Спосіб поділу гнутих профілів прокату
Номер патенту: 70085
Опубліковано: 25.05.2012
Автори: Тахтамиш Іріна Всеволодівна, Лісовий Максим Олегович, Діамантопуло Костянтин Костянтинович, Вороніна Ніна Олександрівна, Коробенко Олександр Степанович

Формула / Реферат
Спосіб поділу гнутих профілів прокату, що включає попереднє надрізування зсувом неспрофільованої стрічки, що рухається, з одночасним прорізанням частини неспрофільованої стрічки, яка знаходиться між надрізаними ділянками на ножах із відповідною криволінійною формою, зумовленою видом профілю, що рухається, на глибину меншу за глибину тріщиноутворювання, спрямлення її в напрямку, протилежному напрямку попереднього надрізування і профілювання стрічки у профіль потрібного перерізу з наступним гарантованим остаточним відділенням профілю по площині попереднього надрізу, який відрізняється тим, що відносна площа надрізу стрічки складає не менше 40 % від початкової площі поперечного перерізу.
Текст
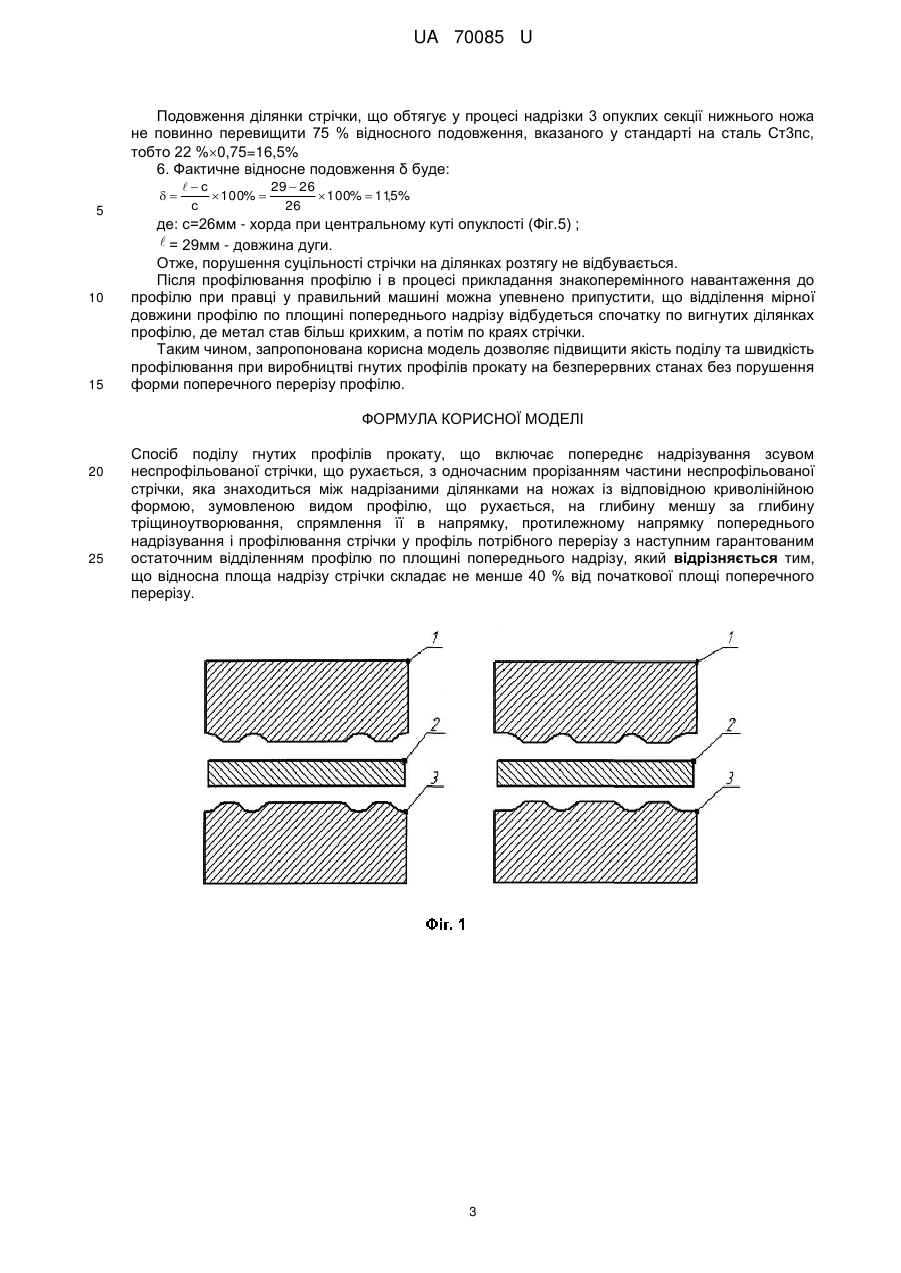
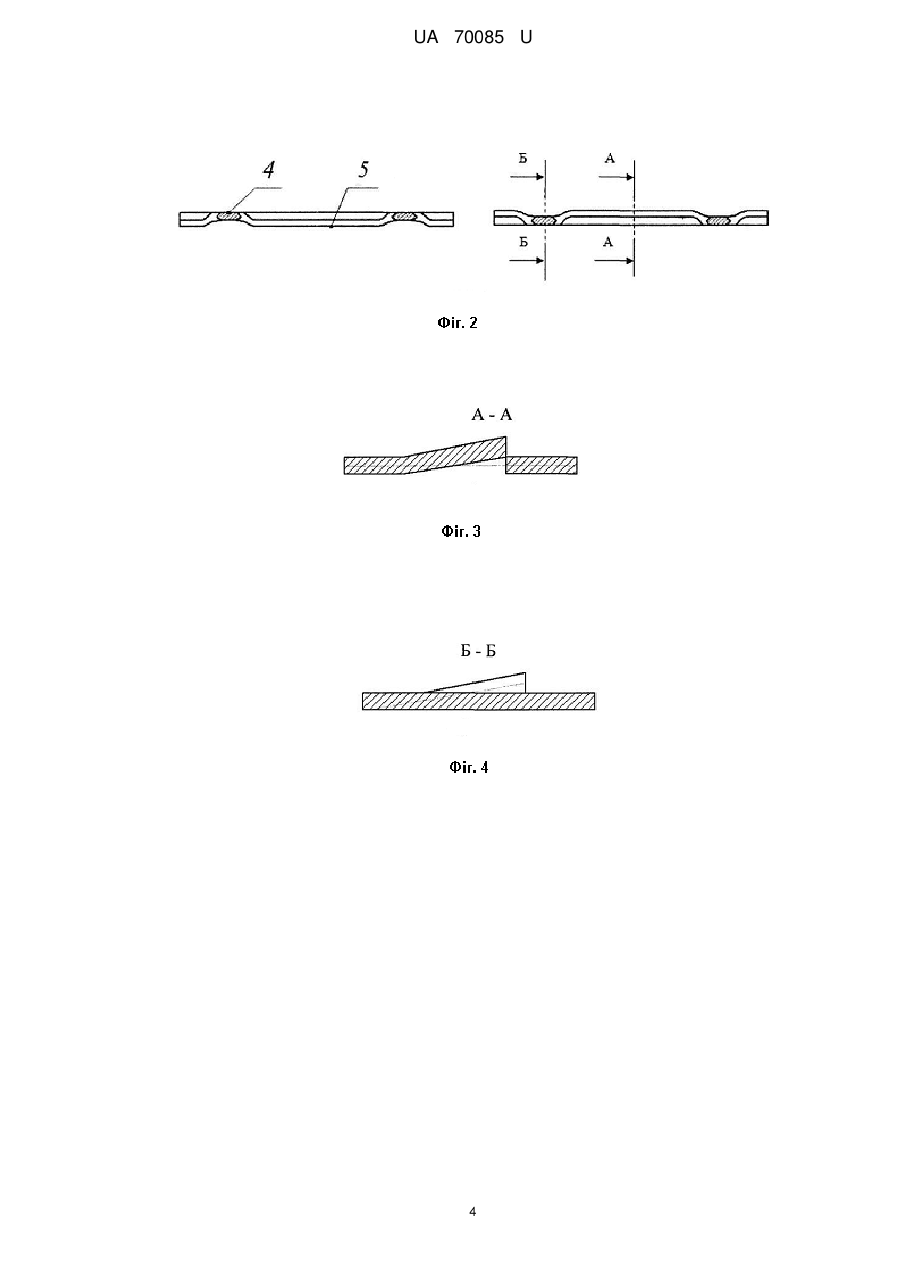
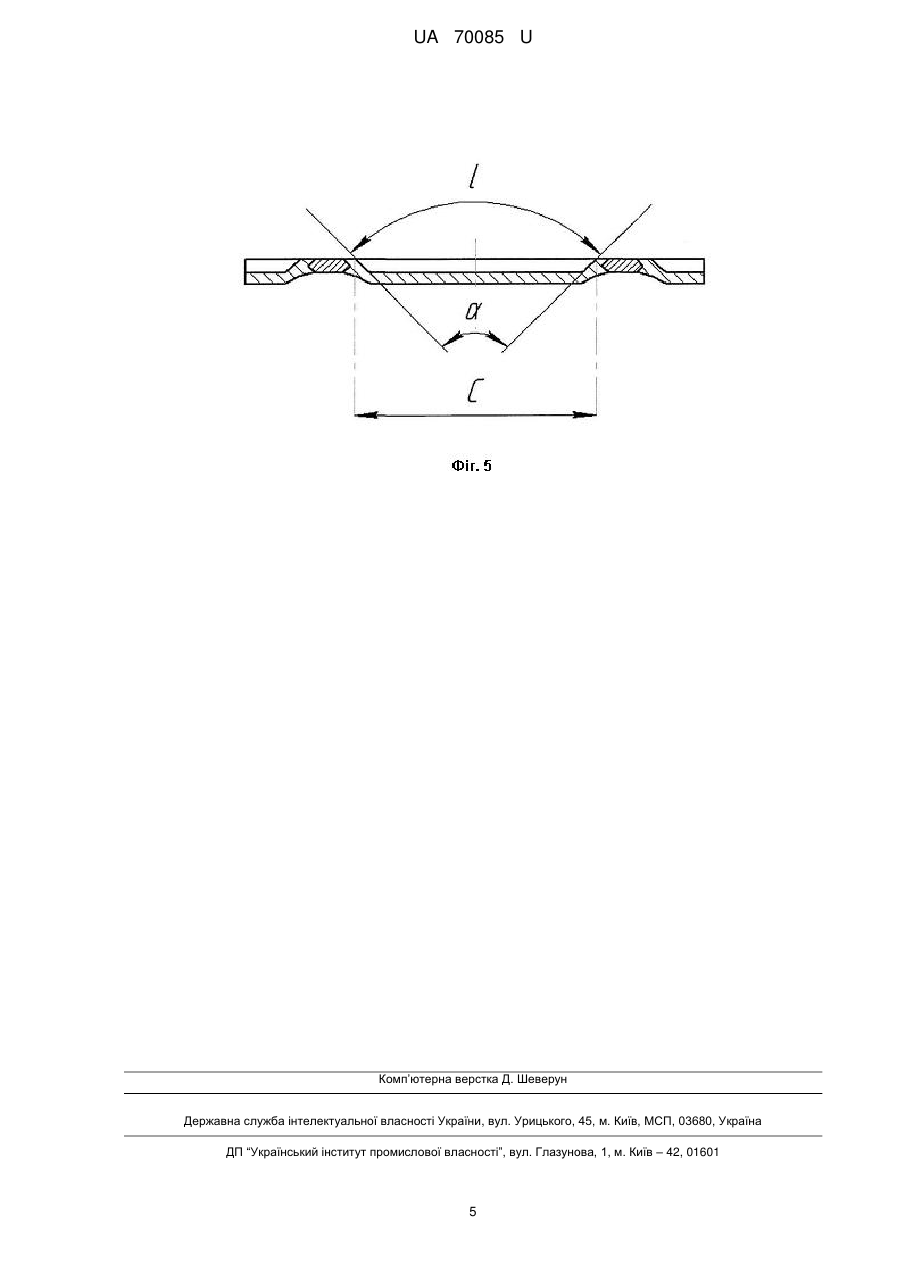
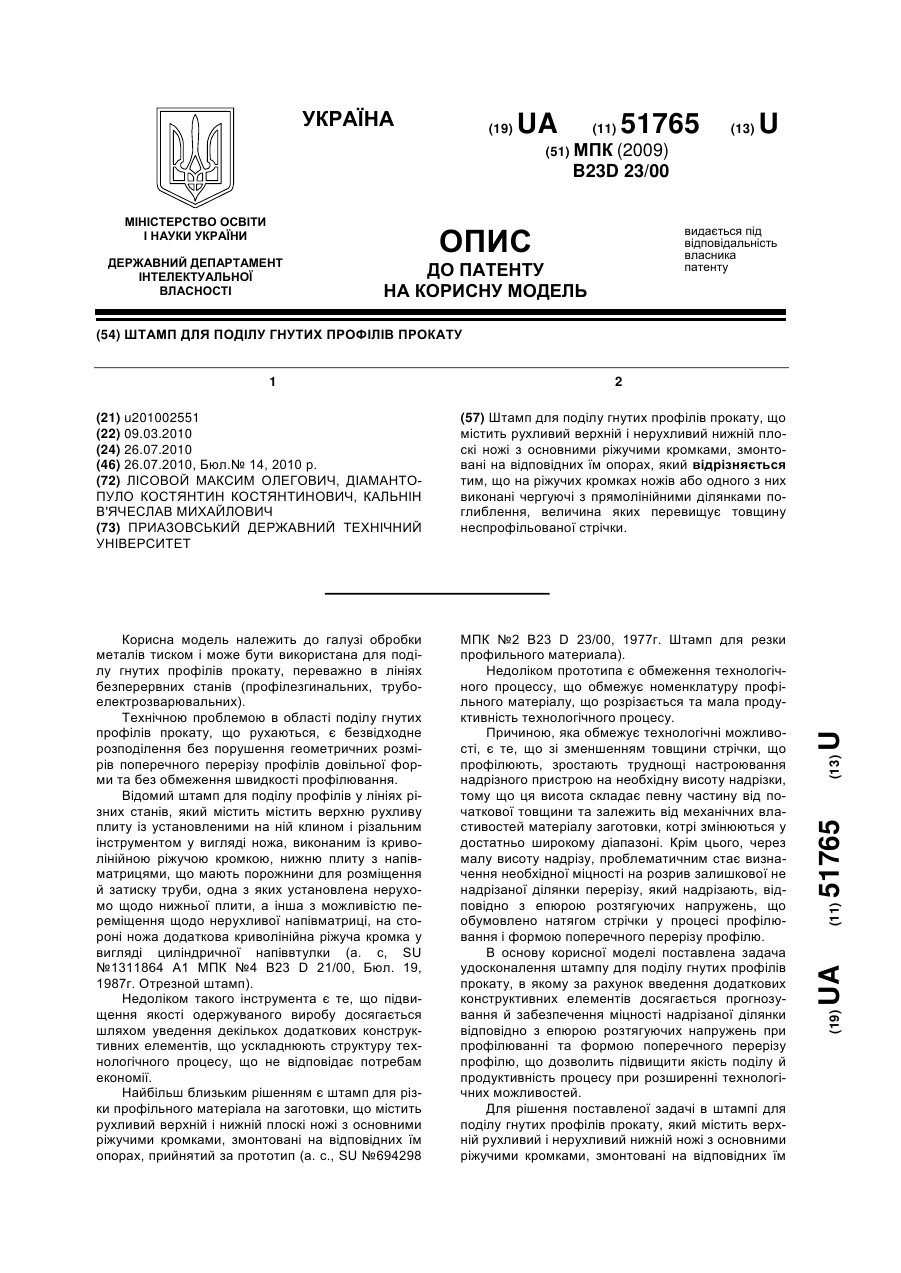
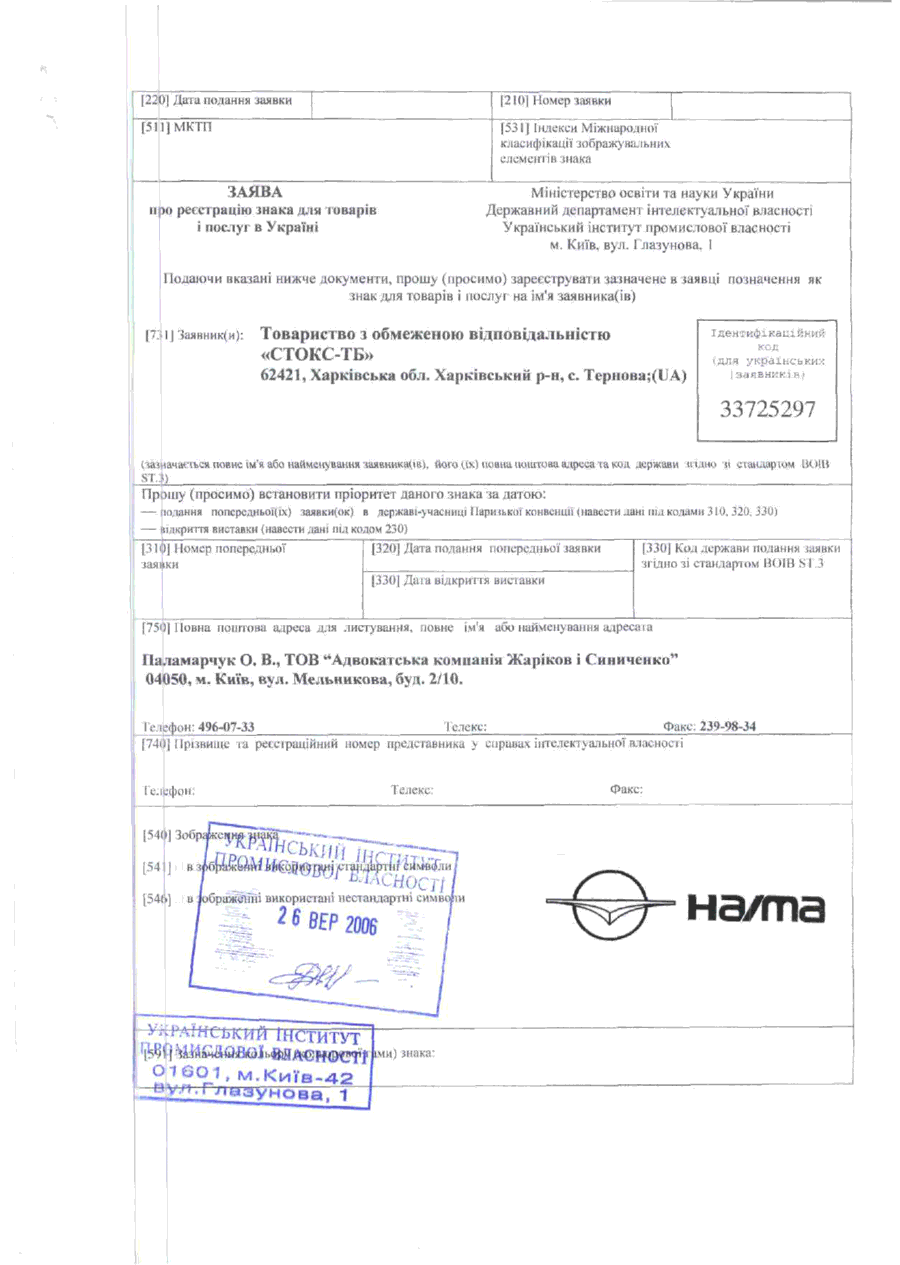
Реферат: Спосіб поділу гнутих профілів прокату належить до галузі обробки металів тиском і може бути використаний для поділу гнутих профілів прокату, переважно в лініях безперервних станів (профілезгинальних, трубоелектрозварювальних). UA 70085 U (12) UA 70085 U UA 70085 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі обробки металів тиском і може бути використана для поділу гнутих профілів прокату, переважно в лініях безперервних станів (профілезгинальних, трубоелектрозварювальних). Технічною проблемою в області розподілу гнутих профілів прокату, що рухаються, є безвідходне розподілення без порушення геометричних розмірів поперечного перерізу профілів довільної форми та без обмеження швидкості профілювання. Відомі способи поділу профілів, що рухаються, у лініях різних станів, які містять: переміщення профілю у осьовому напрямку й остаточне відділення з відходом на прорізний шар мірної заготовки [Автоматические устройства для резки труб на ходу. - М.: ЦНИИЧМ, 1964.