Зварювальна головка
Формула / Реферат
Сварочная головка, содержащая наружное сопло, два неплавяшихся электрода, связанных с приводом поворота и изолированных один от д у- того, а также канал для направления плавящегося электрода, отличающаяся тем, что, с целью повышения производительности наплавки путем интенсификации и стабилизации процесса расплавления присадочного материала до поступления его в сварочную ванну при наплавке изделий типа )ребро), она снабжена приводом вращения плавящегося электрода и внутренним воронкообразным соплом из термостойкого диэлектрического материала, канал для направления плавящегося электрода выполнен в виде отверстий в стенках сопел, оси которых перпендикулярны си головки, один из неплавящихся электродов установлен во внутреннем сопле, внутреннее сопло установлено с кольцевым зазором относительно наружного сопла, а второй неплавящийся электрод установлен в этом кольцевом зазоре, причем его торец расположен в зоне между срезами сопел.
Текст
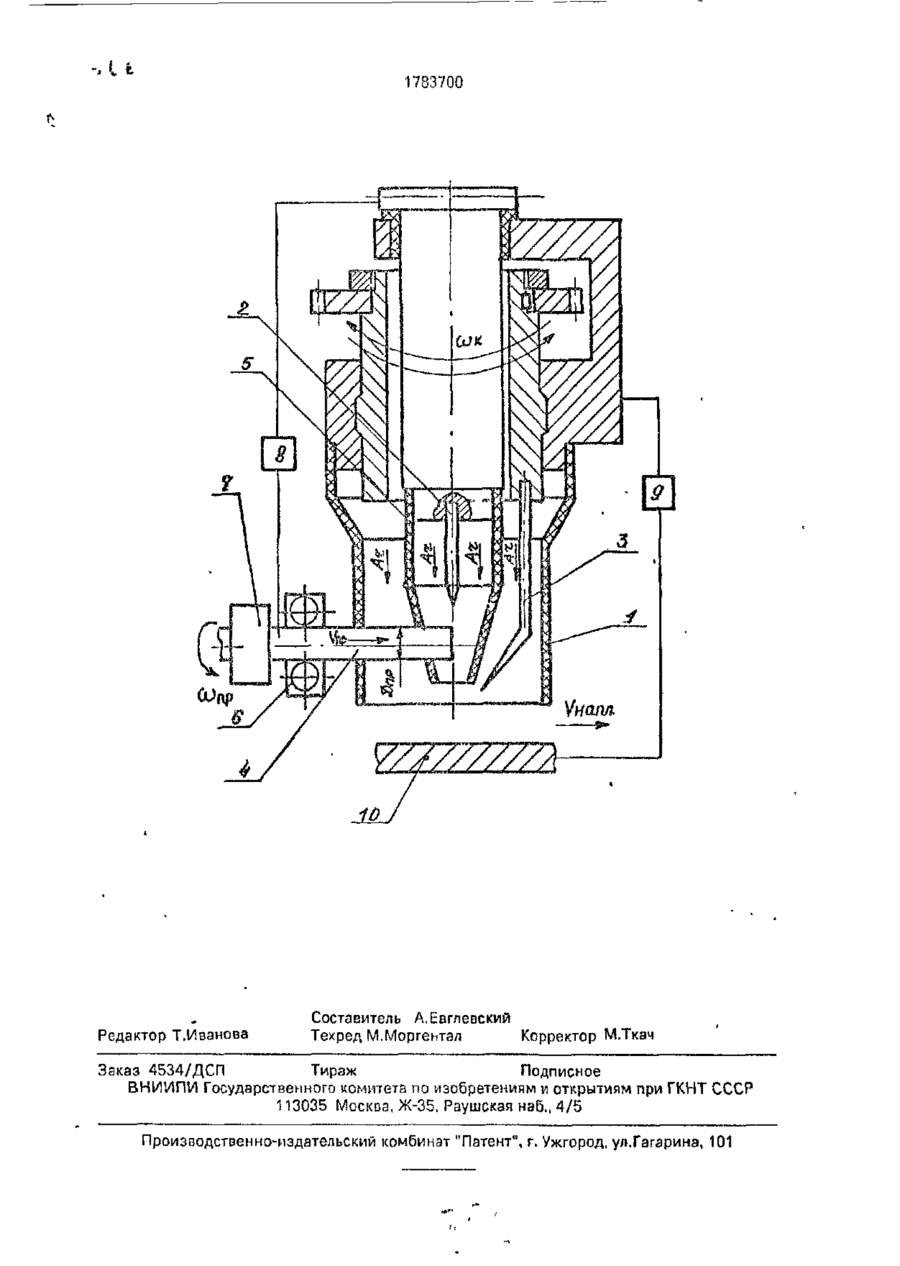
Использование: заготовительное производство, ремонтные работы в транспортном, химическом, энергетическом машиностроении. Наплавка заготовок типа "ребро" преимущественно из сплавов алюминия, титана, нержавеющих сталей. Сущ Изобретение относится к сварочном/ производству и может быть использовано в заготовительном производстве и ремонтных работах в транспортном, химическом, энергетическом и других отраслях машиностроения при наплавке заготовок типа "ребро" преимущественно на тонкое основание из сплавов алюминия, титана, нержавеющих сталей. Известна головка длл электрошлаковой наплавки, содер кащая горелку с механизмом подачи присадочного материала и канал с мундштуком для подачи токоведущеи 47-92 ность изобретения1 головка для наплавки содержит горелку с изолированными друг от друга основным 2 и дополнительным 3 электродами, расположенными внутри сопла 1. Внутреннее сопло 5 расположено соосно с осью горелки. Основной электрод 2 находится внутри сопла 5 камеры, а дополнительный электрод 3 - вне е ю . Дополнительный электрод 3 через шестерню связан с приводом колебания его вокруг оси горелки. Присадочный материал п виде пр/тка расположен перпендикулярно пертикальнои оси сопла 4 гаким образом, что торец прутка находится внутри камеры под концом основного эпрьтрода. Механизм подачи прутка снабжен механизмом вращения 7. Источник питания 9 подсоединен к основному электроду 2 и пругку, источник питания 9 подсоединен к дополнительному электроду 3 и основанию 10 1 ил присадки в злаковую т и н у и пргчода ток-ч к присадочному материалу і іедостато/ головки - неизбежность перегрепа металла основания невозможность наплавки на тонкое осиогание, а в случае снижения перегрева металла основания не обеспечивается гарантировппиоо сплавление наплавленною металла с основанием по всей плоскости сплавления Наиболее близ! ort і предлчгаомол по технической сущности и достигаемому эффекту является сваро шзя головка, содержащая горелку с соплом, снабменную изолированными друг гл яруїа ОСНОЕЗНИМ И 1703700 по меньшей мере одним дополнительным неплавящпмися электродами, дополнительный электрод кинематически сопзан с приводом колебания вокруг вертикальной оси горелки, п механизм