Вібропрес для формування виробів з металевих порошків
Номер патенту: 69960
Опубліковано: 25.05.2012
Автори: Драгобецький Володимир В'ячеславович, Дьомін Олександр Валерійович, Маркевич Андрій Геннадійович, Савєлов Дмитро Володимирович
Формула / Реферат
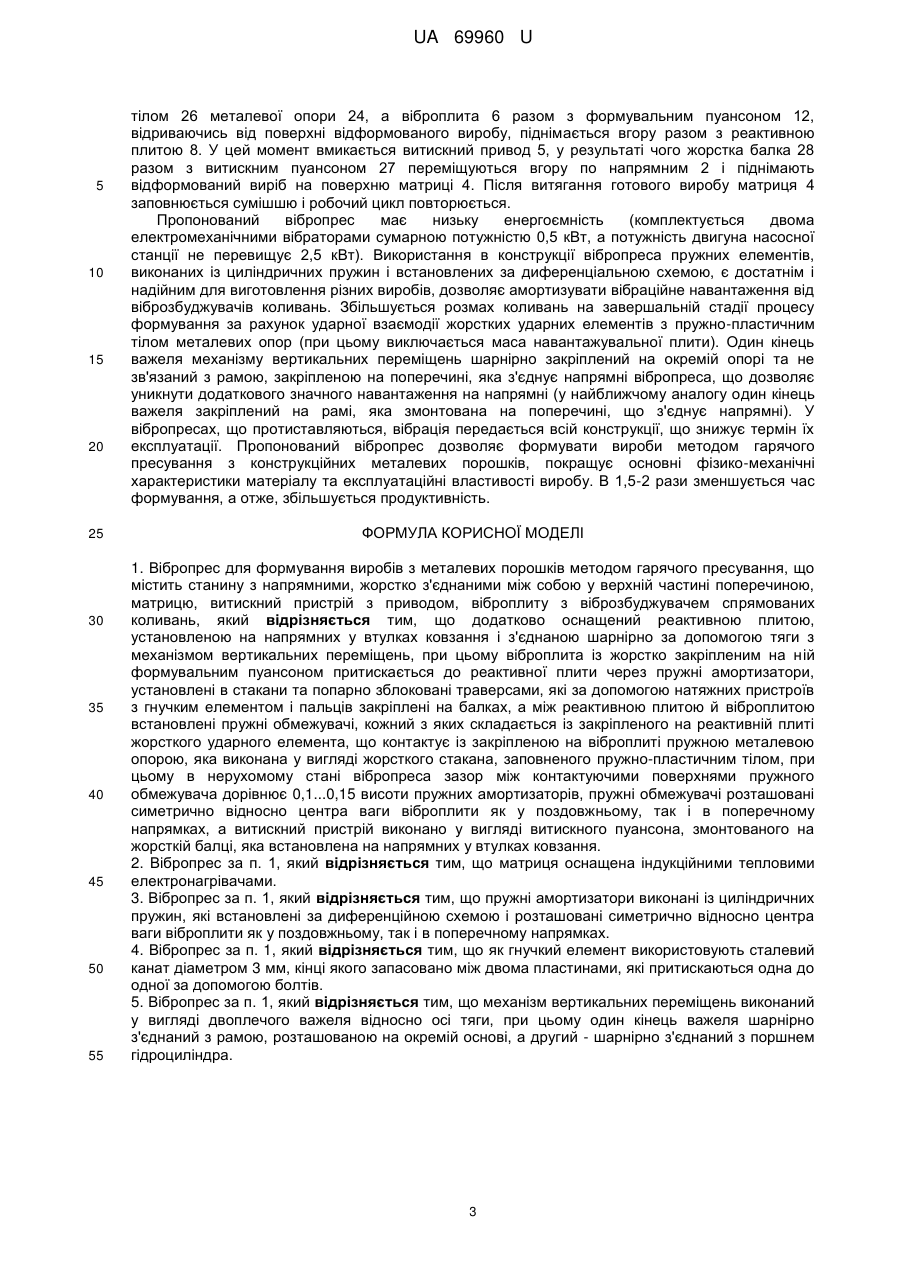
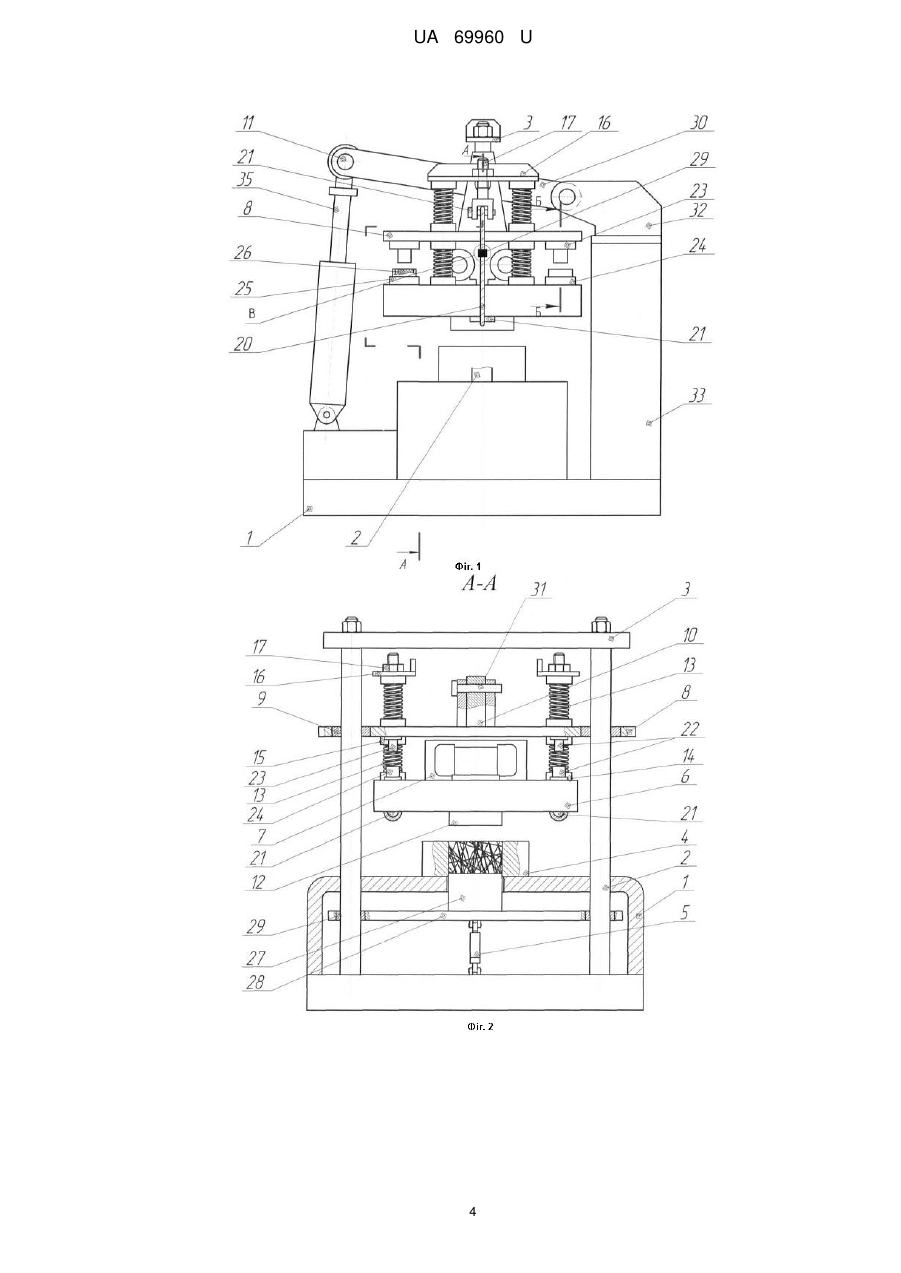
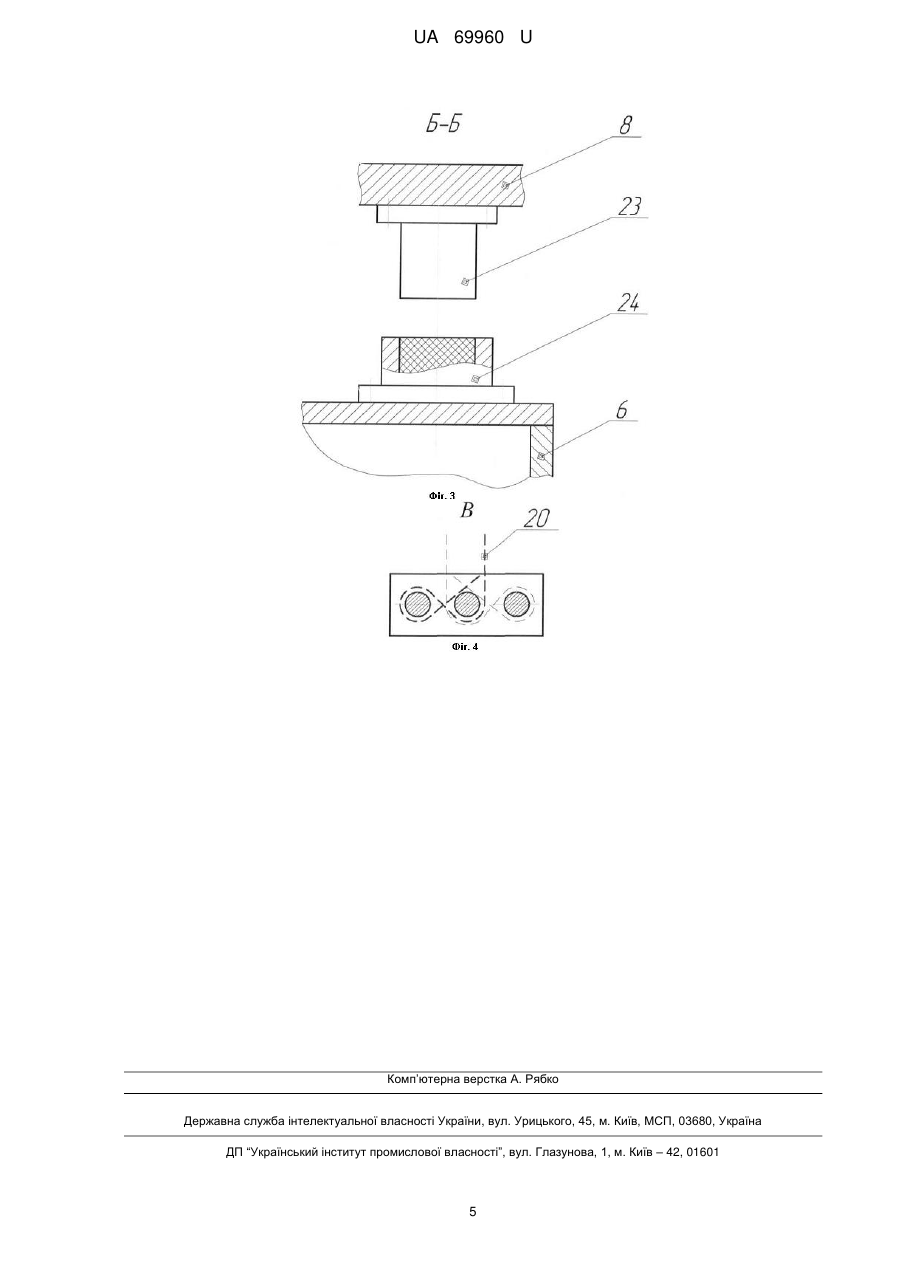
1. Вібропрес для формування виробів з металевих порошків методом гарячого пресування, що містить станину з напрямними, жорстко з'єднаними між собою у верхній частині поперечиною, матрицю, витискний пристрій з приводом, віброплиту з віброзбуджувачем спрямованих коливань, який відрізняється тим, що додатково оснащений реактивною плитою, установленою на напрямних у втулках ковзання і з'єднаною шарнірно за допомогою тяги з механізмом вертикальних переміщень, при цьому віброплита із жорстко закріпленим на ній формувальним пуансоном притискається до реактивної плити через пружні амортизатори, установлені в стакани та попарно зблоковані траверсами, які за допомогою натяжних пристроїв з гнучким елементом і пальців закріплені на балках, а між реактивною плитою й віброплитою встановлені пружні обмежувачі, кожний з яких складається із закріпленого на реактивній плиті жорсткого ударного елемента, що контактує із закріпленою на віброплиті пружною металевою опорою, яка виконана у вигляді жорсткого стакана, заповненого пружно-пластичним тілом, при цьому в нерухомому стані вібропреса зазор між контактуючими поверхнями пружного обмежувача дорівнює 0,1...0,15 висоти пружних амортизаторів, пружні обмежувачі розташовані симетрично відносно центра ваги віброплити як у поздовжньому, так і в поперечному напрямках, а витискний пристрій виконано у вигляді витискного пуансона, змонтованого на жорсткій балці, яка встановлена на напрямних у втулках ковзання.
2. Вібропрес за п. 1, який відрізняється тим, що матриця оснащена індукційними тепловими електронагрівачами.
3. Вібропрес за п. 1, який відрізняється тим, що пружні амортизатори виконані із циліндричних пружин, які встановлені за диференційною схемою і розташовані симетрично відносно центра ваги віброплити як у поздовжньому, так і в поперечному напрямках.
4. Вібропрес за п. 1, який відрізняється тим, що як гнучкий елемент використовують сталевий канат діаметром 3 мм, кінці якого запасовано між двома пластинами, які притискаються одна до одної за допомогою болтів.
5. Вібропрес за п. 1, який відрізняється тим, що механізм вертикальних переміщень виконаний у вигляді двоплечого важеля відносно осі тяги, при цьому один кінець важеля шарнірно з'єднаний з рамою, розташованою на окремій основі, а другий - шарнірно з'єднаний з поршнем гідроциліндра.
Текст
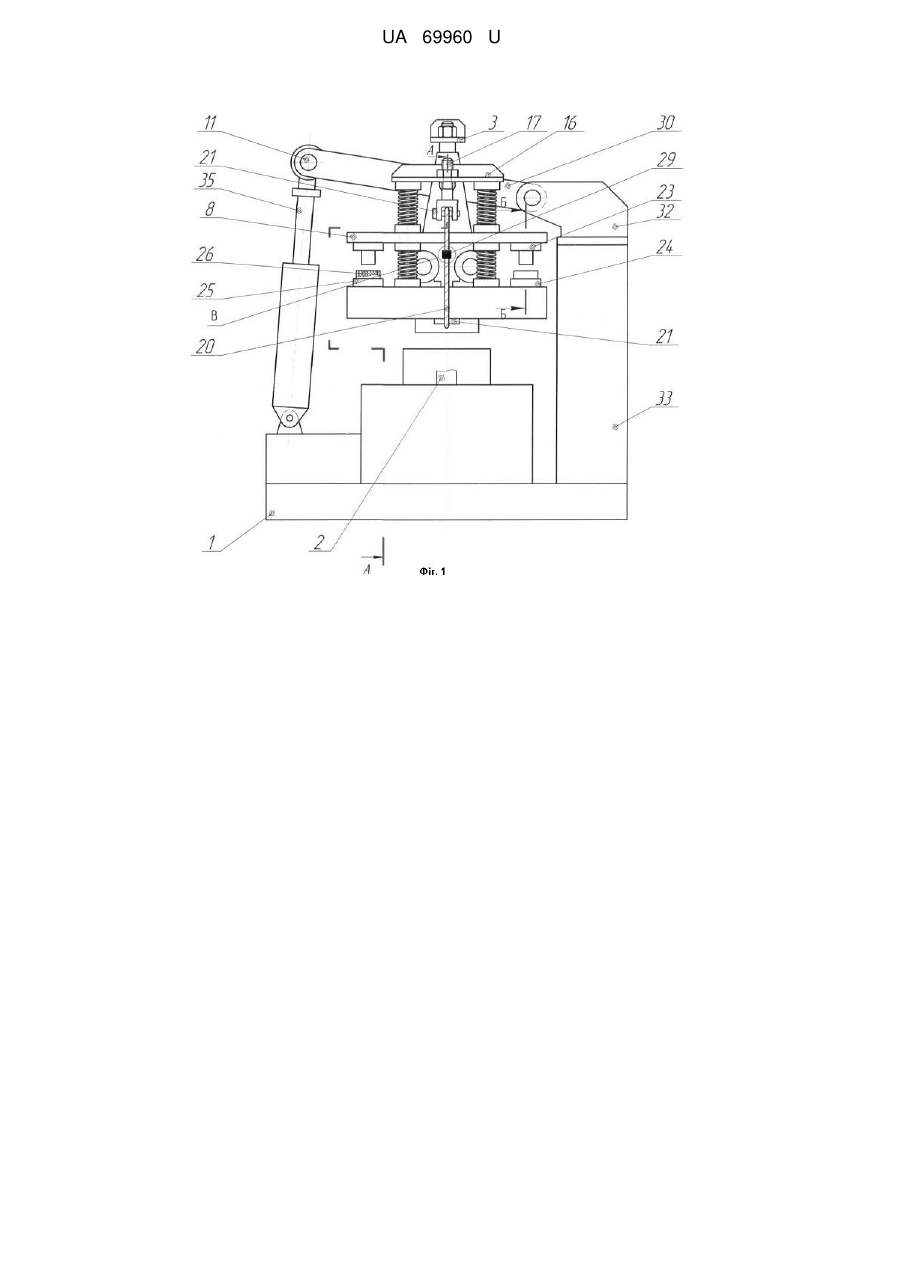
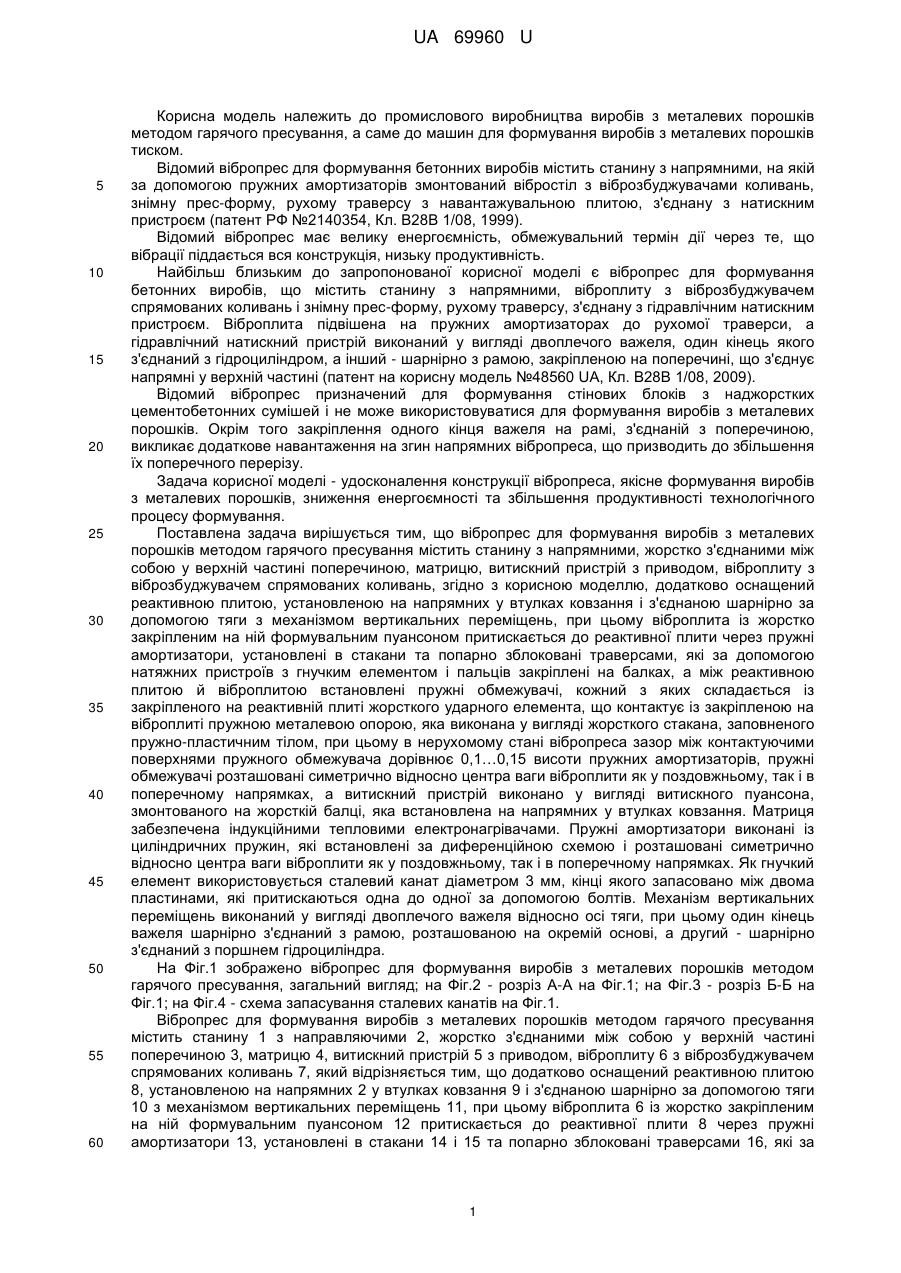