сер.7-62с]. При цьому для поділу профілю, що рухається, використовують один з відомих «летючих» відрізних пристроїв: «летючі» пили, штампи й таке інше, які не тільки викривляють поперечний переріз профілю (зминання, за вальцювання, задирки), але й обмежують максимально можливу швидкість профілювання, тобто продуктивність стану, через необхідність зворотно-поступового переміщення разом з профілем, який відрізають, вузла, що ріже, який має значну масу. Окрім того, відомий спосіб поділу профілів, що рухаються, у лініях різних станів, який містить: попереднє надрізування профілю зсувом на величину, меншу за глибину тріщиноутворення, пересування профілю у осьовому напрямку на величину довжини заготовки, що відрізається, фіксації його, а потім попередньої надрізки наступної заготовки з одночасною остаточною відрізкою попередньої заготовки по площині попереднього надрізу [А. с. №1044438 СССР. МПК5 В23D23/00]. Проте, надрізування зсувом готового профілю, особливо закритого типу, обов'язково призведе до сильного зминання поперечного перерізу, а переміщення у осьовому напрямку на величину заготовки, що відрізається, та наступна фіксація надрізаного профілю виключає можливість остаточного відділення мірної заготовки у процесі переміщення профілю у лінії безперервного стану. Найбільш близьким рішенням до способу, що заявляється, за технічною суттю та результатом, що досягають, є спосіб поділю гнутих профілів прокату за джерелом [ патент України №4816 МПК7 B23D23/00 Бюл.№2, 2005р.], прийнятий за прототип, який містить попереднє надрізування зсувом з одночасним прорізанням частини неспрофільованої стрічки, яка знаходиться між надрізаними ділянками на ножах із відповідною криволінійною формою, зумовленою видом профілю, що рухається, на глибину, меншу за глибину тріщиноутворення, спрямлення її в напрямку, протилежному напрямку попереднього надрізування, і профілювання стрічки у профіль потрібного перерізу з наступним остаточним відділенням профілю по площині попереднього надрізу. Причиною, яка