Спосіб прокатки заготовок
Номер патенту: 60030
Опубліковано: 15.09.2003
Автори: Бондарєнко Алєксандр Ніколаєвіч, Шувякова Ірина Володимирівна, Стєблов Анвер Борісовіч, Маточкін Віктор Аркадьєвіч, Тімошпольскій Владімір Ісааковіч, Жучков Сергій Михайлович, Тіщєнко Владімір Андрєєвіч, Рябцев Олєг Вікторовіч, Луценко Владислав Анатолійович, Курбатов Гєннадій Алєксандровіч
Формула / Реферат
1. Спосіб прокатки заготовок, що включає послідовне чорнове, проміжне і чистове формування із злитка в системі трирівчакових калібрів валків прокатного стану, переважно реверсивного, триниткового розкату з різними площами поперечного перерізу кожної з частин, з'єднаних між собою перемичками по ширині, і наступний подовжній поділ заготовок у чистовому калібрі валків прокатного стану шляхом розтягування перемички до розриву і одержання одночасно трьох заготовок, який відрізняється тим, що одержують одночасно три заготовки з різними площами поперечного перерізу, причому площа поперечного перерізу заготовки, одержаної з центральної частини чистового трирівчакового калібра, складає 0,40...0,80 площі поперечного перерізу заготовок, одержаних з кожної із крайніх частин чистового трирівчакового калібра.
2. Спосіб по п. 1, який відрізняється тим, що в процесі чорнового і проміжного формування заготовок із злитка в трирівчакових калібрах валків одержують тринитковий розкат із зменшеною висотою центральної частини відносно висоти його крайніх частин.
3. Спосіб по п. 2, який відрізняється тим, що в процесі чорнового і проміжного формування заготовок із злитка в трирівчакових калібрах валків одержують тринитковий розкат з висотою центральної частини відповідно 0,75...0,90 і 0,85...0,95 відносно висоти його крайніх частин.
Текст
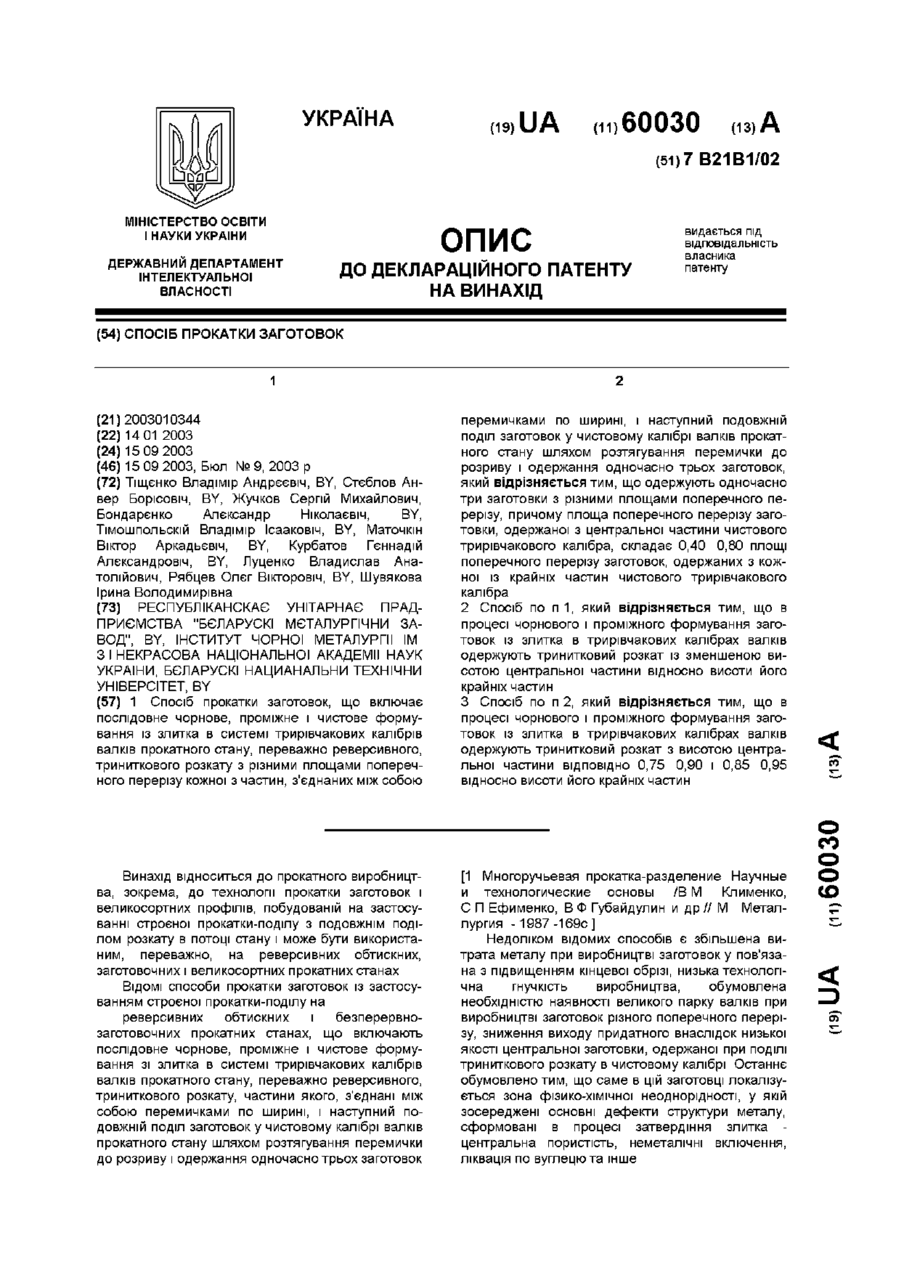
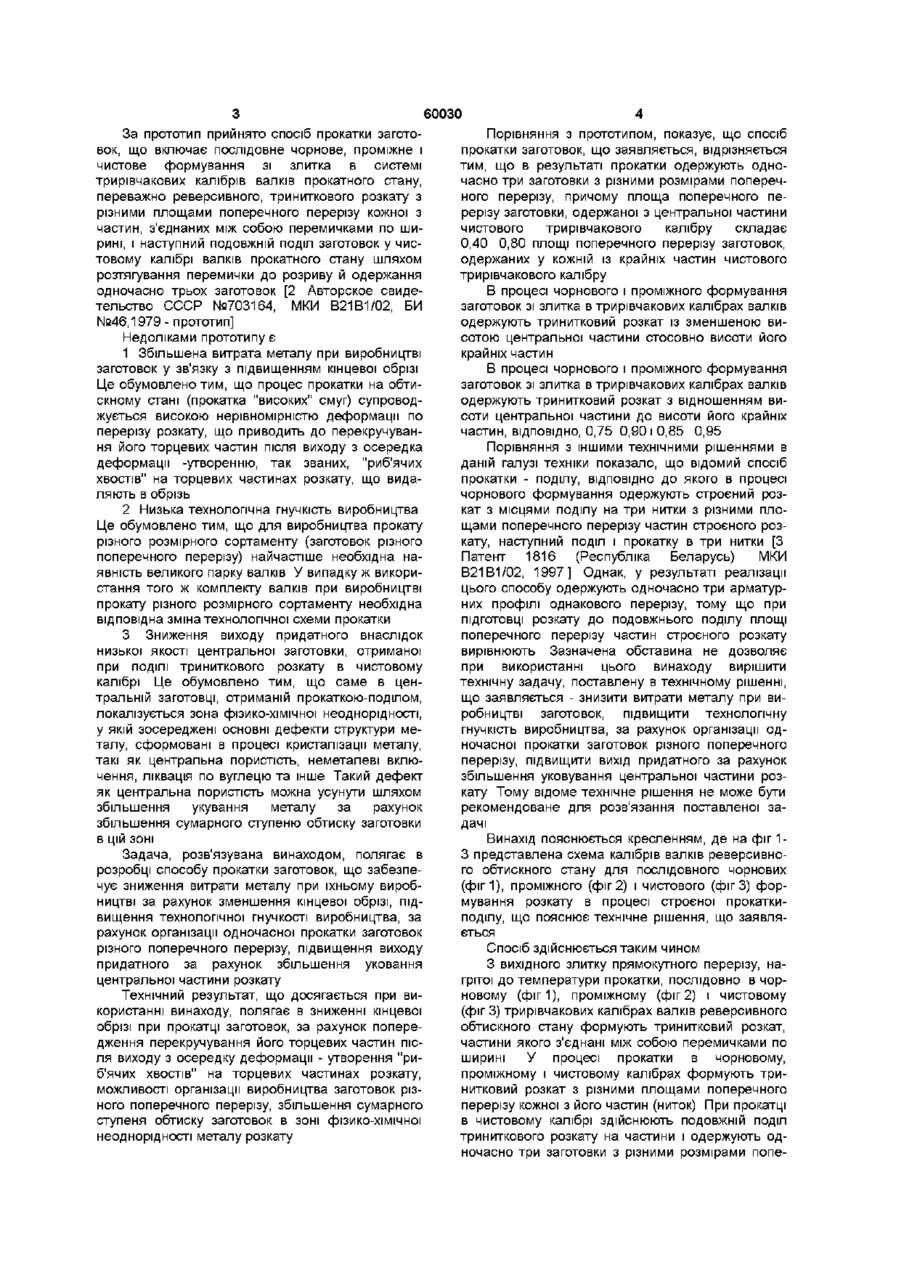
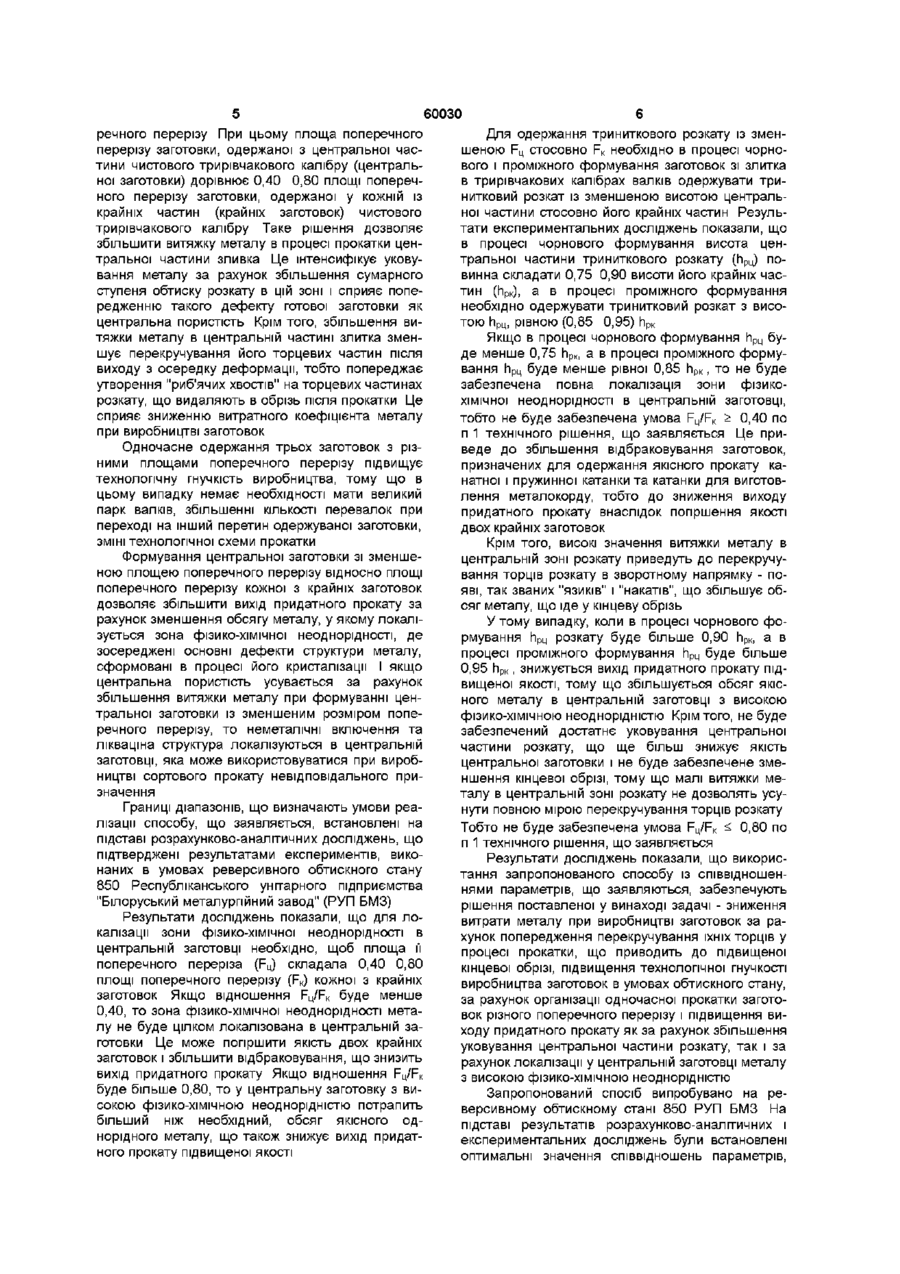
1 Спосіб прокатки заготовок, що включає послідовне чорнове, проміжне і чистове формування із злитка в системі трирівчакових калібрів валків прокатного стану, переважно реверсивного, триниткового розкату з різними площами поперечного перерізу кожної з частин, з'єднаних між собою перемичками по ширині, і наступний подовжній поділ заготовок у чистовому калібрі валків прокатного стану шляхом розтягування перемички до розриву і одержання одночасно трьох заготовок, який відрізняється тим, що одержують одночасно три заготовки з різними площами поперечного перерізу, причому площа поперечного перерізу заготовки, одержаної з центральної частини чистового трирівчакового калібра, складає 0,40 0,80 площі поперечного перерізу заготовок, одержаних з кожної із крайніх частин чистового трирівчакового калібра 2 Спосіб по п 1 , який відрізняється тим, що в процесі чорнового і проміжного формування заготовок із злитка в трирівчакових