Спосіб поділу гнутих профілів
Номер патенту: 4816
Опубліковано: 15.02.2005
Автори: Діамантопуло Костянтин Костянтинович, Сердюк Олексій Іванович, Діамантопуло Юлія Костянтинівна, Діамантопуло Олексій Костянтинович
Формула / Реферат
Спосіб поділу гнутих профілів прокату, що включає попереднє надрізування зсувом неспрофільованої стрічки, що рухається, на глибину, меншу за глибину тріщиноутворювання, спрямлення її в напрямку, протилежному напрямку попереднього надрізування і профілювання стрічки у профіль потрібного перерізу з наступним остаточним відділенням профілю по площині попереднього надрізу, який відрізняється тим, що одночасно з надрізуванням виконують прорізання частини заготовки, яка знаходиться між надрізаними ділянками на ножах із відповідною криволінійною формою, зумовленою видом профілю, що розрізають.
Текст
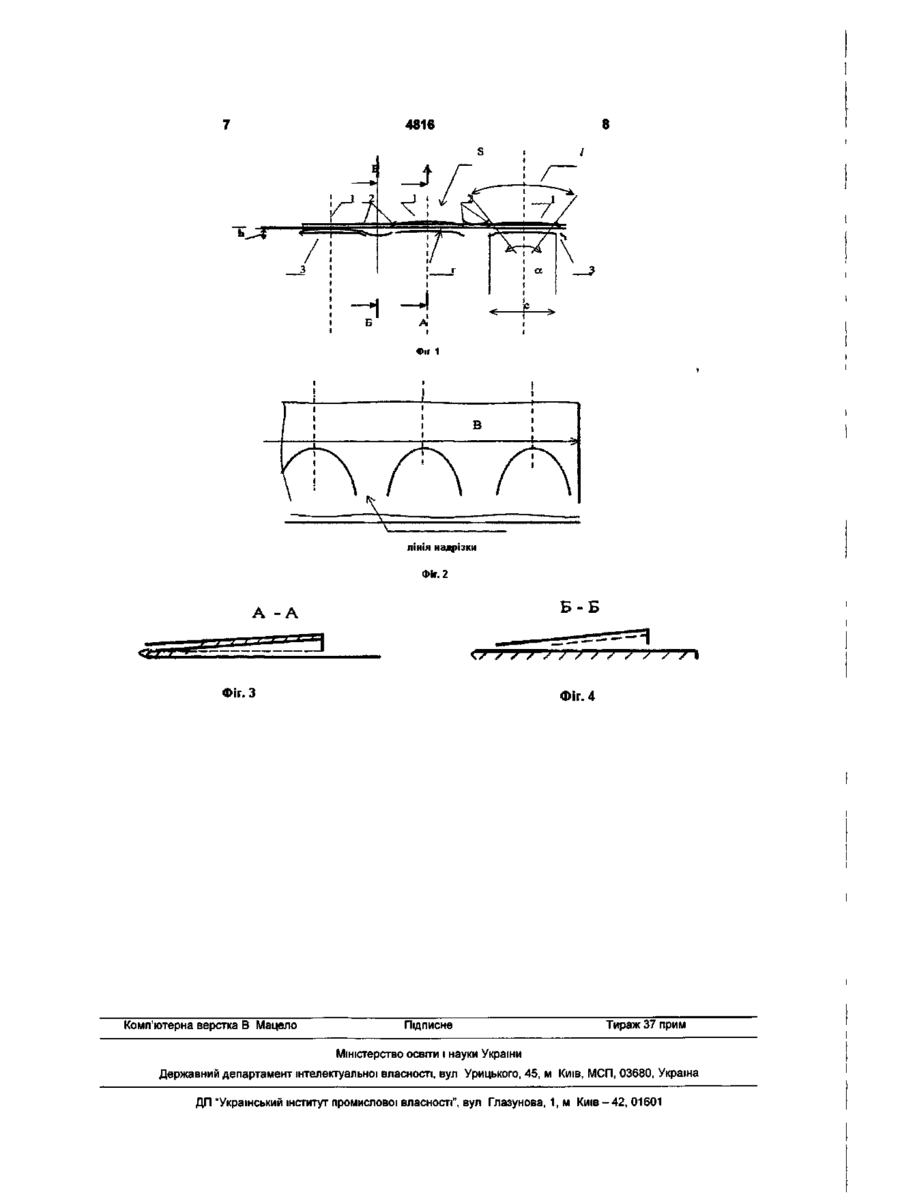
-; [2201 Д а т а подання заявки [2101 Номер заявки [5П]МКТП [531] Індекси Міжнародної класифікації зображувальних елементів знака ЗАЯВА про реєстрацію знака для товарів і послуг в Україні Міністерство освіти та науки України Державний департамент інтелектуальної власності Український інститут промислової власності м. Київ, в>л. Глазунова, І Подаючи вказані нижче документи, прошу (просимо) зареєструвати зазначене в заявці позначення як знак для товарів і послуг на ім'я заявника(ів) Заявник(и): Товариство з обмеженою відповідальністю «СТОКС-ТБ» 62421, Харківська обл. Харківський р-н, с. Тернова;(ІІА) Ідентифікаційний код ідля українських І заявників; 33725297 (зазначаєіься повне ім'я або найменування чаявника(ів), Його (їх) повна поштова адреса та код держави ігїано -л стандартом ВО1В Прошу (просимо) встановити пріоритет даного знака за датою: — Іюдання попередньоі(іх) заявки(ок) в державі->часнищ Паршькоі конвенції (навести лані під кодами 310, 320, 330) — відкриття виставки (навести дані шд кодом 230) |31i!)J Номер попередньої [320] Дата подання попередньої заявки [330] Код держави подання заявки згідно зі стандартом ВОІВ S1.3 [330] Даіа відкритгя виставки [75ф] Повна поштова адреса для листування, повне ім'я або найменування адресаіа Паламарчук О. В., ТОВ "Адвокатська компанія Жаріков і Синиченко" 04050, м. Київ, вул. Мельникова, буд. 2/10. Факс: 239-98-34 Телекс: Гел гфон: 496-07-33 [74( ] Прпвище та реєсірацїйний помер представника у справах інтелектуальної власності Гедефон: [54 Телекс: ОЇНП) raw рандартПГ емм т * Шсності [54ft] і в |ображеіші використані нестандартні СИМВОІІИ 2 в ВЕР 2006 УііРАЇНСЬКИЙ ІНСТИТУТ 8§ ншшк О16ОЇ , м.КиУв-42 іми) Факс: на/та 4816 нюються у достатньо широкому діапазоні (через наявність анізотропії властивостей для катаної штаби по ширині й довжині). Крім цього, через малу висоту надрізу штаби, проблематичним стає визначення необхідної міцності на розрив залишкової ненадрізаної ділянки переріза, який надрізають, відповідно з епюрою розтягуючих напружень, що обумовлено натягом стрічки у процесі профілювання і формою поперечного перерізу профілю. В основу корисної моделі поставлена задача створення способу поділу гнутих профілів, в якому нові операції та