Пристрій для формування, наповнення і герметизації пакетів з термопластичної плівки


Формула / Реферат
1. Пристрій для формування, наповнення і герметизації пакетів з термопластичної плівки, що містить пристрій для подавання термопластичної плівки, пристрій для формування рукава, живильну трубу, пристрій для утворення подовжнього шва, пристрій для утворення поперечного шва і відрізування пакетів, а також привідний пристрій, що кінематично з'єднаний з пристроєм для утворення подовжнього шва та пристроєм для утворення поперечного шва і відрізування пакетів, який відрізняється тим, що привідний пристрій виконаний як педальний привід зі зворотною пружиною і з принаймні однією привідною педаллю, яка жорстко з'єднана з горизонтальною поворотною віссю педального приводу, розташованого в нижній частині пристрою, а також віддалений від педального приводу і розташований над ним виконавчий горизонтальний поворотний вал, при цьому горизонтальна поворотна вісь педального приводу кінематично з'єднана з виконавчим горизонтальним поворотним валом за допомогою жорсткої привідної тяги, кінці якої шарнірно з'єднані з двома радіальними важелями, один з яких жорстко закріплений на горизонтальній поворотній осі педального приводу, а інший - на виконавчому горизонтальному поворотному валу, при цьому виконавчий горизонтальний поворотний вал також містить жорстко з'єднані з ним виконавчі радіальні важелі, вільні кінці яких шарнірно з'єднані з проміжними важелями, які кінематично з'єднані з пристроєм для утворення подовжнього шва і пристроєм для утворення поперечного шва і відрізування пакетів.
2. Пристрій за пунктом 1, який відрізняється тим, що жорстка привідна тяга містить пристрої регулювання її довжини.
3. Пристрій за пунктом 1, який відрізняється тим, що принаймні один проміжний важіль містить пристрої регулювання його довжини.
4. Пристрій за пунктом 1, який відрізняється тим, що жорстка привідна тяга і всі проміжні важелі містять пристрої регулювання їх довжини.
5. Пристрій за одним із пунктів 1-4, який відрізняється тим, що пристрої регулювання довжини жорсткої привідної тяги та пристрої регулювання довжини проміжних важелів виконані як різьбові з'єднання, які утворюють між собою окремі частини жорсткої привідної тяги або окремі частини проміжних важелів, відповідно.
6. Пристрій за одним із пунктів 1-5, який відрізняється тим, що важіль виконавчого поворотного вала, який кінематично з'єднаний з привідною жорсткою тягою, виконаний як куліса, в пазу якої розміщений з можливістю переміщення підшипник, установлений на жорсткій осі, яка закріплена на привідній жорсткій тязі, при цьому у вихідному положенні педального приводу вказаний важіль напрямлений похило вгору, а в кінці робочого ходу педального приводу цей важіль напрямлений похило вниз.
7. Пристрій за пунктом 1, який відрізняється тим, що щонайменше один проміжний важіль шарнірно з'єднаний з виконавчим горизонтальним поворотним валом за допомогою сферичного підшипника.
8. Пристрій за пунктом 1, який відрізняється тим, що декілька або всі проміжні важелі шарнірно з'єднані з виконавчим горизонтальними поворотним валом за допомогою сферичних підшипників.
9. Пристрій за пунктом 5, який відрізняється тим, що на кінці жорсткої привідної тяги, який з'єднаний з важелем виконавчого поворотного вала, з боку її торця виконаний відкритий паз, в якому розміщені з гарантованими бічними зазорами вказаний підшипник жорсткої привідної тяги і охоплююча цей підшипник частина куліси.
10. Пристрій за пунктом 1, який відрізняється тим, що проміжний важіль, який кінематично з'єднує виконавчий вал з пристроєм для утворення подовжнього шва, містить дві частини, що утворюють між собою телескопічне з'єднання і які взаємодіють між собою через пружину стиснення, установлену між цими частинами.
11. Пристрій за пунктом 1, який відрізняється тим, що пристрій для утворення поперечного шва містить парні контактні нагрівальні елементи, які виконані з можливістю їх сумісного примусового переміщення відносно елемента відрізання пакетів, після примусового стулення цих нагрівальних елементів.
12. Пристрій за пунктом 1, який відрізняється тим, що пристрій для формування рукава і живильна труба виконані як знімний вузол, який змонтований на відповідному місці кріплення за допомогою різьбових з'єднань.
13. Пристрій за пунктом 1 або 12, який відрізняється тим, що пристрій для формування рукава і живильна труба мають у поперечному перерізі круглу форму.
14. Пристрій за пунктом 1 або 12, який відрізняється тим, що пристрій для формування рукава і живильна труба мають у поперечному перерізі прямокутну форму.
