Моталка гарячої штаби
Номер патенту: 40205
Опубліковано: 16.07.2001
Автори: Білобров Юрій Миколайович, Єршов Валентин Олександрович, Осокін Анатолій Андрійович

Формула / Реферат
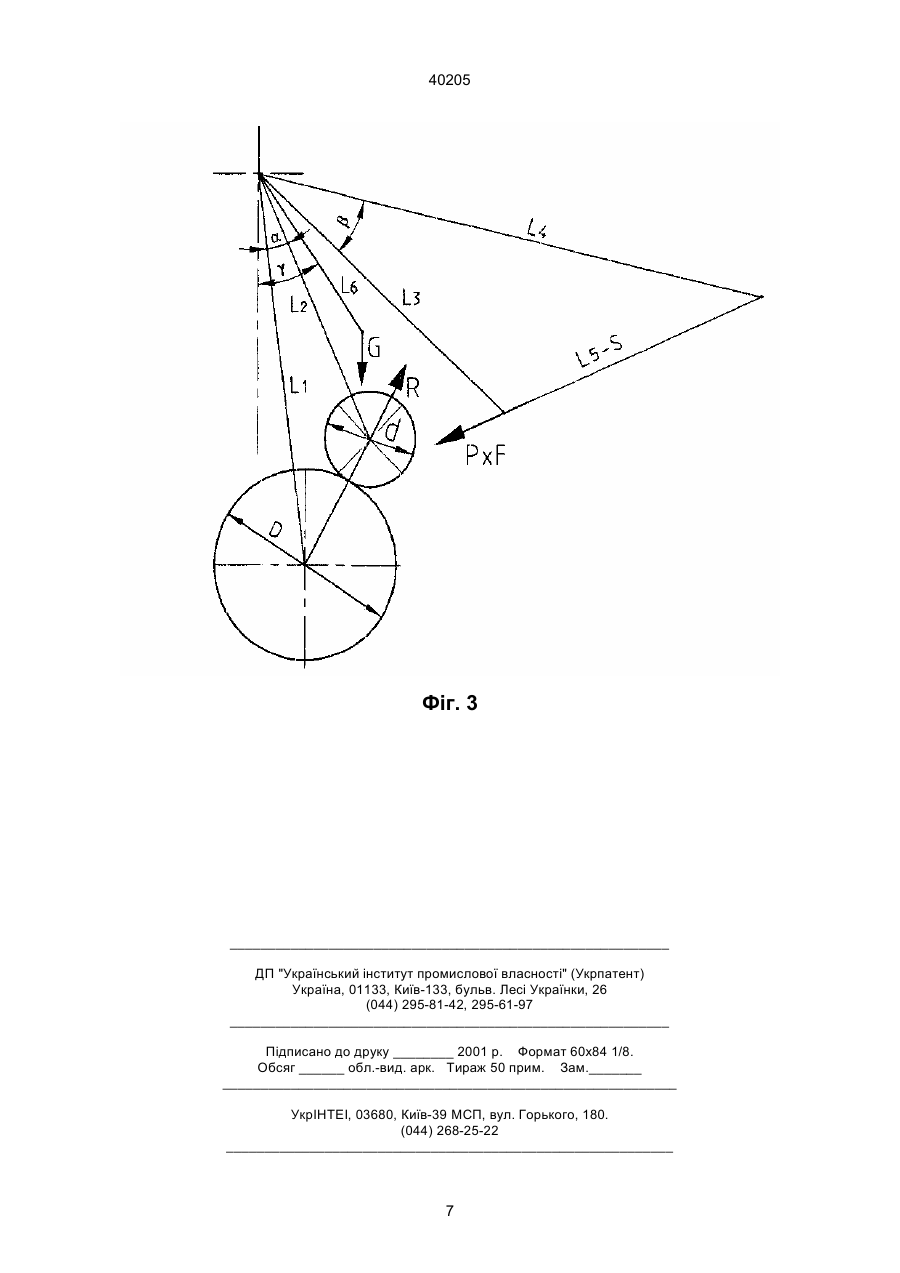
Моталка гарячої штаби, яка містить барабан з розташованими навколо нього формуючими роликами, що розміщені у роликотримачах, які з'єднані з приводами їх переміщення, що виконані у вигляді циліндрів, та засоби для регулювання зусилля притиску формуючих роликів, яка відрізняється тим, що засоби для регулювання зусилля притиску кожного з формуючих роликів виконані у вигляді керуючого пристрою, у якого датчик переміщення штоку закріплено на циліндрі приводу і з'єднано з входом визначальника діаметра рулону, вихід якого з'єднано з першим входом блока тиску, другий вхід якого з'єднано з виходом рахувального пристрою, а вихід –з першим входом пристрою порівняння, другий вхід якого з'єднано з виходом датчика тиску, а вихід - зі входом регулятора тиску, при цьому вихід останнього з'єднано з входом клапана керування, вихід якого сполучено з циліндром приводу роликотримача, а датчик тиску своїм входом з'єднано з циліндром приводу, при цьому визначальник діаметра розраховує поточний діаметр рулону по залежності:

де D - діаметр рулону;
L1 - відстань поміж опорою роликотримача і віссю барабана;
L2 - відстань поміж опорою роликотримача і віссю формуючого ролика;
α - вихідний кут положення формуючого ролика при умові, що ролик лежить на барабані;
β - вихідний кут положення шарніра штока циліндра при умові, що ролик лежить на барабані;
L3 - відстань поміж опорами роликотримача і шарніром штока циліндра;
L4 - відстань поміж опорою роликотримача і опорою циліндра;
L5 - відстань поміж опорою циліндра і шарніром його штока;
S - величина переміщення штока циліндра;
d - діаметр формуючого ролика,
а блок тиску рахує поточний тиск по залежності:

R - зусилля притиску ролика;
G - маса роликотримача;
L6- Бідст-ань центру мас роликотримача до його опори;
γ- віхідний кут центру мас роликотримача при умові, що ролик лежить на барабані;
F - площа поршневої порожнини.
Текст
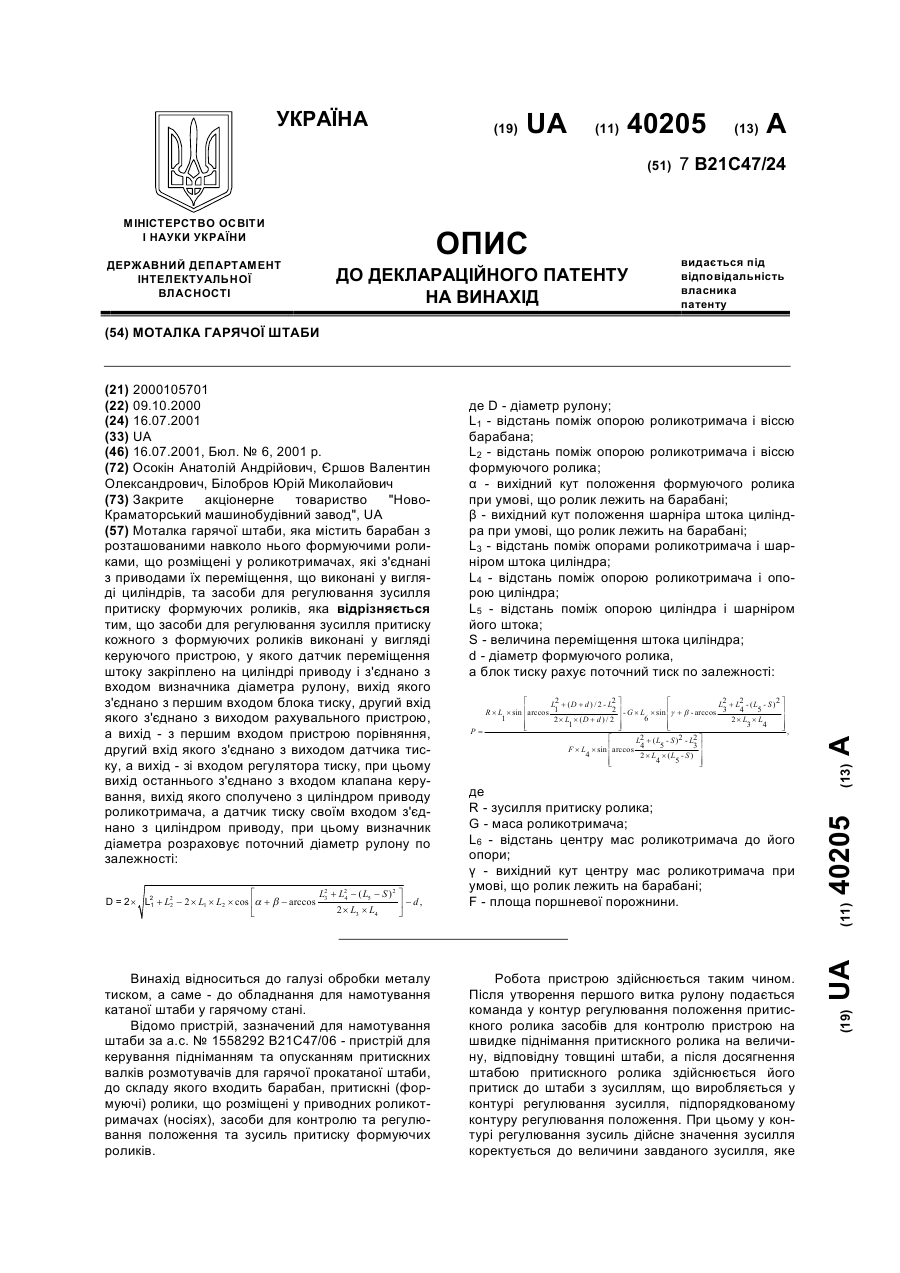
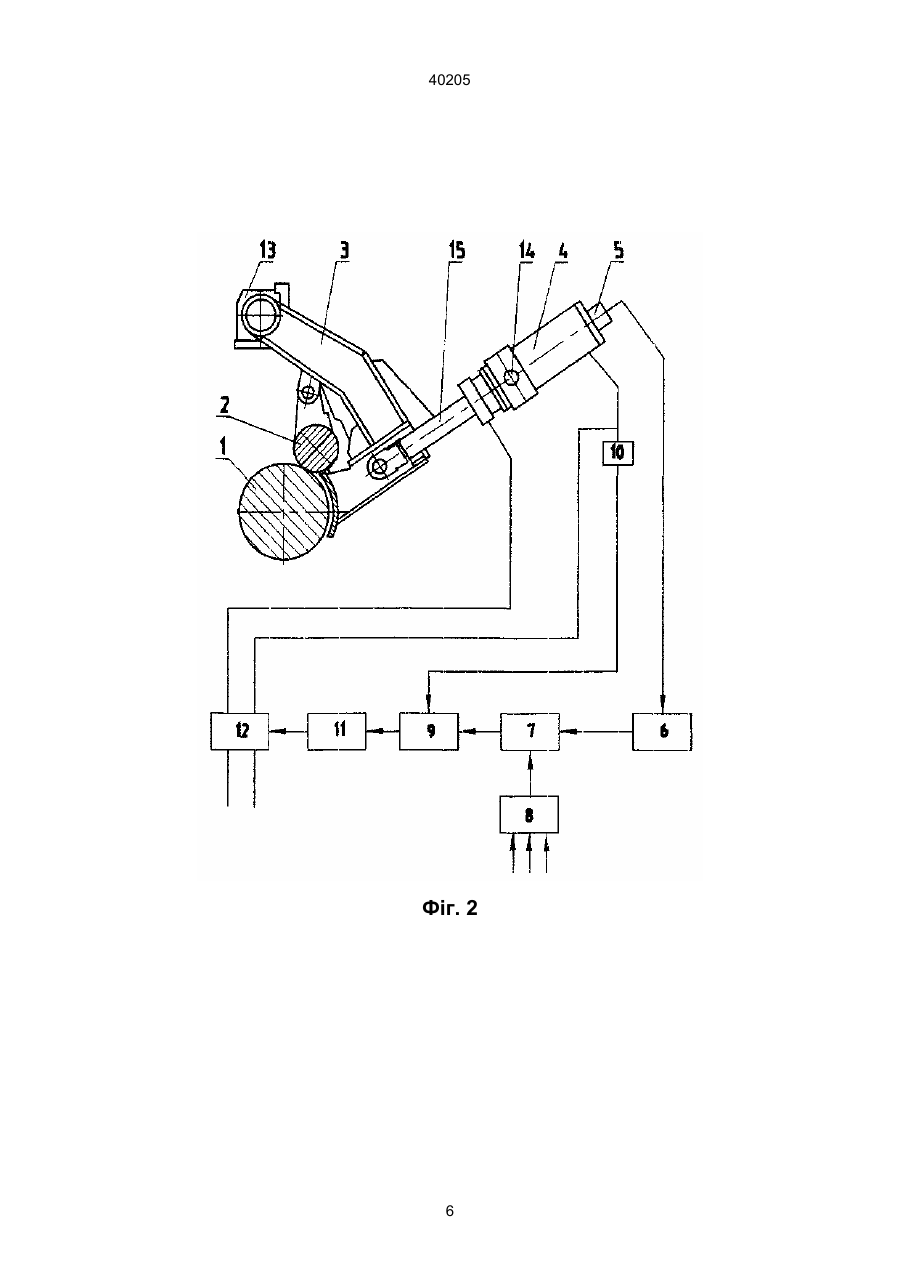