обмежує технологічні можливості способу, є те, що зі зменшенням товщини стрічки, що профілюють, зростають труднощі з визначенням відносної площі надрізу плоскої заготовки, яка б гарантувала остаточне відділення профілю по площині попереднього надрізу, настроюванням надрізного пристрою та визначення необхідної висоти надрізки, що складає певну частину від початкової товщини заготовки та залежить від механічних властивостей матеріалу заготовки. В основу корисної моделі поставлена задача удосконалити спосіб поділу гнутих профілів прокату, в якому за рахунок визначення необхідної площі надрізу стрічки гарантується остаточне відділення профілю по площині попереднього надрізу, підвищується виробництво та якість продукції, розширює використання та технологічні можливості способу. Для вирішення поставленої задачі у способі для поділу гнутих профілів прокату, який включає попереднє надрізування зсувом неспрофільованної стрічки, що рухається, з одночасним прорізанням частини неспрофільованної стрічки, яка знаходиться між надрізаними ділянками на ножах із відповідною криволінійною формою, зумовленою видом профілю, що рухається, на глибину, меншу за глибину тріщиноутворення, спрямлення її в напрямку, протилежному напрямку попереднього надрізування і профілювання стрічки у профіль потрібного перерізу з наступним гарантованим остаточним відділенням профілю по площині попереднього надрізу, відповідно до корисної моделі відносна площа надрізу стрічки складає не менше 40 % від початкової площі поперечного перерізу. Істотність розробленого у корисній моделі, що гарантує остаточне відділення профілю у процесі профілювання по площині попереднього надрізу, що підвищує якість поділу та продуктивність процесу, полягає у прорізанні частини плоскої рухомої заготовки не менше ніж на 40 % від початкової площі поперечного перерізу. Стрічку, що рухається, надрізають верхнім рухливим ножем 1 з криволінійною ріжучою кромкою, стрічку 2, що рухається, прорізають на нижньому симетричному ножі 3 з криволінійною 1 UA 70085 U 5 10 15 20 25 30 35 40 ріжучою кромкою (фіг. 1), залишаючи не надрізані ділянки 4 стрічки 2 (фіг. 2) в необхідних місцях, при цьому надрізані ділянки, спираючись на опуклості ріжучих кромок ножів, подовжуються і радіус опуклостей обирається таким, щоб фактичне подовження металу не перевищувало 75 % [Романовский В.