Установка витяжки і правки смуги вигином з розтягуванням
Номер патенту: 25498
Опубліковано: 10.08.2007
Автори: Вулих Филип Анатолійович, Мамчіц Євген Карлович, Ткаченко Анатолій Олексійович, Вулих Анатолій Юрійович, Ткаченко Володимир Васильович, Савенко Олександр Степанович
Формула / Реферат
Установка витяжки і правки смуги вигином з розтягуванням, що містить послідовно встановлені S-подібну гальмівну кліть (1), робочу кліть (2) з розташованими в шаховому порядку верхніми (3) і нижніми (4) непривідними роликами і S-подібну натяжну кліть (5), яка відрізняється тим, що гальмівна (1) і натяжна (5) кліті встановлені з можливістю фіксованого повороту навколо горизонтальних осей (6, 7), розташованих на середині відстані між валками (8, 9 і 10, 11) кожної кліті (1, 5) і перпендикулярно осі (0-0) подачі смуги (14) за допомогою поворотних пристроїв (12, 13) від 0° в неробочому положенні, при якому смуга (14) вільно проходить між горизонтально розташованими валками (8, 9 і 10, 11) гальмівної (1) і натяжної клітей (5), осі (15, 16 і 17, 18) яких попарно знаходяться у вертикальній площині, до 180° в робочому положенні, при якому смуга (14) S-подібно охоплює горизонтально розташовані валки (9, 8 і 11, 10) гальмівної (1) і натяжної (5) клітей, осі (16, 15 і 18, 17) яких попарно знаходяться у вертикальній площині, при цьому перед гальмівною кліттю (1) встановлена задня подавальна кліть (19), а після натяжної кліті (5) встановлена передня подавальна кліть (20).
Текст
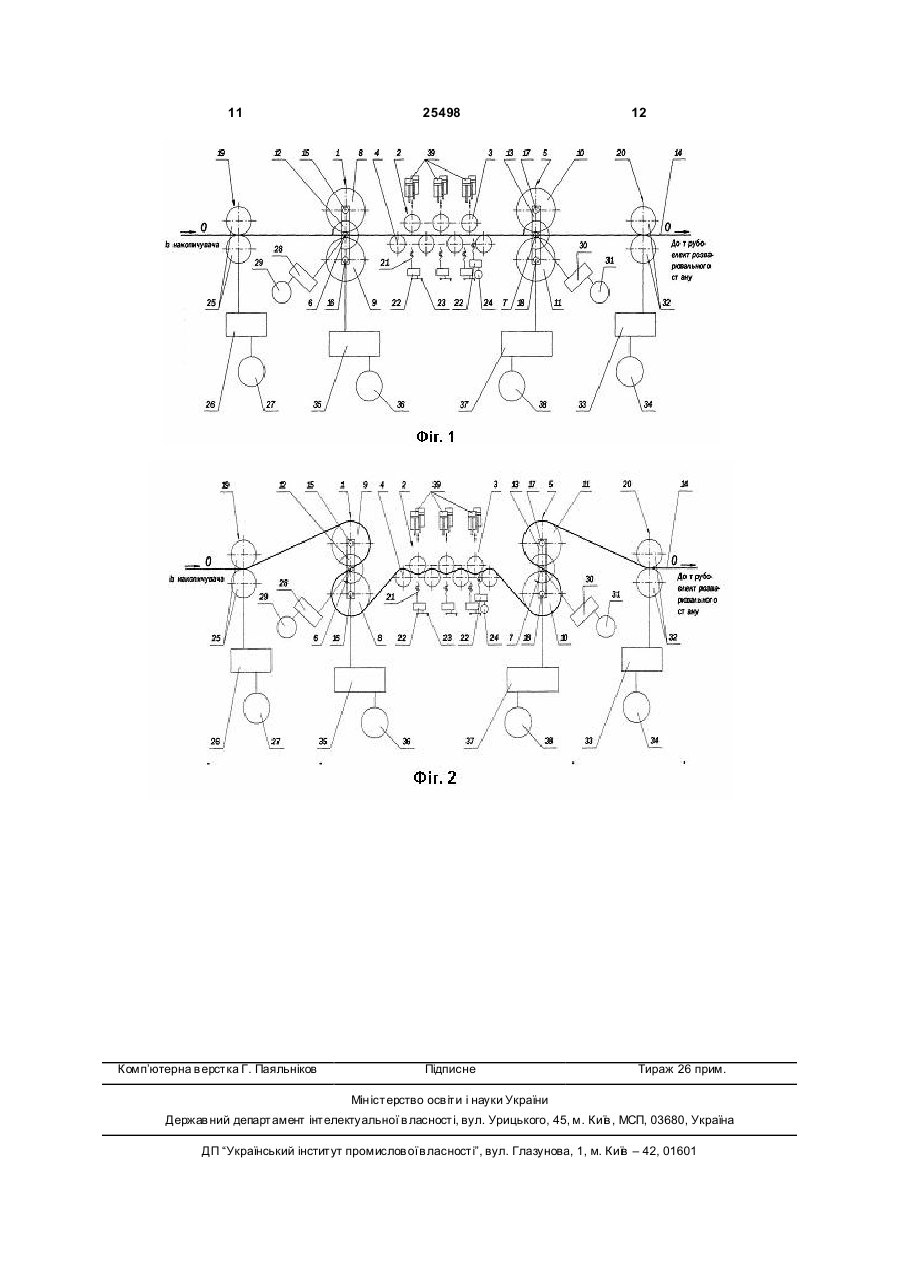
Установка витяжки і правки смуги вигином з розтягуванням, що містить послідовно встановлені S-подібну гальмівну кліть (1), робочу кліть (2) з розташованими в шаховому порядку верхніми (3) і нижніми (4) непривідними роликами і S-подібну натяжну кліть (5), яка відрізняється тим, що гальмівна (1) і натяжна (5) кліті встановлені з мож U 1 3 25498 У зв'язку з тим, що радіуси роликів малі, тому радіуси вигину см уги не великі, завдяки чому велика частина перетину смуги знаходиться в стані пластичної деформації, і лише мала його частина поблизу середньої лінії смуги залишається в пружному стані. Для витяжки і зменшення товщини смуги спільно із знакозмінним вигином за допомогою гальмівної і натяжної клітей створюють зусилля подовжнього розтягування. За рахунок того, що велика частина перетину смуги знаходиться в стані пластичної деформації, і лише незначна його частина залишається в пружному стані, то величина необхідного зусилля подовжнього розтягування для смуги, підданої знакозмінному вигину, буде набагато меншою, ніж це потрібно було б при розтягуванні такої ж смуги без знакозмінного вигину. З рівня техніки відома найближча за призначенням, кількістю загальних ознак і технічному результату, що досягається, установка витяжки і правки смуги вигином з розтягуванням, що містить послідовно встановлені S-подібну гальмівну кліть, робочу кліть з розташованими в шаховому порядку верхніми і нижніми непривідними роликами і Sподібну натяжну кліть [RU 2277026 С2 ЮЗИНОР СА FR 27.05.2006], найближчий аналог - прототип. S-подібні гальмівна і натяжна кліті встановлені нерухомо і нижче за вісь подачі смуги в робочу кліть. Призначення S-подібних гальмівної і натяжної клітей полягає в забезпеченні подовжнього натягнення смуги між ними і між роликами робочої кліті. Величина зусилля подовжнього розтягування смути залежить від величини кута обхвату смугою валків S-подібних гальмівної і натяжної клітей і