Петлиста уточна нитка для кордної тканини та спосіб виробництва такої нитки
Номер патенту: 20779
Опубліковано: 07.10.1997
Автори: Пазюк Василь Іванович, Даценко Іван Миколайович, Боршт Олександр Васильович, Гусаков Марк Якович, Шовкун Іван Кузьмич, Рум'янцев Роман Анатолієвич, Овдак Олександр Павлович
Формула / Реферат
1. Петельная уточная нить для кордной ткани, состоящая из двух комплексных синтетических нитей, одна из которых является стержневой, а другая - петлеобразующей и выполнена высокорастяжимой с удлинением 50-450%, отличающаяся тем, что стержневая нить выполнена недовытянутой с разрывным удлинением 70-300% и с петлистостью ее элементарных нитей 5-20%, а петлеобразующая нить имеет петлистость элементарных нитей 70-280%, при этом по крайней мере одна из нитей снабжена круткой с коэффициентом 2-30.
2. Способ получения петельной уточной нити для кордной ткани, заключающийся в формовании стержневой и петлеобразующей нитей, вытягивании петлеобразующей нити с кратностью 0-3,0 и стержневой нити, и последующем петлеобразовании, отличающийся тем, что вытягивание стержневой нити осуществляют с кратностью 1,5-3,0, одну из нитей после вытягивания подвергают крутке с величиной 40-300 кручений на метр и термофиксации при температуре 80-140°С в течение 5-30 мин, а петлеобразование осуществляют с нагоном для стержневой нити 5-20%, а петлеобразующей - 70-280%.
3. Способ по п.2, отличающийся тем, что крутке и термофиксации подвергают стержневую нить.
Текст
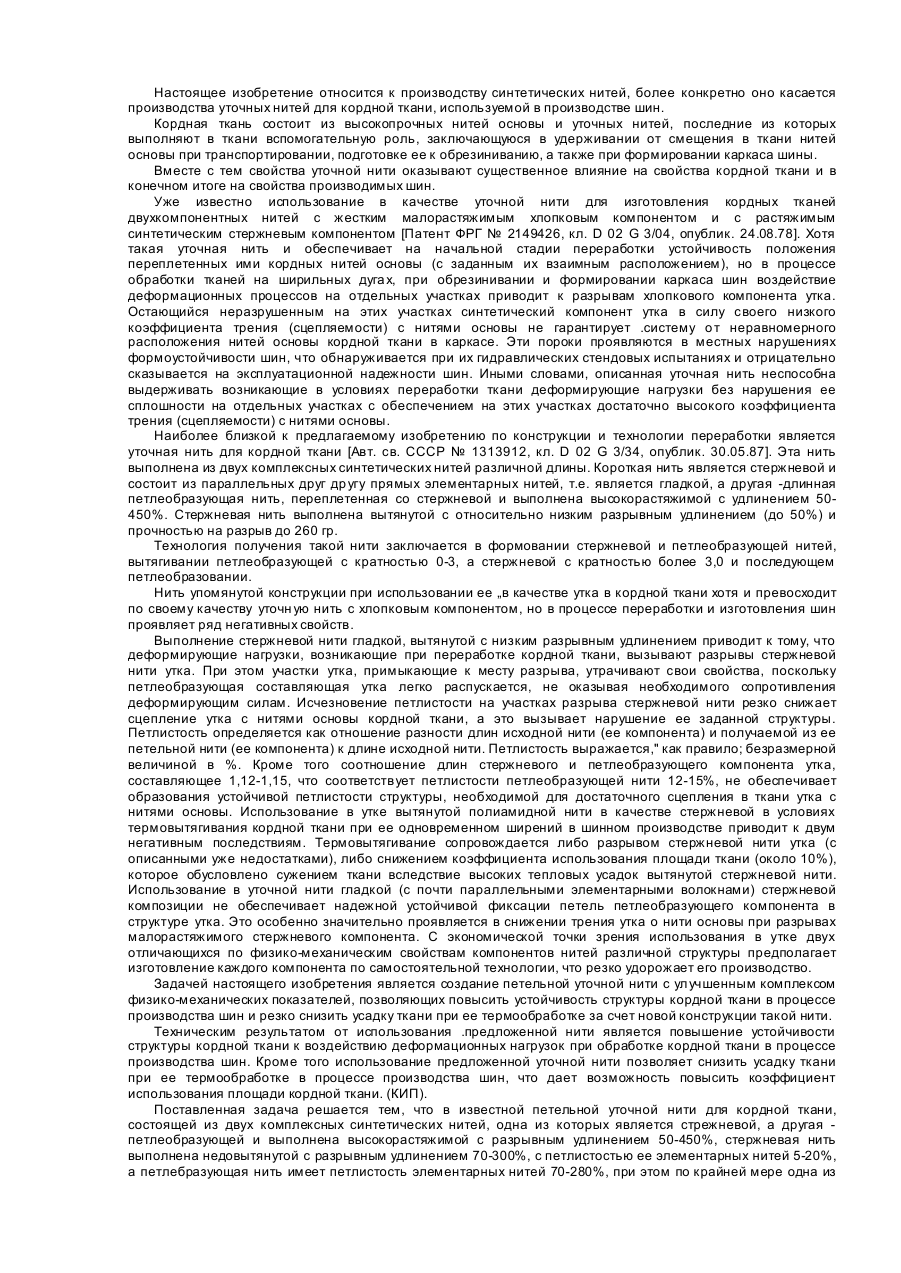
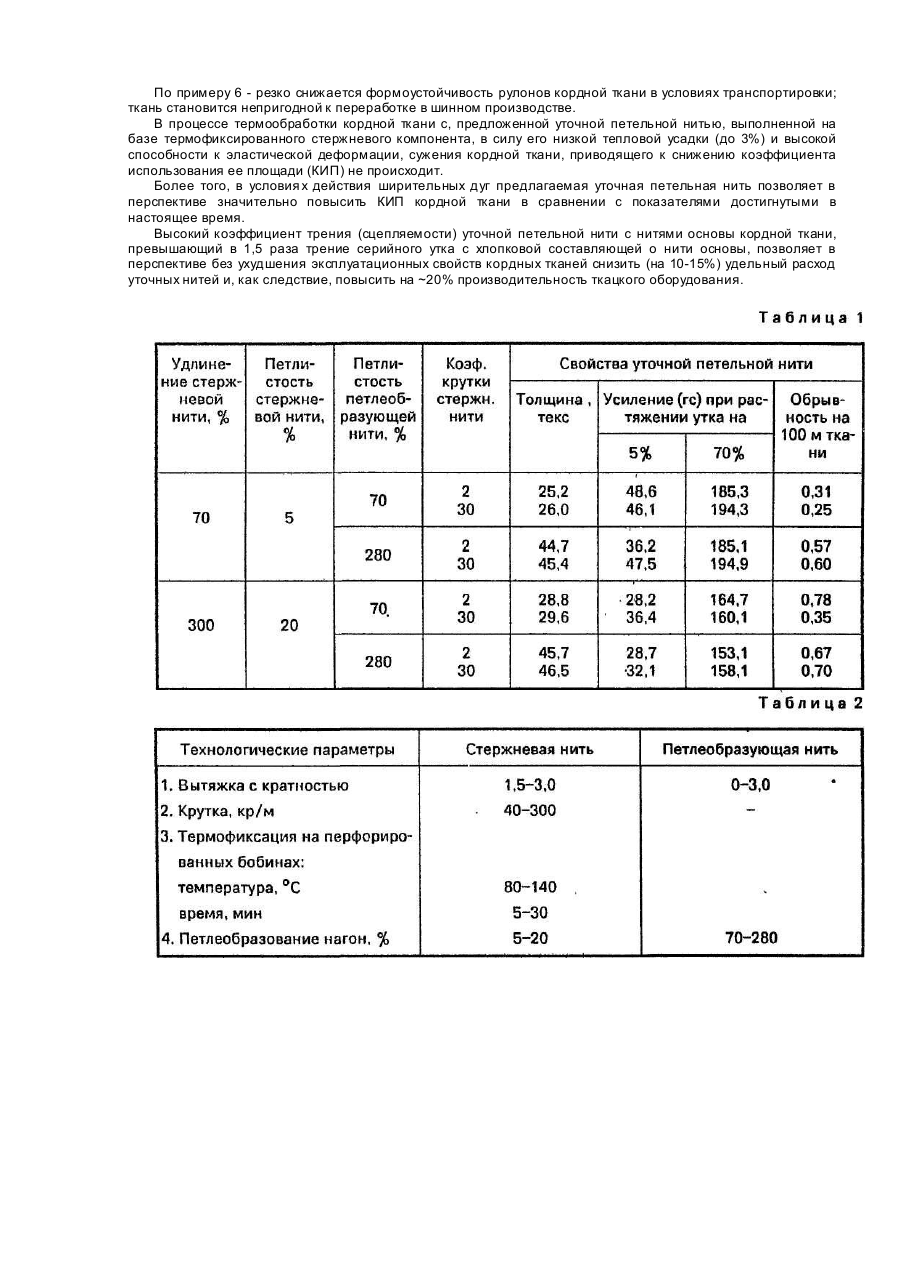
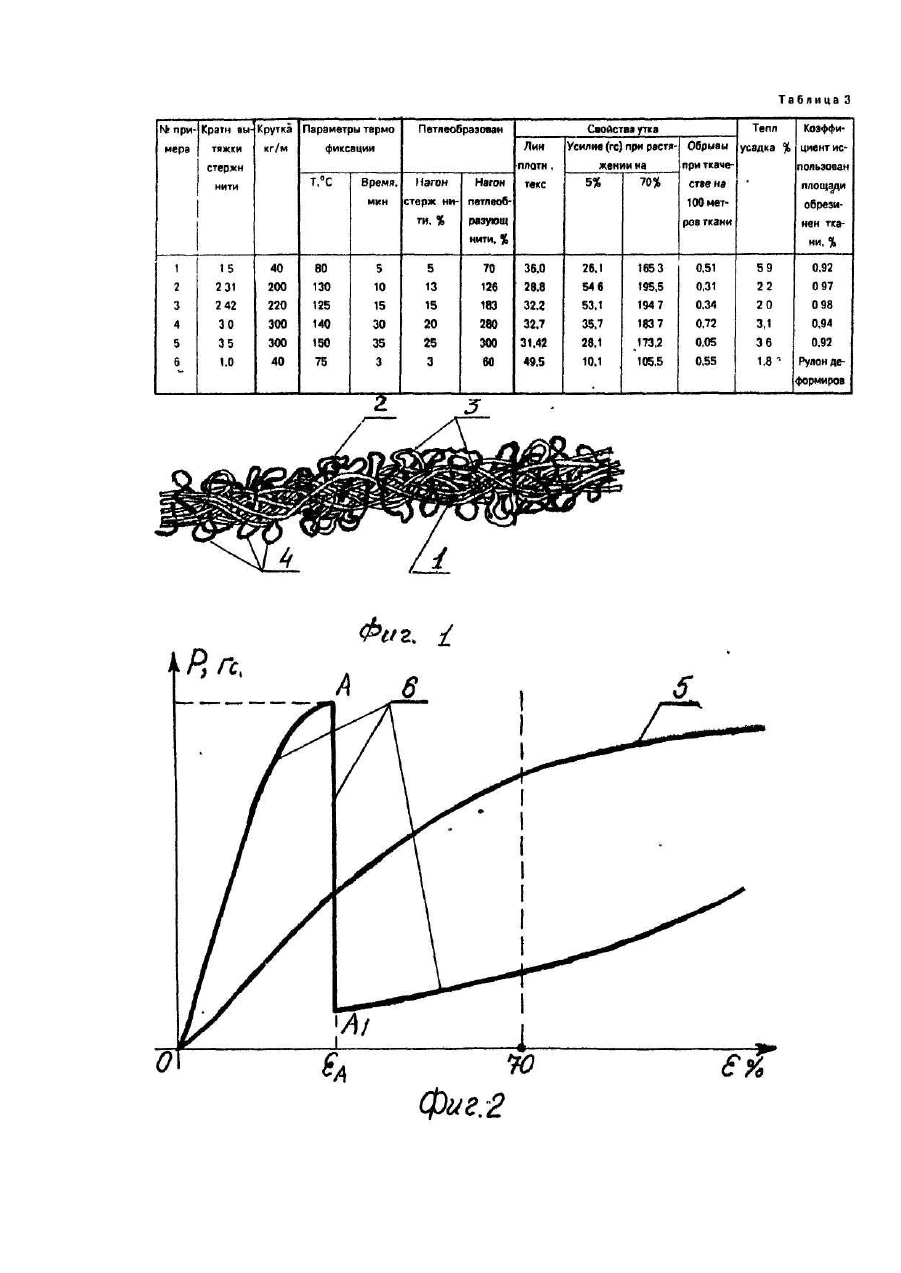
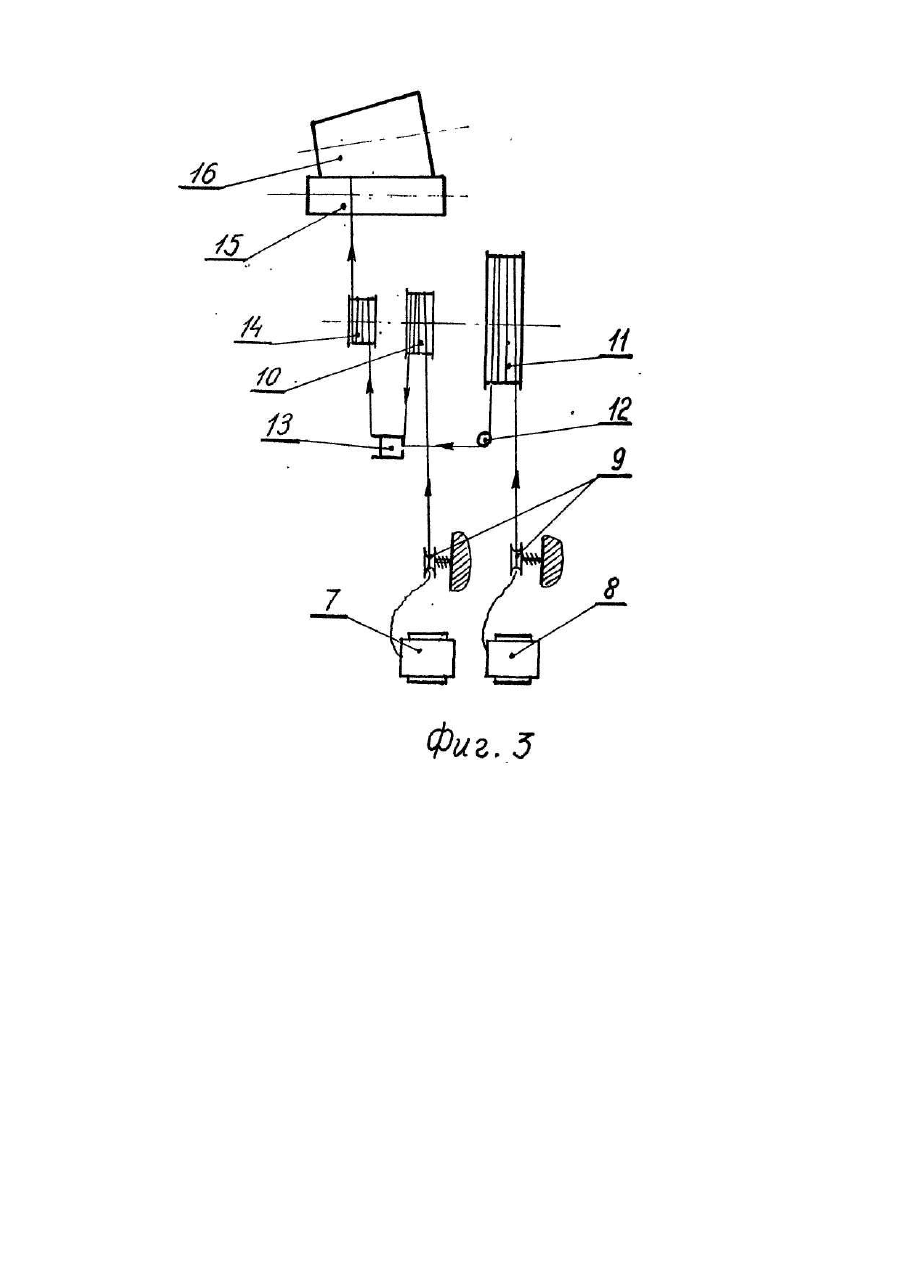
Настоящее изобретение относится к производству синтетических нитей, более конкретно оно касается производства уточных нитей для кордной ткани, используемой в производстве шин. Кордная ткань состоит из высокопрочных нитей основы и уточных нитей, последние из которых выполняют в ткани вспомогательную роль, заключающуюся в удерживании от смещения в ткани нитей основы при транспортировании, подготовке ее к обрезиниванию, а также при формировании каркаса шины. Вместе с тем свойства уточной нити оказывают существенное влияние на свойства кордной ткани и в конечном итоге на свойства производимых шин. Уже известно использование в качестве уточной нити для изготовления кордных тканей двухкомпонентных нитей с жестким малорастяжимым хлопковым компонентом и с растяжимым синтетическим стержневым компонентом [Патент ФРГ № 2149426, кл. D 02 G 3/04, опублик. 24.08.78]. Хотя такая уточная нить и обеспечивает на начальной стадии переработки устойчивость положения переплетенных ими кордных нитей основы (с заданным их взаимным расположением), но в процессе обработки тканей на ширильных дуга х, при обрезинивании и формировании каркаса шин воздействие деформационных процессов на отдельных участках приводит к разрывам хлопкового компонента утка. Остающийся неразрушенным на этих участках синтетический компонент утка в силу своего низкого коэффициента трения (сцепляемости) с нитями основы не гарантирует .систему о т неравномерного расположения нитей основы кордной ткани в каркасе. Эти пороки проявляются в местных нарушениях формоустойчивости шин, что обнаруживается при их гидравлических стендовых испытаниях и отрицательно сказывается на эксплуатационной надежности шин. Иными словами, описанная уточная нить неспособна выдерживать возникающие в условиях переработки ткани деформирующие нагрузки без нарушения ее сплошности на отдельных участках с обеспечением на этих участках достаточно высокого коэффициента трения (сцепляемости) с нитями основы. Наиболее близкой к предлагаемому изобретению по конструкции и технологии переработки является уточная нить для кордной ткани [Авт. св. СССР № 1313912, кл. D 02 G 3/34, опублик. 30.05.87]. Эта нить выполнена из двух комплексных синтетических нитей различной длины. Короткая нить является стержневой и состоит из параллельных друг др угу прямых элементарных нитей, т.