П. Справочник по холодной штамповке. - Л.: Машиностроение, 1979.- 520 с. ] відносного подовження, вказаного у стандарті для даної сталі. Сумарна площа надрізаних ділянок 5 повинна бути не менш 40 % від початкової площі поперечного перерізу стрічки (фіг.2). Фіг. 3 поперечний переріз А-А - форма надрізаної ділянки. Фіг. 4 - поперечний переріз Б-Б - форма надрізаної ділянки. Все це суттєво розширює використання, підвищує якість і створює нові технологічні можливості способу, що заявляється, порівняно з прототипом. Спосіб здійснюється наступним чином: На безперервному стані для виробництва гнутих профілів рулони стрічки надходять на рулонорозмотувач, де виконують відгинання переднього кінця рулону, його розмотку, правку на роликовій листоправильній машині, обрізку переднього і заднього кінців рулону й подачу стрічки до профілезгинальної машини. Раніш, ніж потрапити у формувальний стан, проводять обрізання стрічки з двох боків на дискових ножицях, чим досягається необхідна точність по ширині, яка забезпечує якісну формовку. Потім, відповідно до запропонованої корисної моделі, стрічку надрізають зсувом таким чином, що сумарна площа надрізаних ділянок повинна бути не менше 40 % від початкової площі поперечного перерізу стрічки. Надріз виконується у пристрої, що являє собою короткоходовий штамп із індивідуальним приводом, що працює у режимі запуску. Стрічку, що надрізана зсувом, при подальшому русі спрямляють валками у процесі її профілювання. Спрофільований профіль направляють у правильні машину, де у процесі правки до нього прикладають знакоперемінне навантаження, под дією якого надрізаний профіль проходить правку , а в місцях надрізу зсувом мікротріщини концентратора напруг розвиваються у макротріщини, та відбувається остаточне розділення профілю по площині попереднього надрізу. Після поділу профіль надходить на рольганг, який транспортує його до навантажувача. Приклад виконання Визначення зусилля надрізу зсувом стрічки розміром 50x1,5мм Ст3пс ГОСТ 380-71. 