Моталка гарячої штаби, яка містить барабан з розташованими навколо нього формуючими роликами, що розміщені у роликотримачах, які з'єднані з приводами їх переміщення, що виконані у вигляді циліндрів, та засоби для регулювання зусилля притиску формуючих роликів, яка відрізняється тим, що засоби для регулювання зусилля притиску кожного з формуючих роликів виконані у вигляді керуючого пристрою, у якого датчик переміщення штоку закріплено на циліндрі приводу і з'єднано з входом визначника діаметра рулону, вихід якого з'єднано з першим входом блока тиску, другий вхід якого з'єднано з виходом рахувального пристрою, а вихід - з першим входом пристрою порівняння, другий вхід якого з'єднано з виходом датчика тиску, а вихід - зі входом регулятора тиску, при цьому вихід останнього з'єднано з входом клапана керування, вихід якого сполучено з циліндром приводу роликотримача, а датчик тиску своїм входом з'єднано з циліндром приводу, при цьому визначник діаметра розраховує поточний діаметр рулону по залежності: 40205 увесь час змотування завданого рулону залишається постійним. Після завершення формування завданого витка ролик знов піднімається на черговий крок, рівний товщині штаби, і система порівнює дійсне зусилля притиску з завданим і коректує його. Далі усе повторюється. Слід відмітити, що для формування якісного рулону необхідно забезпечити постійне зусилля притиску роликів до витків, що формуються увесь час змотування рулону. Регулювальна система завданого пристрою забезпечує постійність зусилля у приводі переміщення роликотримачів, яке відповідатиме потрібному зусиллю притиску ролика лише на початку змотування штаби, коли діаметр рулону, що формують, невеликий і величини переміщення у просторі вузлів моталки малі, а змінення положення центрів їх мас відносно осі барабана моталки невелике, і моменти, що виникають у наслідок переміщення центрів мас вузлів пристрою у просторі, незначні, тому вони не мають суттєвого впливу на величину зусилля притиску роликів. По мірі росту діаметра рулону, що формують, ростуть величини переміщень вузлів пристрою для змотування і їх центрів мас, а моменти, що виникають у наслідок цього, становляться значними, і впливають на величину притискного зусилля ролика, що недопустимо, тому що для отримання якісного рулону необхідно увесь час змотування штаби керувати зусиллям притиску формуючих роликів і тримати у завданих межах не залежно від розташування елементів конструкції у просторі. Непостійність зусилля притиску формуючих роликів під час будьякого відрізку технологічного циклу призводить до формування рулону з витками, що укладені з різною щільністю, а у містах, де зусилля притиску роликів були більш завданих можливі ум'ятини на штабі та інші пошкодження, які знизять якість готового продукту. Таким чином, недоліком завданого пристрою для змотування є недостатньо висока якість рулону, що змотують. Найбільш близьким технічним рішенням до рішення, що пропонують, є моталка гарячої штаби за а.