Текст
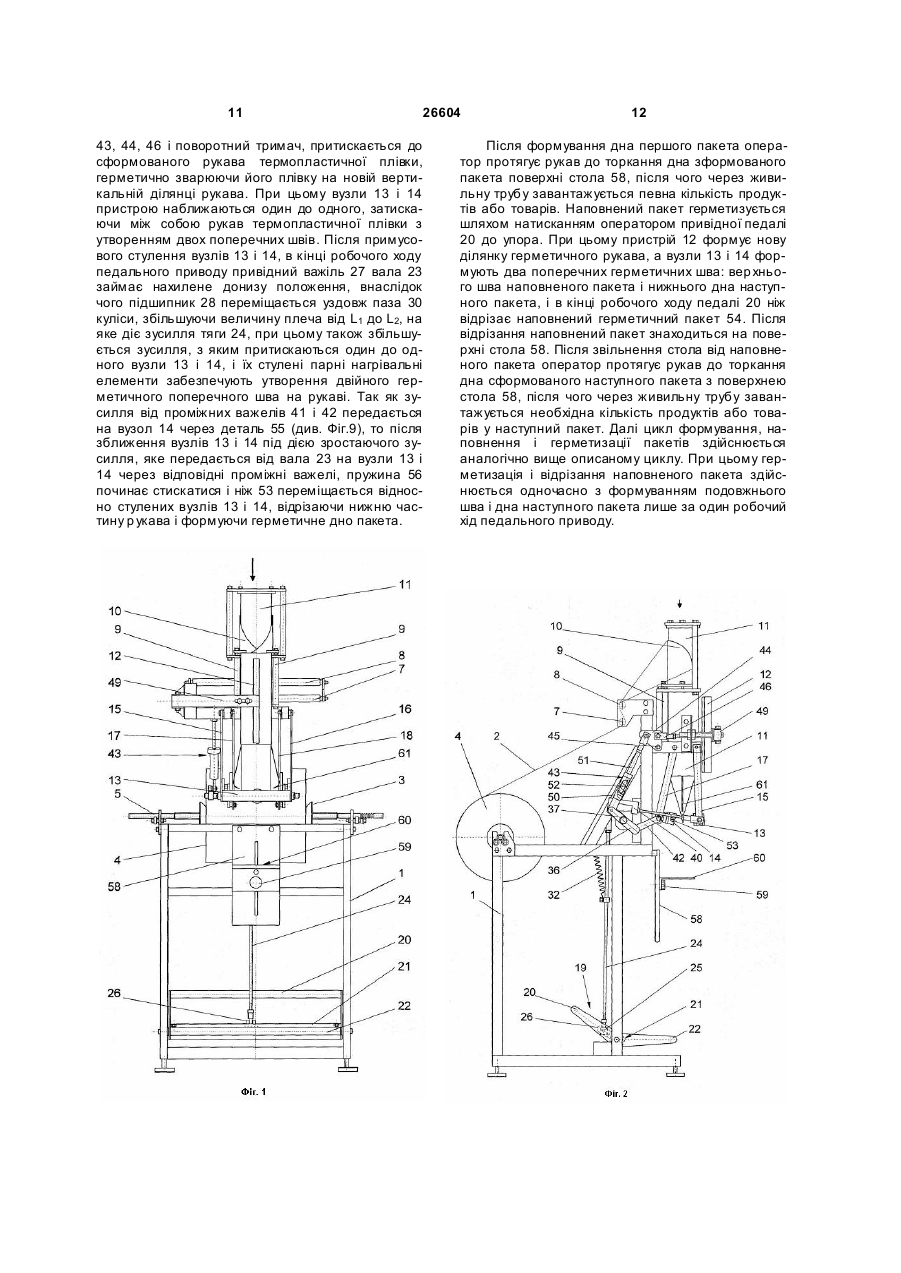
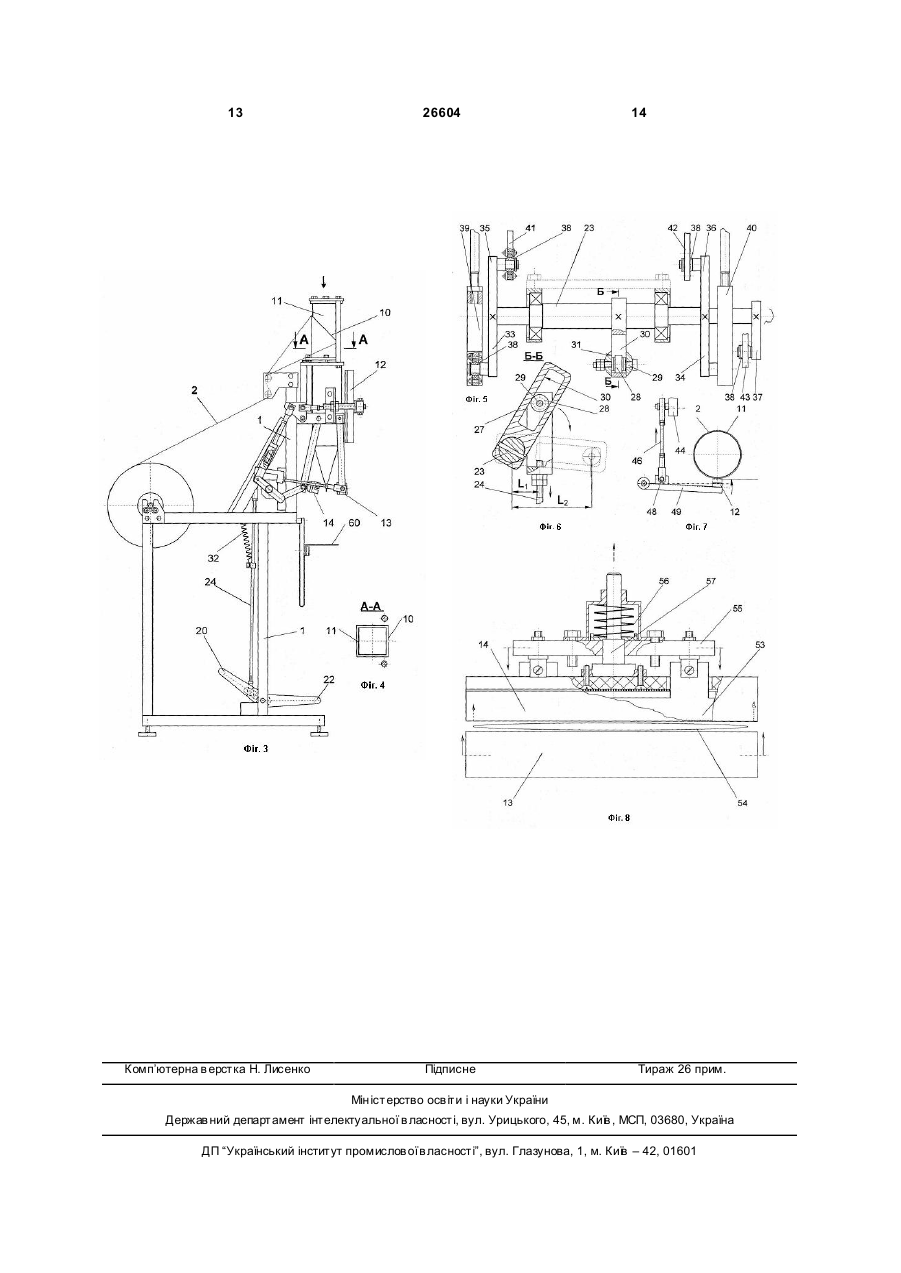
1. Пристрій для формування, наповнення і герметизації пакетів з термопластичної плівки, що містить пристрій для подавання термопластичної плівки, пристрій для формування рукава, живильну трубу, пристрій для утворення подовжнього шва, пристрій для утворення поперечного шва і відрізування пакетів, а також привідний пристрій, що кінематично з'єднаний з пристроєм для утворення подовжнього шва та пристроєм для утворення поперечного шва і відрізування пакетів, який відрізняє ться тим, що привідний пристрій виконаний як педальний привід зі зворотною пружиною і з принаймні однією привідною педаллю, яка жорстко з'єднана з горизонтальною поворотною віссю педального приводу, розташованого в нижній частині пристрою, а також віддалений від педального приводу і розташований над ним виконавчий горизонтальний поворотний вал, при цьому горизонтальна поворотна вісь педального приводу кінематично з'єднана з виконавчим горизонтальним поворотним валом за допомогою жорсткої привідної тяги, кінці якої шарнірно з'єднані з двома радіальними важелями, один з яких жорстко закріплений на горизонтальній поворотній осі педального приводу, а інший - на виконавчому горизонтальному поворотному валу, при цьому виконавчий горизонтальний поворотний вал також містить жорстко з'єднані з ним виконавчі радіальні важелі, вільні кінці яких шарнірно з'єднані з проміжними важелями, які кінематично з'єднані з пристроєм для утворення подовжнього шва і пристроєм для утворення поперечного шва і відрізування пакетів. 2. Пристрій за пунктом 1, який відрізняється тим, що жорстка привідна тяга містить пристрої регулювання її довжини. 3. Пристрій за пунктом 1, який відрізняється тим, що принаймні один проміжний важіль містить пристрої регулювання його довжини. 4. Пристрій за пунктом 1, який відрізняється тим, що жорстка привідна тяга і всі проміжні важелі містять пристрої регулювання їх довжини. 2 (19) 1 3 26604 4 12. Пристрій за пунктом 1, який відрізняється тим, що пристрій для формування рукава і живильна труба виконані як знімний вузол, який змонтований на відповідному місці кріплення за допомогою різьбових з'єднань. 13. Пристрій за пунктом 1 або 12, який відрізняється тим, що пристрій для формування рукава і живильна труба мають у поперечному перерізі круглу форму. 14. Пристрій за пунктом 1 або 12, який відрізняється тим, що пристрій для формування рукава і живильна труба мають у поперечному перерізі прямокутну форму. Дана корисна модель відноситься до обладнання, призначеного для формування, наповнення і герметизації пакетів з термопластичної плівки і може бути використано для пакування сипучих продуктів і штучних товарів у різних галузях промисловості, переважно, на малих і середніх підприємствах і організаціях. Відомі різні конструкції пристроїв-автоматів, призначених для формування, наповнення і герметизації пакетів з термопластичної плівки, в яких зварювання швів пакетів здійснюється за допомогою нагрівальних пристроїв [див., наприклад, авторські свідоцтва СРСР №442110, М.кл. В65В9/06, опубл. 05.09.74 в бюл. №33 і №897642, М. кл. В65В9/03, опубл. 15.01.82 в бюл. №2; авт. св. СРСР 442110, М.кл. В05В9/06; патент СРСР №1431669, М.кл. В65В9/00, опубл. 15.10.88 в бюл. №38]. Конструкції відомих пристроїв автоматів призначені для використання в масовому і серійному виробництвах. Вони здебільше пристосовані для пакування одного виду матеріалів (рідкого або сипучого) у пакети певного розміру. Вони постачені електричними приводом, який з'єднаний за допомогою відповідних кінематичних ланок з пристроєм для утворення подовжнього шва, пристроєм для утворення поперечного шва і відрізування пакетів, а також пристроєм для дискретного протягування стрічки з термопластичної плівки. Кінематичні ланки, що з'єднують електричний привід з відповідними виконавчими пристроями, а також пристрій для дискретного протягування стрічки з термопластичної плівки, що має досить складну конструкцію. Відомі пристрої-автомати потребують використання складних електронних системи керування, які забезпечують синхронізовану роботу всі х пристроїв, що входять до їх складу, так як від цього залежить якість герметизації отриманих пакетів. Таким, чином відомі пристроїавтомати, що призначені для формування, наповнення і герметизації пакетів з термопластичної плівки, є досить складним обладнанням, що мають високу собівартість. Найбільш близьким аналогом до пристрою, що заявляється, є відомий пристрій для формування, наповнення і герметизації пакетів з термопластичної плівки [за патентом СРСР №1431669, М.