подачи присадочного материала. Недостатком такой головки является низкая производиіельность процесса расплавления присадочного материала, поскольку последний поступает D жидкую ванну в холодном состоянии. Повышение производительности возможно только путем увеличения тепловложения в сварочную ванну (увеличение тока), что приводит к перегреву металла ванны и увеличению ее размеров. В результате этого исключается возможность увеличения количества металла, наплавляемого за один проход на тонюе основание. Целью изобретения является повышение производительности наплавки путем интенсификации и стабилизации процесса расплавления присадочного материала до поступления его в сварочную ванну. Поставленная цель достигается тем, что сварочная головка, содержащая наружное сопло, два неплавящихся электрода, связанных с приводом поворота и изолированных один от другого, а также канал для направления плавящегося электрода, согласно изобретению при наплавке изделий типа "ребро" снабжена приводом вращения плавящегося электрода и внутренним воронкообразным соплом 413 термостойкого диэлектрического материала, канал для направления плавящегося электрода выполнен в виде отверстии в стенках сопел, оси которых перпендикулярны оси головки, один из неплавящихся электродов установлен во внутреннем сопле, внутреннее сопло установлено с кольцевым зазором относителычо наружного сопла, а второй ноплавящийся электрод установлен D ЭТОМ кольцевом зазоре, причем его торец расположен в зоне между срезами попел. Предлагаемая головка для сварки, несмотря на известность отдельно взятых признаков - наличие электродов, присадочного материала, выполненного в виде прутка, плавильной камеры, соотеетстсует критерию охраноспособности "существенные отличия", поскольку в целом такая головка в совокупности указанных приобретает новое гпецифическое свойство, не присущее ни одному из известных ранее аналогов, а именно способность обеспечивать высокую производительность поплавки, путем интенсификации и стабилизации процесса расплавления присадочного металла вне сварочной ванны Это достигается тем, что введение плавильной камеры позволяет локализовать тепловое воздействие дуги, снизить потери тепла и, следовательно, увеличить производительность расплавления 5 присадочного металла, а также позволяет защищать дополнительный электрод и основание от забрмзгивания каплями расплавленного прі-ісадоппого металла. Взаимно-перпендикулярное располо10 жеиие электрода и присадочного металла, при котором дуга горит вдоль потоков защитною газа, обеспечивает стабильное горение дуги на всех сварочных токах. Выполнение присадочного материала в ви15 де прутка позволяет значительно увеличивать сварочные токи, и следовательно, производительность расплавления присадочного металла. На чертеже изображен общий вид голо20 вки для наплавки изделий типа "ребро". Сварочная головна содержит наружное сопло 1, иеплавящиеся электроды 2 и 3, связанные с приводом поворота (на чертеже не показан), плавящийся электрод 4, выпол25 пенный в виде прутка, канал для направления плавящегося электрода 4 выполненный в виде отверстий в стенках сопла 1 и внутреннего воронкообразного сопла 5, выполненного из термостойкого 30 диэлектрического материала. Оси