Робоча кліть сортопрокатного стана
Номер патенту: 12215
Опубліковано: 16.01.2006
Автори: Лясов Володимир Григорович, Жучков Сергій Михайлович, Істомін Сергій Юрійович, Токмаков Павло Вадимович, Хрустенко Юрій Михайлович, Рокоманов Володимір Петрович
Формула / Реферат
1. Робоча кліть сортопрокатного стана, що містить станину, встановлені в ній на підшипникових опорах робочі валки, у які врізано не менше двох калібрів по довжині їхньої бочки, поперечний привалковий брус і ввідну проводку, обладнану напрямними ковзання і кочення, встановлену на поперечному привалковому брусі з можливістю переміщення в напрямку, рівнобіжному осі валків і фіксації в заданому положенні, яка відрізняється тим, що поперечний привалковий брус станини робочої кліті обладнаний засобами позиціонування проводки щодо калібрів робочих валків кліті, а твердість матеріалу напрямних ковзання і кочення диференційована і співвідноситься як 1:1,10-1,30.
2. Робоча кліть за п. 1, яка відрізняється тим, що засоби позиціонування проводки щодо калібрів робочих валків кліті виконані на поперечному привалковому брусі станини в кількості, рівній кількості калібрів, врізаних у робочі валки по довжині їхньої бочки, у вигляді напрямних виступів, осі симетрії, які лежать у площинах, симетрії калібрів, перпендикулярних осі обертання робочих валків.
Текст
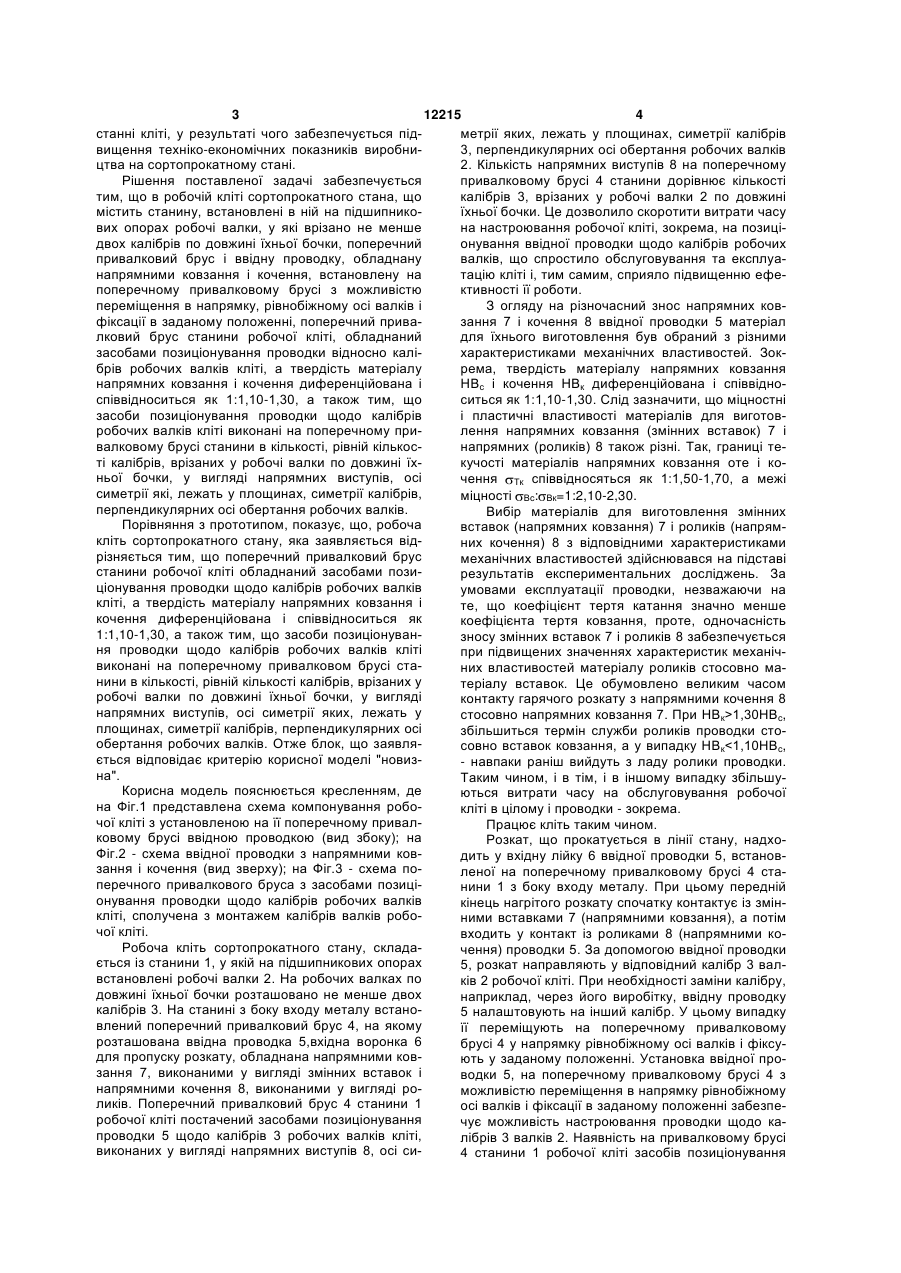
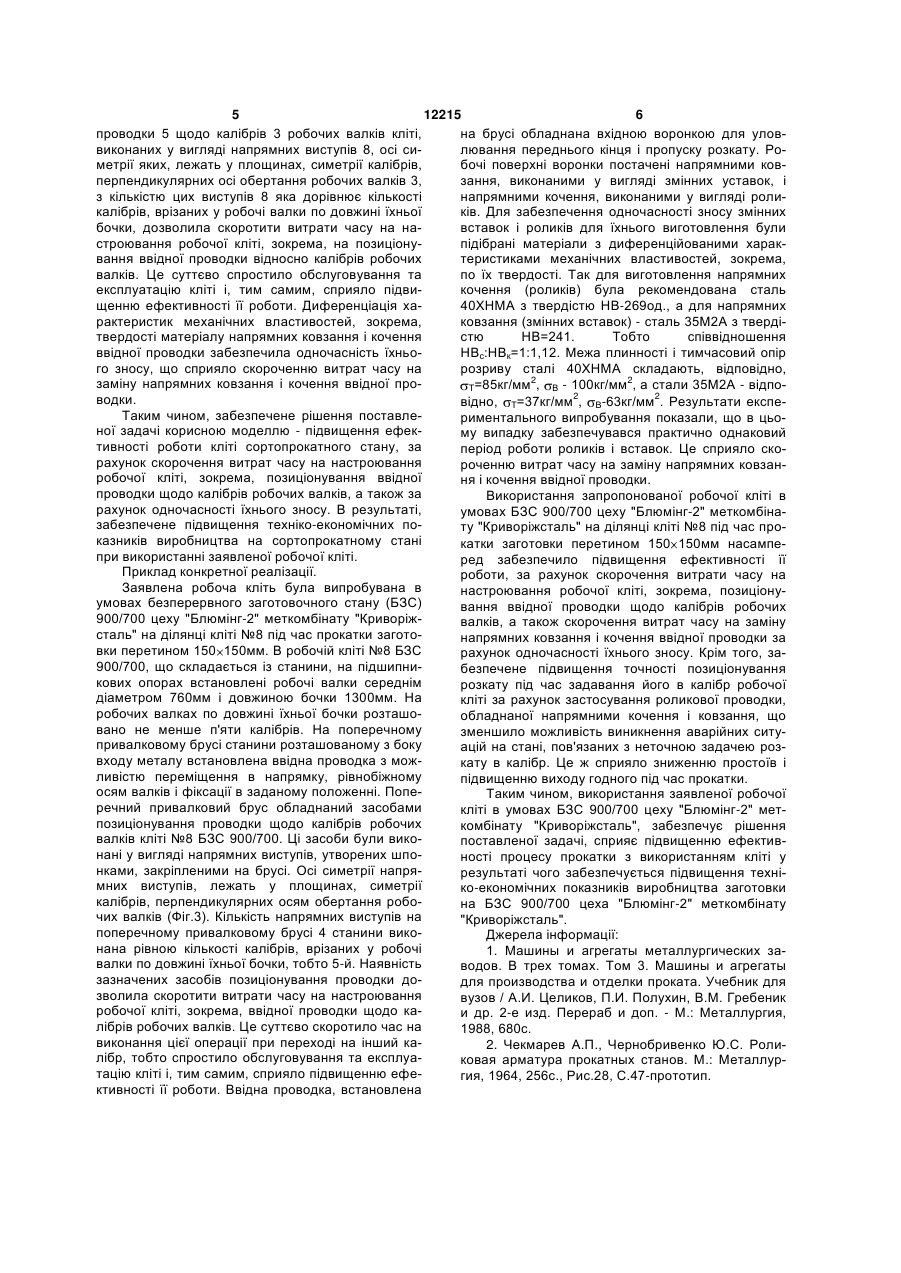
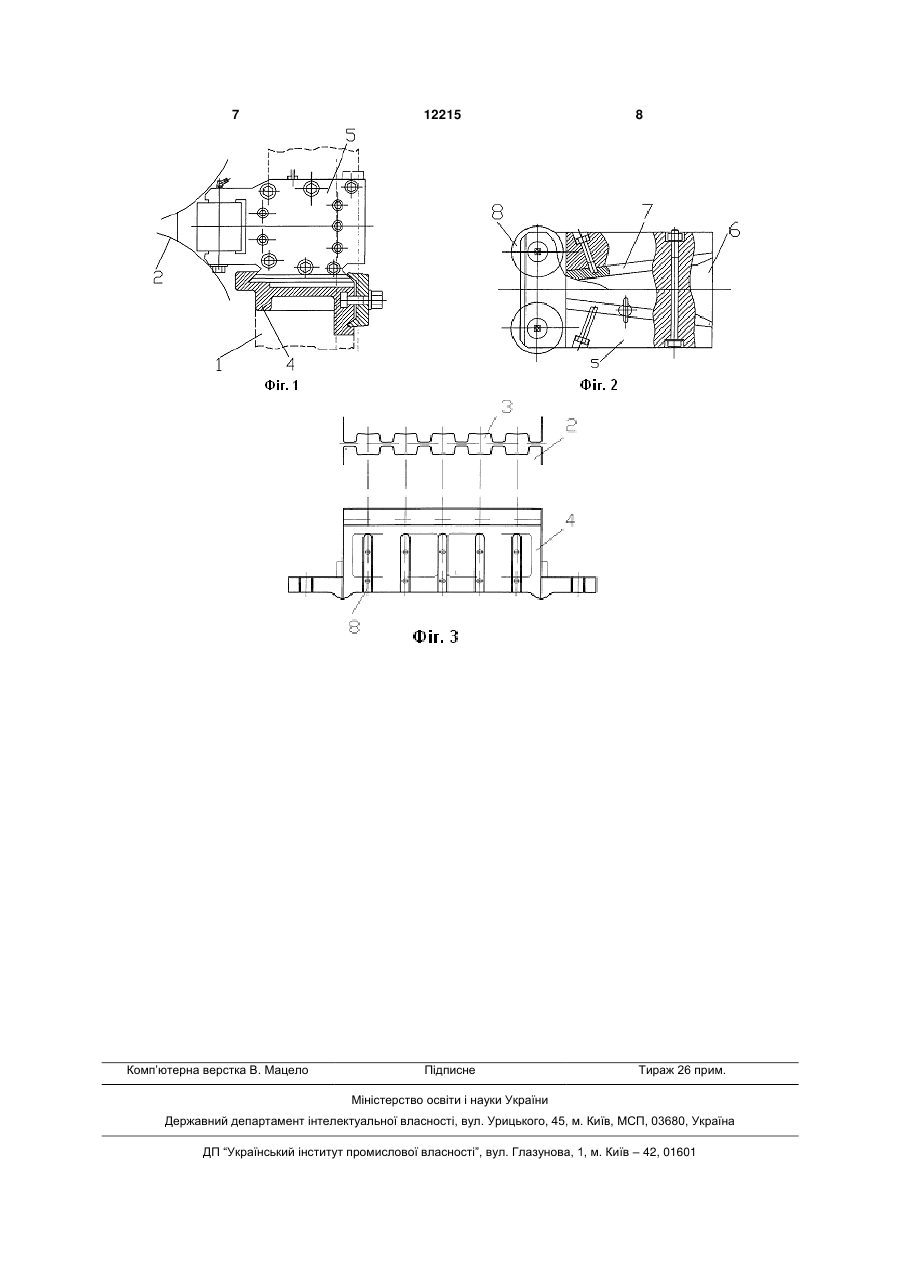
1. Робоча кліть сортопрокатного стана, що містить станину, встановлені в ній на підшипникових опорах робочі валки, у які врізано не менше двох калібрів по довжині їхньої бочки, поперечний привалковий брус і ввідну проводку, обладнану напрямними ковзання і кочення, встановлену на 3 12215 4 станні кліті, у результаті чого забезпечується підметрії яких, лежать у площинах, симетрії калібрів вищення техніко-економічних показників виробни3, перпендикулярних осі обертання робочих валків цтва на сортопрокатному стані. 