е. является гладкой, а другая -длинная петлеобразующая нить, переплетенная со стержневой и выполнена высокорастяжимой с удлинением 50450%. Стержневая нить выполнена вытянутой с относительно низким разрывным удлинением (до 50%) и прочностью на разрыв до 260 гр. Технология получения такой нити заключается в формовании стержневой и петлеобразующей нитей, вытягивании петлеобразующей с кратностью 0-3, а стержневой с кратностью более 3,0 и последующем петлеобразовании. Нить упомянутой конструкции при использовании ее „в качестве утка в кордной ткани хотя и превосходит по своему качеству уточн ую нить с хлопковым компонентом, но в процессе переработки и изготовления шин проявляет ряд негативных свойств. Выполнение стержневой нити гладкой, вытянутой с низким разрывным удлинением приводит к тому, что деформирующие нагрузки, возникающие при переработке кордной ткани, вызывают разрывы стержневой нити утка. При этом участки утка, примыкающие к месту разрыва, утрачивают свои свойства, поскольку петлеобразующая составляющая утка легко распускается, не оказывая необходимого сопротивления деформирующим силам. Исчезновение петлистости на участках разрыва стержневой нити резко снижает сцепление утка с нитями основы кордной ткани, а это вызывает нарушение ее заданной структуры. Петлистость определяется как отношение разности длин исходной нити (ее компонента) и получаемой из ее петельной нити (ее компонента) к длине исходной нити. Петлистость выражается," как правило; безразмерной величиной в %. Кроме того соотношение длин стержневого и петлеобразующего компонента утка, составляющее 1,12-1,15, что соответствует петлистости петлеобразующей нити 12-15%, не обеспечивает образования устойчивой петлистости структуры, необходимой для достаточного сцепления в ткани утка с нитями основы. Использование в утке вытянутой полиамидной нити в качестве стержневой в условиях термовытягивания кордной ткани при ее одновременном ширений в шинном производстве приводит к двум негативным последствиям. Термовытягивание сопровождается либо разрывом стержневой нити утка (с описанными уже недостатками), либо снижением коэффициента использования площади ткани (около 10%), которое обусловлено сужением ткани вследствие высоких тепловых усадок вытянутой стержневой нити. Использование в уточной нити гладкой (с почти параллельными элементарными волокнами) стержневой композиции не обеспечивает надежной устойчивой фиксации петель петлеобразующего компонента в структуре утка. Это особенно значительно проявляется в снижении трения утка о нити основы при разрывах малорастяжимого стержневого компонента. С экономической точки зрения использования в утке двух отличающихся по физико-механическим свойствам компонентов нитей различной структуры предполагает изготовление каждого компонента по самостоятельной технологии, что резко удорожает его производство. Задачей настоящего изобретения является создание петельной уточной нити с улучшенным комплексом физико-механических показателей, позволяющих повысить устойчивость структуры кордной ткани в процессе производства шин и резко снизить усадку ткани при ее термообработке за счет новой конструкции такой нити. Техническим результатом от использования .предложенной нити является повышение устойчивости структуры кордной ткани к воздействию деформационных нагрузок при обработке кордной ткани в процессе производства шин. Кроме того использование предложенной уточной нити позволяет снизить усадку ткани при ее термообработке в процессе производства шин, что дает возможность повысить коэффициент использования площади кордной ткани. (КИП). Поставленная задача решается тем, что в известной петельной уточной нити для кордной ткани, состоящей из двух комплексных синтетических нитей, одна из которых является стрежневой, а другая петлеобразующей и выполнена высокорастяжимой с разрывным удлинением 50-450%, стержневая нить выполнена недовытянутой с разрывным удлинением 70-300%, с петлистостью ее элементарных нитей 5-20%, а петлебразующая нить имеет петлистость элементарных нитей 70-280%, при этом по крайней мере одна из нитей снабжена круткой с коэффициентом крутки 2-30. К числу существенных признаков предлагаемого изобретения, являющихся общими с признаками известной петельной уточной нити для кордной ткани, т.