Робоча кліть установки витяжки і правки смуги вигином з розтягуванням
Номер патенту: 25502
Опубліковано: 10.08.2007
Автори: Вулих Филип Анатолійович, Ткаченко Володимир Васильович, Ткаченко Анатолій Олексійович, Вулих Анатолій Юрійович, Мамчіц Євген Карлович, Савенко Олександр Степанович

Формула / Реферат
1. Робоча кліть установки правки смуги вигином з розтягуванням, що містить раму (1), встановлені на рамі (1) з можливістю вертикального переміщення траверси (2), розташовані в шаховому порядку верхні (3, 3а) і нижні (4) непривідні ролики, з яких верхні ролики (3, 3а) закріплені з можливістю обертання в опорах (5, 5а, 5б), встановлених з можливістю вертикального переміщення, гідравлічні механізми (6) переміщення траверс (2) і гвинтові механізми (7, 7а, 7б) переміщення опор (5, 5а, 5б) верхніх роликів (3, 3а) з черв'ячними редукторами (8), яка відрізняється тим, що одна з опор (5а) останнього по ходу руху смуги (9) верхнього ролика (3а) встановлена з можливістю автономного вертикального переміщення відносно його іншої опори (5б), при цьому гвинтовий механізм (7а) переміщення цієї опори (5а) останнього верхнього ролика (3а) забезпечений електроприводом (10) для настройки робочої кліті в робочому положенні залежно від величини серпоподібності або хвилястості кромки смуги (9).
2. Робоча кліть установки правки смуги вигином з розтягуванням, яка відрізняється тим, що гвинтові механізми (7, 7б) переміщення решти опор (5, 5б) верхніх роликів (3, 3а) забезпечені штурвалами (11, 11а) для ручної настройки робочої кліті в неробочому положенні.
Текст
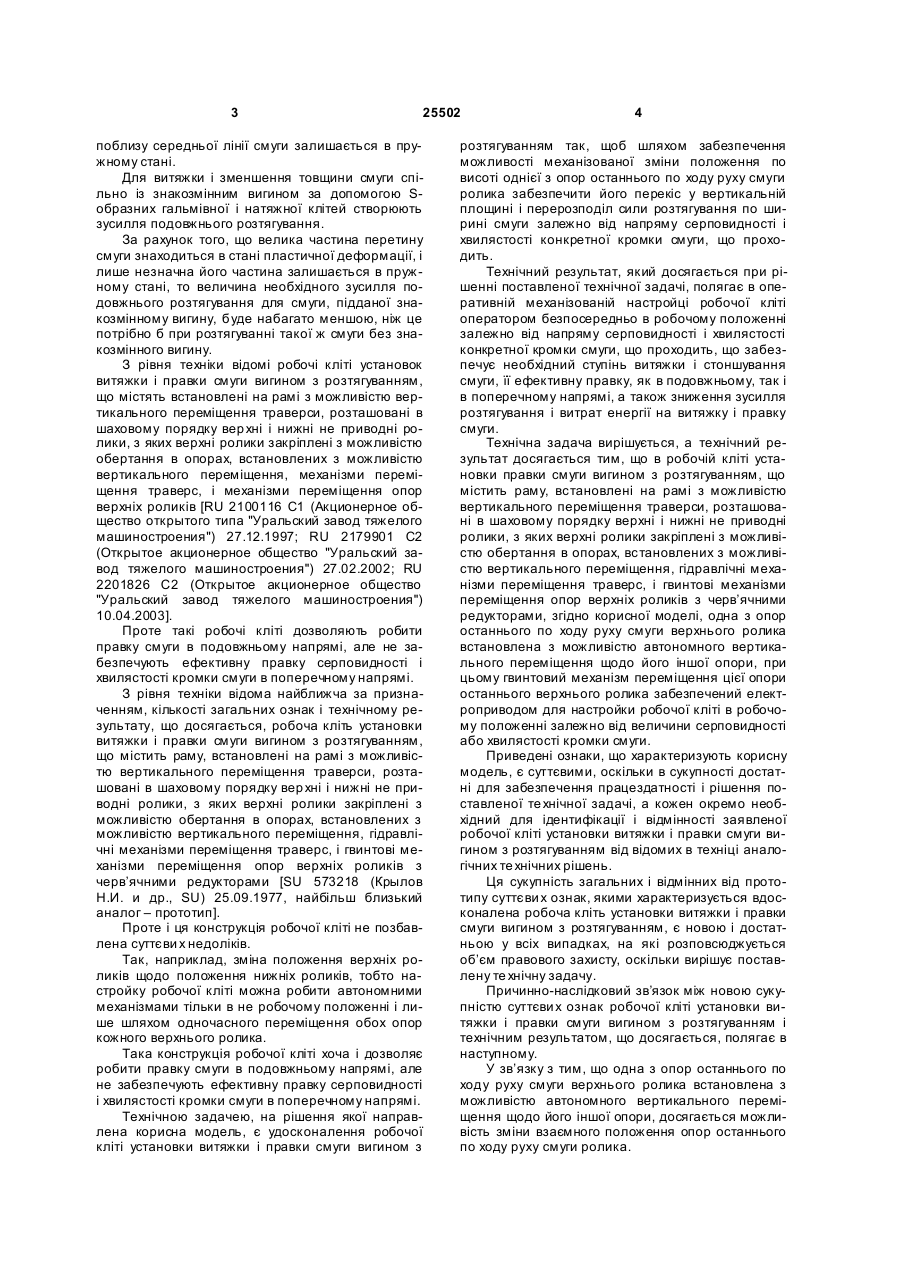
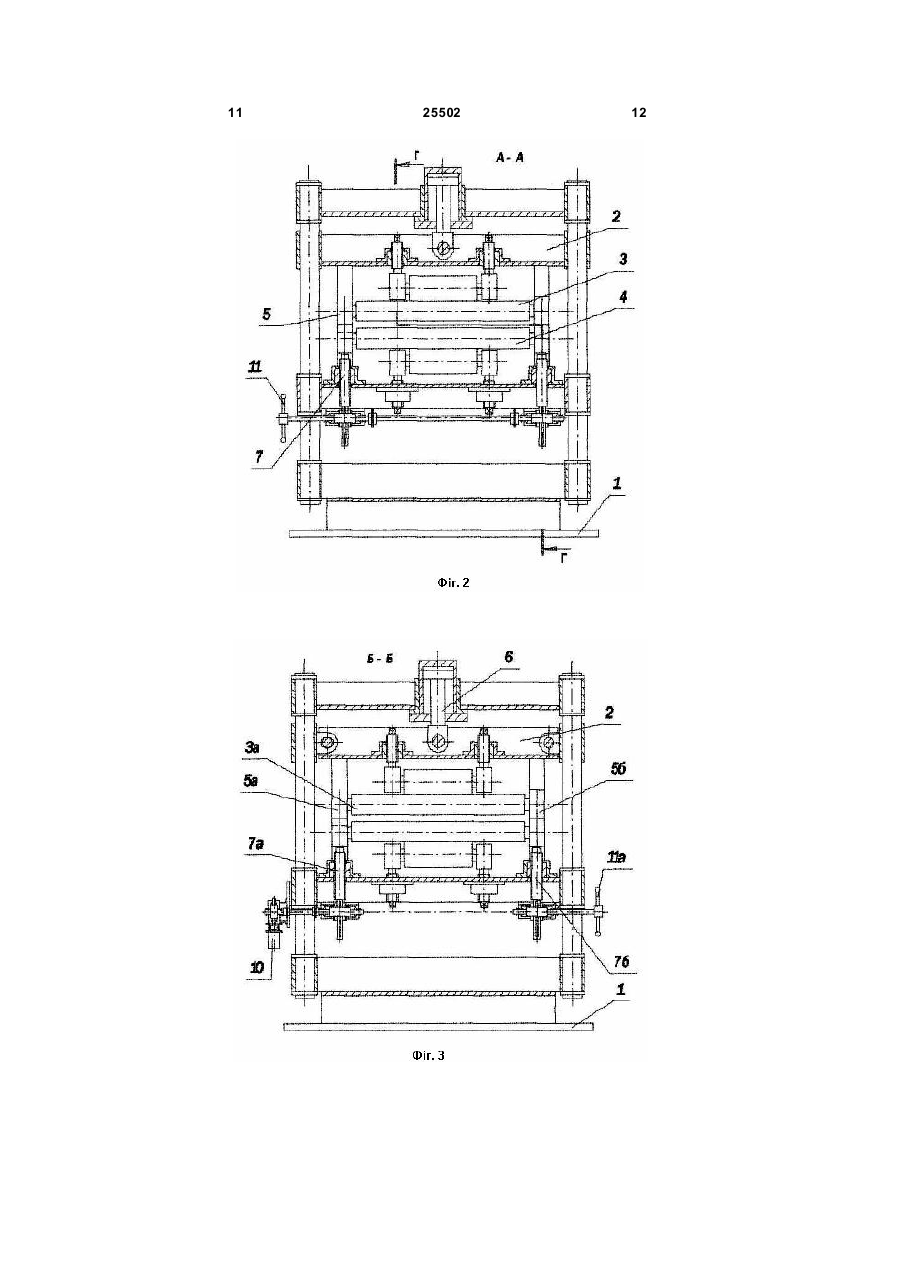
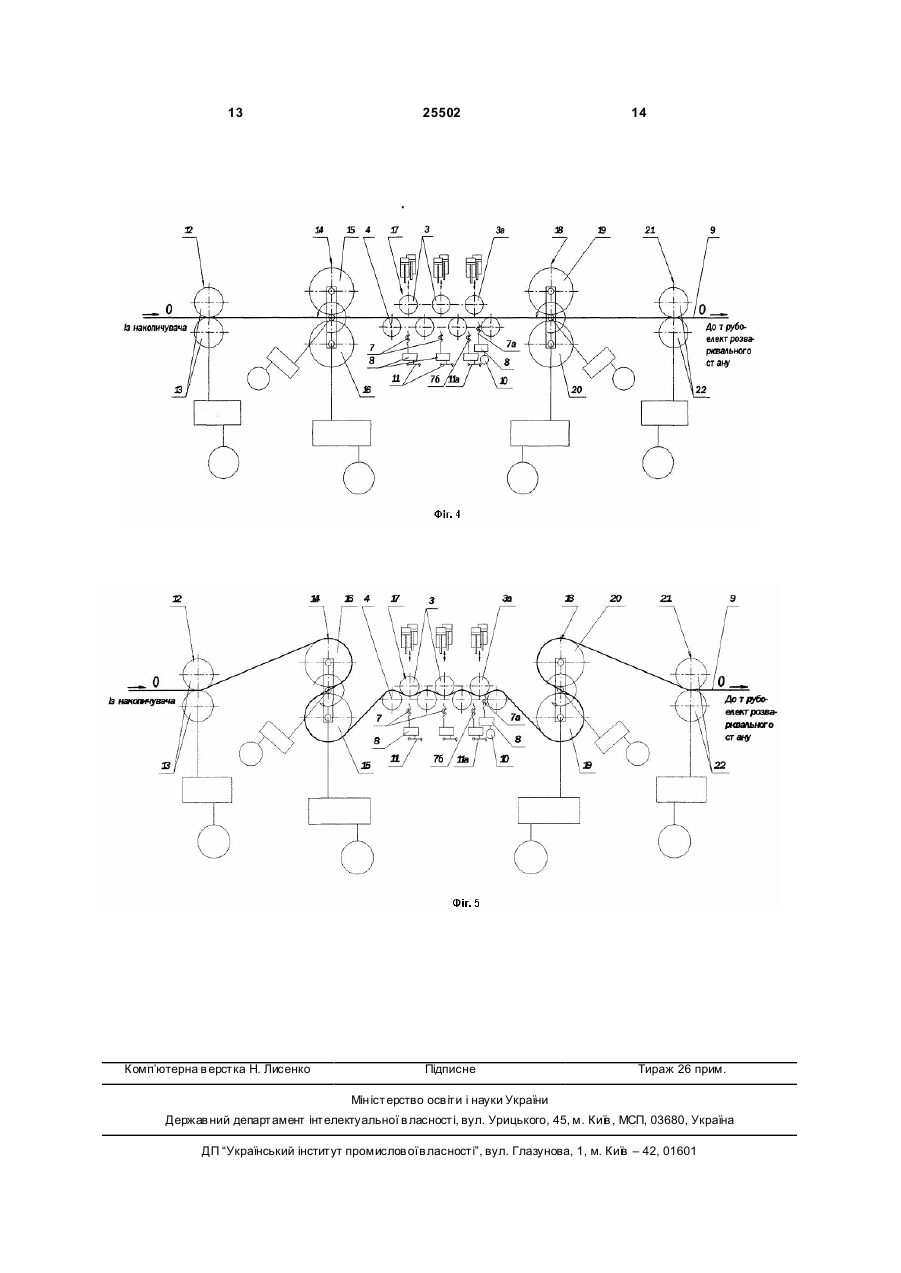
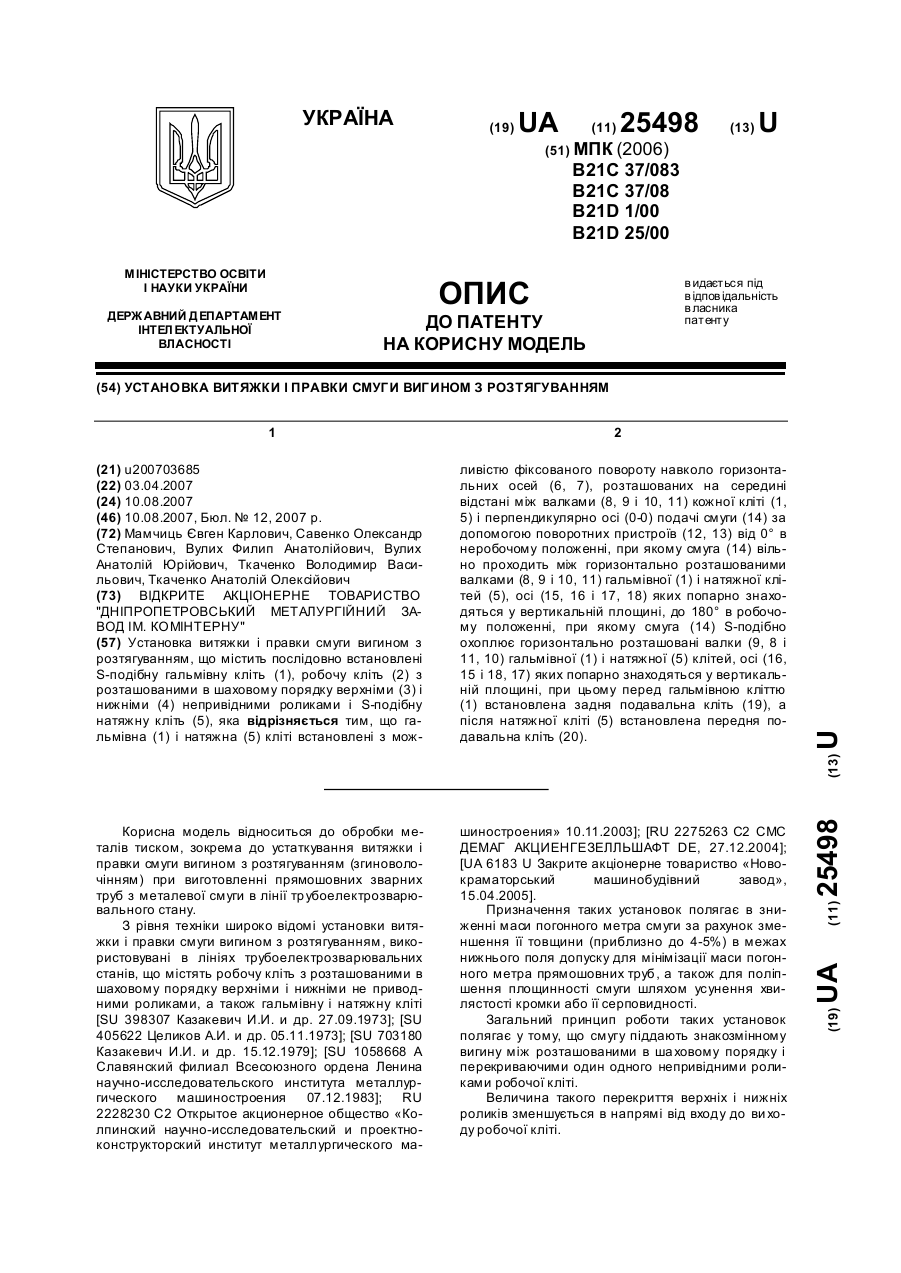
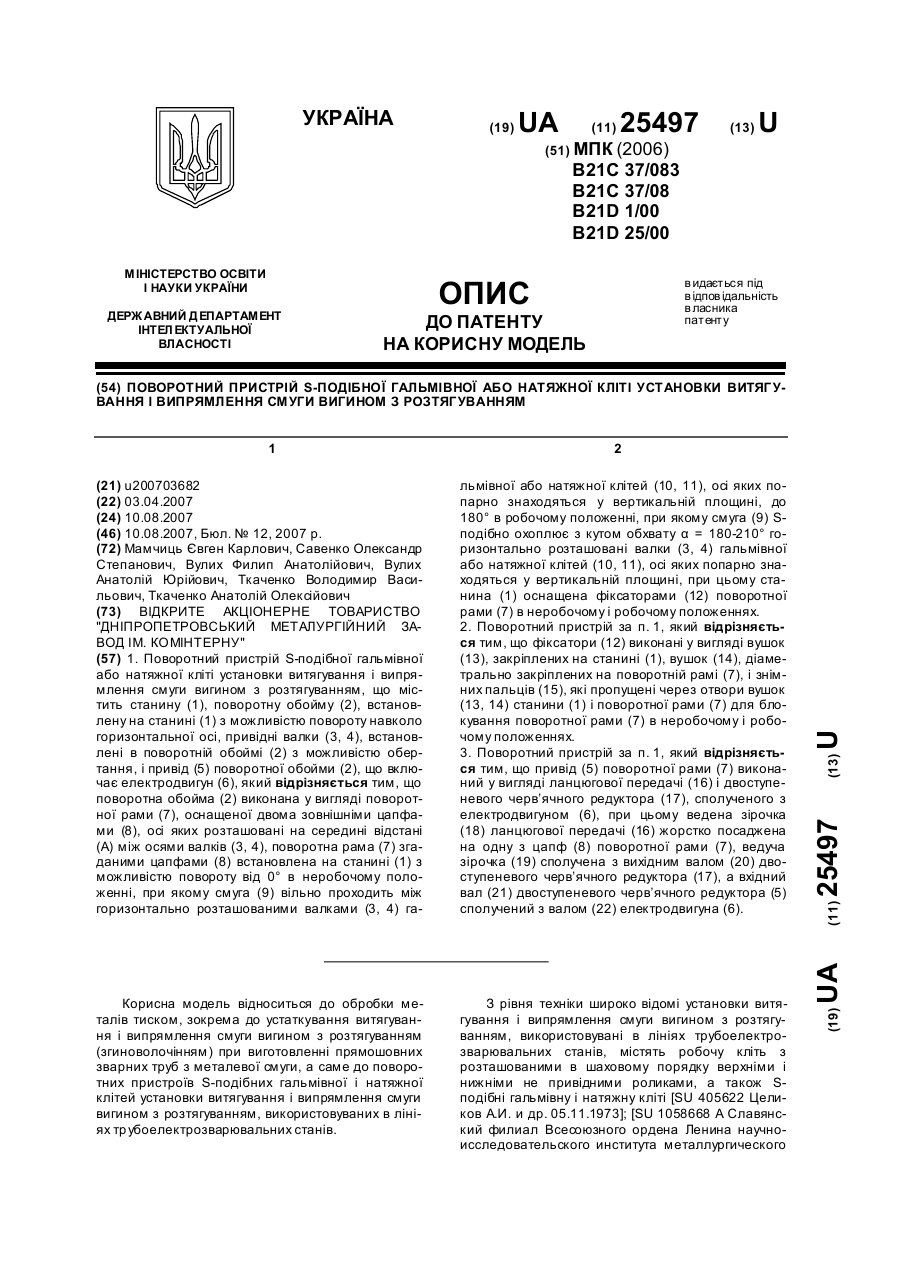
1. Робоча кліть установки правки смуги вигином з розтягуванням, що містить раму (1), встановлені на рамі (1) з можливістю вертикального переміщення траверси (2), розташовані в шаховому порядку верхні (3, 3а) і нижні (4) непривідні ролики, з яких верхні ролики (3, 3а) закріплені з можливістю обертання в опорах (5, 5а, 5б), встановлених з можливістю вертикального переміщення, гідравлі U 2 (19) 1 3 25502 поблизу середньої лінії смуги залишається в пружному стані. Для витяжки і зменшення товщини смуги спільно із знакозмінним вигином за допомогою Sобразних гальмівної і натяжної клітей створюють зусилля подовжнього розтягування. За рахунок того, що велика частина перетину смуги знаходиться в стані пластичної деформації, і лише незначна його частина залишається в пружному стані, то величина необхідного зусилля подовжнього розтягування для смуги, підданої знакозмінному вигину, буде набагато меншою, ніж це потрібно б при розтягуванні такої ж смуги без знакозмінного вигину. З рівня техніки відомі робочі кліті установок витяжки і правки смуги вигином з розтягуванням, що містять встановлені на рамі з можливістю вертикального переміщення траверси, розташовані в шаховому порядку вер хні і нижні не приводні ролики, з яких верхні ролики закріплені з можливістю обертання в опорах, встановлених з можливістю вертикального переміщення, механізми переміщення траверс, і механізми переміщення опор верхніх роликів [RU 2100116 С1 (Акционерное общество открытого типа "Уральский завод тяжелого машиностроения") 