1. Рзагал = Рпаралел.нож + Ргільотин.нож + Рформовки + Ргнуття Рзагал = 1285,0+1787,6+3910,0+13608 =20590(Н)=20,6 (кН) де : Рпаралел.нож - зусилля різки паралельними ножицями, кН. Ргільотин.нож - зусилля різки гільйотинними ножицями, кН. Рформовки - зусилля формовки, кН. Ргнуття- зусилля гнуття, кН. 2. Зусилля на ділянках різання паралельними ножами: Рпаралел. нож. = F 0 = 35,7 360 = 12852,0 (Н) де: 0 - опір зрізу, 0 = 0,8 В = 360 (МПа.) 2 F- площа надрізуваної поверхні, мм ; σΒ - межа міцності, 450 МПа. 3. Зусилля різання гільйотинними ножицями: гл.н. 45 50 0,5 s 2 0 0,5 12 2 360 , n 4 1787,6 tg 0,58 (Н) 2 де: s - товщина заготівки мм . 0 - опір зрізу 0 = (07-09) b, 360 МПа; φ - кут нахилу ріжучих кромок. φ=30°; n - кількість ділянок, що надрізаються. 4. Зусилля формовки: Pформ = (0,7 1,0) L S b = 0,7451,2420=13608(Н) де: L=45 mm - довжина периметру ребер жорсткості; S=1,2 мм - товщина стрічки; k=1,3 - коефіцієнт при товщині від 1,0-1,5мм. 5. Зусилля гнуття: гнуття 55 3121 3901(Н) а 0,8 де: Ρ - зусилля гнуття, Н. а - плече, мм. Μ - згинаючий момент, Н. 2 UA 70085 U Подовження ділянки стрічки, що обтягує у процесі надрізки 3 опуклих секції нижнього ножа не повинно перевищити 75 % відносного подовження, вказаного у стандарті на сталь Ст3пс, тобто 22 %0,75=16,5% 6. Фактичне відносне подовження δ буде: 5 10 15 с 29 26 100% 100% 115% , с 26 де: с=26мм - хорда при центральному куті опуклості (Фіг.5) ; = 29мм - довжина дуги. Отже, порушення суцільності стрічки на ділянках розтягу не відбувається. Після профілювання профілю і в процесі прикладання знакоперемінного навантаження до профілю при правці у правильний машині можна упевнено припустити, що відділення мірної довжини профілю по площині попереднього надрізу відбудеться спочатку по вигнутих ділянках профілю, де метал став більш крихким, а потім по краях стрічки. Таким чином, запропонована корисна модель дозволяє підвищити якість поділу та швидкість профілювання при виробництві гнутих профілів прокату на безперервних станах без порушення форми поперечного перерізу профілю. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 Спосіб поділу гнутих профілів прокату, що включає попереднє надрізування зсувом неспрофільованої стрічки, що рухається, з одночасним прорізанням частини неспрофільованої стрічки, яка знаходиться між надрізаними ділянками на ножах із відповідною криволінійною формою, зумовленою видом профілю, що рухається, на глибину меншу за глибину тріщиноутворювання, спрямлення її в напрямку, протилежному напрямку попереднього надрізування і профілювання стрічки у профіль потрібного перерізу з наступним гарантованим остаточним відділенням профілю по площині попереднього надрізу, який відрізняється тим, що відносна площа надрізу стрічки складає не менше 40 % від початкової площі поперечного перерізу. 3 UA 70085 U 4 UA 70085 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for dividing bent rolled formed sections
Автори англійськоюLisovyi Maksym Olehovych, Diamantopulo Kostiantyn Kostiantynovych, Korobenko Oleksandr Stepanovych, Voronina Nina Oleksandrivna, Takhtamysh Iryna Vsevolodivna
Назва патенту російськоюСпособ разделения гнутых профилей проката
Автори російськоюЛисовый Максим Олегович, Диамантопуло Константин Константинович, Коробенко Александр Степанович, Воронина Нина Александровна, Тахтамыш Ирина Всеволодовна
МПК / Мітки
МПК: B23D 23/00
Мітки: спосіб, гнутих, прокату, поділу, профілів
Код посилання
<a href="https://ua.patents.su/7-70085-sposib-podilu-gnutikh-profiliv-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб поділу гнутих профілів прокату</a>
Штамп для поділу гнутих профілів прокату
Номер патенту: 51765
Опубліковано: 26.07.2010
Автори: Кальнін В'ячеслав Михайлович, Лісовой Максим Олегович, Діамантопуло Костянтин Костянтинович
МПК: B23D 23/00
Мітки: штамп, профілів, гнутих, прокату, поділу
Формула / Реферат:
Штамп для поділу гнутих профілів прокату, що містить рухливий верхній і нерухливий нижній плоскі ножі з основними ріжучими кромками, змонтовані на відповідних їм опорах, який відрізняється тим, що на ріжучих кромках ножів або одного з них виконані чергуючі з прямолінійними ділянками поглиблення, величина яких перевищує товщину неспрофільованої стрічки.
Спосіб поділу гнутих профілів
Номер патенту: 4816
Опубліковано: 15.02.2005
Автори: Діамантопуло Костянтин Костянтинович, Сердюк Олексій Іванович, Діамантопуло Юлія Костянтинівна, Діамантопуло Олексій Костянтинович
МПК: B23D 23/00
Мітки: профілів, поділу, гнутих, спосіб
Формула / Реферат:
Спосіб поділу гнутих профілів прокату, що включає попереднє надрізування зсувом неспрофільованої стрічки, що рухається, на глибину, меншу за глибину тріщиноутворювання, спрямлення її в напрямку, протилежному напрямку попереднього надрізування і профілювання стрічки у профіль потрібного перерізу з наступним остаточним відділенням профілю по площині попереднього надрізу, який відрізняється тим, що одночасно з надрізуванням виконують прорізання...
Спосіб виготовлення гнутих профілів
Номер патенту: 44451
Опубліковано: 15.02.2002
Автори: Соловйов Станіслав Миколайович, Новошицький Антон Володимирович
МПК: B21D 53/00, B21D 5/00
Мітки: профілів, гнутих, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення гнутих профілів шляхом місцевого згину кінцевих ділянок, наступного розтягу і калібровки, який відрізняється тим, що перед згинанням здійснюють попередне гофрування заготовки у місцях майбутнього згину і розгадування продольних ребер жорсткості.
Спосіб виготовлення гнутих профілів з поздовжньою кривизною
Номер патенту: 55030
Опубліковано: 17.03.2003
Автори: Новошицький Антон Володимирович, Соловйов Станіслав Миколайович
МПК: B21D 5/00, B21D 53/00, B21D 11/20
Мітки: кривизною, профілів, гнутих, спосіб, поздовжньою, виготовлення
Формула / Реферат:
Спосіб виготовлення гнутих профілів з поздовжньою кривизною шляхом місцевого згину кінців плоскої заготовки, наступного розтягу та калібрування, який відрізняється тим, що одночасно з послідовним згином ділянки заготовки в площині, перпендикулярній її поздовжній осі, здійснюють поздовжнє згинання цієї ділянки.