калібрах валків одержують тринитковий розкат із зменшеною висотою центральної частини відносно висоти його крайніх частин 3 Спосіб по п 2, який відрізняється тим, що в процесі чорнового і проміжного формування заготовок із злитка в трирівчакових калібрах валків одержують тринитковий розкат з висотою центральної частини ВІДПОВІДНО 0,75 0,90 і 0,85 0,95 відносно висоти його крайніх частин О Винахід відноситься до прокатного виробництва, зокрема, до технології прокатки заготовок і великосортних профілів, побудованій на застосуванні строєної прокатки-поділу з подовжнім поділом розкату в потоці стану і може бути використаним, переважно, на реверсивних обтискних, заготовочних і великосортних прокатних станах ВІДОМІ способи прокатки заготовок із застосуванням строєної прокатки-поділу на реверсивних обтискних і безперервнозаготовочних прокатних станах, що включають послідовне чорнове, проміжне і чистове формування зі злитка в системі трирівчакових калібрів валків прокатного стану, переважно реверсивного, триниткового розкату, частини якого, з'єднані між собою перемичками по ширині, і наступний подовжній поділ заготовок у чистовому калібрі валків прокатного стану шляхом розтягування перемички до розриву і одержання одночасно трьох заготовок [1 Многоручьевая прокатка-разделение Научные и технологические основы /В М Клименко, С П Ефименко, В Ф Губайдулин и др // М Металлургия -1987-169с] Недоліком відомих способів є збільшена витрата металу при виробництві заготовок у пов'язана з підвищенням кінцевої обрізі, низька технологічна гнучкість виробництва, обумовлена необхідністю наявності великого парку валків при виробництві заготовок різного поперечного перерізу, зниження виходу придатного внаслідок низької якості центральної заготовки, одержаної при ПОДІЛІ триниткового розкату в чистовому калібрі Останнє обумовлено тим, що саме в цій заготовці локалізується зона фізико-хімічної неоднорідності, у якій зосереджені основні дефекти структури металу, сформовані в процесі затвердіння злитка центральна пористість, неметалІЧНІ включення, ліквація по вуглецю та інше со о о (О 60030 За прототип прийнято спосіб прокатки заготовок, що включає послідовне чорнове, проміжне і чистове формування зі злитка в системі трирівчакових калібрів валків прокатного стану, переважно реверсивного, триниткового розкату з різними площами поперечного перерізу кожної з частин, з'єднаних між собою перемичками по ширині, і наступний подовжній поділ заготовок у чистовому калібрі валків прокатного стану шляхом розтягування перемички до розриву й одержання одночасно трьох заготовок [2 Авторское свидетельство СССР №703164, МКИ В21В1/02, БИ №46,1979 - прототип] Недоліками прототипу є 1 Збільшена витрата металу при виробництві заготовок у зв'язку з підвищенням кінцевої обрізі Це обумовлено