27.12.1997; RU 2179901 С2 (Открытое акционерное общество "Уральский завод тяжелого машиностроения") 27.02.2002; RU 2201826 С2 (Открытое акционерное общество "Уральский завод тяжелого машиностроения") 10.04.2003]. Проте такі робочі кліті дозволяють робити правку смуги в подовжньому напрямі, але не забезпечують ефективну правку серповидності і хвилястості кромки смуги в поперечному напрямі. З рівня техніки відома найближча за призначенням, кількості загальних ознак і технічному результату, що досягається, робоча кліть установки витяжки і правки смуги вигином з розтягуванням, що містить раму, встановлені на рамі з можливістю вертикального переміщення траверси, розташовані в шаховому порядку вер хні і нижні не приводні ролики, з яких верхні ролики закріплені з можливістю обертання в опорах, встановлених з можливістю вертикального переміщення, гідравлічні механізми переміщення траверс, і гвинтові механізми переміщення опор верхніх роликів з черв’ячними редукторами [SU 573218 (Крылов Н.И. и др., SU) 25.09.1977, найбільш близький аналог – прототип]. Проте і ця конструкція робочої кліті не позбавлена суттєви х недоліків. Так, наприклад, зміна положення верхніх роликів щодо положення нижніх роликів, тобто настройку робочої кліті можна робити автономними механізмами тільки в не робочому положенні і лише шляхом одночасного переміщення обох опор кожного верхнього ролика. Така конструкція робочої кліті хоча і дозволяє робити правку смуги в подовжньому напрямі, але не забезпечують ефективну правку серповидності і хвилястості кромки смуги в поперечному напрямі. Технічною задачею, на рішення якої направлена корисна модель, є удосконалення робочої кліті установки витяжки і правки смуги вигином з 4 розтягуванням так, щоб шляхом забезпечення можливості механізованої зміни положення по висоті однієї з опор останнього по ходу руху смуги ролика забезпечити його перекіс у вертикальній площині і перерозподіл сили розтягування по ширині смуги залежно від напряму серповидності і хвилястості конкретної кромки смуги, що проходить. Технічний результат, який досягається при рішенні поставленої технічної задачі, полягає в оперативній механізованій настройці робочої кліті оператором безпосередньо в робочому положенні залежно від напряму серповидності і хвилястості конкретної кромки смуги, що проходить, що забезпечує необхідний ступінь витяжки і стоншування смуги, її ефективну правку, як в подовжньому, так і в поперечному напрямі, а також зниження зусилля розтягування і витрат енергії на витяжку і правку смуги. Технічна задача вирішується, а технічний результат досягається тим, що в робочій кліті установки правки смуги вигином з розтягуванням, що містить раму, встановлені на рамі з можливістю вертикального переміщення траверси, розташовані в шаховому порядку верхні і нижні не приводні ролики, з яких верхні ролики закріплені з можливістю обертання в опорах, встановлених з можливістю вертикального переміщення, гідравлічні механізми переміщення траверс, і гвинтові механізми переміщення опор верхніх роликів з черв’ячними редукторами, згідно корисної моделі, одна з опор останнього по ходу руху смуги верхнього ролика встановлена з можливістю автономного вертикального переміщення щодо його іншої опори, при цьому гвинтовий механізм переміщення цієї опори