Реферат: Вібропрес для формування виробів з металевих порошків методом гарячого пресування містить станину з напрямними, жорстко з'єднаними між собою у верхній частині поперечиною, матрицю, витискний пристрій з приводом, віброплиту з віброзбуджувачем спрямованих коливань, реактивну плиту, установлену на напрямних у втулках ковзання і з'єднану шарнірно за допомогою тяги з механізмом вертикальних переміщень. UA 69960 U (54) ВІБРОПРЕС ДЛЯ ФОРМУВАННЯ ВИРОБІВ З МЕТАЛЕВИХ ПОРОШКІВ UA 69960 U UA 69960 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до промислового виробництва виробів з металевих порошків методом гарячого пресування, а саме до машин для формування виробів з металевих порошків тиском. Відомий вібропрес для формування бетонних виробів містить станину з напрямними, на якій за допомогою пружних амортизаторів змонтований вібростіл з віброзбуджувачами коливань, знімну прес-форму, рухому траверсу з навантажувальною плитою, з'єднану з натискним пристроєм (патент РФ №2140354, Кл. В28В 1/08, 1999). Відомий вібропрес має велику енергоємність, обмежувальний термін дії через те, що вібрації піддається вся конструкція, низьку продуктивність. Найбільш близьким до запропонованої корисної моделі є вібропрес для формування бетонних виробів, що містить станину з напрямними, віброплиту з віброзбуджувачем спрямованих коливань і знімну прес-форму, рухому траверсу, з'єднану з гідравлічним натискним пристроєм. Віброплита підвішена на пружних амортизаторах до рухомої траверси, а гідравлічний натискний пристрій виконаний у вигляді двоплечого важеля, один кінець якого з'єднаний з гідроциліндром, а інший - шарнірно з рамою, закріпленою на поперечині, що з'єднує напрямні у верхній частині (патент на корисну модель №48560 UA, Кл. В28В 1/08, 2009). Відомий вібропрес призначений для формування стінових блоків з наджорстких цементобетонних сумішей і не може використовуватися для формування виробів з металевих порошків. Окрім того закріплення одного кінця важеля на рамі, з'єднаній з поперечиною, викликає додаткове навантаження на згин напрямних вібропреса, що призводить до збільшення їх поперечного перерізу. Задача корисної моделі - удосконалення конструкції вібропреса, якісне формування виробів з металевих порошків, зниження енергоємності та збільшення продуктивності технологічного процесу формування. Поставлена задача вирішується тим, що вібропрес для формування виробів з металевих порошків методом гарячого пресування містить станину з напрямними, жорстко з'єднаними між собою у верхній частині поперечиною, матрицю, витискний пристрій з приводом, віброплиту з віброзбуджувачем спрямованих коливань, згідно з корисною моделлю, додатково оснащений реактивною плитою, установленою на напрямних у втулках ковзання і з'єднаною шарнірно за допомогою тяги з механізмом вертикальних переміщень, при цьому віброплита із жорстко закріпленим на ній формувальним