кл. В65В9/00, опублікований 15.10.88 в бюл. №38]. Відомий пристрій є пристроєм-автоматом для подавання стрічки термопластичної плівки, пристрій для формування рукава, пристрій для протягування останнього з натягом, живильну тр убу і пристрій для герметизації рукава с утворенням пакетів, до складу якого входять пристрій для утворення по довжнього шва, пристрій для утворення поперечного шва і відрізування пакетів, привідний пристрій, що кінематично з'єднаний з вказаними механізмами, а також пристрій для дискретного протягування стрічки з її натягуванням, який розташований між пристроєм для подавання плівки і формування рукава і який включає пару паралельно розташованих роликів, з'єднаних між собою за допомогою зубчатої передачі, причому один з роликів за допомогою муфти зчеплення з'єднаний з привідним пристроєм для протягування рукава. Даний пристрій-автомат також потребує використання складних електронних систем керування для забезпечення синхронізованої роботи всіх пристроїв, що входять до його складу. Спільними ознаками найближчого аналога і пристрою, що заявляється є «Пристрій для формування, наповнення і герметизація пакетів з термопластичної плівки, що містить пристрій для подавання термопластичної плівки, пристрій для формування рукава, живильну трубу, пристрій для утворення подовжнього шва, пристрій для утворення поперечного шва і відрізування пакетів, а також привідний пристрій, що кінематично з'єднаний з пристроєм для утворення подовжнього шва та пристроєм для утворення поперечного шва і відрізування пакетів». Відомий пристрій має досить складну конструкцію і дорого коштує, тому його використання в малих підприємствах, які займаються пакуванням невеликих партій матеріалів і штучних товарів паралелепіпедної форми, є економічно невигідним. Крім того, відомий пристрій містить живильну трубу круглої форми, що дозволяє пакувати в пакети із термопластичної плівки сипучі продукти і не може бути використано для пакування в пакети із плівки різних штучних товарів паралелепіпедної форми з забезпеченням їх компактного укладання у сформовані пакети. У випадку, коли мале підприємство або організація має потребу періодично пакувати в пакети як сипучі матеріали, так і штучні товари паралелепіпедної форми, то йому буде потрібно мати два пристрої для герметичного пакування в плівку: один - для пакування сипучих продуктів і другий для компактного пакування штучни х товарів. Періодичне використання двох пристроїв в малому підприємстві для пакування двох вищезазначених видів товарів збільшує виробничі затрати підприємства і потребує додаткової площі для установки другого пристрою. Технічною задачею корисної моделі, що заявляється, є створення пристрою-напівавтомату для 5 26604 формування, наповнення і герметизації пакетів з термопластичної плівки, в якому шляхом використання педального привідного пристрою, який кінематично з'єднаний з пристроєм для утворення подовжнього шва і пристроєм для утворення поперечного шва і відрізання пакетів за допомогою виконавчого поворотного вала и системи важелів, досягається проста і надійна в роботі конструкції, яка забезпечує низьку собівартість пристроюнапівавтомату. Поставлена задача досягається за допомогою пристрою для формування, наповнення і герметизація пакетів з термопластичної плівки, що містить пристрій для подавання термопластичної плівки, пристрій для формування рукава, живильну трубу, пристрій для утворення подовжнього шва, пристрій для утворення поперечного шва і відрізування пакетів, а також привідний пристрій, що кінематично з'єднаний з пристроєм для утворення подовжнього шва та пристроєм для утворення поперечного шва і відрізування пакетів, який відрізняється тим, що приводний пристрій виконаний як педальний привід зі зворотною пружиною і з, принаймні однією, привідною педаллю, яка жорстко з'єднана з горизонтальною поворотною віссю педального приводу, розташованого в нижній частині пристрою, а також віддалений від педального приводу і розташований над ним виконавчий горизонтальний поворотний вал, при цьому, горизонтальна поворотна вісь педального приводу кінематично з'єднана з виконавчим горизонтальним поворотним валом за допомогою жорсткої привідної тяги, кінці якої шарнірно з'єднані з двома радіальними важелями, один з яких жорстко закріплений на горизонтальній поворотній осі педального приводу, а