послідовність їх виконання дозволять забезпечити й прогнозувати міцність надрізаної ділянки відповідно з епюрою розтягуючих напружень при профілюванні та формою поперечного перерізу профілю, що дозволить підвищити якість поділу й продуктивність процесу при розширенні технологічних можливостей. Для рішення поставленої задачі у способі поділу гнутих профілів прокату, який містить попереднє надрізування зсувом неспрофільованої стрічки, що рухається, на глибину, меншу за глибину тріщиноутворювання, спрямлення її в напрямку, протилежному напрямку попереднього надрізування, профілювання стрічки у профіль потрібного перерізу з наступним остаточним відділенням (завдяки розтягувальному із розігрівом або знакоперемінному навантаженню) профілю по площині попереднього надрізу, відповідно з корисною моделлю, одночасно з надрізуванням виконують прорізання частини заготовки, яка знаходиться між надрізаними ділянками на ножах, один з яких має відповідну криволінійною формою, зумовлену видом профілю, що розрізають. Істотність розробленого у корисній моделі прорізання частини заготовки полягає у можливості визначення міцності ділянки на розрив, відповідно з епюрою розтягуючих напруг і формою поперечного перерізу стрічки, яка рухається у процесі профілювання, що підвищує якість поділу (завдяки виключенню завертання країв стрічки через відповідність розподілу міцності епюрі розтягуючих напруг по перерізу стрічки) та продуктивність процесу. Стрічку, що рухається, прорізають верхнім рухливим ножем з плоскою кромкою, яка ріже, на опуклому нижньому ножі, залишаючи нерозрізаними ділянки стрічки в необхідних місцях. Прорізані ділянки, які спираються на опуклості матриці, подовжуються і радіус опуклостей обирається таким, щоб фактичне подовження металу не перевищувало 75% [4] відносного подовження, вказаного у стандарті для даної сталі. Сумарна довжина непрорізаних ділянок стрічки має опір на розрив, відповідний натягу стрічки у процесі профілювання. Змінюючи кількість та довжину непрорізаних ділянок легко досягти оптимального співвідношення між міцністю цих ділянок на розрив та епюрою розтягуючих напруг у поперечному перерізі стрічки, що надрізана, при її натязі у процесі профілювання. Все це суттєво розширює використання, підвищує якість і створює нові технологічні можливості способу, що заявляється, порівняно із прототипом. Суть корисної моделі пояснюється кресленнями, які відображають: Фіг.1 - Надрізана стрічка дугообразним ножем (фронтальний вид), де S - товщина стрічки, г - внутрішній радіус дути ділянки після зсуву з прорізкою, h - висота вигину штаби після зсуву з прорізкою, І - довжина дуги ділянки після зсуву з прорізкою, а - центральний кут прорізки по дузі ділянки, с - ширина прорізаної ділянки (хорда при центральному куті), 1 - прорізана ділянка, 2 - надрізана ділянка, 3 - суцільна стрічка, А-А, Б-Б - поперечні перерізи. Фіг.2 - Надрізана стрічка дугообразним ножем (вид зверху), де В - ширина стрічки. Фіг.