пуансоном притискається до реактивної плити через пружні амортизатори, установлені в стакани та попарно зблоковані траверсами, які за допомогою натяжних пристроїв з гнучким елементом і пальців закріплені на балках, а між реактивною плитою й віброплитою встановлені пружні обмежувачі, кожний з яких складається із закріпленого на реактивній плиті жорсткого ударного елемента, що контактує із закріпленою на віброплиті пружною металевою опорою, яка виконана у вигляді жорсткого стакана, заповненого пружно-пластичним тілом, при цьому в нерухомому стані вібропреса зазор між контактуючими поверхнями пружного обмежувача дорівнює 0,1…0,15 висоти пружних амортизаторів, пружні обмежувачі розташовані симетрично відносно центра ваги віброплити як у поздовжньому, так і в поперечному напрямках, а витискний пристрій виконано у вигляді витискного пуансона, змонтованого на жорсткій балці, яка встановлена на напрямних у втулках ковзання. Матриця забезпечена індукційними тепловими електронагрівачами. Пружні амортизатори виконані із циліндричних пружин, які встановлені за диференційною схемою і розташовані симетрично відносно центра ваги віброплити як у поздовжньому, так і в поперечному напрямках. Як гнучкий елемент використовується сталевий канат діаметром 3 мм, кінці якого запасовано між двома пластинами, які притискаються одна до одної за допомогою болтів. Механізм вертикальних переміщень виконаний у вигляді двоплечого важеля відносно осі тяги, при цьому один кінець важеля шарнірно з'єднаний з рамою, розташованою на окремій основі, а другий - шарнірно з'єднаний зпоршнем гідроциліндра. На Фіг.1 зображено вібропрес для формування виробів з металевих порошків методом гарячого пресування, загальний вигляд; на Фіг.2 - розріз А-А на Фіг.1; на Фіг.3 - розріз Б-Б на Фіг.1; на Фіг.4 - схема запасування сталевих канатів на Фіг.1. Вібропрес для формування виробів з металевих порошків методом гарячого пресування містить станину 1 з направляючими 2, жорстко з'єднаними між собою у верхній частині поперечиною 3, матрицю 4, витискний пристрій 5 з приводом, віброплиту 6 з віброзбуджувачем спрямованих коливань 7, який відрізняється тим, що додатково оснащений реактивною плитою 8, установленою на напрямних 2 у втулках ковзання 9 і з'єднаною шарнірно за допомогою тяги 10 з механізмом вертикальних переміщень 11, при цьому віброплита 6 із жорстко закріпленим на ній формувальним пуансоном 12 притискається до реактивної плити 8 через пружні амортизатори 13, установлені в стакани 14 і 15 та попарно зблоковані траверсами 16, які за 1 UA 69960 U 5 10 15 20 25 30 35 40 45 50 55 60 допомогою натяжних пристроїв 17 з гнучким елементом 20 і пальців 21 закріплені між реактивною плитою 8 і віброплитою 6, де встановлені пружні обмежувачі 22, кожний з яких складається із закріпленого на реактивній плиті 8 жорсткого ударного елемента 