тим, що процес прокатки на обтискному стані (прокатка "високих" смуг) супроводжується високою нерівномірністю деформації по перерізу розкату, що приводить до перекручування його торцевих частин після виходу з осередка деформації -утворенню, так званих, "риб'ячих хвостів" на торцевих частинах розкату, що видаляють в обрізь 2 Низька технологічна гнучкість виробництва Це обумовлено тим, що для виробництва прокату різного розмірного сортаменту (заготовок різного поперечного перерізу) найчастіше необхідна наявність великого парку валків У випадку ж використання того ж комплекту валків при виробництві прокату різного розмірного сортаменту необхідна відповідна зміна технологічної схеми прокатки 3 Зниження виходу придатного внаслідок низької якості центральної заготовки, отриманої при ПОДІЛІ триниткового розкату в чистовому калібрі Це обумовлено тим, що саме в центральній заготовці, отриманій прокаткою-поділом, локалізується зона фізико-хімічної неоднорідності, у якій зосереджені основні дефекти структури металу, сформовані в процесі кристалізації металу, такі як центральна пористість, неметалеві включення, ліквація по вуглецю та інше Такий дефект як центральна пористість можна усунути шляхом збільшення укування металу за рахунок збільшення сумарного ступеню обтиску заготовки в цій зоні Задача, розв'язувана винаходом, полягає в розробці способу прокатки заготовок, що забезпечує зниження витрати металу при їхньому виробництві за рахунок зменшення кінцевої обрізі, підвищення технологічної гнучкості виробництва, за рахунок організації одночасної прокатки заготовок різного поперечного перерізу, підвищення виходу придатного за рахунок збільшення уковання центральної частини розкату Технічний результат, що досягається при використанні винаходу, полягає в зниженні кінцевої обрізі при прокатці заготовок, за рахунок попередження перекручування його торцевих частин після виходу з осередку деформації - утворення "риб'ячих хвостів" на торцевих частинах розкату, можливості організації виробництва заготовок різного поперечного перерізу, збільшення сумарного ступеня обтиску заготовок в зоні фізико-хімічної неоднорідності металу розкату Порівняння з прототипом, показує, що спосіб прокатки заготовок, що заявляється, відрізняється тим, що в результаті прокатки одержують одночасно три заготовки з різними розмірами поперечного перерізу, причому площа поперечного перерізу заготовки, одержаної з центральної частини чистового трирівчакового калібру складає 0,40 0,80 площі поперечного перерізу заготовок, одержаних у кожній із крайніх частин чистового трирівчакового калібру В процесі чорнового і проміжного формування заготовок зі злитка в трирівчакових калібрах валків одержують тринитковий розкат із зменшеною висотою центральної частини стосовно висоти його