с. № 570322 В21С47/34, у якій частково виключені недоліки аналога. До складу згаданої моталки входить барабан, навколо якого розташовані формуючі ролики, які розміщені у касетах (роликотримачах), що встановлені у важільну систему, приводні елементи важільної системи, з'єднані зі стабілізаторами зусиль (засоби для регулювання) і приводами переміщення роликотримачів, які виконані у вигляді циліндрів. Притиск формуючих роликів до штаби, що змотують, здійснюється важільними роликотримачами, які у процесі змотування штаби відсуваються від барабану, при цьому складник їх мас у напрямі притиску формуючих роликів поступово зменшується. При відсуванні роликотримачів пружина стабілізатора розтискається, шток утеплюється, загальна довжина стабілізатора зменшується. Таким чином, зусилля пружини стабілізатора і плече його прикладення зменшується, що компенсує вплив маси роликотримача при його переміщенні на зусилля притиску формуючих роликів. По мірі збільшення діаметра рулону пружина стабілізатора стискається, шток виходить за межі корпу су, габарит стабілізатора збільшується, тобто зусилля пружини і плече його прикладення росте, при цьому напрям дії цього зусилля на роликотримач змінюється на протилежний, що також компенсує вплив маси роликотримача при його переміщенні у просторі на зусилля притиску формуючих роликів. Таким чином, у залежності від величини проміжного діаметра рулону, що змотують, формуючі ролики, які розміщені у роликотримачах, займають різні положення відносно осі барабана моталки. При цьому центр мас самого роликотримача, який уявляє з себе шарнірний паралелограм, також змінює положення у просторі, у тому числі і відносно осі барабана. При цьому величина і напрям моментів від мас роликотримачів будуть різними, а сили, які утворюють ці моменти, матимуть різні величини і напрям, які при співпаданні з напрямом зусиль притиску формуючих роликів, будуть їх збільшувати, а у протилежному випадку зменшувати. Обидва варіанти впливу на величину зусилля притиску формуючих роликів не допустимо. Для виключення такого впливу і передбачені важільно-пружинні стабілізатори зусиль, які компенсують вищеописані впливи на зусилля притиску. Таким чином, приведений винахід виключає вплив тільки мас роликотримачів при притиску формуючих роликів у процесі всього змотування штаби, при цьому забезпечується постійний і незалежний від положення центра мас роликотримача