е. не представляющих в общем виде новизны являются: - петельная уточная нить для кордной ткани; . - две комплексные синтетические нити; - одна из нитей является стержневой; -другая нить является петлеобразующей и выполнена высокорастяжимой с удлинением 50-450%. К новым существенным признакам предлагаемого изобретения относятся: - стержневая нить выполнена недовытянутой; - с разрывным удлинением 70-300%, с петлистостью. ее элементарных нитей 5-20%; - петлеобразующая нить имеет петлистость элементарных нитей 70-280%; - по крайней мере одна из нитей составляющих петельную уточную нить снабжена круткой с коэффициентом крутки 2-30. В качестве крученой нити преимущественно используется стержневая нить. Сущность изобретения заключается в следующем. Авторы настоящего изобретения в результате исследований, направленных на решение поставленной задачи, создали новую конструкцию петельной уточной нити для кордной ткани. В конструкции этой нити стержневая нить выполнена недовытянутой с разрывным удлинением 70-300%, с петлистостью ее элементарных нитей 5-20%, а петлеобразующая нить имеет петлистость элементарных нитей 70-280%, при этом хотя бы одна из нитей (стержневая или петлеобразующая) снабжена круткой с коэффициентом крутки 2-30. Новая совокупность существенных признаков, характеризующи х конструкцию петельной уточной нити для кордной ткани, в сочетании с разработанной авторами технологией ее производства (которая также является объектом защиты в настоящей заявке), обусловили получение петельной уточной нити с улучшенным комплексом физико-механических показателей, позволяющим повысить устойчивость структуры кордной ткани в процессе производства шин и снизить усадку ткани при ее термообработке в процессе производства и, тем самым, повысить коэффициент использования площади кордной ткани. Задачей изобретения является создание петельной уточной нити с улучшенным комплексом физикомеханических показателей за счет разработки технологии получения такой нити. Техническим результатом, который может быть получен при применении изобретения, является повышение устойчивости стр уктуры кордной ткани к воздействию деформационных нагрузок при обработке кордной ткани в процессе производства шин. Использование уточной нити, полученной по предложенной технологии, позволяет снизить усадку ткани при ее тремообработке в процессе производства и, тем самым, дает возможность повысить коэффициент использования площади кордной ткани. Поставленная задача решается тем, что в способе получения петельной уточной нити для кордной ткани, заключающемся в формовании стержневой и петлеобразующей нитей, вытягивании петлеобразующей нити с кратностью 0-3,0 и стержневой нити, и последующем петлеобразовании, вытягивание стержневой нити осуществляют с кратностью 1,5-3,0, одну из нитей после вытягивания подвергают крутке с величиной 40-300 кр/м и термофиксируют при температуре 80—140°С в течение 5-30 мин, а петлеобразование осуществляют с нагоном для стержневой нити 5-20%, а петлеобразующей-70-280%. Крутке и термофиксации подвергают преимущественно стержневую нить. К числу существенных признаков предлагаемого способа, являющихся общими с признаками известного способа получения петельной уточной нити для кордной ткани, т.е. не представляющих в общем виде новизны являются: - способ получения петельной уточной нити для кордной ткани: - формование стержневой и петлеобразующей нитей; - вытягивание петлеобразующей нити с кратностью 0-3,0 и стержневой; - петлеобразование. К новым существенным признакам изобретения относятся следующие: - стержневую нить вытягивают с кратностью 1,5-3,0; - одну из нитей после вытягивания подвергают крутке величиной 40-300 кр/м; - эту же нить термофиксируют при температуре 80-140° в течение 5-30 мин; - петлеобразование осуществляют с нагоном для стержневой нити 5-20%, а петлеобразующей 70-280%. Сущность изобретения заключается в том, что разработана технология получения петельной уточной нити новой конструкции для кордной ткани. Новая совокупность существенных признаков, характеризующи х способ получения петельной уточной нити для кордной ткани, позволила, как указывалось выше, получить петельную уточную нить с улучшенным комплексом физико-механических показателей. Таким образом, для решения поставленной задачи предлагается новая конструкция петельной уточной нити для кордной ткани и технология получения такой нити. На фиг. 1 изображена структура предложенной петельной уточной нити; на фиг. 2 -сравнительная диаграмма растяжения петельных уточных нитей в режимах эксплуатационных деформаций; на фиг. 3 принципиальная схема петлеобразования для получения уточной нити. Предложенная нить (фиг. 1) состоит из двух комплексных синтетических нитей, на-, пример, полиамидных. Одна