коефіцієнта тертя смуги об ролики. Верхні і нижні ролики робочої кліті спираються на верхню і нижню балки. Верхня балка утримується на верхній основі за допомогою вхідних і вихідних приводних регулювальних вузлів, за рахунок яких здійснюється регулювання положення верхніх і нижніх роликів по довжині робочої кліті. Для виконання вимірювань пружних деформацій, між валками по довжині робочої кліті за допомогою засобів позиціонування встановлені пластини з датчиками вимірювань, за наслідками яких роблять настройку робочої кліті, шляхом зміни положення верхніх і нижніх роликів за допомогою приводних регулювальних вузлів. Відомо, що кожна така установка володіє граничним зусиллям подовжнього розтягування, при якому здійснюється витяжка конкретної товщини смуги, товщина якої, як правило, складає не більш 4-4,5мм. Тому установка стає не здатною забезпечити витяжку смуги, товщина якої перевищує її можливості. В цьому випадку верхні ролики піднімають у верхнє положення, і процес знакозмінного вигину смуги в робочій кліті припиняється. Проте смуга продовжує S-подібно огинати валки гальмівної і натяжної клітей, а її транспорту 4 вання між валками S-подібних гальмівної і натяжної клітей вимагає додаткових витрат енергії. В результаті при досягненні установкою граничної товщини смуги для виконання знакозмінного вигину і переході робочої кліті в не робоче положення S-подібні гальмівна і натяжна кліті продовжують знаходитися в робочому положенні, що суттєво підвищує ви трати електроенергії на транспортування через них смуги. Крім того, у відомій установці S-подібні гальмівна і натяжна кліті не обладнані додатковими засобами попереднього натягнення, внаслідок чого, знижується величина зусилля подовжнього розтягування смуги у робочому стані, що зменшує ступінь витяжки і стоншування смуги. Технічною задачею, на рішення якої направлена корисна модель, є забезпечення в не робочому положенні безперешкодного проходження смути між валками, а в робочому положенні створення необхідної величини зусилля подовжнього розтягування смуги в установці витяжки і правки смуги вигином і розтягуванням шляхом установки рухомих S-подібних гальмівної і натяжної клітей. Технічний результат, який досягається при рішенні поставленої технічної задачі, полягає в забезпеченні оперативного переведення S-подібних гальмівної і натяжної клітей з робочого положення в не робоче положення і назад, зниженні витрат енергії на транспортування смуги при не робочому положенні згаданих клітей і збільшенні ступеня витяжки і стоншування смуги в робочому положенні. Технічна задача вирішується, а технічний результат досягається тим, що в установці витяжки і правки смуги вигином з розтягуванням, що містить послідовно встановлені S-подібну гальмівну кліть, робочу кліть з розташованими в шаховому порядку верхніми і нижніми не приводними роликами і Sподібну натяжну кліть, згідно корисної моделі, гальмівна і натяжна кліті, встановлені з можливістю фіксованого повороту навколо горизонтальних осей, розташованих на середині відстані між валками кожної кліті і перпендикулярно осі подачі смуги за допомогою поворотних пристроїв від 0° в не робочому положенні, при якому смуга вільно проходить між горизонтально розташованими валками гальмівної і натяжної клітей, осі яких попарно знаходяться у вертикальній площині, до 180° в робочому положенні, при якому смуга S-подібно охоплює горизонтально розташовані валки гальмівної і натяжної клітей, осі яких