притиск формуючих роликів. Слід відмітити, що на зусилля притиску формуючих роликів впливає як мінімум два фактори, один з яких виникає з боку роликотримача, а другий - з боку інших конструктивних елементів пристрою для змотування, які також змінюють своє положення у просторі, наприклад, елементи приводу роликотримача. І тому зусилля притиску, що утворюється у описаному пристрої для змотування, не є достатньо рівномірним, тому що на нього здійснюється вплив з боку інших елементів конструкції, що змінюють своє положення у просторі. При цьому у системі виникають зусилля, які у залежності від розташування елементів пристрою або підсумовуються з зусиллям притиску, або зменшують його, що не дозволяє здійснювати змотування рулону з завданим зусиллям притиску, а це призведе до погіршення якості рулону, що змотують. Таким чином, недоліком приведеної моталки гарячої штаби є недостатньо висока якість рулону. До основи винаходу поставлена задача утворення моталки гарячої штаби, яка дозволяє отримувати якісні рулони. Ця задача вирішується за рахунок технічного результату, який полягає у постійності зусилля притиску формуючих роликів до рулону увесь час змотування штаби незалежно від розташування елементів моталки у просторі. Для досягнення зазначеного технічного результату у моталки гарячої штаби, до складу якої входить барабан з розташованими навколо нього формуючими роликами, що розміщені у роликотримачах, які з'єднані з приводами їх переміщення, що виконані у вигляді циліндрів, та засоби для ре 2 40205 І відмінні ознаки (полягають у виконанні засобів регулювання зусиль притиску кожного з формуючих роликів у вигляді пристрою для керування): - датчик переміщення штоку, який закріплено на циліндрі приводу; - визначник діаметра рулону; - блок тиску; - лічильний пристрій; - регулятор тиску; - клапан керування; - датчик тиску, з'єднаний своїм входом з циліндром приводу; - з'єднання блока тиску: першим входом - з виходом визначника діаметра рулону, другим входом - з виходом лічильного пристрою, а виходом - з першим входом порівняльного пристрою; - з'єднання визначника діаметра рулону своїм входом з датчиком переміщення; - з'єднання порівняльного пристрою другим входом з датчиком тиску, а виходом - зі входом регулятора тиску; - з'єднання виходу регулятора тиску зі входом клапана керування, вихід якого сполучено з циліндром приводу; - математичні залежності поточного діаметра рулону від лінійних параметрів моталки гарячої штаби і поточного тиску від зусилля притиску, маси роликотримачів, площі