из нитей 1 является стержневой, а другая 2 -петлеобразующей. Стержневая нить снабжена петлями 3, а петлеобразующая - петлями 4. Стержневая нить 1 изготовлена недовытянутой и образует петли с петлистостью элементарных нитей 5-20%. При этом преимущественно стержневую нить необходимо снабдить круткой с коэффициентам крутки 2-30. Петлеобразующая нить 2 выполнена высокорастяжимой с удлинением 50-450% и с петлистостью ее элементарных нитей 70-280%. Эта нить, как и стержневая, может быть крученой (с теми же параметрами). Иными словами, одна из нитей (наиболее целесообразно стержневая) снабжена круткой. Возможен вариант выполнения уточной нити, в которой обе составляющие, т.е. и стержневая и петлеобразующая нити крученые. В предложенной нити, как стержневая 1, так и петлеобразующая 2 составляющие имеют петлистую структур у, которая обеспечивает сцепление этих нитей друг с другом и с нитями основы, а наличие крутки хотя бы на одной из них предотвращает возможность самораспускания петель и повышает устойчивость стр уктуры утка к действию осевых деформирующи х нагрузок, возникающих при переработке. Предложенная петельная уточная нить при использовании в кордной ткани ведет себя следующим образом. В местах переплетения уточной нити с нитями основы кордной ткани из-за высокого трения утка о нити основы, обусловленного его высокой поверхностной петлистостью, предотвращается взаимное смещение основных нитей в структуре ткани даже при механических воздействиях на нее при переработке. В случае приложения к ткани значительных деформирующи х нагрузок (при ширений на дуга х) в процессе производства шин уточная нить в месте воздействия усилия растягивается равномерно по длине (фиг. 2, кривая 5). При этом растягивается как стержневая, так и петлеобразующая нити. Вначале растяжение происходит за счет распрямления петель, а далее за счет эластичной деформации полимерного материала (удлинение утка может достигать 300%). Таким образом, даже значительные деформации (до 70%), возникающие при переработке кордных тканей в шинном производстве, не приводят к разрывам предлагаемой уточной нити как в целом, так и в отдельных ее компонентах. Наличие петлистости собственных элементарных нитей стержневого компонента 1 (5-20%) обуславливает способность петельного утка при ширений ткани к необратимому остаточному удлинению его по механизму распрямления этих петель. Эта способность в сочетании со значительной пластической составляющей недовытянутого полимера стержневой нити, обладающей к тому же низкой тепловой усадкой (до 3%), заданной процессом ее термофиксации, предотвращает сужение кордной ткани в условия х переработки и позволяет повысить коэффициент использования ее площади (КИП). Ме ханизм поведения петельной уточной нити по прототипу и предлагаемой петельной уточной в режимах эксплуатаиионных деформаций представлен на фиг. 2 в координатах "нагрузка-растяжение" (Р - Е). Как видно из приведенной зависимости (кривая 5), ни сама предлагаемая петельная нить, ни ее компоненты во всем диапазоне возникающих при производстве шин деформаций (до 70%) не претерпевает разрывов, сохраняя при этом устойчивую петлистую стр уктур у, обеспечивающую надежную сцепляемость с нитями основы. Это обстоятельство выгодно отличает предлагаемый уток от прототипа по авторскому свидетельству № 1313912, который в тех же деформационных полях (фиг. 2, кривая 6) претерпевает нарушения сплошности отдельных компонентов. Отсутствие петлистости элементарных нитей стержневого компонента, использование в качестве его вытянутой, некрученой нетермофиксированной комплексной нити в варианте прототипа делает эту нить жесткой, высокоусадочной, нерастяжимой, не способной без разрушений выдерживать возникающие в производстве эксплуатационные деформации. Возникающее в прототипе при разрыве стержневого компонента резкое снижение способности уточной нити сопротивляться деформирующим нагрузкам (фиг. 2, кривая 6, после точки "А") уменьшает в значительной мере петлистость нити и, как следствие, из-за снижения трения ведет к смещению нитей основы. Петлистость петлеобразующей нити, величина которой практически определяет трение (сцепляемость) утка с нитями основы, заложенная а прототипе - 10-15%, не обеспечивает устойчивого петлеобразования на некрученом стержневом компоненте. Как видно из приведенных