останнього верхнього ролика забезпечений електроприводом для настройки робочої кліті в робочому положенні залежно від величини серповидності або хвилястості кромки смуги. Приведені ознаки, що характеризують корисну модель, є суттєвими, оскільки в сукупності достатні для забезпечення працездатності і рішення поставленої те хнічної задачі, а кожен окремо необхідний для ідентифікації і відмінності заявленої робочої кліті установки витяжки і правки смуги вигином з розтягуванням від відомих в техніці аналогічних те хнічних рішень. Ця сукупність загальних і відмінних від прототипу суттєви х ознак, якими характеризується вдосконалена робоча кліть установки витяжки і правки смуги вигином з розтягуванням, є новою і достатньою у всіх випадках, на які розповсюджується об’єм правового захисту, оскільки вирішує поставлену те хнічну задачу. Причинно-наслідковий зв’язок між новою сукупністю суттєви х ознак робочої кліті установки витяжки і правки смуги вигином з розтягуванням і технічним результатом, що досягається, полягає в наступному. У зв’язку з тим, що одна з опор останнього по ходу руху смуги верхнього ролика встановлена з можливістю автономного вертикального переміщення щодо його іншої опори, досягається можливість зміни взаємного положення опор останнього по ходу руху смуги ролика. 5 25502 За рахунок цього забезпечується перекіс цього "відхиляючого ролика" у вертикальній площині і перерозподіл сили розтягування по ширині смуги залежно від напряму серповидності і хвилястості конкретної кромки смуги, що проходить. В результаті досягається необхідний ступінь витяжки і стоншування смуги, її ефективна правка, як в подовжньому, так і в поперечному напрямі, а також зниження зусилля розтягування і витрат енергії на витяжку і правку. У зв’язку з тим, що гвинтовий механізм переміщення цієї опори останнього верхнього ролика забезпечений електроприводом для настройки робочої кліті в робочому положенні залежно від величини серповидності або хвилястості кромки смуги, забезпечується можливість виконувати механізований поворот цього ролика оператором в робочому положенні вгору або вниз залежно від напряму серповидності і хвилястості конкретної кромки смуги, що проходить, оскільки уручну це зробити фізично неможливо. Робоча кліть установки витяжки і правки смуги вигином з розтягуванням має і інші додаткові відмітні ознаки, які уточнюють і доповнюють її в окремих випадках виконання. У робочій кліті установки правки смуги вигином з розтягуванням, згідно корисної моделі, механізми переміщення решти опор верхніх роликів забезпечені штурвалами для ручної настройки робочої кліті в не робочому положенні. Це забезпечує можливість оператору робити за допомогою штурвалів ручн у настройку вертикального положення опор кожного верхнього ролика, оскільки в такому положенні фізичних зусиль оператора і штурвалу достатньо для ручної попередньої настройки робочої кліті. Таким чином, за рахунок згаданих удосконалень забезпечується оперативна механізована настройка робочої кліті оператором безпосередньо в робочому положенні залежно від напряму серповидності і хвилястості конкретної кромки смуги, що проходить, що забезпечує необхідний ступінь витяжки і стоншування смуги, її ефективну правку, як в подовжньому, так і в поперечному напрямі, а також зниження зусилля