крайніх частин В процесі чорнового і проміжного формування заготовок зі злитка в трирівчакових калібрах валків одержують тринитковий розкат з відношенням висоти центральної частини до висоти його крайніх частин, ВІДПОВІДНО, 0,75 0,90 і 0,85 0,95 Порівняння з іншими технічними рішеннями в даній галузі техніки показало, що відомий спосіб прокатки - поділу, ВІДПОВІДНО ДО ЯКОГО В процесі чорнового формування одержують строєний розкат з місцями поділу на три нитки з різними площами поперечного перерізу частин строєного розкату, наступний поділ і прокатку в три нитки [З Патент 1816 (Республіка Беларусь) МКИ В21В1/02, 1997] Однак, у результаті реалізації цього способу одержують одночасно три арматурних профілі однакового перерізу, тому що при ПІДГОТОВЦІ розкату до подовжнього поділу площі поперечного перерізу частин строєного розкату вирівнюють Зазначена обставина не дозволяє при використанні цього винаходу вирішити технічну задачу, поставлену в технічному рішенні, що заявляється - знизити витрати металу при виробництві заготовок, підвищити технологічну гнучкість виробництва, за рахунок організації одночасної прокатки заготовок різного поперечного перерізу, підвищити вихід придатного за рахунок збільшення уковування центральної частини розкату Тому відоме технічне рішення не може бути рекомендоване для розв'язання поставленої задачі Винахід пояснюється кресленням, де на фіг 13 представлена схема калібрів валків реверсивного обтискного стану для послідовного чорнових (фиг 1), проміжного (фіг 2) і чистового (фігЗ) формування розкату в процесі строєної прокаткиподілу, що пояснює технічне рішення, що заявляється Спосіб здійснюється таким чином З вихідного злитку прямокутного перерізу, нагрітої до температури прокатки, послідовно в чорновому (фіг 1), проміжному (фіг 2) і чистовому (фіг 3) трирівчакових калібрах валків реверсивного обтискного стану формують тринитковий розкат, частини якого з'єднані між собою перемичками по ширині У процесі прокатки в чорновому, проміжному і чистовому калібрах формують тринитковий розкат з різними площами поперечного перерізу кожної з його частин (ниток) При прокатці в чистовому калібрі здійснюють подовжній поділ триниткового розкату на частини і одержують одночасно три заготовки з різними розмірами попе 60030 речного перерізу При цьому площа поперечного Для одержання триниткового розкату із зменперерізу заготовки, одержаної з центральної часшеною Fu стосовно FK необхідно в процесі чорнотини чистового трирівчакового калібру (центральвого і проміжного формування заготовок зі злитка ної заготовки) дорівнює 0,40 0,80 площі поперечв трирівчакових калібрах валків одержувати триного перерізу заготовки, одержаної у кожній із нитковий розкат із зменшеною висотою централькрайніх частин (крайніх заготовок) чистового ної