этих отверстий перпендикулярны оси головки. Неплавящийся электрод 2 установлен во внутреннем воронкообразном сопле 5, которое установлено с кольцевым зазором от35 носительно наружного сопла 1, а неплавящийся электрод 3 установлен в кольцевом зазоре, причем его торец расположен в зазоре между срезами сопел. Механизм 6 подачи прутка снабжен ме40 ханизмом 7 вращения. Источник питания 8 подсоединен к неплавящемуся электроду 2 и плавящемуся электроду 4. Источник питания 9 подсоединен к неплавящемуся электроду 3 и основанию 10. Головка также 45 снабжена приводами горизонтального и вертикального перемещения (на чертеже не показаны). Головка работает следующим образом. После зажигания одним из известных 50 способов вспомогательной дуги, питаемой источником 9 через электрод 3 и основание 10, включается привод колебания электрода с угловой скоростью й)к. После обработки вспомогательной дугой поверхности на55 плавки на основании 10, зажиіаетея основная дуга через электрод 2 и плавящийся электрод 4 от источника питания 8. Затем включается привод 6 подачи плавящегося электрода 4 со скоростью Vnp, снабженный 1783700 разбрызгивание жидкого металла на осномеханизмом вращения с угловой скоростью вание, а также гарантирует его попадание й>пр. После этого включается привод гориво вспомогательную ванну. При необходизонтального перемещения со скоростью мости производить наплавку изделий типа VHann. В процессе наплавки вспомогательная дуга, создаваемая электродом 3 под- 5 "ребро" малой ширины воронкообразное держивает ванну на основании 10. Под сопло изготавливается специальной формы термическим воздействием основной дуги, С цилиндрической частью малого диаметра создаваемой электродом 2, плавящийся в нижней части воронки. электрод 4 расплавляется. После расплавТаким образом, предложенная головка ления, жидкий металл попадает либо на 10 для наплавки позволяет относительно известенку воронкообразного сопла 5, а оттуда стного решения повысить производительстекает во вспомогательную ванну либо неность расплавления присадочного посредственно во вспомогательную ванну в материала. Головка будет использована для зависимости от диаметра отверстия сопла наплавки на тонкое крупногабаритное осно5. Вспомогательная ванна, перемещаясь по 15 вание сварной сотоэой панели поперечных дуге окружности с заданной амплитудой коребер жесткости. Головку можно использолебаний, обеспечивает сплавление наплаввать для наплавки сгалей, алюминиевых и ляемого металла с основным по псей титановых сплавоп, а также для наплавки плоскости наплавки. разнородных и композиционных материалов. Взаимно-перпендикулярное располо- 20 Технико-экономическая эффективность жение электрода 2 и электрода А, при котопредложенного технического решения по ром основная дуга горит одоль потоков сравнению с базовым объектом - прототизащитного газа, обеспечивает стабильное горение дуги во всем диапазоне применяепом заключается в снижении себестоимомых сварочных токаи. Плазменный факел 25 сти получаемых заготовок, увеличении дуги не позволяет закристаллизопыпаться срока службы изготавливаемых из них узлов на стенках плавильной камеры каплям жиди деталей. кого металла, которые могут туда попасть при достаточно широком носке воронки