23, що контактує із закріпленою на віброплиті 6 пружною металевою опорою 24, яка виконана у вигляді жорсткого стакана 25, заповненого пружно-пластичним тілом 26, при цьому в нерухомому стані вібропреса зазор між контактуючими поверхнями пружного обмежувача 22 дорівнює 0,1…0,15 висоти пружних амортизаторів 13, пружні обмежувачі 22 розташовані симетрично відносно центра ваги віброплити 6 як у поздовжньому, так і в поперечному напрямках, а витискний пристрій 5 виконано у вигляді витискного пуансона 27, змонтованого на жорсткій балці 28, яка встановлена на напрямних у втулках ковзання 29. Матриця 4 забезпечена індукційними тепловими електронагрівачами. Пружні амортизатори 13, які виконані із циліндричних пружин, установлені за диференційною схемою і розташовані симетрично відносно центра ваги віброплити 6 як у поздовжньому, так і в поперечному напрямках. Як гнучкий елемент 20 використовується сталевий канат діаметром 3 мм, кінці якого запасовано між двома пластинами 29, які притискаються одна до одної за допомогою болтів. Механізм вертикальних переміщень 11 виконаний у вигляді двоплечого важеля 30 відносно осі 31 тяги 10, при цьому один кінець важеля 30 шарнірно з'єднаний з рамою 32, розташованою на окремій основі 33, а другий кінець важеля 30 шарнірно з'єднаний з поршнем гідроциліндра 35. Важіль 30 виконаний з двох паралельних пластин, у яких виконані наскрізні пази, через які він з'єднується з тягою 10 за допомогою осі 31, а відношення довжини першого кінця до довжини другого кінця дорівнює 1/5…1/8. Робота вібропреса для формування виробів з металевих порошків методом гарячого пресування здійснюється наступним чином. Вібропрес знаходиться у вихідному положенні, при якому шток гідроциліндра 35 повністю висунутий, реактивна плита 8 разом з віброплитою 6 і формувальним пуансоном 12 підняті вгору, а закріплені на реактивній плиті 8 жорсткі ударні елементи 22 виведені з контакту з пружними металевими опорами 24, що закріплені на віброплиті 6. Далі у формувальний отвір матриці 4 подається заздалегідь відсортована суміш металевого порошку. Після цього насосна станція (на схемі не вказана) подає робочу рідину в штокову камеру гідроциліндра 35, у результаті чого важіль 30 механізму вертикальних переміщень 11 переміщує реактивну плиту 8 за допомогою тяги 10 по напрямних 2 вниз і опускає віброплиту 6 з формувальним пуансоном 12 на поверхню порошкової суміші в матриці 4. Плаваюча підвіска дозволяє віброплиті 6 з формувальним пуансоном 12 точно спиратися на порошкову суміш, що забезпечує необхідну рівність поверхні виробу, який формується. Після чого матриця 4 разом із порошковою сумішшю і формувальним пуансоном 12 нагрівається до температури спікання. Далі вмикається віброзбуджувач коливань 7, під дією якого віброплита 6 з формувальним пуансоном 12 здійснює спрямовані коливання з кутовою