2. Кількість напрямних виступів 8 на поперечному Рішення поставленої задачі забезпечується привалковому брусі 4 станини дорівнює кількості тим, що в робочій кліті сортопрокатного стана, що калібрів 3, врізаних у робочі валки 2 по довжині містить станину, встановлені в ній на підшипникоїхньої бочки. Це дозволило скоротити витрати часу вих опорах робочі валки, у які врізано не менше на настроювання робочої кліті, зокрема, на позицідвох калібрів по довжині їхньої бочки, поперечний онування ввідної проводки щодо калібрів робочих привалковий брус і ввідну проводку, обладнану валків, що спростило обслуговування та експлуанапрямними ковзання і кочення, встановлену на тацію кліті і, тим самим, сприяло підвищенню ефепоперечному привалковому брусі з можливістю ктивності її роботи. переміщення в напрямку, рівнобіжному осі валків і З огляду на різночасний знос напрямних ковфіксації в заданому положенні, поперечний привазання 7 і кочення 8 ввідної проводки 5 матеріал лковий брус станини робочої кліті, обладнаний для їхнього виготовлення був обраний з різними засобами позиціонування проводки відносно каліхарактеристиками механічних властивостей. Зокбрів робочих валків кліті, а твердість матеріалу рема, твердість матеріалу напрямних ковзання напрямних ковзання і кочення диференційована і НВс і кочення НВк диференційована і співвідноспіввідноситься як 1:1,10-1,30, а також тим, що ситься як 1:1,10-1,30. Слід зазначити, що міцностні засоби позиціонування проводки