інший - на виконавчому горизонтальному поворотному валу, при цьому виконавчий горизонтальний поворотний вал також містить жорстко з'єднані з ним виконавчі радіальні важелі, вільні кінці яких шарнірно з'єднані з проміжними важелями, які кінематично з'єднані з пристроєм для утворення подовжнього шва і пристроєм для утворення поперечного шва і відрізування пакетів. Використання вказаної сукупності ознак дозволяє створити пристрій для формування, наповнення і герметизації пакетів з термопластичної плівки, який не потребує використання електричних приводів та складних електронних систем керування, для забезпечення синхронізованої роботи всі х пристроїв і механізмів, що входять до його складу, а також складних механічних систем, що містять зубчаті передачі. Пристрій, що заявляється, працює як пристрій-напівавтомат, в якому пристрій для утворення подовжнього шва, пристрій для утворення поперечного шва і відрізування пакетів працюють синхронізовано при натисканні оператором на педаль. Переміщення стрічки термопластичної плівки здійснюється оператором вручн у. Отже, використання вказаної сукупності ознак пристрою, що заявляється, дозволяє отримати технічний результат, який полягає в забезпеченні простоти його конструкції і надійності в роботі, завдяки чого досягається низька собівартість тако 6 го пристрою при забезпеченні високої якості герметизації отриманих пакетів. Привідна тяга може містити пристрої регулювання її довжини. Це зменшує вимоги до точності виконання її розмірів, а також в разі потреби дає змогу регулювати хід педального приводу для забезпечення надійної роботи пристрою. Також один або декілька проміжних важелів, або одночасно привідна тяга і всі проміжні важелі можуть містити пристрої регулювання їх довжини. Це зменшує вимоги до точності їх виконання і дозволяє здійснювати необхідне юстирування кінематичних ланок, що з'єдн ують педальний привід з пристроєм для утворення подовжнього шва і пристроєм для утворення поперечного шва і відрізування пакетів. Пристрої регулювання довжини жорсткої привідної тяги та пристрої регулювання довжини проміжних важелів виконані як різьбові з'єднання, які утворюють між собою окремі частини жорсткої привідної тяги або окремі частини проміжних важелів, відповідно. Таке виконання вказаних пристроїв регулювання є найбільш конструктивно простим і забезпечується простими технологічними операціями, які не потребують значних витрат. Важіль виконавчого поворотного вала, який кінематично з'єднаний з привідною жорсткою тягою, виконаний як куліса, в пазу якої розміщений з можливістю переміщення підшипник, установлений на жорсткій осі, яка закріплена на привідній жорсткій тязі, при цьому у ви хідному положенні педального приводу вказаний важіль напрямлений похило вгору, а в кінці робочого ходу педального привода цей важіль напрямлений похило вниз. Завдяки такому конструктивному виконанню важеля виконавчого поворотного вала під час холостого ходу педального привода (під час якого механізм для утворення подовжнього шва і механізм для утворення поперечного шва і відрізування пакетів наближаються до своєї робочої позиції зварювання) і його робочого ходу (під час якого пристрої для утворення поперечного шва і відрізування пакетів притискаються з певним зусиллям до плівки для зварювання пакетів та їх відрізання) виконавчий поворотний вал повертається на незначний кут. При цьому, внаслідок майже миттєвого переміщення підшипника і жорсткої привідної тяги вздовж куліси під час переходу її у похиле положення вниз у кінці робочого ходу забезпечується значне зростання крутного моменту, що створює на виконавчому поворотному валу з усилля привідної тяги педального приводу в кінці робочого ходу останнього, за рахунок значного збільшення плеча, на яке діє це зусилля. Це полегшує роботу оператора, який обслуговує пристрій, так як йому не потрібно докладати значного зусилля на педальний привід щоб забезпечити необхідне зусилля на пристроях для формування подовжнього і поперечних швів і відрізання пакетів. Один проміжний важіль, декілька або всі проміжні важелі можуть бути шарнірно з'єднані з виконавчим горизонтальними поворотним валом за допомогою сферичних підшипників. Використання сферичних підшипників у з'єднаннях важелів робить ці з'єднання більш рухомими у різних напрям 7 26604 ках і завдяки цього зменшує тертя під час роботи пристрою, тим самим підвищує його надійність. На кінці жорсткої привідної тяги, який з'єднаний з важелем виконавчого поворотного вала, з