Спосіб збирання і перевірки працездатності ультразвукового кавітаційного пристрою
Номер патенту: 57856
Опубліковано: 10.03.2011
Автори: Яременко Володимир Іванович, Колосов Олександр Євгенович, Сідоров Дмитро Едуардович, Сахаров Олександр Сергійович, Сторожук Володимир Григорович, Кудряченко Віктор Володимирович, Сівецький Володимир Іванович, Луговська Катерина Олександрівна, Луговський Олександр Федорович
Формула / Реферат
1. Спосіб збирання і перевірки працездатності ультразвукового кавітаційного пристрою на базі випромінювача ультразвукових коливань і випромінюючої пластини, відповідно до якого вибирають матеріал і товщину випромінюючої пластини, а також резонансну частоту ультразвукових коливань, виходячи з технологічних особливостей реалізації досліджуваного ультразвукового технологічного процесу, забезпечують контакт випромінюючої пластини з випромінювачем ультразвукових коливань, для вибраної резонансної частоти ультразвукових коливань визначають довжину хвилі згинальних коливань випромінюючої пластини з урахуванням бажаної моди коливань або порядку частоти, після чого здійснюють перевірку працездатності зібраного ультразвукового кавітаційного пристрою, який відрізняється тим, що як випромінювач ультразвукових коливань використовують складений випромінювач ультразвуку у вигляді верхньої і нижньої частотопонижаючих накладок, кожну з яких виконують контактучою через електроди з парою п'єзокерамічних перетворювачів у вигляді кілець, при цьому верхню накладку з'єднують з трансформатором швидкості або з концентратором ультразвукових коливань, а нижню - з джерелом ультразвукових коливань у вигляді генератора, контакт випромінюючої пластини з випромінювачем ультразвукових коливань забезпечують за мінімальних акустичних втрат, а перевірку працездатності зібраного ультразвукового кавітаційного пристрою здійснюють шляхом оцінки рівномірності кавітаційного поля випромінюючої пластини по ширині і довжині пластини за резонансного режиму її згинальних коливань.
2. Спосіб за п. 1, який відрізняється тим, що перевірку працездатності зібраного ультразвукового кавітаційного пристрою здійснюють шляхом оцінки рівномірності руйнування тонкої алюмінієвої фольги, установленої паралельно випромінюючій поверхні пластини за кавітаційного режиму.
Текст
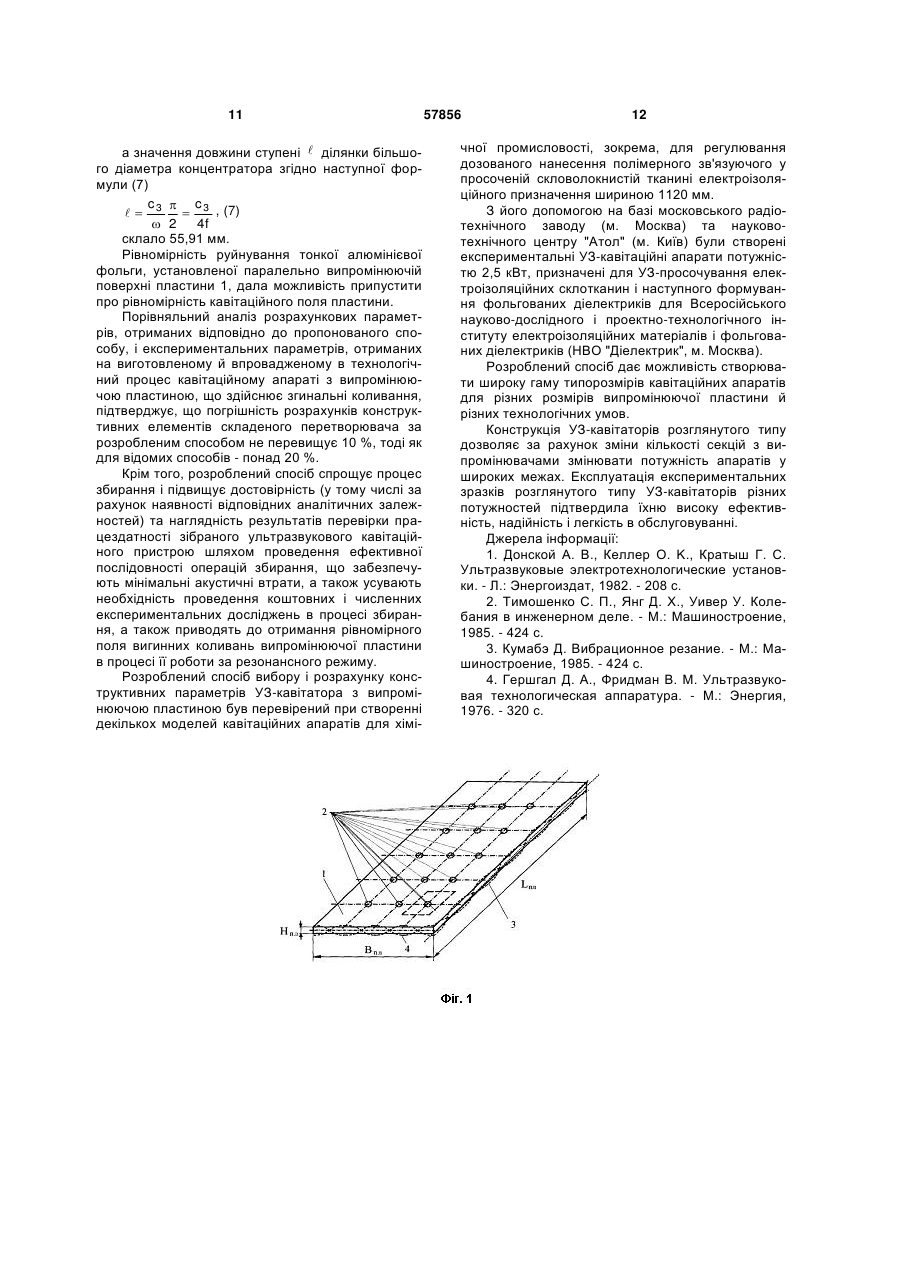
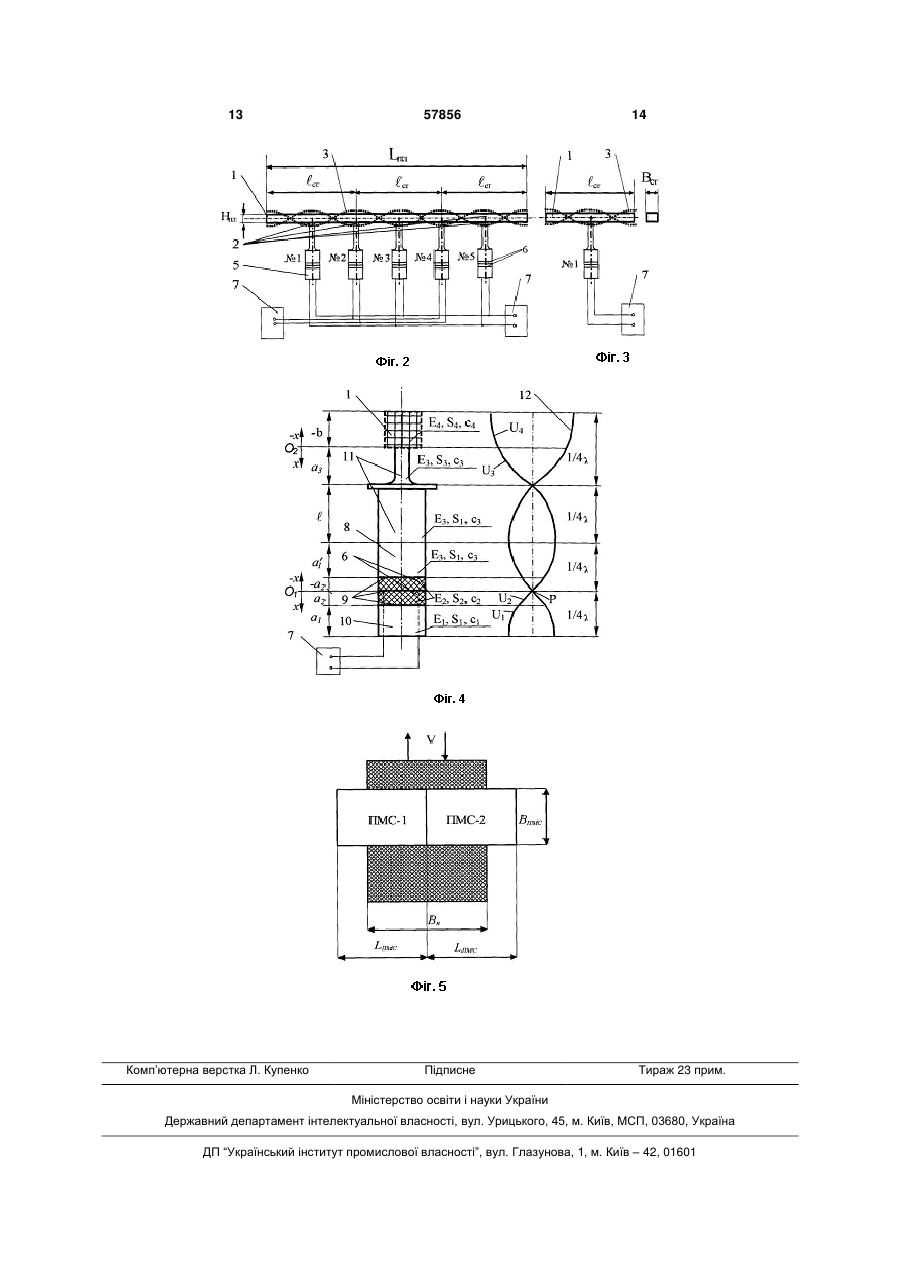
1. Спосіб збирання і перевірки працездатності ультразвукового кавітаційного пристрою на базі випромінювача ультразвукових коливань і випромінюючої пластини, відповідно до якого вибирають матеріал і товщину випромінюючої пластини, а також резонансну частоту ультразвукових коливань, виходячи з технологічних особливостей реалізації досліджуваного ультразвукового технологічного процесу, забезпечують контакт випромінюючої пластини з випромінювачем ультразвукових коливань, для вибраної резонансної частоти ультразвукових коливань визначають довжину хвилі згинальних коливань випромінюючої пластини з урахуванням бажаної моди коливань U 2 57856 1 3 Як найбільш близький аналог вибраний спосіб збирання кавітаційного пристрою з коливальною системою [2]. Відповідно до цього способу, як коливальну систему із шуканою випромінюючою пластиною вибирають коливальну систему на базі чотиригранного стрижня, яку з'єднують з випромінювачем ультразвукових коливань. Після цього вибирають матеріал і товщину випромінюючої пластини, а також резонансну частоту ультразвукових коливань, виходячи з технологічних особливостей реалізації досліджуваного ультразвукового технологічного процесу, забезпечують контакт випромінюючої пластини з випромінювачем ультразвукових коливань, для вибраної резонансної частоти ультразвукових коливань визначають довжину хвилі згинальних коливань випромінюючої пластини з урахуванням бажаної моди коливань або порядку частоти, після чого здійснюють перевірку працездатності зібраного ультразвукового кавітаційного пристрою. При