графических зависимостей (фиг. 2), предлагаемый вариант уточной нити новой конструкции (кривая 5) гарантирует формоустойчивость кордной ткани во всем диапазоне деформационных полей при ее переработке (вертикаль e=70%) с сохранением достаточно высокой прочности на разрыв и высокого коэффициента сцепляемости с нитями основы. В то же время уточная нить прототипа (фиг. 2 кривая 6) не выдерживает таких деформаций без разрывов стержневого компонента, а после таких разрывов (вертикаль ε =70%) эта нить резко теряет свою прочность и сцепляемость с нитями основы. В таблице 1 приведены свойства предлагаемой петельной уточной нити для кордной ткани в зависимости от предельных значений (нижнего и верхнего) удлинения стержневой нити, петлистости стержневой нити, петлистости петлеобразующей нити и коэффициента крутки стержневой нити. Качество петельной уточной нити оценивается усилием при растяжении утка на 5%, определяющим начальный модуль жесткости уточной нити, и необходимым усилием для достижения удлинения уточной нити в 70%, соответствующим предельному уровню деформаций при изготовлении шин, а также обрывностью кордной ткани на 100 м в условиях ее ткачества. Разрывное удлинение стержневой нити менее 70% сравнимо с уровнем предельных деформаций, возникающих при переработке кордной ткани в шины (фиг. 2, вертикаль ε =70%), что ведет к резкому увеличению обрывности уточной нити и не лишает предлагаемый уток недостатков присущи х прототипу (кривая 6, фиг. 2), Превышение разрывного удлинения стержневой нити более 300% не обеспечивает достаточного модуля жесткости уточной нити необходимого для формо-устойчивости рулонов кордной ткани в условиях транспортировки. При использовании стержневой нити с петлистостью менее 5% исчезает эффект удлинения нити за счет распрямления петель стержневого компонента и удлинение утка происходит только за счет пластической деформации стержневого компонента утка (это требует больших усилий при ширений), что ведет к снижению КИП ткани в шинном производстве. При значении петлистости стержневой нити более 20% возрастает взаимная сцепляемость стержневого и петлеобразующего компонентов, что ведет к резкому возрастанию начального модуля (затрудняющего процесс ширения), а следовательно, ведет к снижению КИП-коэффициента полезного использования кордной ткани в шинном производстве. Петлистость петлеобразующей нити в предлагаемом утке 70-280% обеспечивает высокую надежность сцепления его с нитями основы кордной ткани. При петлистости петлеобразующей нити ниже 70% предлагаемый уток по трению о нити основы значительно уступает уточной нити с хлопковой составляющей; повышение петлистости свыше 280% по петлеобразующему компоненту ведет к повышенному расходу сырья, увеличению толщины уточной нити выше регламентных требований, способствует появлению крупнопетлистой некомпактной структуры, резко снижающей технологичность текстильной переработки петельного утка. В предлагаемой конструкции петельной уточной нити по крайней мере одна из нитей (стрежневая или петлеобразующая) снабжена круткой с коэффициентом крутки 2-30. Преимущественно круткой снабжена стержневая нить. При коэффициенте крутки стержневой нити менее 2 резко снижается петлеобразование, происходит сгон петель на узких участках с отсутствием их на более длинных, что повышает обрывность утка в ткачестве, снижает его перерабатывающую способность при изготовлении шин. Повышение коэффициента крутки стержневой нити более 30 в предлагаемом утке экономически нецелесообразно, т.к. это снижает производительность крутильного оборудования и резко затрудняет петлеобразование особенно при требовании высокой петлистости (70-280%) петлеобразующей составляющей. Сущность способа получения петельной уточной нити для кордной ткани заключается в формовании стержневой и петлеобразующей нитей; т.