Спосіб виготовлення гнутих профілів з поздовжніми криволінійними гофрами
Номер патенту: 79279
Опубліковано: 11.06.2007
Автори: Новошицький Антон Володимирович, Соловйов Станіслав Миколайович
МПК: B21D 11/20, B21D 53/00, B21D 5/00
Мітки: виготовлення, криволінійними, профілів, гофрами, гнутих, поздовжніми, спосіб
Формула / Реферат:
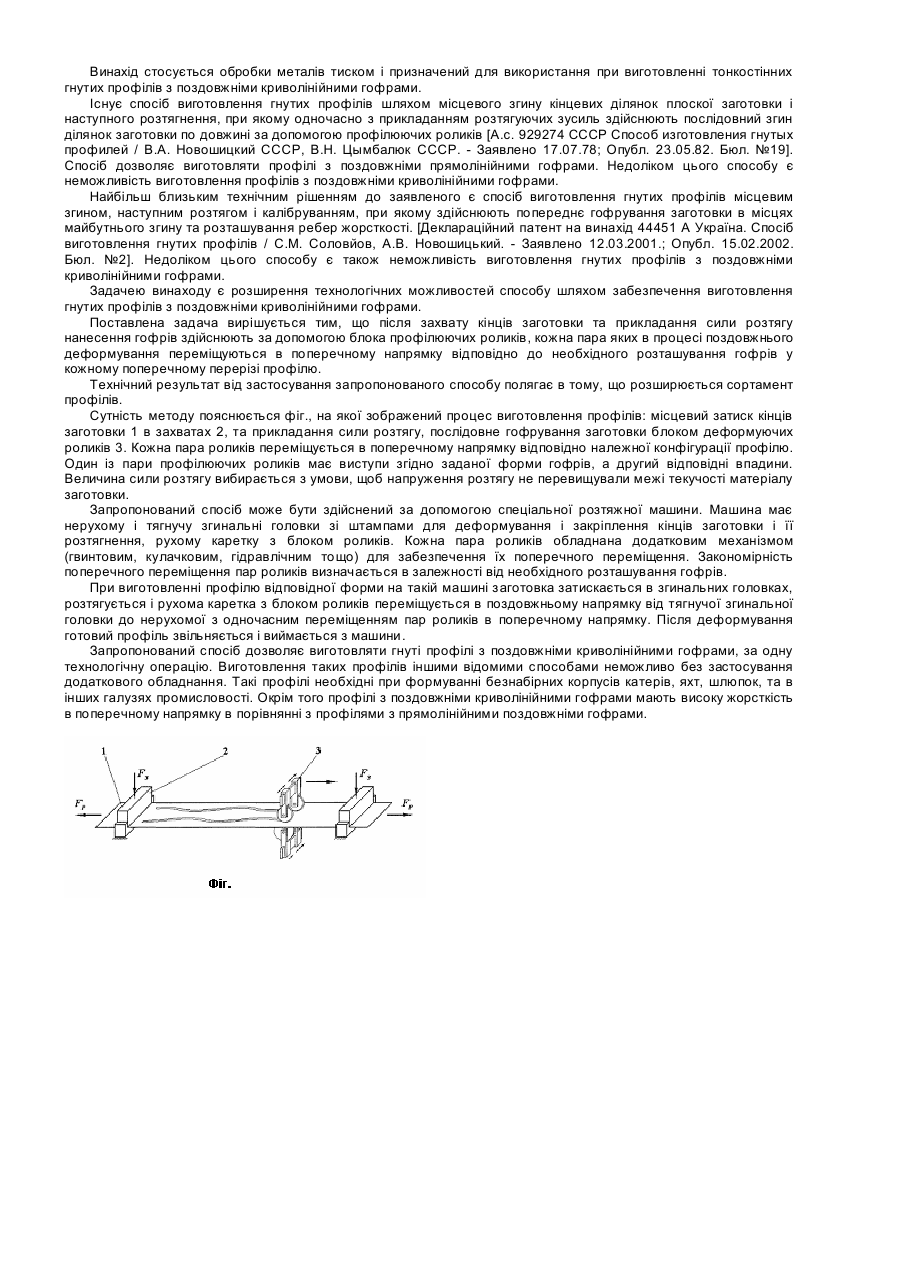
Спосіб виготовлення гнутих профілів з поздовжніми криволінійними гофрами шляхом затиску кінців заготовки, прикладення сили розтягу до заготовки та її гофрування, який відрізняється тим, що формування гофрів здійснюють за допомогою блока профілюючих роликів, кожна пара яких переміщується в поздовжньому і в поперечному напрямках відповідно до необхідного розташування гофрів у кожному поперечному перерізі профілю.
Попередній патент: Спосіб модифікування металів і сплавів наночастинками
Наступний патент: Спосіб вирощування соняшника в післяукісних посівах після жита на зелений корм
Випадковий патент: Роликовий підшипник