попарно знаходяться у вертикальній площині, при цьому перед гальмівною кліттю встановлена задня подавальна кліть, а після натяжної кліті встановлена передня подавальна кліть. Приведені ознаки, що характеризують корисну модель, є суттєвими, оскільки в сукупності достатні для забезпечення працездатності і рішення поставленої те хнічної задачі, а кожен окремо необхідний для ідентифікації і відмінності заявленої установки витяжки і правки смуги вигином з розтягуванням від відомих в техніці аналогічних технічних рішень. Ця сукупність загальних і відмінних від найближчого аналога суттєвих ознак, якими характе 5 25498 ризується вдосконалена установка витяжки і правки смуги вигином з розтягуванням, є новою і достатньою у всіх випадках, на які розповсюджується об'єм правового захисту, оскільки вирішує поставлену те хнічну задачу. Причинно-наслідковий зв'язок між новою сукупністю суттєви х ознак установки витяжки і правки смуги вигином з розтягуванням і технічним результатом, що досягається, полягає в наступному. У зв'язку з тим, що гальмівна і натяжна кліті встановлені з можливістю фіксованого повороту навколо горизонтальних осей, забезпечується оперативне переведення згаданих гальмівної і натяжної клітей з робочого положення в не робоче положення і назад. Розташування осей повороту на середині відстані між валяннями кожної кліті утворює симетричну систему мас валів, урівноважену щодо осі повороту, що знижує енергоємність приводу клітей. Розташування осей повороту перпендикулярно осі подачі смуги за допомогою поворотних пристроїв від 0° в не робочому положенні, при якому смуга вільно проходить між горизонтально розташованими валками гальмівної і натяжної клітей, осі яких попарно знаходяться у вертикальній площині, до 180° в робочому положенні, при якому смуга S-подібно охоплює горизонтально розташовані валки гальмівної і натяжної клітей, осі яких попарно знаходяться у вертикальній площині, забезпечує оперативний фіксований кутовий поворот згаданих клітей, що знижує витрати енергії на транспортування смуги при не робочому положенні згаданих клітей і забезпечує необхідний ступінь витяжки і стоншування смуги в робочому положенні. Установка перед гальмівною кліттю задньої подавальної кліті, а також установка, після натяжної кліті передньої подавальної кліті забезпечують додаткове натягнення смуги. Це необхідно для створення надійного натягнення смуги в S-подібних гальмівній і натяжній клітях, що забезпечує додаткове осьове зусилля подовжнього розтягування і вищий ступінь витяжки і стоншування смуги в робочій кліті установки. При цьому задня подавальна кліть при роботі установки в режимі витяжки смуги працює в гальмівному режимі, створюючи переднє натягнення перед гальмівною S-подібною кліттю, а в не робочому режимі установки працює як звична подавальна кліть. За рахунок згаданих удосконалень забезпечується оперативне переведення S-подібних гальмівної і натяжної клітей з робочого положення в не робоче положення і назад, зниження витрат енергії на транспортування смуги при не робочому положенні згаданих клітей і збільшення ступеня витяжки і стоншування смуги в робочому положенні. Надалі корисна модель пояснюється докладним описом переважного варіанту її конструкції і роботи з посиланнями на прикладені креслення. На фіг.1 зображена установки витяжки і правки смуги вигином з розтягуванням, загальний вигляд, не робоче положення. 