к. петельную уточную нить получают из стержневой и петлеобразующей нити, то после формования один компонент перерабатывается по технологии стержневой нити, вторая - петлеобразующей. В табл. 2 приведен технологический процесс получения каждой из этих нитей. Для получения петельной уточной нити крутке и термообработке может подвергаться либо стержневая, либо петельная нити, однако преимущественно это стержневая нить. Полученные стержневая и петлеобразующая нити подаются в форсунку, где под действием воздушного потока, образуются петли. Готовая нить - петельный уток в дальнейшем подается к мотальному барабанчику и наматывается на бобину. Ниже приводится один из примеров лучшего осуществления способа в соответствии с предлагаемым изобретением. Пример. Исходным сырьем для получения петельного утка 28 текс взята анидная комплексная нить с показателями линейной плотности Т=9,0 текс, разрывная нагрузка - 230 гс, разрывное удлинение -135%, усадка - 6,5%. Осуществляется кручение нити на этажной машине с круткой 200 кр/м и формирование паковки 400-450 г на перфорированную бобину. Затем нить проходит термообработку паром в автоклаве при температуре 130°С в течение 5 мин. Термообработкой достигается фиксация крутки и снижение усадки нити о 6-7% до 3% с линейной плотностью 9,3 текс и разрывным удлинением 140%. После кондиционирования в условиях перемоточного цеха в течение 8-Ю часов нить поступает на переработку для получения петельного утка. Петельный уток получают в результате пневмоперепутывания двух комплексных крученых термофиксированных нитей 9,3 текс. Получение петельного утка осуществляется на приборах системы УкрНИИПВ (фиг. 3). С неподвижных паковок 7 и 8 нити через нитенатяжители 9 поступают на питающие барабанчики 10 и 11. На барабанчик меньшего диаметра поступает стержневая нить, а на барабанчик большего диаметра петлеобразующая нить. Петлеобразующая нить через направляющий пруток 12, а стержневая непосредственно подаются в форсунку 13, где под действием воздушного потока образуются петли. Готовая нить - петельный уток из форсунки поступает на выпускной барабанчик 14, подается к мотальному барабанчику 15 и наматывается на конусную бобину 16. Питающие барабанчики 10 и 11 выпускной барабанчик 14 закреплены на одной оси. Изменяя диаметры питающих барабанчиков, а следовательно, соотношения скоростей питания и выпуска, достигают получение петельного утка с различными характеристиками. Для получения петельного утка 28 текс установлены: диаметр барабанчика 10-26 мм; диаметр барабанчика 11 — 52 мм, диаметр выпускного барабанчика 14-23 мм, давление воздуха в форсунке 5,0-6,5 атм, скорость приема нити на паковку 23 м/мин. За счет соотношения диаметров барабанчиков 10 и 14, которое составляет 1,13, задается петлистость стержневой нити равная 13%; за счет соотношения диаметров барабанчиков 11 и 14, которое составляет 2,26 задаётся петлистость петлеобразующей нити равная 126%. В результате получен петельный синтетический уток с характеристиками: -линейная плотность, текс - 28,8 - нагрузка при удлинении на 5%, гс - 54,6 - нагрузка при удлинении на 70%, гс -195,5 - тепловая усадка, % - 2,2 - обрывность при ткачестве на 100 м ткани -0,31. В табл. 3 приведены свойства петельной уточной нити для кордной ткани в зависимости от технологических параметров предлагаемого способа. Примеры 1 и 4 - свойства петельной уточной нити при предельных значениях параметров предлагаемого способа, примеры 2 и 3 - примеры лучшего осуществления способа (пример 2 подробно описан выше); примеры 5-6 отражают свойства упомянутой нити при запредельных значениях параметров способа. По примеру 5 с запредельными параметрами способа производства резко возрастает обрывность уточной нити при ткачестве. По примеру 6 - резко снижается формоустойчивость рулонов кордной ткани в условиях транспортировки; ткань становится непригодной к переработке в шинном производстве. В процессе термообработки кордной ткани с, предложенной уточной петельной нитью, выполненной на базе термофиксированного стержневого компонента, в силу его низкой тепловой усадки (до 3%) и высокой способности к эластической деформации, сужения кордной ткани, приводящего к снижению коэффициента использования ее площади (КИП) не происходит. Более того, в условия х действия ширительных дуг предлагаемая уточная петельная нить позволяет в перспективе значительно повысить КИП кордной ткани в сравнении с показателями достигнутыми в настоящее время. Высокий коэффициент трения (сцепляемости) уточной петельной нити с нитями основы кордной ткани, превышающий в 1,5 раза трение серийного утка с хлопковой составляющей о нити основы, позволяет в перспективе без ухудшения эксплуатационных свойств кордных тканей снизить (на 10-15%) удельный расход уточных нитей и, как следствие, повысить на ~20% производительность ткацкого оборудования.