боку її торця виконаний відкритий паз, в якому розміщені з гарантованими бічними зазорами вказаний підшипник жорсткої привідної тяги і охоплююча цей підшипник частина куліси. Таке виконання є найбільш конструктивно простим і забезпечує надійну роботу з'єднання, утворену кулісою і приводною тягою, так як при цьому досягається надійне центрування і утримування підшипника приводної тяги в пазу куліси. Привідна тяга, яка з'єднує виконавчий вал з приводом привода для утворення подовжнього шва, містить дві частини, що утворюють між собою телескопічне з'єднання і які взаємодіють між собою через пружину стиснення, установлену між цими частинами. Таке конструктивне виконання забезпечує досягнення оптимального зусилля притискання пристрою для утворення подовжнього шва до плівки під час роботи пристрою, яке не перевищує допустиме значення, а отже гарантує отримання якісного подовжнього шва термопластичної плівки. Крім того таке виконання дозволяє оператору керувати роботою двох пристроїв: пристрою для утворення подовжнього шва та пристрою для утворення поперечного шва і відрізування пакетів одночасно - лише шляхом натискання на педаль привідного пристрою. Пристрій для утворення поперечного шва містить парні контактні нагрівальні елементи, які виконані з можливістю їх сумісного примусового переміщення відносно елемента відрізання пакетів, після примусового стулення цих нагрівальних елементів. Це дозволяє відрізати сформовані і наповнені пакети відразу після їх герметизації під час одного робочого ходу педального привода. Пристрій для формування рукава і живильна труба виконані як знімний вузол, який змонтований на відповідному місці кріплення за допомогою різьбових з'єднань. Це дозволяє в разі потреби змінювати пристрій для формування рукава і живильну трубу на інші, що мають інший розмір або іншу форму поперечного перетину. Пристрій для формування рукава і живильна труба мають у поперечному перетині круглу форму. Це є одним із конструктивних виконань зазначених пристроїв. Пристрій для формування рукава і живильна труба мають у поперечному перетині прямокутну форму. Це є др угим конструктивним виконанням зазначених пристроїв, яке дозволяє компактно пакувати у плівку штучні товари паралелепіпедної форми. Більш детально пристрій, що заявляється, описаний нижче з посиланням на креслення Фіг.1Фіг.8, що додаються. На Фіг.1 зображений пристрій для формування, наповнення і герметизації пакетів з термопластичної плівки, у якого пристрій для формування рукава і живильна труба мають у поперечному перетині круглу форму, загальний вигляд спереду; на Фіг.2 - те ж саме, вигляд зліва; 8 на Фіг.3 - вид зліва пристрою, що заявляється, у якого пристрій для формування рукава і живильна труба мають у поперечному перетині прямокутну форму; на Фіг.4 - поперечний перетин А-А на Фіг.3; на Фіг.5 - виконавчий горизонтальний поворотний вал з жорстко з'єднаними з ним виконавчими радіальними важелями і місця шарнірних з'єднань цих важелів з приводною тягою і проміжними важелями, вигляд зверху; на Фіг.6 - поперечний перетин через важіль виконавчого горизонтального поворотного вала, що виконаний як куліса, в пазу якої розміщений підшипник, який встановлений на жорсткій осі, закріпленій на верхньому кінці жорсткої привідної тяги; на Фіг.7 - пристрій утворення подовжнього шва, вигляд зверху; на Фіг.8 - пристрій для утворення поперечного шва і відрізування пакетів на вигляді зверху з частковим розтином. Пристрій, що заявляється (див. Фіг.1-3), містить раму 1, на якій встановлені пристрій для подавання стрічки термопластичної плівки 2, який включає рулонотримач 3, що утримує р улон 4 термопластичної плівки, і вал 5, який опирається на підшипники 6, а також натяжний і напрямний валики 7 і 8. На рамі 1 також змонтовані за допомогою різьбових з'єднань на вертикальних стояках 9 пристрій 10 для формування рукава і живильна труба 11, які з'єднані між собою як один знімний вузол. Пристрій 10 для формування рукава і живильна труба 11 можуть мати у поперечному перетині круглу форму (див. Фіг.1, 2 і 7) або прямокутну форму (див. Фіг.3 і 4). Пристрій для формування, наповнення і герметизації пакетів з термопластичної плівки може бути постачений у комплекті з додатковим знімним вузлом, утвореним пристроєм 10 для формування рукава і живильною трубою 11, які у поперечному перетині мають іншу форму ніж форма пристрою 10 і живильної труби 11, які змонтовані на вертикальних стояках 9. Цей додатковий знімний вузол може бути встановлений