поршневої порожнини циліндру і від параметрів розташування центра мас у просторі. Між сукупністю суттєвих ознак запропонованого рішення та завданим технічним результатом є причинно-наслідковий зв'язок. Завдяки виконанню засобів для регулювання зусиль притиску у вигляді керуючого пристрою, який приведено у формулі та взаємозв'язкам елементів та вузлів, стало можливим відстежити увесь період змотування поточні діаметри рулону і поточні величини тиску у циліндрах приводу переміщення роликотримачів з послідуючим коректуванням тиску до величин, які забезпечують постійне зусилля притиску формуючих роликів до рулону, що змотують. Виключення з зазначеної сукупності відмінних ознак хоча б однієї не забезпечує досягнення технічного результату - постійного зусилля притиску формуючих роликів весь період змотування, не залежно від положення елементів моталки у просторі. Пропоноване рішення не відомо з рівня техніки і тому воно є новим. Пропоноване рішення має винахідницький рівень, тому що запропоноване виконання моталки для фахівця наявним чином не виходить з рівня техніки. Пропоноване рішення промислово застосовано, тому що воно зазначене для використання у промисловості. З використанням пропонованого рішення розроблено технічний проект моталки гарячої штаби для стана 1700 г. ш. Мар. мет. комбінату. Таким чином, пропонованому рішенню може бути представлена правова охорона тому, що воно є новим, має винахідницький рівень і промислово застосоване. гулювання зусилля притиску формуючих роликів, відповідно з винаходом засоби для регулювання зусилля притиску кожного з формуючих роликів виконані у вигляді керуючого пристрою, у якого датчик переміщення штоку закріплено на циліндрі приводу і з'єднано з входом визначника діаметра рулону, вихід якого з'єднано з першим входом блока тиску, другий вхід якого з'єднано з виходом лічильного пристрою, а вихід - з першим входом пристрою порівняння, другий вхід якого з'єднано з виходом датчика тиску, а вихід - зі входом регулятора тиску, при цьому вихід останнього з'єднано з входом клапана керування, вихід якого сполучено з циліндром приводу роликотримача, а датчик тиску своїм входом з'єднано з циліндром приводу, крім цього визначник діаметра розраховує поточний діаметр рулону за залежністю: é L2 + L2 - ( L5 - S ) 2 ù 4 D = 2 ´ L2 + L2 - 2 ´ L1 ´ L2 ´ cos êa + b - arccos 3 ú - d, 1 2 2 ´ L3 ´ L4 ë û де D - діаметр рулону; L1 - відстань поміж опорою роликотримача і віссю барабана; L2 - відстань поміж опорою роликотримача і віссю формуючого