ДивитисяДодаткова інформація
Автори англійськоюBorsht Oleksandr Vasyliovych, Husakov Mark Yakovych, Shovkun Ivan Kuzmych, Ovdak Oleksandr Pavlovych, Datsenko Ivan Mykolaiovych, Paziuk Vasyl Ivanovych
Автори російськоюБоршт Александр Васильевич, Гусаков Марк Яковлевич, Шовкун Иван Кузьмич, Овдак Александр Павлович, Даценко Иван Николаевич, Пазюк Василий Иванович
МПК / Мітки
МПК: D02G 3/34
Мітки: такої, нитка, уточна, виробництва, тканини, спосіб, кордної, петлиста, нитки
Код посилання
<a href="https://ua.patents.su/7-20779-petlista-utochna-nitka-dlya-kordno-tkanini-ta-sposib-virobnictva-tako-nitki.html" target="_blank" rel="follow" title="База патентів України">Петлиста уточна нитка для кордної тканини та спосіб виробництва такої нитки</a>
Засіб одержання поліамідної кордної нитки
Номер патенту: 2035
Опубліковано: 20.12.1994
Автори: Пимоненко Олена Петрівна, Махно Микола Аврамович, Карпенко Юрій Семенович, Омельчук Тамара Яківна, Линник Володимир Олександрович
МПК: D02G 3/48
Мітки: нитки, засіб, одержання, кордної, поліамідної
Формула / Реферат:
Способ получения полиамидной кордной нити, включающий формование каждой комплексной нити с заданным числом филаментов, ее вытягивание и кручение в одном направлении с последующим окончательным скручиванием нескольких нитей в противоположном направлении, отличающийся тем, что, с целью улучшения качества кордной нити за счет повышения ее прочностных свойств, формование каждой комплексной нити производят с числом филаментов — 220— 240, а ее...
Спосіб формування тканини на ткацькому верстаті

Номер патенту: 14761
Опубліковано: 18.02.1997
Автор: Аксюков Віталій Леонідович
МПК: D03D 23/00
Мітки: спосіб, формування, верстаті, ткацькому, тканини
Формула / Реферат:
1. Способ формирования ткани на ткацком станке, заключающийся в том, что нити утка вкладывают в зев основы и прибивают посредством берда к опушке ткани, которую подают навстречу берду, отличающийся тем, что в зев основы впрыскивают в виде аэрозоли смачивающую эмульсию.2. Способ формирования ткани по п.1, отличающийся тем, что избыток аэрозоли эмульсии отсасывают и используют повторно.
Пристрій для одержання армованої нитки
Номер патенту: 558
Опубліковано: 15.12.1993
Автори: Тутаков Олег Васильович, Божко Василь Іванович, Калін Михайло Миколайович, Мироненко Аркадій Іванович, Чувашов Юрій Миколайович, Сергєєв Володимир Петрович, Гаврилюк Микола Семенович, Шусть Емма Олександрівна, Гулько Лариса Петрівна
Мітки: нитки, армованої, одержання, пристрій
Формула / Реферат:
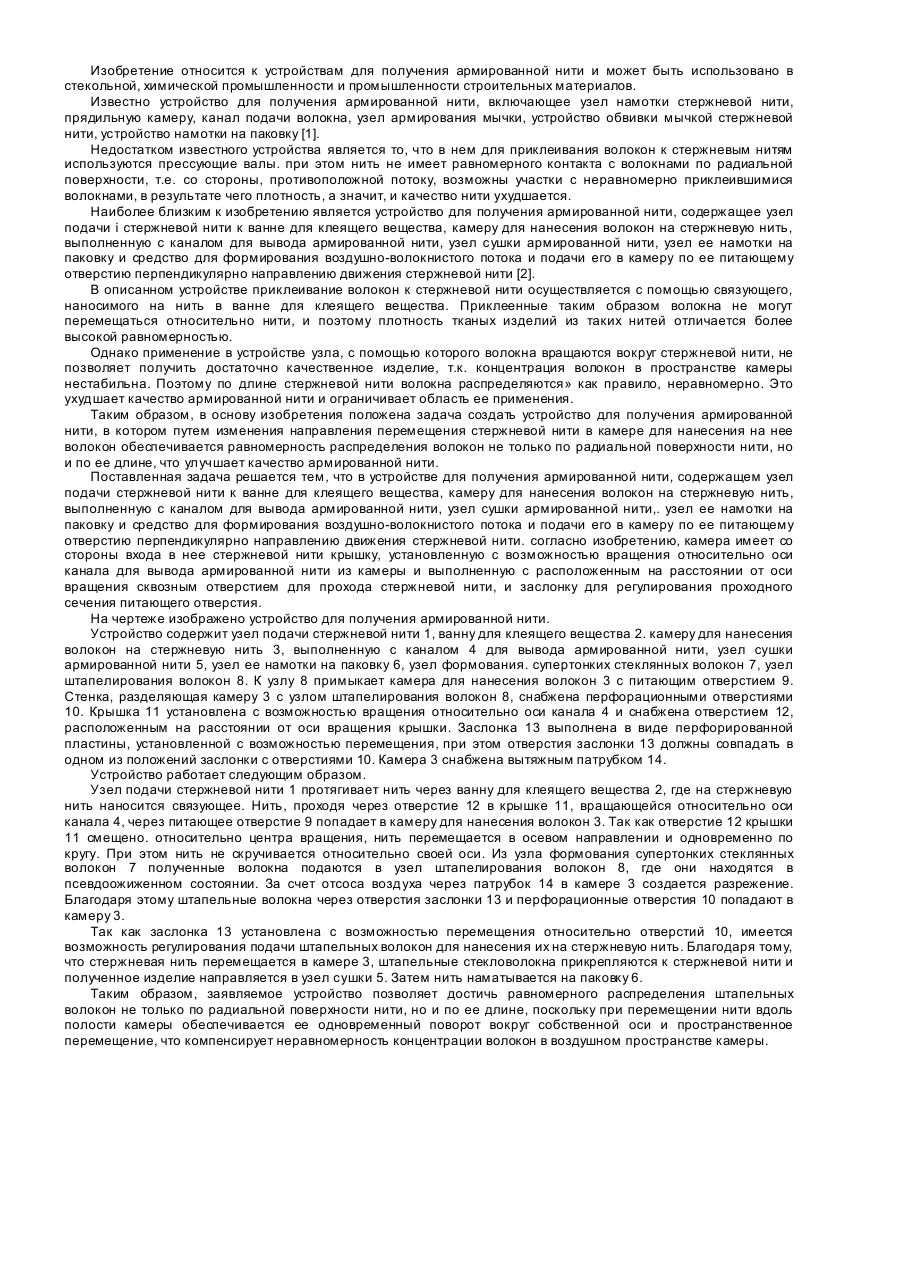
1. Устройство для получения армированной нити. содержащее узел подачи стержневой нити к ванне для клеящего вещества, камеру для нанесения волокон на стержневую нить, выполненную с каналом для вывода армированной нити, узел сушки армированной нити, узел ее намотки на паковку и средство для формирования воздушно-волокнистого потока и подачи его в камеру по ее питающему отверстию перпендикулярно направлению движения стержневой нити, отличающееся...