6 На фіг.2 зображена установки витяжки і правки смуги вигином з розтягуванням, загальний вигляд, робоче положення. Установка витяжки і правки смуги вигином з розтягуванням містить (фіг.1, 2) послідовно встановлені S-подібну гальмівну кліть 1, робочу кліть 2 з розташованими в шаховому порядку верхніми 3 і нижніми 4 не приводними роликами і S-подібну натяжну кліть 5. У вдосконаленій установці гальмівна 1 і натяжна 5 кліті встановлені з можливістю фіксованого повороту навколо горизонтальних осей 6, 7. Осі 6, 7 розташовані на середині відстані між валками 8, 9 і 10, 11 кожної кліті 1, 5 і перпендикулярно осі 0-0 подачі смуги за допомогою поворотних пристроїв 12,13. Фіксований поворот гальмівної 1 і натяжної 5 клітей здійснюється від 0° в не робочому положенні (фіг.1), при якому смуга 14 вільно проходить між горизонтально розташованими валками 8, 9 і 10, 11 гальмівної 1 і натяжної клітей 5, осі 15, 16 і 17, 18 яких попарно знаходяться у вертикальній площині. Фіксований поворот гальмівної 1 і натяжної 5 клітей здійснюється до 180° в робочому положенні (фіг.2), при якому смуга 14 S-подібно охоплює горизонтально розташовані валки 9, 8 і 11, 10 гальмівної 1 і натяжної 5 клітей, осі 16, 15 і 18, 17 яких попарно знаходяться у вертикальній площині. Перед гальмівною кліттю 1 встановлена задня подавальна кліть 19, а після натяжної кліті 5 встановлена передня подавальна кліть 20. Кожен верхній ролик 3 робочої кліті 2 забезпечений гвинтовим механізмом 21 установки робочого положення опор верхніх роликів 3 робочої кліті 2, черв'ячним редуктором 22 і штурвалом 23 для ручної настройки робочої кліті 2 в не робочому положенні. Одна з опор останнього по ходу р уху смуги 14 верхнього ролика 3 робочої кліті 2 встановлена з можливістю автономного вертикального переміщення щодо його іншої опори. При цьому гвинтовий механізм 21 установки робочого положення цієї опори останнього верхнього ролика 3 робочої кліті 2 забезпечений електроприводом 24 для настройки робочої кліті 2 в робочому положенні залежно від величини серповидності або хвилястості кромки смуги 14. Валки 25 задньої подавальної кліті 19 через циліндричні редуктори 26 сполучені з електроприводом 27 їх обертання. Поворотний пристрій 12 S-подібної гальмівної кліті 1 через черв'ячний редуктор 28 сполучений з електроприводом 29 його повороту від 0° до 180° і назад. Поворотний пристрій 13 S-подібної натяжної кліті 5 через черв'ячний редуктор 30 сполучений з електроприводом 31 його повороту від 0° до 180° і назад. Валки 32 передньої подавальної кліті 20 через циліндричні редуктори 33 сполучені з електроприводом 34 їх обертання. Валки 8, 9 S-подібної гальмівної кліті 1 через циліндричні редуктори 35 сполучені з електроприводом 36 їх обертання. 7 25498 Валки 10, 11 S-подібної натяжної кліті 5 через циліндричні редуктори 37 сполучені з електроприводом 38 їх обертання. Установка також забезпечена гідравлічними циліндрами 39 вертикального переміщення верхніх роликів 3 робочої кліті 2. Установка витяжки і правки смуги вигином з розтягуванням працює у складі трубоелектрозварювального стану таким чином. Установка знаходиться в неробочому початковому положенні (фіг.1). Верхні ролики 3 робочої кліті 2 за допомогою гідравлічних циліндрів 39, розташованих у верхній частині робочої кліті 2, підняті вгору. За допомогою електроприводів 29, 31, черв'ячних редукторів 28, 30 і поворотних пристроїв 12, 13 гальмівна 1 і натяжна 5 кліті переводяться в положенні 0°, тобто в не робоче положення. У цьому положенні смуга 14 