цьому шукану довжину чотиригранного стрижня cт знаходять із виразу для згинальних коливань f ст цього стрижня. Недоліком способу найближчого аналога є обмеженість його застосування при збиранні коливальної системи на базі п'єзокерамічних перетворювачів і трансформаторів швидкості за резонансного режиму згинальних коливань випромінюючої пластини. Задачею корисної моделі є спрощення процесу збирання і підвищення достовірності та наглядності результатів перевірки працездатності зібраного ультразвукового кавітаційного пристрою шляхом проведення ефективної послідовності операцій збирання, що забезпечують мінімальні акустичні втрати, усувають необхідність проведення коштовних і численних експериментальних досліджень в процесі збирання, а також приводять до отримання рівномірного поля вигинних коливань випромінюючої пластини в процесі її роботи за резонансного режиму. Вказана задача досягається тим, що у способі збирання і перевірки працездатності ультразвукового кавітаційного пристрою на базі випромінювача ультразвукових коливань і випромінюючої пластини, відповідно до якого вибирають матеріал і товщину випромінюючої пластини, а також резонансну частоту ультразвукових коливань, виходячи з технологічних особливостей реалізації досліджуваного ультразвукового технологічного процесу, забезпечують контакт випромінюючої пластини з випромінювачем ультразвукових коливань, для вибраної резонансної частоти ультразвукових коливань визначають довжину хвилі згинальних коливань випромінюючої пластини з урахуванням бажаної моди коливань або порядку частоти, після чого здійснюють перевірку працездатності зібраного ультразвукового кавітаційного пристрою, новим є те, що, як випромінювач ультразвукових коливань використовують складений випромінювач ультразвуку у вигляді верхньої і нижньої частотопонижаючих накладок, кожну з яких виконують контактучою через електроди з парою п'єзокерамічних перетворювачів у вигляді кілець, при цьому верхню накладку з'єднують з 57856 4 трансформатором швидкості або з концентратором ультразвукових коливань, а нижню - з джерелом ультразвукових коливань у вигляді генератора, контакт випромінюючої пластини з випромінювачем ультразвукових коливань забезпечують за мінімальних акустичних втрат, а перевірку працездатності зібраного ультразвукового кавітаційного пристрою здійснюють шляхом оцінки рівномірності кавітаційного поля випромінюючої пластини по ширині і довжині пластини за резонансного режиму її згинальних коливань. Перевірку працездатності зібраного ультразвукового кавітаційного пристрою здійснюють шляхом оцінки рівномірності руйнування тонкої алюмінієвої фольги, установленої паралельно випромінюючій поверхні пластини за кавітаційного режиму. Перераховані вище ознаки складають суть корисної моделі. Наявність причинно-наслідкового зв'язку між сукупністю істотних ознак корисної моделі і технічним результатом, що досягається, полягає в наступному. У способі найближчого аналога [2], як коливальну систему із шуканою випромінюючою пластиною вибирають коливальну систему на базі чотиригранного стрижня, яку з'єднують з випромінювачем ультразвукових коливань. Після цього вибирають матеріал і товщину випромінюючої пластини, а також резонансну частоту ультразвукових коливань, виходячи з технологічних особливостей реалізації досліджуваного ультразвукового технологічного процесу, забезпечують контакт випромінюючої пластини з випромінювачем ультразвукових коливань, для вибраної резонансної частоти ультразвукових коливань визначають довжину хвилі згинальних коливань випромінюючої пластини з урахуванням бажаної моди коливань або порядку частоти, після чого здійснюють перевірку працездатності зібраного ультразвукового кавітаційного пристрою. А довжину чотиригранного стрижня cт знаходять із виразу для згинальних коливань fст цього стрижня. Так, для чотиригранного стрижня довжиною 2 cт (м) і площею поперечного перерізу S ст (м ) власну частоту згинальних коливань f ст (Гц) знаходять [2] за формулою (1): fсm 2 сm 22 сm ЕІсmg 2 I cm c cm cm , (1) Scm 2 cm Scm де cт - так званий порядок частоти, що є безрозмірною величиною, і який для випадку ультразвукових коливань (УЗК) низькочастотного діапазону вибирається залежно від порядку коливань (моди коливань) nk з наступного ряду[3]: 4,750nk 1;7,853nk 2;10,996nk 3 ;14,137nk 4 ;17,279nk 5 ; E - модуль пружності матеріалу стрижня щодо розтягання, МПа; Iст - осьовий момент інерції перетину стрижня, см4, g - прискорення сили тяжіння, м/с2; 5 57856 2 S ст - площа перетину стрижня, м ; - питома вага (щільність) матеріалу стрижня 3 кг/м ; с ст - швидкість поширення звуку при поздов жніх коливаннях, м/с, яка для твердих матеріалів (стрижня) щільністю р має наступну залежність [3]: E . (2) Для стрижня прямокутного перетину: с сm В B ст Нст Іст В ст Н3 / 12; S ст В ст Нст , ст і формула (1) приймає вигляд: f cm 2 cm Hcm . (3) 12 З формули (3), зокрема, слідує, що власна частота згинальних коливань f ст стрижня не зале2 2 cm c cm жить від його ширини Bст . Це дає можливість частково використовувати цю залежність для розрахунку згинальних коливань випромінюючої пластини однакової зі стрижнем товщини Hпл Нсm , причому розміри цієї пластини (довжина й ширина) повинні бути пропорційні знайденій величині довжини хвилі cт . Звідси, знаючи (або задавши) резонансну частоту УЗК fст , одержують вираз для довжини стрижня cт : cm cm c cm Hcm 3 fcm . (4) Метою проведених досліджень було розроблення на основі способу найближчого аналога [2] удосконаленого способу збирання і перевірки працездатності УЗ-кавітаційного пристрою з випромінюючою пластиною, що здійснює згинальні коливання, на базі п'єзокерамічних перетворювачів і трансформаторів швидкості, а також експериментальна перевірка працездатності зібраного пристрою. Крім того, розроблюваний спосіб повинен дозволяти здійснювати збирання кавітаційних апаратів для різних розмірів випромінюючої пластини й різних технологічних умов УЗ-обробки. При розробці пропонованого способу збирання УЗ-кавітаційний апарат з випромінюючою пластиною розглядався як резонансна механічна система, для якої після збирання передбачався розрахунок резонансних акустичних розмірів утворюючих її елементів. З огляду на значну складність коливальної системи, що розглядається, зробили такі припущення: 1). взаємний вплив УЗ-перетворювачів, установлених у регулярному порядку по ширині й довжині випромінюючої пластини, є незначним; 2). зневажали взаємним впливом згинальних хвиль у поздовжньому й поперечному напрямках випромінюючої пластини, тобто не враховували коливання, що викликані гармоніками n-го порядку; 2 6 3). вплив озвучуваного середовища (рідини, сухої або просоченої тканини) на коливальну систему також визнавали незначним. Точність розрахунку складаючих конструктивних елементів відповідно до даного способу і, відповідно, ефективність роботи пластинчастого УЗкавітатора, в значній мірі залежать від якості контакту випромінювачів УЗ із внутрішньою (нижньою) поверхнею випромінюючої пластини кавітатора. В ідеальному випадку в місці контакту повинні спостерігатися мінімальні акустичні втрати, тобто з'єднання повинно бути дуже щільним і з високоякісно виконаними контактуючими поверхнями. Крім того, площадка контакту повинна бути меншого розміру в порівнянні з напівхвилею згинальної деформації. Оскільки в УЗ-кавітаційних апаратах із площинною випромінюючою пластиною постійного перетину передбачається тільки резонансний режим роботи, що є найбільш ефективним з погляду озвучування робочого середовища (рідини або речовини), то можна не брати до уваги перехідні процеси, що відбуваються в регулярно встановлених на нижній частині випромінюючої пластини п'єзоелектричних перетворювачах. Спосіб ілюструється Фіг.1-5, де: на Фіг.1 показана схема регулярного розміщення УЗ-вібраторів на нижній поверхні робочої випромінюючої