розтягування і витрат енергії на витяжку і правку смуги. З рівня техніки заявники не виявили технічні рішення, співпадаючі із загальними і відмітними ознаками робочої кліті установки витяжки і правки смуги, що заявляється, вигином з розтягуванням, що свідчить про те, що пропоноване технічне рішення не є частиною рівня техніки і відповідає критерію винаходу "новизна". Надалі корисна модель пояснюється докладним описом переважного варіанту її конструкції і роботи з посиланнями на прикладені креслення. На Фіг.1 зображена робоча кліть установки витяжки і правки смуги вигином з розтягуванням, загальний вигляд. На Фіг.2 зображений розріз А-А на Фіг.1. На Фіг.3 зображений розріз Б-Б на Фіг.1. На Фіг.4 зображена установка витяжки і правки смуги вигином з розтягуванням, загальний вигляд, не робоче положення. 6 На Фіг.5 зображена установка витяжки і правки смуги вигином з розтягуванням, загальний вигляд, робоче положення. Робоча кліть установки витяжки і правки смуги вигином з розтягуванням містить (Фіг.1-5) раму 1 (Фіг.1-3), встановлені на рамі 1 з можливістю вертикального переміщення траверси 2, розташовані в ша ховому порядку верхні 3, 3а і нижні 4 не приводні ролики, з яких верхні ролики 3, 3а закріплені з можливістю обертання в опорах 5, 5а, 5б встановлених з можливістю вертикального переміщення, гідравлічні механізми 6 переміщення траверс 2, і гвинтові механізми 7, 7а, 7б переміщення опор 5, 5а верхніх роликів 3, 3а з черв’ячними редукторами 8. У вдосконаленій робочій кліті одна з опор, а саме опора 5а останнього по ходу р уху смуги 9 верхнього ролика 3а (Фіг.3) встановлена з можливістю автономного вертикального переміщення щодо його іншої опори 5б. При цьому гвинтовий механізм 7а переміщення цієї опори 5а останнього верхнього ролика 3а забезпечений електроприводом 10 для настройки робочої кліті в робочому положенні (Фіг.5) залежно від величини серповидності або хвилястості кромки смуги 9. У вдосконаленій робочій кліті гвинтові механізми 7, 7б переміщення решти опор 5, 5б верхніх роликів 3, 3а забезпечені штурвалами 11, 11а (Фіг.2, 3) для ручної настройки робочої кліті в не робочому положенні (Фіг.4). Робоча кліть працює у складі установки витяжки і правки смуги вигином з розтягуванням (Фіг.4, 5). Згадана установка витяжки і правки смуги вигином з розтягуванням містить послідовно встановлені задню подавальну кліть 12 з приводними валками 13, S-образну гальмівну кліть 14 з приводними валками 15, 16, робочу кліть 17 з розташованими в шаховому порядку верхніми 3, 3а і нижніми 4 не приводними роликами, S-образну натяжну кліть 18 з приводними валками 15, 16 і передню подавальну кліть 19 з приводними валяннями 20. Робоча кліть працює спільно з установкою витяжки і правки смуги вигином з розтягуванням у складі трубоелектрозварювального стану таким чином. Коли установка витяжки і правки смуги вигином з розтягуванням знаходяться в не робочому (Фіг.4) або в робочому (Фіг.5) положенні, то і робоча кліть знаходяться в не робочому або робочому положенні. У початковий момент робоча кліть і установка знаходиться в не робочому положенні (Фіг.4). Верхні ролики 3, 3а робочої кліті 17 за допомогою циліндрів гідравлічних механізмів 6 переміщення траверс 2 підняті вгору. За допомогою електроприводів, черв’ячних редукторів і поворотних пристроїв гальмівна 14 і натяжна 18 кліті переводяться в положенні 0°, тобто в не робоче положення. У цьому положенні смуга 9 вільно проходить між горизонтально розташованими валяннями 15, 16 і 19, 20 гальмівний 14 і натяжний клітей 18. 