в Формула изобретения результате вращения плавящегося электро- 30 Сварочная головка, содержащая наружда, необходимого для равномерного сплавное сопло, два неплавящихся эпекгрода, ления его и предотвращения образования связанных с приводом попорота и изолироперемычки между прутком и наплавляемым ванных один от другого, а также канал для изделием. направления плавящегося электрода, отлНаличие воронкообразного сопла обес- 35 и ч а ю щ а я с я тем, что, с целью повышения производительности наплавки путем интенпечиваег также двойную защиту зоны насификации и стабилизации процесса расплавки - поток аргона из плавильной плавления присадочного материала до камеры защищает головную часть сварочпоступления его в сварочную ванну при наной ванны, а поток газа из сопла защищает хвостовую часть сварочной ванны, иаплао- 40 плавке изделий типа "ребро", она снабжена приводом вращения плавящегося электроленный металл и зону термического влияда и пнутренним воронкообразным соплом ния от контакта с атмосферой, что особенно из термостойкого диэлектрического материважно при наплавке изделий из химически ала, канал для направления плавящегося активных алюминиевых и титановых сплаэлектрода выполнен в виде отверстий о вов. Воронкообразное сопло поэполпет ло- 45 стенках сопел, оси которых перпендикуляркализовать теплое воздействие дуги, ны оси головки, один из неплавящихсч элекснизить потери тепла и, за счет этого, уветродов установлен во внутреннем сопле, личить производительность расплавления внутреннее сопло установлено с кольцевым плавящегося электрода. Помимо этого плавильная камера защищает неплавящиисл 50 зазором относительно наружного сопла, а второй неплавящийся электрод установлен электрод от забрызгивзнип каплг-.ми металв отом кольцевом зазоре, причем его горец ла, что обычно приводит к нарушению прорасположен в зоне между срезтми сопел. цесса наплавки и предотвращает -Лі 1783700 YZZZZZZZZA Редактор Т.Иванова Составитель А.Евглевский Техред М.Моргеитзл Корректор М.Ткач Заказ 4534/ДСП Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035 Москва, Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюWelding head
Автори англійськоюYevhlevskyi Andrii Stanislavovych
Назва патенту російськоюСварочная головка
Автори російськоюЕвглевский Андрей Станиславович
МПК / Мітки
Мітки: головка, зварювальна
Код посилання
<a href="https://ua.patents.su/4-16862-zvaryuvalna-golovka.html" target="_blank" rel="follow" title="База патентів України">Зварювальна головка</a>
Зварювальна головка
Номер патенту: 11354
Опубліковано: 25.12.1996
Автори: Сергацький Георгій Іванович, Чаюн Андрій Григорович, Алісов Сергій Миколайович, Михайлов Олег Вікторович, Блінов Валерій Іванович, Гринін Володимир Васильович
МПК: B23K 9/16
Мітки: головка, зварювальна
Формула / Реферат:
1. Сварочная головка, включающая горелку, снабженную основным электродом и дополнительным электродом, изолированным от основного, с приводом их вращения вокруг оси горелки и датчиком положения, первый и второй источники питания, подключенные соответственно к основному и дополнительному электродам, а также запоминающее устройство и исполнительный механизм, отличающаяся тем, что, с целью повышения качества сварного соединения путем...