пластини, що здійснює резонансні згинальні коливання (пунктирною лінією позначені границі подібної ділянки пластини з елементами її кріплення до вібратора УЗК); на Фіг.2-3 - порядок розміщення й підключення УЗ-вібраторів, зібраних на п'єзоелектричних перетворювачах, на нижній частині випромінюючої пластини по її довжині (Фіг.2) і на стрижні (хвилеводі) шириною Bст , що здійснюють згинальні коливання (Фіг.3); на Фіг.4 - розрахункова схема однохвильового УЗ-диспергатора із симетричним п'єзоелектричним пакетним перетворювачем; на Фіг.5 - розташування двох магнітострикційних перетворювачів ПМС (ПМС-1 і ПМС-2) у залежності від ширини Bн оброблюваного УЗ тканого наповнювача. На Фіг.1-4 прийняті наступні позначення: 1 - випромінююча пластина (стрижень), або випромінюючий циліндр еквівалентного перетину; 2 - місця кріплення УЗ-вібраторів на нижній поверхні робочої випромінюючої пластини; 3 - хвилі згинальних коливань по довжині L пл пластини; 4 - хвилі згинальних коливань по ширині B пл пластини. 5 - УЗ-вібратори (№№1-5), що зібрані на базі п'єзокерамічних перетворювачів 6; 6 - п'єзокерамічні перетворювачі; 7 - УЗ-генератор; 8, 10 - накладки, що понижають частоту (10 демпфер); 9 - електроди товщиною 0,2-0,3 мм; 11 - концентратор УЗК (трансформатор швидкості); 7 12 - хвиля поздовжніх коливань довжиною . Крім того, на Фіг.4 прийняті такі позначення: a1 , E1 , S1 і a 2 , E 2 , S 2 - відповідно товщина, модуль пружності щодо розтягання й площа торцевої поверхні накладки 10, що понижує частоту, і п'єзокерамічної шайби 6; c 1 і c 2 - відповідно швидкість звуку в матеріалі накладки 10, що понижує частоту, і п'єзокерамічної шайби 6; E 3 , c 3 - відповідно модуль пружності і швидкість звуку в матеріалі концентратора коливань і прилягаючої до нього накладки 8, що понижує частоту; E 4 , S 4 , c 4 - відповідно модуль пружності щодо розтягання, площа поперечного перетину й швидкість звуку в матеріалі циліндра 1, еквівалентного по масі елементу з поверхнею випромінюючої пластини 1. Вихідними даними для розробленого способу у частині розрахунку конструктивних елементів складеного перетворювача є резонансна частота УЗК f ст , характерна для конкретного технологічного процесу УЗ-модифікації (наприклад, це може бути робоча частота УЗ-генератора), інтенсивність УЗ-кавітації, а також ширина оброблюваного тканого наповнювача (або об’єм УЗ-ванни для озвучування полімерного зв’язуючого). Підведення акустичної енергії до кавітаційного апарата на базі випромінюючої пластини 1 (див. Фіг.1) здійснювали за допомогою випромінювачів УЗ 5, які фіксували щільно до пластини за допомогою нарізного сполучення й зварювання. Уздовж (див. Фіг.2-3) і поперек (див. Фіг.1) випромінюючої пластини 1 регулярно розміщували кілька секцій з випромінювачами УЗ, що давало можливість забезпечити необхідну площу випромінюючої поверхні (див Фіг. 2-3). Резонансна частота згинальних коливань f ст випромінюючої пластини 1 і необхідна площа випромінювання кавітатора дають можливість вибрати необхідну кількість УЗ-випромінювачів, які можна встановити на її нижній поверхні. При цьому для досягнення максимального ефекту розміщені поруч випромінювачі УЗ підключали протифазно, а випромінювачі, що розміщували через один - синфазно. Оскільки випромінювачі УЗ можуть живитися як від одного, так і від двох УЗ-генераторів 7, то у випадку застосування одного УЗ-генератора необхідний протифазний режим роботи досягався врахуванням полярності п'єзозлементів при збиранні відповідних випромінювачів УЗ. Задіяні в кавітаційному апараті випромінювачі УЗ були зібрані за схемою однохвильової акустичної системи (див. Фіг.4). Джерелом УЗК був складений п'єзоелектричний перетворювач, зібраний із двох установлених послідовно п'єзокілець 6, підключених паралельно до УЗ-генератора 7. Необхідне значення резонансної частоти коливань п'єзоелектричного перетворювача досягалось вибором акустичних розмірів і властивостей 