щодо калібрів і пластичні властивості матеріалів для виготовробочих валків кліті виконані на поперечному прилення напрямних ковзання (змінних вставок) 7 і валковому брусі станини в кількості, рівній кількоснапрямних (роликів) 8 також різні. Так, границі теті калібрів, врізаних у робочі валки по довжині їхкучості матеріалів напрямних ковзання оте і коньої бочки, у вигляді напрямних виступів, осі чення Тк співвідносяться як 1:1,50-1,70, а межі симетрії які, лежать у площинах, симетрії калібрів, міцності Вс: Вк=1:2,10-2,30. перпендикулярних осі обертання робочих валків. Вибір матеріалів для виготовлення змінних Порівняння з прототипом, показує, що, робоча вставок (напрямних ковзання) 7 і роликів (напрямкліть сортопрокатного стану, яка заявляється відних кочення) 8 з відповідними характеристиками різняється тим, що поперечний привалковий брус механічних властивостей здійснювався на підставі станини робочої кліті обладнаний засобами позирезультатів експериментальних досліджень. За ціонування проводки щодо калібрів робочих валків умовами експлуатації проводки, незважаючи на кліті, а твердість матеріалу напрямних ковзання і те, що коефіцієнт тертя катання значно менше кочення диференційована і співвідноситься як коефіцієнта тертя ковзання, проте, одночасність 1:1,10-1,30, а також тим, що засоби позиціонуванзносу змінних вставок 7 і роликів 8 забезпечується ня проводки щодо калібрів робочих валків кліті при підвищених значеннях характеристик механічвиконані на поперечному привалковом брусі станих властивостей матеріалу роликів стосовно манини в кількості, рівній кількості калібрів, врізаних у теріалу вставок. Це обумовлено великим часом робочі валки по довжині їхньої бочки, у вигляді контакту