ролика; α - вихідний кут положення формуючого ролика при умові, що ролик лежить на барабані; β - вихідний кут положення шарніра штока циліндра при умові, що ролик лежить на барабані; L3 - відстань поміж опорами роликотримача і шарніром штока циліндра; L4 - відстань поміж опорою роликотримача і опорою циліндра; L5 - відстань поміж опорою циліндра і шарніром його штока; S - величина переміщення штока циліндра; d - діаметр формуючого ролика, а блок тиску рахує поточний тиск за залежністю: é é L2 + L2 - ( L - S ) 2 ù L2 + ( D + d ) / 2 - L2 ù 2 ú - G ´ L ´ sin êg + b - arccos 3 4 5 ú R ´ L ´ sin êarccos 1 1 6 ê ê ú 2´ L ´ (D + d ) / 2 ú 2´ L ´ L 1 3 4 ê ú ê ú ë û ë û, P= é L2 + ( L - S )2 - L2 ù êarccos 4 5 3ú F ´ L ´ sin ê 4 2 ´ L ´ (L - S ) ú 4 5 ê ú ë û де R - зусилля притиску ролика; G - маса роликотримача; L6 - відстань центра мас роликотримача до його опори; γ - вихідний кут центра мас роликотримача при умові, що ролик лежить на барабані; F - площа поршневої порожнини. У результаті порівняльного аналізу запропонованого технічного рішення з прототипом встановлено, що вони мають загальні технічні ознаки: - барабан; - формуючі ролики, що розташовані навколо барабана; - роликотримач; - приводи переміщення роликотримачів, виконані у вигляді циліндрів; - засоби для регулювання зусиль притиску формуючих роликів. 3 40205 Технічна сутність запропонованого рішення пояснюється кресленнями, на яких зображено: на фіг. 1 - загальний вигляд моталки гарячої штаби; фіг. 2 - роликотримач моталки з приводом переміщення і схемою керування; фіг. 3 - схема розташування елементів роликотримача і приводу його переміщення. До складу моталки гарячої штаби входить барабан 1, навколо якого розташовані формуючі ролики 2, які розміщені у роликотримачах 3, зв'язані з приводами переміщення, виконаними у вигляді циліндру 4 з вмонтованим датчиком переміщення штоку 5, визначник діаметра рулону 6, блок тиску 7, розрахунковий пристрій 8, пристрій порівняння 9, датчик тиску 10, регулятор тиску 11, клапан керування 12. Роликотримач 3 встановлено в опорі 13, а циліндр в опорі 14. З роликотримачем 3 шарнірно зв'язано шток 15 циліндру 4. Робота моталки здійснюється таким чином. Розрахунковий пристрій 8 за завданими параметрами штаби, що змотують, (товщина, ширина, величина спротив деформуванню), визначає необхідне зусилля притиску формуючого ролика 2. Це зусилля потрапляє у блок тиску 7, де з рахунком фактичного діаметра рулону, який отримано з визначника діаметра рулону 6, розраховується не обхідний тиск у