може вільно проходити між горизонтально розташованими валками 8, 9 і 10, 11 гальмівної 1 і натяжної клітей 5, осі 15, 16 і 17, 18 яких попарно знаходяться у вертикальній площині. У сортаменті стану є труби з різною товщиною стінки. Відповідно до цього використовується і смуга 14 різної товщини, переважно від 2 до 9мм. Виходячи з силових можливостей установки, процесу витяжки і правки смуги 14 вигином з розтягуванням можна піддавати смуги 14 порівняно тонкі, переважно не більш 4,0-4,5мм. Товща частина сортаменту не піддається процесу витяжки і правки смуги 14 вигином з розтягуванням. Процес виготовлення труб певного діаметру звично здійснюється таким чином. У номенклатурі замовлень є партії труб одного діаметру, але стінки, що мають різну товщин у. З номенклатури труб, що є в замовленні, їх виробництво починають з партії труб, що мають найтоншу товщину стінки, тобто з найтоншої смуги 14. Для цього заправний кінець смуги найтоншої товщини пропускають між валками 25 задньої подавальної кліті 19 між валками 8, 9 S-подібної гальмівної кліті 1, між верхніми 3 і нижніми 4 роликами робочої кліті 2, між валками 10, 11 S-подібної натяжної кліті 5, між валками 32 передньої подавальної кліті 20, і потім подають до трубоелектрозварювального стану. Верхні ролики 3 робочої кліті 2 за допомогою гідравлічних циліндрів 39, розташованих у верхній частині робочої кліті 2, опускають вниз в робоче положення (фіг.2) до упору корпусів підшипників верхніх роликів 3 в торці гвинтів гвинтових механізмів 21. Таким чином, положення гвинтових механізмів 21, вертикально переміщуваних за допомогою черв'ячних редукторів 22, штурвалів 23 і електроприводу 24, визначає робоче положення по висоті верхніх роликовЗ робочій кліті 2. Одночасно за допомогою електроприводів 29, 31, черв'ячних редукторів 28, 30 і поворотних пристроїв 12, 13 виконують фіксований поворот гальмівної 1 і натяжної 5 клітей до 180° і переведення 8 їх в робоче положення, при якому смуга 14 Sподібно охоплює горизонтально розташовані валки 9, 8 і 11, 10 гальмівної 1 і натяжної 5 клітей, осі 16, 15 і 18,17 яких попарно знаходяться у вертикальній площині. Смугу 14 піддають знакозмінному вигину між розташованими в шаховому порядку і перекриваючими один одного не приводними верхніми 3 і нижніми 4 роликами робочої кліті 2. У зв'язку з тим, що радіуси роликів 3, 4 малі, тому радіуси вигин у смуги 14 не великі. Більша частина перетину смуги 14 знаходиться в стані пластичної деформації, а тільки мала його частина поблизу середньої лінії смуги 14 залишається в пружному стані. Для витяжки і зменшення товщини смуги 14 сумісно із знакозмінним вигином за допомогою гальмівної 1 і натяжної 5 клітей створюють зусилля подовжнього розтягування. За рахунок того, що більша частина перетину смуги 14 знаходиться в стані пластичної деформації і лише незначна його частина залишається в пружному стані, величина необхідного зусилля подовжнього розтягування для смуги 14, підданої знакозмінному вигину, набагато менша, ніж це потрібно було б при розтягуванні такої ж смуги 14 без знакозмінного вигину. Задня подавальна кліть 19 і передня подавальна кліть 20, забезпечують додаткове натягнення смуги 14 на ділянці робочої кліті 2, відповідно Sподібною гальмівною кліттю 1 і S-подібною натяжною кліттю 5. При цьому задня подавальна кліть 19 працює в гальмівному режимі. Це необхідне для створення надійного натягнення смуги 14 в S-подібних гальмівній 1 і натяжній 5 клітях, що