частини стосовно його крайніх частин Результрирівчакового калібру Таке рішення дозволяє тати експериментальних досліджень показали, що збільшити витяжку металу в процесі прокатки ценв процесі чорнового формування висота центральної частини зливка Це інтенсифікує уковутральної частини триниткового розкату (прц) повання металу за рахунок збільшення сумарного винна складати 0,75 0,90 висоти його крайніх часступеня обтиску розкату в цій зоні і сприяє попетин (гірк), а в процесі проміжного формування редженню такого дефекту готової заготовки як необхідно одержувати тринитковий розкат з висоцентральна пористість Крім того, збільшення витою Прц, рівною (0,85 0,95) п р к тяжки металу в центральній частині злитка зменЯкщо в процесі чорнового формування п р ц бушує перекручування його торцевих частин після де менше 0,75 Прк, а в процесі проміжного формувиходу з осередку деформації, тобто попереджає вання П ц буде менше рівної 0,85 п р к , то не буде р утворення "риб'ячих хвостів" на торцевих частинах забезпечена повна локалізація зони фізикорозкату, що видаляють в обрізь після прокатки Це ХІМІЧНОІ неоднорідності в центральній заготовці, сприяє зниженню витратного коефіцієнта металу тобто не буде забезпечена умова FU/FK s 0,40 по при виробництві заготовок п 1 технічного рішення, що заявляється Це приОдночасне одержання трьох заготовок з різними площами поперечного перерізу підвищує технологічну гнучкість виробництва, тому що в цьому випадку немає необхідності мати великий парк валків, збільшенні КІЛЬКОСТІ перевалок при переході на інший перетин одержуваної заготовки, ЗМІНІ технологічної схеми прокатки Формування центральної заготовки зі зменшеною площею поперечного перерізу відносно площі поперечного перерізу кожної з крайніх заготовок дозволяє збільшити вихід придатного прокату за рахунок зменшення обсягу металу, у якому локалізується зона фізико-хімічної неоднорідності, де зосереджені основні дефекти структури металу, сформовані в процесі його кристалізації І якщо центральна пористість усувається за рахунок збільшення витяжки металу при формуванні центральної заготовки із зменшеним розміром поперечного перерізу, то неметалІЧНІ включення та лікваціна структура локалізуються в центральній заготовці, яка може використовуватися при виробництві сортового прокату невідповідального призначення Границі діапазонів, що визначають умови реалізації способу, що заявляється, встановлені на підставі розрахунково-аналітичних досліджень, що підтверджені результатами експериментів, виконаних в умовах реверсивного обтискного стану 850 Республіканського унітарного підприємства "Білоруський металургійний завод" (РУП БМЗ) Результати досліджень показали, що для локалізації зони фізико-хімічної неоднорідності в центральній заготовці необхідно, щоб площа її