на пристрої після демонтажу аналогічного функціонального вузла з метою використання пристрою для пакування у герметичні пакеті з термопластичної плівки штучни х товарів паралелепіпедної форми. На рамі 1 також змонтовані зварювальний герметизуючий пристрій 12 для утворення подовжнього шва та пристрій для утворення поперечного шва і відрізування пакетів, який складається з двох горизонтальних зварювальних герметизуючих вузлів 13 і 14, що знаходяться під нижнім кінцем живильної труби 11 (див. Фіг.1 і 2). Кожний з вузлів 13 і 14 закріплений на двох жорстких гойдалках, відповідно 15,16 і 17,18. На нижній частині рами 1 змонтований привідний пристрій 19, який виконаний як педальний привід з, принаймні, однією привідною педаллю 20, яка жорстко з'єднана з горизонтальною поворотною віссю 21 педального приводу. Педальний привід також містить нефакультативну педаль 22, яка служить як опора для ніг оператора. Горизонтальна поворотна вісь 21 педального приводу кінематично з'єднана з розташованим над 9 26604 нею і віддаленим від педального приводу виконавчим горизонтальним поворотним валом 23 за допомогою жорсткої привідної тяги 24. Нижній кінець привідної тяги 24 шарнірно з'єднаний за допомогою осі 25 з важелем 26, який жорстко закріплений на поворотній осі 21 педального приводу, а верхній кінець привідної тяги шарнірно з'єднаний з важелем 27 за допомогою підшипника 28, встановленому на осі 29, закріпленій на тязі 24. Важіль 27 жорстко з'єднаний з валом 23 і виконаний як куліса (див. Фіг.5 і 6), що містить закритий паз 30, а на кінці привідної тяги 24, що з'єднаний з важелем 27, з боку її торця виконаний відкритий паз 31, в якому розміщені з гарантованими бічними зазорами підшипник 28, що встановлений у пазу 30 куліси, і охоплююча цей підшипник частина куліси (якою є частина важеля 27). На привідній тязі 24 закріплений один кінець зворотної пружини 32 педального приводу (див. Фіг.2 і 3), верхній кінець якої закріпленій на рамі 1. Зворотна пружина 32 служить для повернення педального приводу і виконавчого горизонтального поворотного вала 23 у вихідне положення. У вихідному положенні важіль 27 займає положення напрямлене похило вгору (див. Фіг.6), а в кінці робочого ходу педального приводу цей важіль напрямлений похило вниз (друге положення зображене на Фіг.6 пунктирними лініями). Виконавчий горизонтальний поворотний вал 23 також містить жорстко з'єднані з ним виконавчі радіальні важелі 33, 34, 35, 36 і 37, вільні кінці яких за допомогою сферичних підшипників 38 з'єднані з проміжними важелями, відповідно 39, 40, 41, 42 і 43. Проміжні важелі 39 і 40 з'єднані з вузлом 13 пристрою для утворення поперечного шва і відрізування пакетів, а проміжні важелі 41 і 42 шарнірно з'єднані з вузлом 14 цього пристрою. Проміжний важіль 43 кінематично з'єднаний з пристроєм 12 для утворення подовжнього шва, за допомогою шарнірно з'єднаного з ним хитного важеля 44, встановленого на нерухомій осі 45 (див. Фіг.2), який другим кінцем шарнірно з'єднаний за допомогою сферичного шарніра з проміжним тяговим важелем 46, вільний кінець якого має вушко 47 (див. Фіг.7), яке надіте на вертикальний палець 48, що закріплений на поворотному тримачі 49 пристрою 12. Проміжний важіль 43 містить дві частини 50 і 51 (див. Фіг.2), що утворюють між собою телескопічне з'єднання і які взаємодіють між собою через пружину стиснення 52, установлену між цими частинами (див. Фіг.1 і 2). Привідна тяга 24, а також проміжні важелі 39, 40, 41, 42, 43 та 46 містять пристрої регулювання їх довжини, що виконані як різьбові з'єднання, які утворюють між собою окремі частини привідної тяги або окремі частини проміжних важелів, відповідно. Пристрій 12 містить вертикально розташований нагрівальний елемент. Вузли 13 і 14 пристрою для утворення поперечного шва містять по два парні контактні нагрівальні елементи, які розташовані з проміжками один над одним. В проміжку між нагрівальними 10 елементами вузла 14 (див. Фіг.8) розміщений елемент 53 відрізання пакетів 54, який виконаний як плоский ніж, що закріплений на опорній деталі 55 вузла 14. Нагрівальні елементи вузла 14 закріплені на підпружиненому пружиною 56 штоку 57. Величина проміжку між нагрівальними елементами у вузлі 13 забезпечує вільне переміщення в нього елемента 53 під час відрізування пакетів. Спереду рами 1 на плиті 58 закріплений за допомогою затискного гвинта 59 регульований за висотою стіл 60, який служить як опора для завантажених пакетів. В нижній частині живильної труби можуть