циліндрі 4 і передається у пристрій порівняння 9, який порівнює необхідний тиск з фактичним тиском датчика 10. Різниця поміж необхідним і фактичним тиском подається у регулятор тиску 11, який управляє клапаном керування 12. Система відпрацьовує необхідний тиск у циліндрі 4 до рівності фактичного і завданого тиску притиску. У подальшому по мірі збільшення рулону шток 15 гідроциліндра 4 переміщується і показання датчика 5 потрапляють у визначник діаметра 6, де розраховується фактичний діаметр рулону, і його величина передається у блок тиску 7, який за цими даними і даними лічильного пристрою 8 визначає необхідний тиск у циліндрі 4. Ці дані пристроєм 9 порівнюються з фактичним тиском датчика 10 і потрапляють у регулятор тиску 11, який їх відпрацьовує через клапан керування 12 до рівності фактичного і завданого тиску. Таким чином, система відпрацьовує необхідний тиск у приводі переміщення 4 роликотримача 3 у залежності від фактичного діаметра рулону. Пропонована моталка гарячої штаби забезпечує постійне завдане зусилля притиску формуючих роликів до рулону незалежно від положення її конструктивних елементів у просторі увесь час формування рулону, що дозволяє отримати якісний рулон металевої штаби. 4 40205 Фіг. 1 5 40205 Фіг. 2 6 40205 Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 7
ДивитисяДодаткова інформація
Назва патенту англійськоюWinder of hot flat bar
Автори англійськоюOsokin Anatolii Andriiovych, Yershov Valentyn Oleksandrovych, Bilobrov Yurii Mykolaiovych
Назва патенту російськоюМоталка горячей полосы
Автори російськоюОсокин Анатолий Андреевич, Ершов Валентин Александрович, Билобров Юрий Николаевич
МПК / Мітки
МПК: B21C 47/24
Мітки: моталка, гарячої, штаби
Код посилання
<a href="https://ua.patents.su/7-40205-motalka-garyacho-shtabi.html" target="_blank" rel="follow" title="База патентів України">Моталка гарячої штаби</a>
Барабан моталки гарячої штаби
Номер патенту: 31282
Опубліковано: 15.12.2000
Автори: Єршов Валентин Олександрович, Осокін Анатолій Андрійович
МПК: B21C 47/28
Мітки: гарячої, моталки, барабан, штаби
Текст:
...виступами, входячими у кільцеві ви точки втулок, - підпори виконані з похилими поверхнями і виступами , - вставки виконані з двох частин:штовхача та захвата,взаємодіючих по площені, перпендикулярній осі барабана, - поверхня штовхача, контактуюча з підпором приводної штанги, ви конана суцільною, а довжина штовхача - не менше половини довжини під пору. Таким чином запропоноване рішення має нові форми виконання елементів. Між сукупністю...