поперечного переріза (Fu) складала 0,40 0,80 площі поперечного перерізу (FK) кожної з крайніх заготовок Якщо відношення FU/FK буде менше 0,40, то зона фізико-хімічної неоднорідності металу не буде цілком локалізована в центральній заготовки Це може погіршити якість двох крайніх заготовок і збільшити відбраковування, що знизить вихід придатного прокату Якщо відношення FU/FK буде більше 0,80, то у центральну заготовку з високою фізико-хімічною неоднорідністю потрапить більший ніж необхідний, обсяг якісного однорідного металу, що також знижує вихід придатного прокату підвищеної якості веде до збільшення відбраковування заготовок, призначених для одержання якісного прокату канатної і пружинної катанки та катанки для виготовлення металокорду, тобто до зниження виходу придатного прокату внаслідок погіршення якості двох крайніх заготовок Крім того, високі значення витяжки металу в центральній зоні розкату приведуть до перекручування торців розкату в зворотному напрямку - появі, так званих "язиків" і "накатів", що збільшує обсяг металу, що іде у кінцеву обрізь Утому випадку, коли в процесі чорнового формування hpU розкату буде більше 0,90 прк, а в процесі проміжного формування п р ц буде більше 0,95 Прк, знижується вихід придатного прокату підвищеної якості, тому що збільшується обсяг якісного металу в центральній заготовці з високою фізико-хімічною неоднорідністю Крім того, не буде забезпечений достатнє уковування центральної частини розкату, що ще більш знижує якість центральної заготовки і не буде забезпечене зменшення кінцевої обрізі, тому що малі витяжки металу в центральній зоні розкату не дозволять усунути повною мірою перекручування торців розкату Тобто не буде забезпечена умова FU/FK £ 0,80 по п 1 технічного рішення, що заявляється Результати досліджень показали, що використання запропонованого способу із співвідношеннями параметрів, що заявляються, забезпечують рішення поставленої у винаході задачі - зниження витрати металу при виробництві заготовок за рахунок попередження перекручування їхніх торців у процесі прокатки, що приводить до підвищеної кінцевої обрізі, підвищення технологічної гнучкості виробництва заготовок в умовах обтискного стану, за рахунок організації одночасної прокатки заготовок різного поперечного перерізу і підвищення виходу придатного прокату як за рахунок збільшення уковування центральної частини розкату, так і за рахунок локалізації у центральній заготовці металу з високою фізико-хімічною неоднорідністю Запропонований спосіб випробувано на реверсивному обтискному стані 850 РУП БМЗ На підставі результатів розрахунково-аналітичних і експериментальних досліджень були встановлені оптимальні значення співвідношень параметрів, 60030 8 фізико-хімічної неоднорідності металу, у якій зосещо заявляються, які визначають