забезпечує додаткове осьове зусилля подовжнього розтягування і вищий ступінь витяжки і стоншування смуги 14 в робочій кліті 2 установки. Залежно від необхідної величини витяжки смуги 14 первинну або поточну настройку верхніх роликів 3 робочої кліті 2 здійснюють гвинтовими механізмами 21 робочого положення опор верхніх роликів 3 робочої кліті 2 за допомогою черв'ячних редукторів 22 і штурвалів 23 в не робочому положенні. Залежно від величини серповидності або хвилястості кромки смуги 14 здійснюють настройку робочої кліті 2 в робочому положенні. Для цього одну з опор останнього по ходу руху смуги 14 верхнього ролика 3 робочої кліті 2, встановлену з можливістю автономного вертикального переміщення щодо її іншої опори, переміщають вгору або вниз за допомогою електроприводу 24, черв'ячного редуктора 22 і гвинтового механізму 21. Після виробництва потрібної кількості труб, що мають найтоншу товщину стінки і виготовлених з найтоншої смуги 14, до попередньої смуги приварюють смугу 14 наступної по величині товщини, потім послідовно переходять на виробництво труб із смуги 14, що має зростаючу товщину. Відомо, що кожна така установка володіє граничним зусиллям подовжнього розтягування, при 9 25498 якому здійснюється витяжка конкретної товщини смуги, товщина якої, як правило, складає не більш 4-4,5мм. Наступає момент, коли на установку поступає смуга 14 великої товщини, тобто більше 4-4,5мм. Установка стає не здатною забезпечити витяжку смуги 14, товщина якої перевищує її можливості. В цьому випадку вер хні ролики 3 робочої кліті 2 за допомогою гідравлічних циліндрів 39, встановлених у верхній частині робочої кліті 2, піднімають у верхнє не робоче положення. Одночасно з допомогою електроприводів 29, 31, черв'ячних редукторів 28, 30 і поворотних пристроїв 12, 13 гальмівна 1 і натяжна 5 кліті переводяться в положення 0°, тобто в не робоче положення (фіг.1). У цьому положенні смуга 14 вільно проходить між горизонтально розташованими валками 8, 9 і 10, 11 гальмівної 1 і натяжної клітей 5, осі 15, 16 і 17, 18 яких попарно знаходяться у вертикальній площині. При цьому задня подавальна кліть 19 і передня подавальна кліть 20 працюють в режимі подачі смуги у бік трубозварювального стану. Вдосконалена установка витяжки і правки смуги вигином з розтягуванням забезпечує оперативне переведення S-подібних гальмівної 1 і натяжної 5 клітей з робочого положення (фіг.2) в не робоче положення (фіг.1) і назад, зниження витрат енергії на транспортування смуги 14 при не робочому положенні згаданих клітей 1, 5 і збільшення ступеня витяжки і стоншування смуги 14 в робочому положенні. Приведений приклад переважного варіанту виконання вдосконаленої установки витяжки і правки смуги вигином з розтягуванням підтверджує можливість її промислового виготовлення і використовування, що свідчить про те, що пропоноване технічне рішення відповідає критерію корисної моделі «промислова придатність». Перелік позначень 1. S-подібна гальмівна кліть 2. робоча кліть 3. верхні ролики робочої кліті 4. нижні ролики робочої кліті 5. S-подібна натяжна кліть 6. вісь повороту S-подібної гальмівної кліті 7. вісь повороту S-подібної натяжної кліті 8. валок S-подібної гальмівної кліті 10 9. валок S-подібної гальмівної кліті 10. валок S-подібної натяжної кліті 11. валок S-подібної натяжної кліті 12. поворотний пристрій S-подібної гальмівної кліті 13. поворотний пристрій S-подібної натяжної кліті 14. смуга 15. вісь валка 8 S-подібної