57856 8 матеріалу демпфера 10 і трансформатора швидкості 11. Оскільки ефективність роботи подібного кавітаційного апарата з випромінюючою пластиною визначається рівнем кавітації, що досягається при обробці робітничого середовища, а сам апарат, у свою чергу, залежить від ефективності коливань випромінюючої пластини, те резонансний режим згинальних коливань випромінюючої пластини є головним чинником, з яким варто погоджувати резонансну частоту поздовжніх коливань складених п'єзоелектричних перетворювачів. Як контрольовані параметри низькочастотних коливань ультразвукового діапазону (16-24 кГц) вибирали частоту f , інтенсивність I й амплітуду A пружних коливань, генеруємих зовнішньою поверхнею випромінюючої пластини в навколишнє середовище. Спосіб реалізують наступним чином. Як випромінювач ультразвукових коливань використовують складений випромінювач ультразвуку у вигляді верхньої і нижньої частотопонижаючих накладок, кожну з яких виконують контактучою через електроди з парою п'єзокерамічних перетворювачів у вигляді кілець. При цьому верхню накладку з'єднують з трансформатором швидкості або з концентратором ультразвукових коливань, а нижню - з джерелом ультразвукових коливань у вигляді генератора. А контакт випромінюючої пластини з випромінювачем ультразвукових коливань забезпечують за мінімальних акустичних втрат. Після цього здійснюють перевірку працездатності зібраного ультразвукового кавітаційного пристрою шляхом оцінки рівномірності кавітаційного поля випромінюючої пластини по ширині і довжині пластини за резонансного режиму її згинальних коливань. У свою чергу, розрахунок акустичних елементів складеного перетворювача здійснюють у наступній послідовності. 1. Задають бажану резонансну частоту УЗК f ст , характерну для конкретного технологічного процесу, і визначають інтенсивність УЗ-кавітації (наприклад, це може бути частота УЗК УЗгенератора 7). 2. Вибирають матеріал ( c пл с 4 , Е пл Е 4 ) і товщину Нпл випромінюючої пластини 1 (див. Фіг.1), виходячи з конструктивно-технологічних особливостей реалізації конкретного технологічного процесу (озвучування рідких композицій, просочування чи дозованого нанесення). 3. Для вибраної резонансної частоти УЗК fст визначають по формулі (4) довжину хвилі cт згинальних коливань випромінюючої пластини 1 з урахуванням бажаної моди коливань n k (або порядку частоти ст ). 4. Загальні розміри випромінюючої пластини 1, тобто її довжину Lпл і ширину Bпл вибирають кра 9 тними величині довжини Lпл NL ст , Впл МВ ст . 57856 хвилі cт , тобто При цьому на ширину пластини Bпл може накладається також умова перекриття пластиною ширини тканого волокнистого наповнювача. 5. Залежно від отриманої кількості пучностей, що утворюються при згинальних коливаннях з довжиною хвилі cт , по довжині й ширині випромінюючої пластини 1, визначають кількість складених УЗ-випромінювачів, установлених по довжині N й ширині M пластини і контактуючих з нею. При цьому максимальна кількість УЗвипромінювачів, установлених по довжині пластини Lпл для одержання рівномірної інтенсивності випромінюючої поверхні дорівнює: N 2NL 1 , а максимальна кількість УЗ-випромінювачів, які встановлюються по ширині випромінюючої пластини Bпл , дорівнює M 2MB 1 . 6. Розраховують масу елементів кріплення складеного УЗ-випромінювача з урахуванням приєднаної маси окремої ділянки (секції) випромінюючої пластини, тобто характеристики так званого еквівалентного циліндра. 