умови реалізації реджені основні дефекти його структури, сформоспособу при одночасній прокатці квадратних заговані в процесі кристалізації, у центральній загототовок перерізом 125x125мм і 100x100мм Для цьовці і збільшити уков металу в цій зоні, що го випадку відношення FU/FK повинне складати забезпечує збільшення виходу придатного прока0,64, а відношення hpu/hpK, для умов чорнового і ту проміжного формування ВІДПОВІДНО, 0,80 і 0,86 Реалізація запропонованого способу на ревеРеалізація способу, що заявляється, на інших рсивному обтискному стані 850 РУП БМЗ дозволяє обтискних, заготовочних, великосортних станах вирішити поставлену задачу попередити перекрудає можливість підвищити техніко-економічні покачування торцевих частин розкату після виходу з зники виробництва за рахунок зниження видаткоосередку деформації, що забезпечує зниження вих коефіцієнтів металу при виробництві заготовитрат металу при виробництві заготовок за рахувок, організації гнучкої технології виробництва, нок зменшення обрізі, підвищити технологічну гнуселективного призначення заготовок, що забезпечкість виробництва прокату на стані за рахунок чує можливість, для виробництва металопродукцм організації одночасної прокатки заготовок різних з різними вимогами до показників якості перерізів різного призначення, локалізувати зону U Комп'ютерна верстка Н Лисенко Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for rolling of blanks
Автори англійськоюTischenko Vladimir Andrieievich, Zhuchkov Serhii Mykhailovych, Bondarienko Aleksandr Nikolaievich, Lutsenko Vladyslav Anatoliiovych
Назва патенту російськоюСпособ прокатки заготовок
Автори російськоюТищенко Владимир Андреевич, Жучков Сергей Михайлович, Бондаренко Александр Николаевич, Луценко Владислав Анатольевич
МПК / Мітки
МПК: B21B 1/02
Мітки: заготовок, прокатки, спосіб
Код посилання
<a href="https://ua.patents.su/4-60030-sposib-prokatki-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки заготовок</a>
Спосіб прокатки заготовок
Номер патенту: 6060
Опубліковано: 29.12.1994
Автори: Костюченко Михайло Іванович, Нечепоренко Володимир Андрійович, Тільга Степан Сергійович, Губайдулін Вячеслав Фуатович, Шульгін Григорій Митрофанович, Максаков Анатолій Іванович, Левічев Павло Олексійович, Остапенко Віктор Володимирович
МПК: B21B 1/02
Мітки: заготовок, прокатки, спосіб
Формула / Реферат:
1. Способ прокатки заготовок, включающий последовательное формирование из исходной заготовки в многоручьевых калибрах двухниточного раската, состоящего из разноосных заготовок, соединенных между собой перемычкой, поворот заготовок вокруг их продольных осей в противоположные стороны и продольное разделение раската, отличающийся тем, что, с целью повышения технологичности процесса, смежные грани заготовок двухниточного раската формируют в...