гальмівної кліті 16. вісь валка 9 S-подібної гальмівної кліті 17. вісь валка 10 S-подібної натяжної кліті 18. вісь валка 11 S-подібної натяжної кліті 19. задня подавальна кліть 20. передня подавальна кліть 21. гвинтовий механізм установки робочого положення опор верхніх роликів робочої кліті 22. черв'ячний редуктор гвинтового механізму установки робочого положення опор верхніх роликів робочої кліті 23. штурвал 24. електропривод гвинтового механізму установки робочого положення опор верхніх роликів робочої кліті в робочому положенні залежно від величини серповидності або хвилястості кромки смуги 25. валки задньої подавальної кліті 26. циліндричний редуктор задньої подавальної кліті 27. електропривод задньої подавальної кліті 28. черв'ячний редуктор поворотного пристрою S-подібної гальмівної кліті 29. електропривод поворотного пристрою Sподібної гальмівної кліті 30. черв'ячний редуктор поворотного пристрою S-подібної натяжної кліті 31. електропривод поворотного пристрою Sподібної натяжної кліті 32. валки передньої подавальної кліті 33. циліндричний редуктор передньої подавальної кліті 34. електропривод передньої подавальної кліті 35. циліндричний редуктор S-подібної гальмівної кліті 36. електропривод S-подібної гальмівної кліті 37. циліндричний редуктор S-подібної натяжної кліті 38. електропривод S-подібної натяжної кліті 39. гідравлічні циліндри вертикального переміщення верхніх роликів робочої кліті 11 Комп’ютерна в ерстка Г. Паяльніков 25498 Підписне 12 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation of drawing and straightening of strip by bending with stretching
Автори англійськоюMamchyts Yevhen Karlovych, Savenko Oleksandr Stepanovych, Vulykh Fylyp Anatoliiovych, Vulykh Anatolii Yuriiovych, Tkachenko Volodymyr Vasyliovych, Tkachenko Anatolii Oleksiiovych
Назва патенту російськоюУстановка вытяжки и правки полосы изгибом с растягиванием
Автори російськоюМамчиц Евгений Карлович, Савенко Александр Степанович, Вулих Филипп Анатольевич, Вулих Анатолий Юрьевич, Ткаченко Владимир Васильевич, Ткаченко Анатолий Алексеевич
МПК / Мітки
МПК: B21D 1/00, B21C 37/083, B21C 37/08, B21D 25/00
Мітки: вигином, розтягуванням, правки, смуги, установка, витяжки
Код посилання
<a href="https://ua.patents.su/6-25498-ustanovka-vityazhki-i-pravki-smugi-viginom-z-roztyaguvannyam.html" target="_blank" rel="follow" title="База патентів України">Установка витяжки і правки смуги вигином з розтягуванням</a>
Поворотний пристрій s-подібної гальмівної або натяжної кліті установки витягування і випрямлення смуги вигином з розтягуванням
Номер патенту: 25497
Опубліковано: 10.08.2007
Автори: Савенко Олександр Степанович, Ткаченко Анатолій Олексійович, Вулих Филип Анатолійович, Ткаченко Володимир Васильович, Мамчіц Євген Карлович, Вулих Анатолій Юрійович
МПК: B21C 37/083, B21C 37/08, B21D 25/00, B21D 1/00
Мітки: розтягуванням, поворотний, кліті, s-подібної, вигином, пристрій, витягування, гальмівної, випрямлення, натяжної, установки, смуги
Формула / Реферат:
1. Поворотний пристрій S-подібної гальмівної або натяжної кліті установки витягування і випрямлення смуги вигином з розтягуванням, що містить станину (1), поворотну обойму (2), встановлену на станині (1) з можливістю повороту навколо горизонтальної осі, привідні валки (3, 4), встановлені в поворотній обоймі (2) з можливістю обертання, і привід (5) поворотної обойми (2), що включає електродвигун (6), який відрізняється тим, що поворотна обойма...