7. Під резонансну частоту fст fпл випромінюючої пластини 1 розраховують акустичні розміри елементів складеного УЗ-випромінювача а1, а3 , . Причому вихідними даними для розрахунку акустичних розмірів УЗ-випромінювача є геометричні розміри і фізичні параметри застосовуваного п'єзоматеріала 6 a 2 , c 2 , E 2 , S 2 , трансформатора швидкості 11 c 3 , E 3 , S 3 , частотопонижаючих c1, E1, S1 , а також питома акустич накладок 8, 10 на потужність. Нижче наведено приклад реалізації розробленого способу. Експериментально було знайдено, що для досягнення ефективних результатів у технології формування композиційно-волокнистих полімерних матеріалів, зокрема, при контактній УЗ-обробці як сухої тканини шириною 1120 мм, так і цієї ж тканини, але просоченої полімерним зв'язуючим, необхідно мати такі значення технологічних параметрів кавітаційної обробки: частота УЗК fУЗ fст 18 22 кГц (для розрахунку приймемо fУЗ 22 кГц); амплітуда УЗК 3-5 мкм; інтенсивність 2-4 Вт/см2. Як вказувалось вище, на ширину пластини Впл може накладатися також умова перекриття пластиною ширини тканого волокнистого наповнювача (яка у нашому випадку становить 11001200 мм -див. Фіг.5). Для цього використовували по дві (К=2) пластини з магнітострикційними (або п'єзоелектричними) перетворювачами шириною Впл ВПМС 150 10 мм і довжиною Lпл LПМС 600 мм кожна, розташовані поряд і з кожного боку від тканого наповнювача, тобто задовольняли умову В н К L пл (див. Фіг. 1-4). Обрана товщина випромінюючої пластини 1 становить Нпл 10 мм 0,01м ; матеріал - нержавіюча сталь марки 1ХН18Н9Т з такими характеристиками: швидкість звуку с пл с 4 5,2 10 3 м/с; 4 модуль пружності щодо розтягання Е4 20,5 10 МПа. Обчислена по формулі (4) довжина згинальних коливань пластини при ст 4,750 n k 1 складе: cт 50 мм 0,05 м . Тоді максимальна кількість перетворювачів, яку можна встановити по довжині випромінюючої пластини Lпл 600 мм 0,6 м , до рівнює: N 2NL 1 2 12 1 23 , а максимальна кількість перетворювачів М , що можна встановити по ширині випромінюючої пластини Впл 150 мм 0,15 м , дорівнює: M 2MB 1 2 3 1 5 . Для матеріалу частотопонижаючих накладок 8 і 10 (демпферів) на основі сталі 40X13 маємо: швидкість звуку с 1 5,2 10 3 м/с; модуль пружності Е1 2,05 10 5 МПа; вибраний наріжний діаметр частотопонижаючих накладок 8, 10 складає 40,2 мм = 0,042 м; їх внутрішній діаметр - 0,012 м. Задамо конструктивно необхідне значення розміру товщини а 2 для випадку збирання на базі чотирьох п'єзокерамічних кілець 6 марки 841 зовd6 38 нішнім діаметром мм, а саме: a2 25,6 мм 0,0256 м . Швидкість поширення зву3 ку в матеріалі кільця 6 дорівнює: с 2 2,5 10 м/с; 4 модуль пружності Е2 6,3 10 МПа. Питому акустичну потужність для п'єзокераміки, що використовується в діапазоні 18-22 кГц, звичайно приймають рівною 1-3 Вт/см2. Значення товщини a1 частотопонижаючих на кладок 8 і 10, знайдене по формулі (5): E 2 S 2 c 1ctg a 2 E1S1c 2 tg a2 c c2 c1 a1 1 arctg a2 E1S1c 2 E 2 S 2 c 1ctg a 2 tg a2 c2 c1 . (5) склало 15,73 мм, довжина ступені концентратора 11 меншого діаметра a 3 відповідно до формули a3 c3 arctg E3S3c 4 E4S4c 3tg склало a3 18,7 мм, c4 b , (6) 11 а значення довжини ступені ділянки більшого діаметра концентратора згідно наступної формули (7) c c 3 3 , (7) 2 4f склало 55,91 мм. Рівномірність руйнування тонкої алюмінієвої фольги, установленої паралельно випромінюючій поверхні пластини 1, дала можливість припустити про рівномірність кавітаційного поля пластини. Порівняльний аналіз розрахункових параметрів, отриманих відповідно до пропонованого способу, і експериментальних параметрів, отриманих на виготовленому й впровадженому в технологічний процес кавітаційному апараті з випромінюючою пластиною, що здійснює згинальні коливання, підтверджує, що погрішність розрахунків конструктивних елементів складеного перетворювача за розробленим способом не перевищує 10 %, тоді як для відомих способів - понад 20 %. Крім того, розроблений спосіб спрощує процес збирання і підвищує достовірність (у тому числі за рахунок наявності відповідних аналітичних залежностей) та наглядність результатів перевірки працездатності зібраного ультразвукового кавітаційного пристрою шляхом проведення ефективної послідовності операцій збирання, що забезпечують мінімальні акустичні втрати, а також усувають необхідність проведення коштовних і численних експериментальних досліджень в процесі збирання, а також приводять до отримання