гарячого розкату з напрямними кочення 8 напрямних виступів, осі симетрії яких, лежать у стосовно напрямних ковзання 7. При НВк>1,30НВс, площинах, симетрії калібрів, перпендикулярних осі збільшиться термін служби роликів проводки стообертання робочих валків. Отже блок, що заявлясовно вставок ковзання, а у випадку НВк
ДивитисяДодаткова інформація
Назва патенту англійськоюRoll stand of section-rolling mill
Автори англійськоюKhrustenko Yurii Mykhailovych, Liasov Volodymyr Hryhorovych, Zhuchkov Serhii Mykhailovych, Tokmakov Pavlo Vadymovych
Назва патенту російськоюРабочая клеть сортопрокатного стана
Автори російськоюХрустенко Юрий Михайлович, Лясов Владимир Григорьевич, Жучков Сергей Михайлович, Токмаков Павел Вадимович
МПК / Мітки
МПК: B21B 13/00
Мітки: стана, сортопрокатного, кліть, робоча
Код посилання
<a href="https://ua.patents.su/4-12215-robocha-klit-sortoprokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Робоча кліть сортопрокатного стана</a>
Робоча кліть прокатного стана
Номер патенту: 60115
Опубліковано: 15.09.2003
Автори: Морозов Ігор Олександрович, Кокотько Михайло Євгенович, Федорінов Володимир Анатолійович, Сатонін Олександр Володимирович, Сатонін Антон Олександрович
МПК: B21B 13/00
Мітки: робоча, кліть, прокатного, стана
Формула / Реферат:
Робоча кліть прокатного стана, яка включає станини, механізм установки валків, верхній та нижній робочі валки, які за допомогою подушок установлені в розточках станин, який відрізняється тим, що робоча кліть оснащена верхнім та нижнім механізмами, які забезпечують почергову подачу штаби у робочі валки, маючи можливість реверсивного повороту відносно осей останніх на кут, не перевищуючий 360°, при цьому кожен з вищевказаних механізмів має,...