Барабан моталки гарячої штаби
Номер патенту: 27942
Опубліковано: 16.10.2000
Автори: Єршов Валентин Олександрович, Осокін Анатолій Андрійович
МПК: B21C 47/28
Мітки: штаби, гарячої, барабан, моталки
Текст:
...Т-образными пазами, полый крестообразный вал с Т-образными выступами, расположенную в полости крестообразного вала приводную штангу, соединительные звенья, расположенные между секторами и приводной штангой, и отличительные признаки соединительные звенья выполнены в виде вставок трапецеидальной формы, вставки оснащены Т-образными выступами, располагающимися в Т-образных пазах секторов, вставки выполнены с противоположной стороны с наклонными...
Пристрій бокового направлення штаби на рольганзі
Номер патенту: 38304
Опубліковано: 15.05.2001
Автори: Тіщенко Андрій Миколайович, Єршов Валентин Олександрович, Осокін Анатолій Андрійович
МПК: B21B 39/14
Мітки: пристрій, направлення, штаби, рольганзі, бокового
Текст:
...Технічне рішення має винахідницький рівень тому, що запропоноване виконання пристрою бокового направлення штаби на рольганзі явним чином не виходить з рівня техніки. Запропоноване не відомо з рівня техніки, тому воно є новим. Запропоноване рішення промислове застосоване, виготовлення його в умовах машинобудівного заводу, наприклад, AT "HKM3" - можливо. З використанням запропонованого технічного рішення розроблено технічний проект стану...
Спосіб стабілізації форми штаби на стані кварто
Номер патенту: 34180
Опубліковано: 15.02.2001
Автори: Солтан Андрій Станіславович, Путнокі Олександр Юліусович, Тилик Василь Трохимович, Яланський Вячеслав Петрович, Піховкін Микола Миколайович, Трофімов Віталій Олександрович, Коваль Сергій Миколайович
МПК: B21B 37/28
Мітки: спосіб, штаби, форми, кварто, стані, стабілізації
Текст:
...підшипник знаходиться під навантаженням. Затверджуваний спосіб дає можливість скоротити сумарний час прикладання зусилля QB гідровигину, тому що, згідно винаходу, в момент виходу штаби з валків зусилля QB знімають, а в момент захвату валками слідуючої штаби відновлюють його задане значення, тобто у час пауз у прокатці штабів зусилля гідровигину відсутнє. QB = 0 і, як походить з (1), QP = QЗ. Скоротивши таким чином тривалість прикладання...
Спосіб стабілізації форми штаби на стані кварто
Номер патенту: 33722
Опубліковано: 15.02.2001
Автори: Трофімов Віталій Олександрович, Тилик Василь Трохимович, Піховкін Микола Миколайович, Коваль Сергій Миколайович, Солтан Андрій Станіславович, Яланський Вячеслав Петрович, Путнокі Олександр Юліусович
МПК: B21B 37/28
Мітки: стабілізації, штаби, кварто, форми, спосіб, стані
Текст:
...знімають і відновлюють його першопочаткове значення у момент виходу штаби з валків. У тому випадку, якщо у відсутності штаби у кліті зазор між валками перебудовують з додатного на від'ємний, то, згідно з винаходом, зусилля гідрозрівноважування знімають і відновлюють його при зміні зазору з від ємного на додатний. Тобто у останньому випадку, якщо опісля виходу чергової штаби з валків зазор між валками залишається від'ємним, то...
Попередній патент: Роторно-поршневий двигун внутрішнього згоряння
Наступний патент: Спосіб освоєння свердловини при аномально низьких пластових тисках з наступною експлуатацією без глушіння свердловини та пристрій для його здійснення
Випадковий патент: Пристрій для заповнення судинної системи анатомічних препаратів