7 25502 У такому положенні залежно від товщини смуги 9 оператор за допомогою штурвалів 11, На, електроприводу 10 і гвинтових механізмів 7, 7а, 7б роблять попередню настройку робочої кліті 17. У сортаменті стану є труби з різною товщиною стінки. Відповідно до цього використовується і смуга 9 різної товщини, переважно від 2 до 9мм. Виходячи з силових можливостей установки, процесу витяжки і правки смуги 9 вигином з розтягуванням можна піддавати смуги 9 порівняно тонкі, переважні не більш 4,0-4,5мм. Товща частина сортаменту не піддається процесу витяжки і правки смуги 9 вигином з розтягуванням. Процес виготовлення труб певного діаметру звичне здійснюється таким чином. У номенклатурі замовлень є партії труб, що мають однаковий діаметр але різну товщин у стінки. З номенклатури труб, що є в замовленні, їх виробництво починають з партії труб, що мають найтоншу товщин у стінки, тобто з найтоншої смуги 9. Для цього заправний кінець найтоншої товщини смуги пропускають між валками 13 задньої подавальної кліті 12 між валками 15, 16 S-образної гальмівної кліті 14, між верхніми 3, За і нижніми 4 роликами робочої кліті 17, між валками 19, 20 Sобразної натяжної кліті 18, між валками 22 передньої подавальної кліті 21, і потім подають до трубоелектрозварювального стану. Верхні ролики 3, 3а, робочої кліті 17 за допомогою циліндрів гідравлічних механізмів 6 переміщення траверс 2, розташованих у верхній частині робочої кліті 17, опускають вниз в робоче положення (Фіг.5) до упору опор 5, 5а, 5б роликів 3, 3а в торці гвинтів гвинтови х механізмів 7, 7б їх переміщення. Таким чином, положення гвинтових механізмів 7, 7а, 7б, вертикально переміщуваних за допомогою черв’ячних редукторів 8, штурвалів 11, 11а і електроприводу 10, визначає робоче (нижнє) положення по висоті верхніх роликів 3, 3а робочої кліті 17. Одночасно з допомогою електроприводів, черв’ячних редукторів і поворотних пристроїв виконують фіксований поворот гальмівної 14 і натяжної 18 клітей до 180° і переведення їх в робоче положення, при якому смуга 9 S-образно охоплює горизонтально розташовані валки 16, 15 і 20, 19 гальмівної 14 і натяжної 18 клітей. Смугу 9 піддають знакозмінному вигину між розташованими в шаховому порядку і перекриваючими один одного не приводними верхніми 3, 3а, і нижніми 4 роликами робочої кліті 17. У зв’язку з тим, що радіуси роликів 3, 3а, 4 малі, тому радіуси вигину см уги 9 не великі. Велика частина перетину смуги 9 знаходиться в стані пластичної деформації, а тільки мала його частина поблизу середньої лінії смуги 9 залишається в пружному стані. Для витяжки і зменшення товщини смуги 9 сумісно із знакозмінним вигином за допомогою галь 8 мівної 14 і натяжної 18 клітей створюють зусилля подовжнього розтягування. За рахунок того, що велика частина перетину смуги 9 знаходиться в стані пластичної деформації, а тільки незначна частина перетину смуги 9 залишається в пружному стані, тому величина необхідного зусилля подовжнього розтягування для смуги 9, підданої знакозмінному вигин у, набагато менша, ніж це потрібно було б при розтягуванні