бути закріплені два металеві вуса 61, які розтягують сформований рукав на всю його ширину для забезпечення зближення його сторін перед надходженням у проміжок між вузлами 13 і 14 пристрою для формування поперечного шва і відрізування. Пристрій, що заявляється, працює наступним чином. Після заправлення стрічки термопластичної плівки через валки 7 і 8 та в пристрій 10 для формування рукава оператор здійснюється зварювання плівки в рукав за допомогою пристрою 12 шляхом натискання ногою на педаль 20, при цьому тяга створює крутний момент на валу 23, який повертає його проти часової стрілки відносно площини креслення Фіг.2. Одночасно повертаються на певний кут усі радіальні важелі 33 - 37, що закріплені на валу 23, приводячи в рух шарнірно з'єднані з ними відповідні проміжні важелі 39-43, які кінематично з'єднані з пристроєм 12 для утворення подовжнього шва та вузлами 13 і 14 пристрою для утворення поперечного шва і відрізування пакетів. Передача зусилля від вала 23 до пристрою 12 для утворення подовжнього шва здійснюється через кінематичний ланцюг: важіль 37 - проміжний важіль 43 - хитний важіль 44 - тяговий важіль 46 і поворотний тримач 49, на якому закріплений пристрій 12. Завдяки зусиллю пружини 50 забезпечується потрібне зусилля притискання нагрівального елемента пристрою 12 до сформованого рукава термопластичної плівки для забезпечення отримання якісного герметичного шва. Після доведення педалі 19 до упора у її нижньому положенні оператор знімає ногу з педалі 20, при цьому зворотна пружина 29 повертає педальний пристрій 19 разом з привідним валом 23 і пристроєм для утворення подовжнього шва та пристроєм для утворення поперечного шва і відрізування пакетів у їх вихідне положення. При цьому пристрій 12 відходить від рукава на певну початкову відстань. Вузли 13 і 14 також повертаються у їх вихідне положення, в якому вони знаходяться на значній відстані один від одного. Після цього оператор протягує вр учн у нижній кінець сформованого рукава термопластичної плівки у проміжок між вузлами 13 і 14 нижче вертикального положення цих вузлів. Після завершення протягування рукава до зазначеного положення оператор натискає ногою на робочу педаль 20 педального приводу. При цьому пристрій 12, завдяки переданому йому зусиллю від важеля 37 привідного вала через систему проміжних важелів 11 26604 43, 44, 46 і поворотний тримач, притискається до сформованого рукава термопластичної плівки, герметично зварюючи його плівку на новій вертикальній ділянці рукава. При цьому вузли 13 і 14 пристрою наближаються один до одного, затискаючи між собою рукав термопластичної плівки з утворенням двох поперечних швів. Після примусового стулення вузлів 13 і 14, в кінці робочого ходу педального приводу привідний важіль 27 вала 23 займає нахилене донизу положення, внаслідок чого підшипник 28 переміщається уздовж паза 30 куліси, збільшуючи величину плеча від L1 до L2, на яке діє зусилля тяги 24, при цьому також збільшується зусилля, з яким притискаються один до одного вузли 13 і 14, і їх стулені парні нагрівальні елементи забезпечують утворення двійного герметичного поперечного шва на рукаві. Так як зусилля від проміжних важелів 41 і 42 передається на вузол 14 через деталь 55 (див. Фіг.9), то після зближення вузлів 13 і 14 під дією зростаючого зусилля, яке передається від вала 23 на вузли 13 і 14 через відповідні проміжні важелі, пружина 56 починає стискатися і ніж 53 переміщається відносно стулених вузлів 13 і 14, відрізаючи нижню частину р укава і формуючи герметичне дно пакета. 12 Після формування дна першого пакета оператор протягує рукав до торкання дна зформованого пакета поверхні стола 58, після чого через живильну трубу завантажується певна кількість продуктів або товарів. Наповнений пакет герметизується шляхом натисканням оператором привідної педалі 20 до упора. При цьому пристрій 12 формує нову ділянку герметичного рукава, а вузли 13 і 14 формують два поперечних герметичних шва: вер хнього шва наповненого пакета і нижнього дна наступного пакета, і в кінці робочого ходу педалі 20 ніж відрізає наповнений герметичний пакет 54. Після відрізання наповнений пакет знаходиться на поверхні стола 58. Після звільнення стола від наповненого пакета оператор протягує рукав до торкання дна сформованого наступного пакета з поверхнею стола 58, після чого через живильну трубу завантажується необхідна кількість продуктів або товарів у наступний пакет. Далі цикл формування, наповнення і герметизації пакетів здійснюється аналогічно вище описаному циклу. При цьому герметизація і відрізання наповненого пакета здійснюється одночасно з формуванням подовжнього шва і дна наступного пакета лише за один робочий хід педального приводу. 13 Комп’ютерна в ерстка Н. Лисенко 26604 Підписне 14 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for formation, filling and hermetically sealing packets from thermoplastic film