Пристрій для прокладання уточної нитки на ткацькому верстаті
Номер патенту: 12613
Опубліковано: 28.02.1997
Автор: Аксюков Віталій Леонідович
МПК: D03D 47/00, D03D 47/28
Мітки: ткацькому, нитки, верстаті, прокладання, уточної, пристрій
Формула / Реферат:
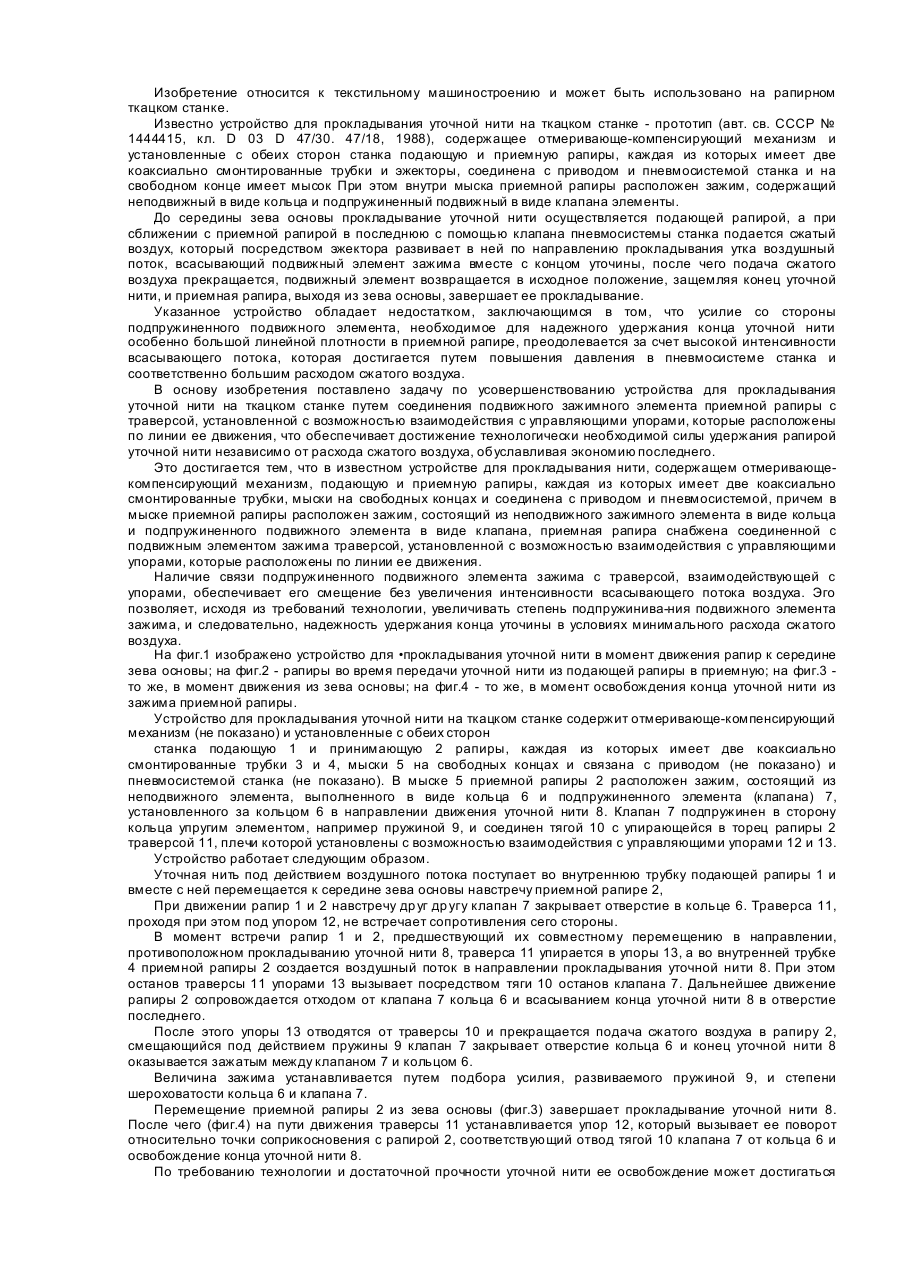
Устройство для прокладывания уточной нити на ткацком станке, содержащее отмеривающе-компенсирующий механизм, подающую и приемную рапиры, каждая из которых имеет две коаксиально смонтированные трубки, мыски на свободных концах и соединена с приводом и пневмосистемой, причем, в мыске приемной рапиры расположен зажим, состоящий из неподвижного зажимного элемента в виде кольца и подпружиненного подвижного элемента в виде клапана, отличающееся...
Армована швейна нитка
Номер патенту: 14582
Опубліковано: 20.01.1997
Автори: Мальчевський Анатолій Іванович, Агеєв Станіслав Іванович, Єгоров Борис Афанасійович, Березненко Микола Петрович, Сиволоцький Олександр Миколайович, Бандура Наталія Олександрівна, Курлова Ніна Олександрівна, Забашта Юрій Федосійович, Вісленко Володимир Іванович, Булах Олег Олексійович, Тузкова Олена Борисівна
Мітки: армована, швейна, нитка
Формула / Реферат:
1. Армированная швейная нитка, включающая армирующую комплексную нить и оплетку из тонковолокнистого хлопкового волокна, отличающаяся тем, что в качестве армирующей комплексной нити содержит полиамидную нить.2. Армированная швейная нитка по п. 1, отличающаяся тем, что полиамидная нить выбрана с линейной плотностью элементарных нитей 0,15-0,25 текс.