такої ж смуги 9 без знакозмінного вигину. Задня подавальна кліть 12 і передня подавальна кліть 21, забезпечують додаткове натягнення смуги 9 на ділянці робочої кліті 17, відповідно Sобразною гальмівною кліттю 14 і S-образною натяжною кліттю 18. При цьому задня подавальна кліть 12 працює в гальмівному режимі. Це необхідне для створення надійного натягнення смуги 9 в S-образних гальмівної 14 і натяжної 18 клітях, що забезпечує додаткове осьове зусилля подовжнього розтягування і вищий ступінь витяжки і стоншування смуги 9 в робочій кліті 17. Залежно від необхідної величини витяжки смуги 9, первинну або поточну настройку верхніх роликів 3 робочої кліті 2 здійснюють гвинтовими механізмами 7 переміщення опор 5 верхніх роликів 3 і гвинтовими механізмами 7а, 7б переміщення опор 5а, 5б останнього (по ходу руху смуги 9) верхнього ролика («відхиляючого ролика») 3а за допомогою гвинтових механізмів 7, 7а, 7б, черв’ячних редукторів 8 і штурвалів 11, 11а в не робочому положенні. В процесі роботи оператор візуально визначає напрям серповидності або хвилястість конкретної кромки смуги 9 і за допомогою електроприводу 10 і гвинтового механізму 7а здійснює переміщення рухомої опори 5б (Фіг.3) у вертикальній площині вгору або вниз останнього по ходу руху см уги 9 верхнього ролика 3а. Таким чином, за рахунок перекосу згаданого ролика 3а у вертикальній площині оператор здійснює оперативну настройку робочої кліті 17 в робочому положенні, залежно від напряму серповидності або хвилястості конкретної кромки смуги 9. Сила натягнення смуги 9 суттєво перерозподіляється по її ширині. З боку опущеного краю ролика 3а сила натягнення смуги 9 зростає пропорційно куту перекосу ролика 3а в порівнянні з силою натягнення смуги 9 піднятого краю. Відповідно, витяжка смуги 9 по ширині стає не однаковою. Завдяки цьому відбувається виправлення серповидності шляхом подовження короткої кромки і виправлення хвилястості шляхом подовження тієї частини смуги 9, на якій відсутня хвилястість. Після виробництва потрібної кількості труб, що мають найтоншу товщину стінки і виготовлених з найтоншої смуги 9, до попередньої смуги приварюють смугу 9 наступної по величині товщини, потім послідовно переходять на виробництво труб із смуги 9, що має зростаючу товщину. Відомо, що кожна така установка володіє граничним зусиллям подовжнього розтягування, при якому здійснюється витяжка конкретної товщини 9 25502 смуги 9, товщина якої, як правило, складає не більш 4-4,5мм. Наступає момент, коли на установку поступає смуга 9 великої товщини, тобто більше 4-4,5мм. Установка стає не здатною забезпечити витяжку смуги 9, товщина якої перевищує її можливості. В цьому випадку верхні ролики 3, 3а робочої кліті 2 за допомогою циліндрів гідравлічних механізмів 6 переміщення траверси 2, піднімають у верхнє не робоче положення. Одночасно з допомогою електроприводів, черв’ячних редукторів і поворотних пристроїв гальмівна 14 і натяжна 18 кліті переводяться в положенні 0°, тобто в не робоче положення (Фіг.1). У цьому положенні смуга 9 вільно проходить між горизонтально розташованими валками 15, 16 і 19, 20 гальмівної 14 і натяжної клітей 18. При цьому задня подавальна кліть 12 і передня подавальна кліть 21 працюють в режимі подачі смуги у бік трубоелектрозварювального стану. Приведений приклад