Спосіб прокатки заготовок на обтискних і заготівельних станах

Номер патенту: 7958
Опубліковано: 26.12.1995
Автори: Ємченко Юрій Борисович, Азаров Сергій Іванович, Губайдулін Вячеслав Фуатович, Мінаєв Олександр Анатолійович, Кац Давід Наумович, Альохін Вячеслав Григорович, Альохін Сергій Григорович, Корінь Андрій Олександрович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: станах, спосіб, заготовок, заготівельних, обтискних, прокатки
Формула / Реферат:
Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию заготовки в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15-30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке заготовки с отношением длины дуги контакта к средней ее высоте в последнем пропуске предыдущего ящичного калибра в пределах 0,5-0,8 в первом пропуске...
Спосіб прокатки круглих заготовок
Номер патенту: 7963
Опубліковано: 26.12.1995
Автори: Кукуй Давид Пенхусович, Лам Матвій Маркович, Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович, Левицький Анатолій Петрович, Шум Валентин Борисович
МПК: B21B 1/02
Мітки: круглих, спосіб, заготовок, прокатки
Формула / Реферат:
Способ прокатки круглых заготовок из подката квадратного сечения на двухвалковом реверсивном стане, включающий деформацию раската с получением подготовительного овала, ребрового овала, предчистрвого овала и готового круглого профиля с промежуточными кантовками между пропусками на 90°, отличающийся тем, что подготовительный овал формируют в плоском горизонтальном овальном калибре, ребровой овал формируют в чистовом калибре за счет...
Спосіб редукування литих заготовок
Номер патенту: 37413
Опубліковано: 15.05.2002
Автори: Дубінський Борис Євгенійович, Радушев Олексій Олександрович, Кліменко Владислав Антонович, Омельяненко Микола Іванович, Васекін Андрій Валерійович, Налча Георгій Іванович, Климанчук Владислав Владиславович, Грекова Наталія Нілівна, Шебаніц Едуард Миколайович, Карнаушенко Ніл Андрійович
МПК: B21B 1/38
Мітки: редукування, спосіб, заготовок, литих
Формула / Реферат:
Cпociб редукування литих заготовок на слябінгу з перемінним обтиском горизонтальними і вертикальними валками, який відрізняється тим, що сумарний обтиск вертикальними валками визначають виразомде Вз і bсл - ширина литої заготовки i катаного сляба, мм; - природне (вільне) розширення,...
Спосіб прокатки заготовок на обтискних та заготівельних станах
Номер патенту: 10004
Опубліковано: 30.09.1996
Автори: Шеремет Володимир Олександрович, Кукуй Давид Пенхусович, Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович, Дишковець Генадій Анатольович, Аскерко Григорій Михайлович, Нечепоренко Володимир Андрійович
МПК: B21B 1/02
Мітки: спосіб, обтискних, заготівельних, прокатки, заготовок, станах
Формула / Реферат:
(57) Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию раската в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15 - 30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке раската с отношением его высоты к катающему диаметру последующего калибра более 0,45 в центре дна впадины раската формируют выпуклость высотой...
Попередній патент: Спосіб реклами товарів та послуг в громадському транспорті
Наступний патент: Хемосорбційне покриття для п’єзоелектричних датчиків на амоніак
Випадковий патент: Пристрій для визначення рухомості імплантату