частотою коливань 293 рад/с і амплітудою 1,5…1,6 мм, чинить тим самим на порошкову суміш віброударний вплив, під дією якого металева порошкова суміш переходить у стан підвищеної плинності, у результаті чого з неї видаляється частина повітря й здійснюється більш компактне укладання частинок порошку. При цьому реактивна плита 8 продовжує рухатися вниз по напрямним 2, у результаті чого пружні амортизатори 13 у підвісці віброплити 6 стискаються, а контактуючі поверхні жорстких ударних елементів 23 зближуються з контактуючими поверхнями пружних металевих опор 24 на віброплиті 6. В той момент, коли жорсткі ударні елементи 23 співударяються контактуючими поверхнями з пружно-пластичним тілом 26 металевої опори 24, віброплита 6 разом з формувальним пуансоном 12 переходить у віброударний асиметричний режим роботи, у результаті чого розмах коливань віброплити 6 збільшується, і при русі вниз віброплита 6 з формувальним пуансоном 12 чинить на порошкову суміш більш інтенсивний вібраційний вплив. У момент повної взаємодії контактуючих поверхонь жорстко-пружних обмежувачів 22 вібраційне навантаження гаситься й амплітуда коливань віброплити 6 дорівнює нулю. При цьому віброплита 6 разом з формувальним пуансоном 12 продовжує рухатися вниз разом з реактивною плитою 8, здійснюючи статичне ущільнення 2 суміші металевого порошку із зусиллям 50 кг/см , що розвивається механізмом вертикальних переміщень 11 вібропреса. Коли гідропривід розвиває найбільше статичне зусилля пресування, рух реактивної плити 8 униз припиняється, а віброзбуджувач коливань 7 відключається. Робоча рідина подається у поршневу камеру гідроциліндра 35, у результаті чого поршень зі штоком рухається вгору, переміщуючи тим самим важіль 30 механізму вертикальних переміщень 11 разом з реактивною плитою 8 по напрямних 2 вгору. Пружні амортизатори 13 у підвісці віброплити 6 розтискаються, а жорсткі ударні елементи 23 виходять із взаємодії з пружнопластичним тілом 26 металевої опори 24. При подальшому русі реактивної плити 7 вгору пружини розтискаються, жорсткі ударні елементи 23 виходять із контакту з пружно-пластичним 2 UA 69960 U 5 10 15 20 25 30 35 40 45 50 55 тілом 26 металевої опори 24, а віброплита 6 разом з формувальним пуансоном 12, відриваючись від поверхні відформованого виробу, піднімається вгору разом з реактивною плитою 8. У цей момент вмикається витискний привод 5, у результаті чого жорстка балка 28 разом з витискним пуансоном 27 переміщуються вгору по напрямним 2 і піднімають відформований виріб на поверхню матриці 4. Після витягання готового виробу матриця 4 заповнюється сумішшю і робочий цикл повторюється. Пропонований вібропрес має низьку енергоємність (комплектується двома електромеханічними вібраторами сумарною потужністю 0,5 кВт, а потужність двигуна насосної станції не перевищує 2,5 кВт). Використання в конструкції