Стан для виробництва тонкої гарячекатаної смуги
Номер патенту: 6168
Опубліковано: 15.04.2005
Автори: Стеч Володимир Станіславович, Барабаш Андрій Володимирович, Єлецьких Володимир Іванович
МПК: B21B 1/30
Мітки: смуги, стан, тонкої, гарячекатаної, виробництва
Формула / Реферат:
1. Стан для виробництва тонкої гарячекатаної смуги, що включає чорнову реверсивну кліть, чистову прокатну групу, моталки в печах, одна з яких установлена перед чистовою прокатною групою, а інша - за нею, який відрізняється тим, що обладнаний системою охолодження смуги, встановленою в проміжку між чорновою реверсивною кліттю і моталкою в печі перед чистовою прокатною групою.2. Стан за п. 1, який відрізняється тим, що чистова прокатна...
Установка безперервного лиття для безперервного лиття тонкої смуги, спосіб роботи даної установки та спосіб безперервного лиття тонкої смуги
Номер патенту: 66839
Опубліковано: 15.06.2004
Автори: Хохенбіхлер Геральд, Шертлер Армін, Пеллісетті Стефано
МПК: B22D 11/06, B22D 11/20, B22D 11/128
Мітки: даної, лиття, установки, установка, тонкої, роботи, спосіб, безперервного, смуги
Формула / Реферат:
1. Установка безперервного лиття для безперервного лиття тонкої смуги (14), зокрема сталевої смуги (14), товщиною менше за 20 мм, переважно від 1 до 12 мм, що включає мульду (8), забезпечену двома ливарними валками (6,7), створюючими зазор (13) для проходження при з'єднанні двох напівоболонок (12) заготовки у вигляді смуги (14) вертикально вниз, при цьому нижче за зазор (13) розташовано відхиляючо-несучий пристрій (16) для зміни напряму смуги...
Спосіб регулювання міжклітьового натягу смуги при гарячій прокатці і пристрій для його реалізації
Номер патенту: 75964
Опубліковано: 15.06.2006
Автори: Барабаш Андрій Володимирович, Єлецьких Володимир Іванович, Стеч Володимир Станіславович, Гагарін Павло Павлович, Леонідов-Каневський Євген Володимирович, Капорович Світлана Едуардівна
МПК: B21B 37/48
Мітки: смуги, гарячій, натягу, прокатці, реалізації, спосіб, міжклітьового, регулювання, пристрій
Формула / Реферат:
1. Спосіб регулювання міжклітьового натягу смуги при гарячій прокатці, який включає надання смузі пружного розтягання за допомогою неузгодження швидкостей обертання робочих валків суміжних клітей і підтримку сталості натягу завдяки примусовій зміні довжини смуги в міжклітьовому проміжку, який відрізняється тим, що зміну довжини смуги здійснюють зсувом робочих валків однієї із суміжних клітей, наприклад, вхідної кліті уздовж осі...
Спосіб і пристрій для виробництва високоміцної сталевої смуги
Номер патенту: 63983
Опубліковано: 16.02.2004
Автори: Бодін Андре, Хогендорн Томас Мартінус
МПК: B21B 1/46, C21D 1/18, C21D 8/02, B21B 1/26
Мітки: виробництва, смуги, спосіб, пристрій, сталевої, високоміцної
Формула / Реферат:
1. Спосіб виробництва високоміцної сталевої смуги, в якому рідку сталь виливають щонайменше на одній ливарній машині безперервної дії (1) з однією або декількома нитками для отримання сляба, який при використанні тепла лиття транспортують через пічний пристрій (7), піддають попередній прокатці в пристрої попередньої прокатки (10) і потім піддають прокатці в пристрої остаточної прокатки (14) для отримання сталевої смуги з бажаною кінцевою...
Попередній патент: Поворотний пристрій s-подібної гальмівної або натяжної кліті установки витягування і випрямлення смуги вигином з розтягуванням
Наступний патент: Двигун внутрішнього згоряння транспортного засобу
Випадковий патент: Спосіб розконсервації тимчасово неробочих бортів кар'єрів