Головка для наплавки
Номер патенту: 9458
Опубліковано: 30.09.1996
Автори: Чаюн Андрій Григорович, Сергацький Георгій Іванович, Пширков Владлен Пилипович, Михайлов Олег Вікторович
Формула / Реферат:
Головка для наплавки, содержащая горелку с основным электродом и каналом для подачи присадочной проволоки, основной источник питания с полюсами для подключения к основному электроду и к присадочной проволоке, а также дополнительный источник питания с полюсом для подключения к наплавляемой заготовке, отличающаяся тем, что, с целью повышения качества наплавленного металла путем снижения вероятности прожогов материалов малых толщин и...
Зварювальна горелка
Номер патенту: 8502
Опубліковано: 30.09.1996
Автори: Димченко Валерій Олександрович, Лапченко Сергій Васильович, Прилуцький Валерій Павлович, Стаін Ігор Борисович, Замков Вадим Миколаєвич
Мітки: горелка, зварювальна
Формула / Реферат:
Сварочная горелка, содержащая корпус с каналом для электрода и охватывающий его ферромагнитный цилиндр, установленный с возможностью осевого перемещения и поворота вокруг электрода, отличающаяся тем, что, с целью расширения диапазона свариваемых толщин и повышения качества швов путем управления процессом сварки при больших вылетах электрода, ферроматитный цилиндр выполнен с полюсами в виде двух стержней, причем торцы электрода и стержней...
Електронна зварювальна гармата
Номер патенту: 15120
Опубліковано: 30.06.1997
Автор: Коваль Олександр Борисович
МПК: B23K 15/00
Мітки: гармата, електронна, зварювальна
Формула / Реферат:
Электронная сварочная пушка, содержащая расположенные на одной оптической оси модуль катодного узла, включающий подогреватель, катод и управляющий электрод, анод и модуль электронно-оптической системы, содержащий фокусирующую и отклоняющую линзы, отличающаяся тем, что модуль катодного узла снабжен пьезотрансформатором, состоящим из секции возбудителя, генераторной и управляющей секций, при этом положительный полюс генераторной секции соединен...
Соплова головка для чищення внутрішньої поверхні трубопроводу
Номер патенту: 7281
Опубліковано: 30.06.1995
Автор: Жилін Анатолій Микитович
МПК: B08B 9/027, B08B 9/04
Мітки: внутрішньої, трубопроводу, поверхні, соплова, чищення, головка
Формула / Реферат:
1. Сопловая головка для очистки внутренней поверхности трубопровода, содержащая трубчатый корпус с выхлопными соплами, на переднем торце которого закреплен соединительный элемент для крепления троса, а в заднем торце выполнен канал для подачи рабочей среды в полость корпуса, отличающаяся тем, что в корпусе установлен подпружиненный в направлении заднего торца золотник для регулирования проходного сечения сопел, имеющий на наружной...
Попередній патент: Сталь для виготовлення біметалевого породоруйнуючого інструменту
Наступний патент: Спосіб формування робочої поверхні стальних або чавунних деталей
Випадковий патент: Спосіб профілактики остеомієліту при переломах кісток верхніх кінцівок