переважного варіанту виконання вдосконаленої робочої кліті установки витяжки і правки смуги вигином з розтягуванням підтверджує можливість її промислового виготовлення і використовування, що свідчить про те, що пропоноване технічне рішення відповідає критерію корисної моделі "промислова придатність". Перелік позначень 1. рама 2. траверса 3. верхні ролики 10 3а останній (по ходу р уху смуги) верхній ролик 4. нижні ролики 5. опори верхніх роликів 3 5а регульована опора останнього ролика 3а 5б опора останнього ролика 3 6. гідравлічний механізм переміщення траверси 7. гвинтовий механізм переміщення опор 5 верхніх роликів 3 7а гвинтовий механізм переміщення регульованої опори 5а останнього ролика 3а 7б гвинтовий механізм переміщення опори 5б останнього ролика 3а 8. черв’ячний редуктор 9. смуга 10. електропривод гвинтового механізму 7а переміщення опори 5б останнього ролика 3а 11. штурвал гвинтового механізму 7 переміщення опор 5 верхніх роликів 3 11а штурвал гвинтового механізму 7б переміщення опори 5б останнього ролика 3а 12. задня подавальна кліть 13. приводні валки задньої подавальної кліті 14. S-образна гальмівна кліть 15. приводний вал S-образної гальмівної кліті 16. приводний вал S-образної гальмівної кліті 17. робоча кліть 18. S-образна натяжна кліть 19. приводний вал S-образної натяжної кліті 20. приводний вал S-образної натяжної кліті 21. передня подавальна кліть 22. приводні валки передньої подавальної кліті 11 25502 12 13 Комп’ютерна в ерстка Н. Лисенко 25502 Підписне 14 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRoll stand of installation of straightening strip by bending with stretching
Автори англійськоюMamchyts Yevhen Karlovych, Savenko Oleksandr Stepanovych, Vulykh Fylyp Anatoliiovych, Vulykh Anatolii Yuriiovych, Tkachenko Volodymyr Vasyliovych, Tkachenko Anatolii Oleksiiovych
Назва патенту російськоюРабочая клеть установки вытяжки и правки полосы изгибом с растягиванием
Автори російськоюМамчиц Евгений Карлович, Савенко Александр Степанович, Вулих Филипп Анатольевич, Вулих Анатолий Юрьевич, Ткаченко Владимир Васильевич, Ткаченко Анатолий Алексеевич
МПК / Мітки
МПК: B21D 1/00, B21C 37/08, B21D 25/00, B21C 37/083
Мітки: робоча, кліть, розтягуванням, витяжки, правки, вигином, установки, смуги
Код посилання
<a href="https://ua.patents.su/7-25502-robocha-klit-ustanovki-vityazhki-i-pravki-smugi-viginom-z-roztyaguvannyam.html" target="_blank" rel="follow" title="База патентів України">Робоча кліть установки витяжки і правки смуги вигином з розтягуванням</a>
Установка витяжки і правки смуги вигином з розтягуванням
Номер патенту: 25498
Опубліковано: 10.08.2007
Автори: Вулих Филип Анатолійович, Ткаченко Володимир Васильович, Ткаченко Анатолій Олексійович, Савенко Олександр Степанович, Вулих Анатолій Юрійович, Мамчіц Євген Карлович
МПК: B21C 37/08, B21D 25/00, B21D 1/00, B21C 37/083
Мітки: витяжки, вигином, установка, правки, розтягуванням, смуги
Формула / Реферат:
Установка витяжки і правки смуги вигином з розтягуванням, що містить послідовно встановлені S-подібну гальмівну кліть (1), робочу кліть (2) з розташованими в шаховому порядку верхніми (3) і нижніми (4) непривідними роликами і S-подібну натяжну кліть (5), яка відрізняється тим, що гальмівна (1) і натяжна (5) кліті встановлені з можливістю фіксованого повороту навколо горизонтальних осей (6, 7), розташованих на середині відстані між валками (8,...