рівномірного поля вигинних коливань випромінюючої пластини в процесі її роботи за резонансного режиму. Розроблений спосіб вибору і розрахунку конструктивних параметрів УЗ-кавітатора з випромінюючою пластиною був перевірений при створенні декількох моделей кавітаційних апаратів для хімі 57856 12 чної промисловості, зокрема, для регулювання дозованого нанесення полімерного зв'язуючого у просоченій скловолокнистій тканині електроізоляційного призначення шириною 1120 мм. З його допомогою на базі московського радіотехнічного заводу (м. Москва) та науковотехнічного центру "Атол" (м. Київ) були створені експериментальні УЗ-кавітаційні апарати потужністю 2,5 кВт, призначені для УЗ-просочування електроізоляційних склотканин і наступного формування фольгованих діелектриків для Всеросійського науково-дослідного і проектно-технологічного інституту електроізоляційних матеріалів і фольгованих діелектриків (НВО "Діелектрик", м. Москва). Розроблений спосіб дає можливість створювати широку гаму типорозмірів кавітаційних апаратів для різних розмірів випромінюючої пластини й різних технологічних умов. Конструкція УЗ-кавітаторів розглянутого типу дозволяє за рахунок зміни кількості секцій з випромінювачами змінювати потужність апаратів у широких межах. Експлуатація експериментальних зразків розглянутого типу УЗ-кавітаторів різних потужностей підтвердила їхню високу ефективність, надійність і легкість в обслуговуванні. Джерела інформації: 1. Донской А. В., Келлер O. K., Кратыш Г. С. Ультразвуковые электротехнологические установки. - Л.: Энергоиздат, 1982. - 208 с. 2. Тимошенко С. П., Янг Д. Х., Уивер У. Колебания в инженерном деле. - М.: Машиностроение, 1985. - 424 с. 3. Кумабэ Д. Вибрационное резание. - М.: Машиностроение, 1985. - 424 с. 4. Гершгал Д. А., Фридман В. М. Ультразвуковая технологическая аппаратура. - М.: Энергия, 1976. - 320 с. 13 Комп’ютерна верстка Л. Купенко 57856 Підписне 14 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for assembling and inspection of operation of ultrasonic cavitation device
Автори англійськоюLuhovska Kateryna Oleksandrivna, Kolosov Oleksandr Yevhenovych, Sivetskyi Volodymyr Ivanovych, Luhovskyi Oleksandr Fedorovych, Sakharov Oleksandr Serhiiovych, Sidorov Dmytro Eduardovych, Kudriachenko Viktor Volodymyrovych, Storozhuk Volodymyr Hryhorovych, Yaremenko Volodymyr Ivanovych
Назва патенту російськоюСпособ сборки и проверки работоспособности ультразвукового кавитационного устройства
Автори російськоюЛуговская Екатерина Александровна, Колосов Александр Евгеньевич, Сивецкий Владимир Иванович, Луговский Александр Федорович, Сахаров Александр Сергеевич, Сидоров Дмитрий Эдуардович, Кудряченко Виктор Владимирович, Сторожук Владимир Григорьевич, Яременко Владимир Иванович
МПК / Мітки
МПК: B29B 15/00
Мітки: ультразвукового, збирання, кавітаційного, спосіб, перевірки, працездатності, пристрою
Код посилання
<a href="https://ua.patents.su/7-57856-sposib-zbirannya-i-perevirki-pracezdatnosti-ultrazvukovogo-kavitacijjnogo-pristroyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб збирання і перевірки працездатності ультразвукового кавітаційного пристрою</a>
Спосіб ультразвукового кавітаційного очищення еластичних поверхонь
Номер патенту: 53889
Опубліковано: 25.10.2010
Автори: Луговський Олександр Федорович, Яхно Олег Михайлович, Луговська Катерина Олександрівна
МПК: D06F 35/00
Мітки: спосіб, ультразвукового, кавітаційного, поверхонь, еластичних, очищення
Формула / Реферат:
1. Спосіб ультразвукового кавітаційного очищення еластичних поверхонь, що включає введення білизни в підігрітий миючий розчин та дію ультразвукових коливань на білизну в миючому розчині з інтенсивністю випромінювання, що перевищує поріг кавітації, який відрізняється тим, що на білизну діють двома або декількома рівнями інтенсивності випромінювання ультразвукових коливань, причому інтенсивність одних випромінювань задають величиною ерозійної...