вібропреса пружних елементів, виконаних із циліндричних пружин і встановлених за диференціальною схемою, є достатнім і надійним для виготовлення різних виробів, дозволяє амортизувати вібраційне навантаження від віброзбуджувачів коливань. Збільшується розмах коливань на завершальній стадії процесу формування за рахунок ударної взаємодії жорстких ударних елементів з пружно-пластичним тілом металевих опор (при цьому виключається маса навантажувальної плити). Один кінець важеля механізму вертикальних переміщень шарнірно закріплений на окремій опорі та не зв'язаний з рамою, закріпленою на поперечині, яка з'єднує напрямні вібропреса, що дозволяє уникнути додаткового значного навантаження на напрямні (у найближчому аналогу один кінець важеля закріплений на рамі, яка змонтована на поперечині, що з'єднує напрямні). У вібропресах, що протиставляються, вібрація передається всій конструкції, що знижує термін їх експлуатації. Пропонований вібропрес дозволяє формувати вироби методом гарячого пресування з конструкційних металевих порошків, покращує основні фізико-механічні характеристики матеріалу та експлуатаційні властивості виробу. В 1,5-2 рази зменшується час формування, а отже, збільшується продуктивність. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Вібропрес для формування виробів з металевих порошків методом гарячого пресування, що містить станину з напрямними, жорстко з'єднаними між собою у верхній частині поперечиною, матрицю, витискний пристрій з приводом, віброплиту з віброзбуджувачем спрямованих коливань, який відрізняється тим, що додатково оснащений реактивною плитою, установленою на напрямних у втулках ковзання і з'єднаною шарнірно за допомогою тяги з механізмом вертикальних переміщень, при цьому віброплита із жорстко закріпленим на ній формувальним пуансоном притискається до реактивної плити через пружні амортизатори, установлені в стакани та попарно зблоковані траверсами, які за допомогою натяжних пристроїв з гнучким елементом і пальців закріплені на балках, а між реактивною плитою й віброплитою встановлені пружні обмежувачі, кожний з яких складається із закріпленого на реактивній плиті жорсткого ударного елемента, що контактує із закріпленою на віброплиті пружною металевою опорою, яка виконана у вигляді жорсткого стакана, заповненого пружно-пластичним тілом, при цьому в нерухомому стані вібропреса зазор між контактуючими поверхнями пружного обмежувача дорівнює 0,1...0,15 висоти пружних амортизаторів, пружні обмежувачі розташовані симетрично відносно центра ваги віброплити як у поздовжньому, так і в поперечному напрямках, а витискний пристрій виконано у вигляді витискного пуансона, змонтованого на жорсткій балці, яка встановлена на напрямних у втулках ковзання. 2. Вібропрес за п. 1, який відрізняється тим, що матриця оснащена індукційними тепловими електронагрівачами. 