Поворотний пристрій s-подібної гальмівної або натяжної кліті установки витягування і випрямлення смуги вигином з розтягуванням
Номер патенту: 25497
Опубліковано: 10.08.2007
Автори: Мамчіц Євген Карлович, Вулих Анатолій Юрійович, Савенко Олександр Степанович, Вулих Филип Анатолійович, Ткаченко Володимир Васильович, Ткаченко Анатолій Олексійович
МПК: B21C 37/083, B21C 37/08, B21D 1/00, B21D 25/00
Мітки: кліті, вигином, гальмівної, поворотний, витягування, s-подібної, установки, смуги, пристрій, натяжної, випрямлення, розтягуванням
Формула / Реферат:
1. Поворотний пристрій S-подібної гальмівної або натяжної кліті установки витягування і випрямлення смуги вигином з розтягуванням, що містить станину (1), поворотну обойму (2), встановлену на станині (1) з можливістю повороту навколо горизонтальної осі, привідні валки (3, 4), встановлені в поворотній обоймі (2) з можливістю обертання, і привід (5) поворотної обойми (2), що включає електродвигун (6), який відрізняється тим, що поворотна обойма...
Робоча кліть сортопрокатного стана
Номер патенту: 12215
Опубліковано: 16.01.2006
Автори: Жучков Сергій Михайлович, Хрустенко Юрій Михайлович, Токмаков Павло Вадимович, Рокоманов Володимір Петрович, Лясов Володимир Григорович, Істомін Сергій Юрійович
МПК: B21B 13/00
Мітки: робоча, сортопрокатного, стана, кліть
Формула / Реферат:
1. Робоча кліть сортопрокатного стана, що містить станину, встановлені в ній на підшипникових опорах робочі валки, у які врізано не менше двох калібрів по довжині їхньої бочки, поперечний привалковий брус і ввідну проводку, обладнану напрямними ковзання і кочення, встановлену на поперечному привалковому брусі з можливістю переміщення в напрямку, рівнобіжному осі валків і фіксації в заданому положенні, яка відрізняється тим, що поперечний...
Робоча кліть профілезгинального стана
Номер патенту: 48629
Опубліковано: 15.03.2005
Автор: Ахлестін Олександр Володимирович
МПК: B21D 5/06
Мітки: профілезгинального, стана, кліть, робоча
Формула / Реферат:
1. Робоча кліть профілезгинального стана, що містить горизонтальні валки з валами, на яких розташовані підшипникові опори, і формуючі ролики на осях, з`єднаних з підшипниковими опорами, причому кожна вісь одним кінцем зв’язана з одним із валків, а іншим кінцем – з протилежним валком, яка відрізняється тим, що кожна вісь виконана складеною у вигляді двох стрижнів, один з яких є порожнистим, і вони розташовані співвісно один в одному з...
Робоча кліть профілезгинального стана
Номер патенту: 54186
Опубліковано: 15.11.2005
Автори: Ахлестін Олександр Володимирович, Левченко Володимир Миколайович
МПК: B21D 5/06
Мітки: профілезгинального, робоча, кліть, стана
Формула / Реферат:
Спосіб виробництва м'ясного фаршу з морськими водоростями фукусами, що передбачає подрібнення м'ясної сировини, перемішування, фасування, який відрізняється тим, що при приготуванні м'ясного фаршу на стадії перемішування додають морські водорості фукуси у кількості 2% до загальної маси фаршу, попередньо їх замочивши у воді у співвідношенні 1:3.
Попередній патент: Польова гоніометрична система
Наступний патент: Передаточний механізм
Випадковий патент: Щитове перекриття для щитового рудникового кріплення