Спосіб автоматичної перевірки працездатності автомобільних ваг
Номер патенту: 25074
Опубліковано: 25.07.2007
Автори: Войтович Олександр Володимирович, Павлов Володимир Євгенійович, Поповкін Юрій Матвійович
МПК: G01G 11/00
Мітки: перевірки, автомобільних, працездатності, спосіб, ваг, автоматичної
Формула / Реферат:
1. Спосіб автоматичної перевірки працездатності автомобільних ваг, що включає використання вантажоприймальної платформи, тензодатчиків, калібрування ваг, який відрізняється тим, що після калібрування ваг визначають вагу вантажоприймальної платформи без вантажу і фіксують показники кожного тензодатчика, зазначені значення реєструють лічильниками і через дешифратор надсилають їх на світлове табло, а також у регістр, де запам'ятовують їх, і вони...
Спосіб контролю працездатності пристрою для вимірювання шляху
Номер патенту: 26579
Опубліковано: 25.09.2007
Автори: Осадчий Сергій Іванович, Лушников Вячеслав Михайлович, Катеринич Сергій Володимирович, Татаров Анатолій Васильович, Рей Юліана Борисівна, Волков Ігор Васильович
МПК: G01C 22/00
Мітки: шляху, контролю, пристрою, вимірювання, працездатності, спосіб
Формула / Реферат:
Спосіб контролю працездатності пристрою для вимірювання шляху, що включає формування електричних імпульсів датчиком шляху при проходженні шляховимірювальним колесом ділянок шляху заданої довжини, лічильний вузол відображення інформації на табло з цифровим індикатором, який відрізняється тим, що по кожному електричному імпульсу з датчика шляху запам'ятовується час, який проходить від попереднього імпульсу до даного імпульсу, по формулі (1)...
Спосіб ультразвукового контролю якості збирання трубних виробів з натягом
Номер патенту: 16195
Опубліковано: 29.08.1997
Автори: Бажалук Ярополк Мирославович, Мігаль Іван Григорович, Турко Федір Іванович, Подрушняк Людмила Федорівна, Чеховська Лідія Андріївна, Даниляк Ярослав Богданович, Карпаш Олег Михайлович
МПК: G01N 29/04
Мітки: якості, трубних, ультразвукового, збирання, спосіб, виробів, натягом, контролю
Формула / Реферат:
Способ ультразвукового контроля качества сборки трубных изделий с натягом, заключающийся в том, что ультразвуковые колебания излучают под углом к внешней поверхности трубного изделия в плоскости поперечного сечения к его продольной оси, принимают эхо-сигналы, отраженные от внутренних поверхностей охватывающей и охватываемой труб, и по соотношению их амплитуд судят о качестве сборки, отличающийся тем, что, с целью повышения точности и...
Спосіб перевірки працездатності цифрових пристроїв на основі псевдовипадкового енергодинамічного методу
Номер патенту: 54199
Опубліковано: 17.02.2003
Автор: Сагун Андрій Вікторович
Мітки: методу, псевдовипадкового, перевірки, пристроїв, працездатності, цифрових, енергодинамічного, спосіб, основі
Формула / Реферат:
Спосіб перевірки працездатності цифрових пристроїв на основі псевдовипадкового енергодинамічного методу, що включає аналіз діагностичних параметрів (імпульсів струму квазікороткого замикання), який відрізняється тим, що враховують вплив вихідної ланки узагальненої математичної моделі логічного елементу на діагностичні параметри у загальному ланцюзі живлення об'єкта діагностування (модуля чи типового елемента заміни), тобто в його одній...
Попередній патент: Установка для біологічної очистки стічних і фекальних вод “biocwt c”
Наступний патент: Спосіб розрахунку конструктивних параметрів ультразвукового кавітаційного пристрою
Випадковий патент: Харчова біодобавка з рослинної сировини