3. Вібропрес за п. 1, який відрізняється тим, що пружні амортизатори виконані із циліндричних пружин, які встановлені за диференційною схемою і розташовані симетрично відносно центра ваги віброплити як у поздовжньому, так і в поперечному напрямках. 4. Вібропрес за п. 1, який відрізняється тим, що як гнучкий елемент використовують сталевий канат діаметром 3 мм, кінці якого запасовано між двома пластинами, які притискаються одна до одної за допомогою болтів. 5. Вібропрес за п. 1, який відрізняється тим, що механізм вертикальних переміщень виконаний у вигляді двоплечого важеля відносно осі тяги, при цьому один кінець важеля шарнірно з'єднаний з рамою, розташованою на окремій основі, а другий - шарнірно з'єднаний з поршнем гідроциліндра. 3 UA 69960 U 4 UA 69960 U Комп’ютерна верстка А. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюVibropress for forming products from metal powders
Автори англійськоюDiomin Oleksandr Valeriiovych, Markevych Andrii Hennadiiovych, Savielov Dmytro Volodymyrovych, Drahobetskyi Volodymyr Viacheslavovych
Назва патенту російськоюВибропресс для формования изделий из металлических порошков
Автори російськоюДемин Александр Валерьевич, Маркевич Андрей Геннадьевич, Савелов Димтрий Владимирович, Драгобецкий Владимир Вячеславович
МПК / Мітки
МПК: B28B 1/08
Мітки: металевих, порошків, формування, вібропрес, виробів
Код посилання
<a href="https://ua.patents.su/7-69960-vibropres-dlya-formuvannya-virobiv-z-metalevikh-poroshkiv.html" target="_blank" rel="follow" title="База патентів України">Вібропрес для формування виробів з металевих порошків</a>
Спосіб формування виробів з металевих порошків
Номер патенту: 68694
Опубліковано: 10.04.2012
Автори: Бєлкіна Анна Олександрівна, Савєлов Дмитро Володимирович, Драгобецький Володимир В'ячеславович
МПК: B22F 3/093, B22F 5/10, B28B 1/08
Мітки: порошків, спосіб, формування, металевих, виробів
Формула / Реферат:
Спосіб формування виробів з металевих порошків, що містить укладання заздалегідь відсортовану і ретельно змішану порошкову суміш у прес-форму та її подальше ущільнення вертикально направленими коливаннями з одночасно здійснюваним зверху статичним здавлюванням порошкової суміші, який відрізняється тим, що з метою підвищення однорідності структури та щільності порошкової суміші по всьому об'єму, покращення якості поверхні виробу, який...
Пристрій для виготовлення високощільних виробів з металевих порошків чи стружки гарячим штампуванням
Номер патенту: 7288
Опубліковано: 15.06.2005
Автори: Рябічева Людмила Олександрівна, Циркін Аркадій Тимофійович, Потапова Інна Георгіївна, Нікітін Юрій Миколайович
МПК: B22F 3/00
Мітки: порошків, штампуванням, металевих, виготовлення, стружки, високощільних, виробів, гарячим, пристрій
Формула / Реферат:
Пристрій для виготовлення високощільних виробів з металевих порошків чи стружки гарячим штампуванням, що містить контейнер із двома сполученими робочим і вихідним каналами однакового перерізу, розташованими перпендикулярно один до одного, вузол навантаження, матрицю з вічком, клиновий затвор робочого каналу контейнера, який відрізняється тим, що вихідний канал виконаний змінного перерізу з розташованим в ньому доущільнюючим пуансоном.
Вібропрес для формування стінових блоків
Номер патенту: 48560
Опубліковано: 25.03.2010
Автори: Маслов Олександр Гаврилович, Савєлов Дмитро Володимирович
МПК: B28B 1/08
Мітки: стінових, блоків, вібропрес, формування
Формула / Реферат:
1. Вібропрес для формування стінових блоків, що містить станину з напрямними, віброплиту з віброзбуджувачем спрямованих коливань і прес-форму, що знімається, який відрізняється тим, що додатково оснащений реактивною плитою, установленою в напрямних і з'єднаною шарнірно за допомогою тяги з гідравлічним притискним пристроєм, при цьому віброплита підвішена на пружних амортизаторах до реактивної плити і між реактивною плитою й віброплитою...
Вібропрес для формування асфальтобетонних зразків
Номер патенту: 48528
Опубліковано: 25.03.2010
Автори: Дьомін Олександр Валерійович, Саленко Юлія Сергіївна, Маслов Олександр Гаврилович
МПК: B28B 3/02
Мітки: формування, асфальтобетонних, вібропрес, зразків
Формула / Реферат:
1. Вібропрес для формування асфальтобетонних зразків, що містить станину з напрямними, яка з'єднана поперечкою, на якій змонтована матриця, виштовхувальний пристрій з приводом і віброплита з віброзбуджувачем колових коливань, вібропрес додатково забезпечений пов'язаною з напрямними, за допомогою втулок, реактивною плитою, на якій на двох роликах встановлена віброплита з віброзбуджувачем колових коливань, при цьому віброплита і реактивна...
Спосіб виготовлення тонкостінних циліндричних виробів високої щільності з металевих порошків
Номер патенту: 53035
Опубліковано: 15.01.2003
Автори: Циркін Аркадій Тимофійович, Рябічева Людмила Олександрівна, Хіщенко Віктор Пилипович
МПК: B22F 3/02
Мітки: порошків, металевих, виробів, виготовлення, циліндричних, тонкостінних, спосіб, високої, щільності
Формула / Реферат:
Спосіб виготовлення тонкостінних циліндричних виробів високої щільності з металевих порошків, що включає попереднє холодне формування пористої заготовки та її подальше послідовне доущільнення спочатку в осьовому напрямку, а потім по внутрішній поверхні заготовки в напрямку, нормальному до осьового, який відрізняється тим, що заготовку виготовляють з внутрішнім діаметром відповідно до відношення
Попередній патент: Спосіб керування і контролю параметрів повітряного середовища приміщення
Наступний патент: Спосіб розрахунку параметрів керування силовим перетворювачем в системі взаємного навантаження машин постійного струму
Випадковий патент: Спосіб виявлення віддалених атак на інформаційну систему