Автори англійськоюPiddubnyi Yurii Oleksandrovych
Назва патенту російськоюУстройство для формирования, наполнения и герметизации пакетов из термопластической пленки
Автори російськоюПоддубный Юрий Александрович
МПК / Мітки
МПК: B65B 9/00
Мітки: термопластичної, пристрій, наповнення, пакетів, герметизації, плівки, формування
Код посилання
<a href="https://ua.patents.su/7-26604-pristrijj-dlya-formuvannya-napovnennya-i-germetizaci-paketiv-z-termoplastichno-plivki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для формування, наповнення і герметизації пакетів з термопластичної плівки</a>
Пристрій для формування виробів з термопластичної плівки
Номер патенту: 28116
Опубліковано: 16.10.2000
Автори: Литвиненко Олександр Васильович, Свєчкін Юрій Федорович, Смирнова Валентина Семенівна, Литвиненко Володимир Олександрович, Глаголєв Сергій Євгенович, Коваль Микола Іванович
МПК: B29C 51/26
Мітки: пристрій, термопластичної, виробів, плівки, формування
Формула / Реферат:
1. Пристрій для формування виробів з термопластичної плівки, що містить раму, вузол попереднього нагріву, вузол формування, вузол крокового подання плівки, вузол різання, напрямні для плівки, який відрізняється тим, що введені плити згідно з кількістю вузлів і напрямні для плит, при цьому кожний вузол змонтований на окремій плиті, напрямні для плит жорстко закріплені на двох протилежних сторонах рами вздовж всієї її довжини, кожна плита...
Пристрій для виготовлення, наповнення і запечатування пакетів із термосклейного матеріалу
Номер патенту: 60767
Опубліковано: 15.02.2006
Автори: Голованов Сергій Віталійович, Мироненко Віталій Олексійович
МПК: B65B 9/06
Мітки: термосклейного, запечатування, виготовлення, наповнення, пристрій, матеріалу, пакетів
Формула / Реферат:
Гербіцидна композиція включає римсульфурон, тифенсульфурон-метил, поверхнево-активні речовини та інші допоміжні речовини, причому додатково містить нітрат амонію.
Пристрій для виготовлення, наповнення продуктом і запечатування пакетів з термопластичного матеріалу
Номер патенту: 9758
Опубліковано: 15.05.2002
Автори: Гончарова Інесса Василівна, Задворняк Степан Карпович, Кобилюх Богдан Пилипович, Гунька Ігор Йосипович, Яхимович Сергій Володимирович
МПК: B65B 9/06
Мітки: термопластичного, наповнення, запечатування, продуктом, виготовлення, пакетів, пристрій, матеріалу
Формула / Реферат:
Пристрій для виготовлення, наповнення продуктом і запечатування пакетів з термопластичного матеріалу, що містить живильник, об'ємний дозатор з арками, рукавоутворювач з розміщеною в ньому трубою для введення продукту в рукав, яка встановлена під дозатором, механізми для утворення повздовжнього і поперечних швів на рукаві, механізм для протягування рукава, розмотувальний механізм з пристосуванням для нанесення дати і привід з головним...
Пристрій формування пакетів у формі тетраедра з матеріалу, що зварюється
Номер патенту: 8531
Опубліковано: 15.08.2005
Автори: Кіріатов Юрій Станіславович, Марченко Володимир Васильович
МПК: B31B 25/00
Мітки: пакетів, пристрій, тетраедра, форми, формування, зварюється, матеріалу
Формула / Реферат:
Пристрій формування пакетів у формі тетраедра з матеріалу, що зварюється, який містить зварювальні губки із встановленими в них відрізними ножами, які розміщені в горизонтальній площині з можливістю зворотно-поступального переміщення у взаємно перпендикулярних напрямках у цій площині, який відрізняється тим, що кожна зварювальна губка має як мінімум одну V-подібну ділянку з кутом при вершині 90°.
Станок для пневмоформування виробів з термопластичної плівки
Номер патенту: 57313
Опубліковано: 16.05.2005
Автори: Корецька Оксана Валерійовна, Олещенко Всеволод Іванович, Корецький Валерій Анатолійович
МПК: B29C 51/30
Мітки: виробів, термопластичної, плівки, станок, пневмоформування
Формула / Реферат:
Винахід стосується технічної області засобів захисту рослин, які можна...
Попередній патент: Спосіб профілактики виникнення вторинної катаракти після факоемульсифікації
Наступний патент: Тростина ортопедична опорна
Випадковий патент: Пристрій для запресовування костилів