Робоча кліть стана холодної пільгерної прокатки труб
Номер патенту: 65161
Опубліковано: 15.03.2004
Автори: Данильченко Віктор Васильович, Фролов Віктор Пилипович, Сеніна Тетяна Володимирівна, Фролов Ярослав Вікторович, Смирнов Віктор Григорович
МПК: B21B 21/04, B21B 21/00
Мітки: пільгерної, кліть, труб, прокатки, робоча, холодної, стана
Формула / Реферат:
Робоча кліть стана холодної пільгерної прокатки труб, що включає стаціонарну силову станину з закріпленими на її горизонтальних поверхнях напрямними і валки з підшипниковими опорами, яка відрізняється тим, що вона обладнана роликовими підшипниками лінійного переміщення і подушками, у яких розташовані підшипникові опори валків, а роликові підшипники лінійного переміщення встановлені поміж кожною зі згаданих напрямних і подушкою.
Робоча кліть профілезгинального стана
Номер патенту: 48629
Опубліковано: 15.03.2005
Автор: Ахлестін Олександр Володимирович
МПК: B21D 5/06
Мітки: стана, профілезгинального, кліть, робоча
Формула / Реферат:
1. Робоча кліть профілезгинального стана, що містить горизонтальні валки з валами, на яких розташовані підшипникові опори, і формуючі ролики на осях, з`єднаних з підшипниковими опорами, причому кожна вісь одним кінцем зв’язана з одним із валків, а іншим кінцем – з протилежним валком, яка відрізняється тим, що кожна вісь виконана складеною у вигляді двох стрижнів, один з яких є порожнистим, і вони розташовані співвісно один в одному з...
Робоча кліть профілезгинального стана
Номер патенту: 54186
Опубліковано: 15.11.2005
Автори: Левченко Володимир Миколайович, Ахлестін Олександр Володимирович
МПК: B21D 5/06
Мітки: кліть, профілезгинального, стана, робоча
Формула / Реферат:
Спосіб виробництва м'ясного фаршу з морськими водоростями фукусами, що передбачає подрібнення м'ясної сировини, перемішування, фасування, який відрізняється тим, що при приготуванні м'ясного фаршу на стадії перемішування додають морські водорості фукуси у кількості 2% до загальної маси фаршу, попередньо їх замочивши у воді у співвідношенні 1:3.
Робоча кліть двадцятивалкового стана
Номер патенту: 29888
Опубліковано: 15.11.2000
Автори: Сатонін Олександр Володимирович, Потапкін Віктор Федорович, Федорінов Володимир Анатольович, Шпак Віктор Іванович, Ткачьов Юрій Олександрович
МПК: B21B 13/00
Мітки: робоча, стана, кліть, двадцятивалкового
Текст:
...2 - верхній центральний кут; фіг. 3 - боковий клин; фіг. 4 - опорний валок; фіг. 5 – плита опорна. Робоча кліть (фіг. 1) багатовалкового стану, який має станини (поз. 1), механізм регулювання профілю штаби (поз. 2), механізм регулювання то вщини штаби (поз. 3), комплект валків, який має дві (верхню та нижню) валкові піраміди (поз. 4), механізм установки нижньої валкової піраміди у нулевій рівень прокатки, подібний по діям механізм...
Попередній патент: Розвантажувальна секція конвеєра гірничопрохідницької машини
Наступний патент: Гратознімач
Випадковий патент: 5-(феніл/піридинілетиніл)-2-піридин/2-піримідинкарбоксаміди як модулятори mglur5