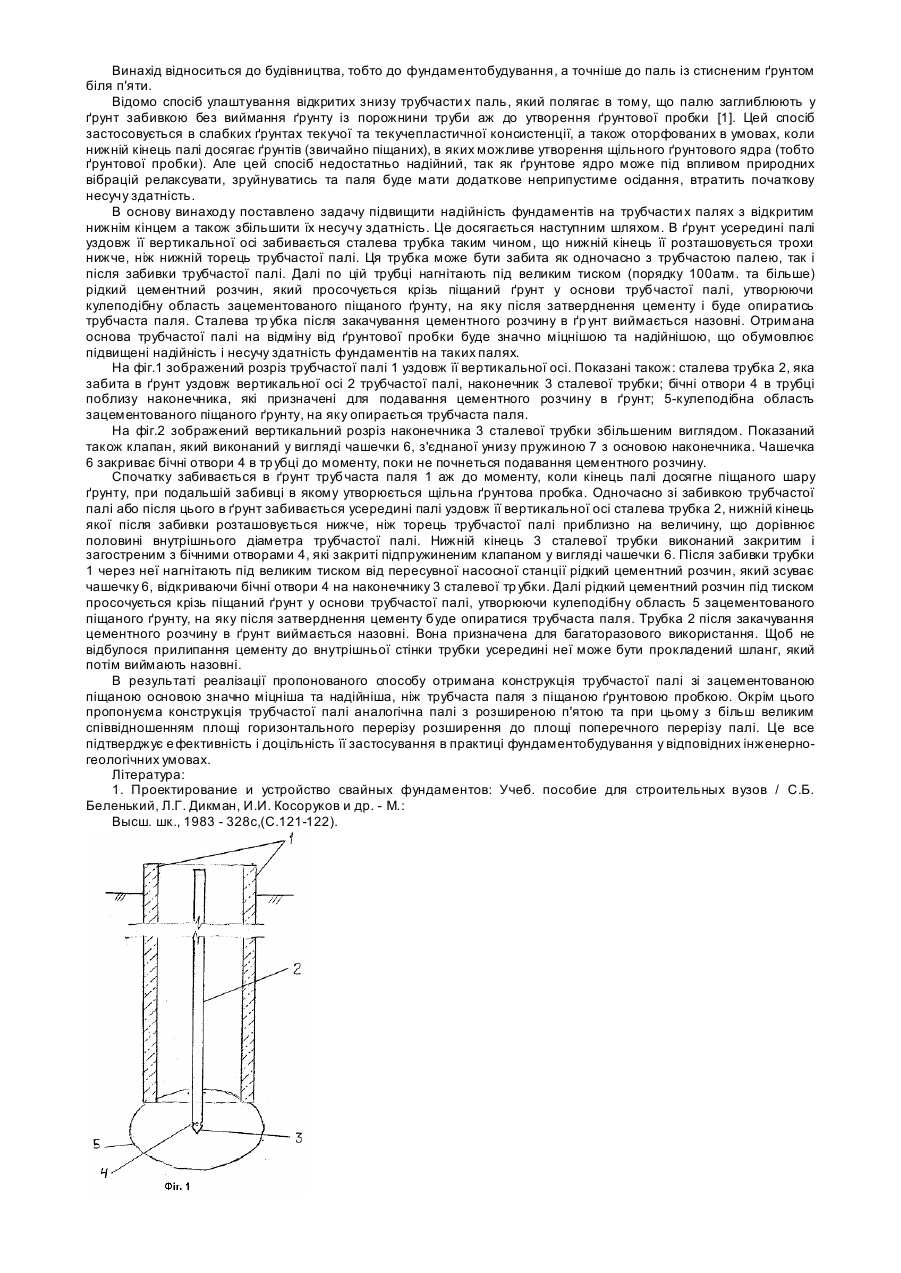
Спосіб улаштування відкритих знизу трубчастих паль
Номер патенту: 67481
Опубліковано: 15.06.2004
Автори: Донченко Павло Архипович, Пряник Сергій Петрович
МПК: E02D 5/22
Мітки: трубчастих, знизу, улаштування, спосіб, паль, відкритих
Формула / Реферат:
Спосіб улаштування відкритих знизу трубчастих паль, який полягає в тому, що палю заглиблюють у ґрунт забивкою без виймання ґрунту із порожнини труби до утворення ґрунтової пробки, який відрізняється тим, що ґрунтову пробку, що утворюється біля основи палі, цементують рідким цементним розчином, який просочується крізь піщаний ґрунт та який подають під великим тиском по забитій усередині трубчастої палі уздовж її вертикальної осі сталевій...
Спосіб виконання захисту від винесення пилу та пристрій для виконання способа
Номер патенту: 22089
Опубліковано: 30.04.1998
Автор: Козловський Леонід Костянтинович
МПК: B01D 53/02, G21F 9/00
Мітки: пилу, винесення, пристрій, спосіб, захисту, виконання, способа
Формула / Реферат:
1. Способ выполнения защиты от уноса пыли, включающий установку на выходное отверстие с помощью вертолета пылеуловителя, контроль степени загрязнения, демонтаж и замену пылеуловителя по результатам контроля, отличающийся тем, что применяют пылеуловитель, осуществляющий адсорбцию пыли, который устанавливают большим основанием наружу, контроль степени загрязнения выполняют дозиметром, а демонтированный пылеуловитель подвергают захоронению....
Спосіб заміщення дефекту діафіза трубчастих кісток після видалення доброякісних пухлин
Номер патенту: 8588
Опубліковано: 15.08.2005
Автори: Гребенюк Юрій Олександрович, Ткаченко Сергій Олексійович, Фомічова Кристина Сергійовна, Ілларіонов Валентин Володимирович
МПК: A61B 17/56
Мітки: діафіза, спосіб, заміщення, дефекту, доброякісних, пухлин, кісток, видалення, трубчастих
Формула / Реферат:
Спосіб заміщення дефекту діафиза трубчастої кістки після видалення доброякісних пухлин, що включає екскохлеацію, резекцію ураженої ділянки кістки з кістковопластичним заміщенням дефекту, субперіостальну та аперіостальну резекцію з наступною фіксацією трансплантата до проксимального і дистального фрагментів кістки шурупами або апаратом зовнішньої фіксації Г.А. Ілізарова, який відрізняється тим, що фіксацію трансплантата здійснюють за...
Попередній патент: Рекламний пристрій
Наступний патент: Спосіб прогнозування клінічного перебігу раку гортані
Випадковий патент: Спосіб одержання похідних 2,2'-імінобіоетанола або їх кислотно-адітівних солей, або їх стереохімічно ізомерних форм (його варіанти)