З - Поперечний переріз А-А - форма прорізаної ділянки. Фіг.4 - Поперечний переріз Б-Б - форма прорізаної ділянки. Оптимізувати величину розтягуючих напруг та деформацію у ділянках, що прилягають до фігурного ножа, можливо також змінюючи форму надрізу, наприклад, з дугоподібної на П-подібну чи якусь іншу, або завдяки сумісному використанню форми ножів верхній-нижній: плоскийдугоподібний, дугоподібний-плоский, дугоподібний-дугоподібний (у протифазі), плоский-Пподібний, П-подібний-плоский, П-подібний-Пподібний (у протифазі), П-подібний-дугоподібний (у протифазі), дугоподібний-П-подібний (у протифазі) і таке ін. Спосіб здійснюється наступним чином: На безперервному агрегаті для виробництва П-подібних профілів рулони стрічки поступають на рулонорозмотувач, де виконують відгинання переднього кінця рулону, його розмотку, правку на роликовій листоправильній машині, обрізку переднього й заднього кінців рулону й подачу стрічки до профілезгинальної машини. Раніш, ніж потрапити у формувальний стан, проводять обрізання стрічки з двох боків на дискових ножицях, чим досягається необхідна точність по ширині, яка забезпечує якісну формовку. Потім, відповідно із запропонованою корисною моделлю, стрічку надрізають зсувом у пристрої, що являє собою, наприклад, "летючий" короткоходовий штамп із індивідуальним приводом, що працює у режимі запуску. Одночасно з надрізуванням виконують прорізання частини заготовки, яка знаходиться між надрізаними ділянками на ножах, один з котрих має відповідну криволінійну форму, що зумовлена видом профілю, який розрізають. Стрічку, що надрізана зсувом, при подальшому русі спрямляють валками у процесі її профілювання. Спрофільований П-подібний профіль направляють у правильну машину, де у процесі правки до нього прикладають знакоперемінне навантаження, під дією якого надрізаний П-подібний профіль проходить правку, а в місцях надрізу зсувом мікротріщини концентратора напруг розвиваються у макротріщини, та відбувається остаточне розподілення профілю по площині попереднього надрізу. 4816 Після поділу профіль поступає по обвідному грату на рольганг, який транспортує його до навантажувача. Приклад конкретного виконання способу. Для стрічки з поперечним перерізом 2х200мм з сталі Ст Зпс ГОСТ 380-71 зусилля надрізки зсувом Р до початку тріщиноутворювання паралельними ріжучими кромками буде: P = 1,25SLa c p . m a x =1,25-2-200-400 = = 200000 де а С р m a x = 400 МПа - найбільша границя міцності на зріз для сталі Ст Зпс ГОСТ 380-71 (Рнат де F - сумарна площа ненадрізаних ділянок, F = 5-1fl-S-k = 5-6-2 0,65 = 39мм 2 , де 5 - кількість ненадрізаних ділянок, 1Д=6 - довжина ненадрізаної ділянки, к=0,65 - коефіцієнт заповнення ненадрізаною площиною прямокутника з розмірами Ідхв; a B.min = 380 МПа - границя міцності Ст Зпс. Тоді 39-380 > 6000Н, тобто 14,8кН>6кН, що забезпечує стійкість процесу профілювання з ненадрізаними ділянками стрічки, а, таким чином, і потрібне зусилля їх на розрив може бути зменшене до більшої відповідності зусиллю натягу3. Подовження ділянок стрічки, що обтягують у процесі надрізки 5 опуклих секцій нижнього ножа, не повинно перевищувати 75% відносного подовження, вказаного у стандарті на сталь Ст Зпс, тобто 22%0,75=16,5%. Фактичне відносне подовження 5 буде: І-с •хЮ0% 5= де с=42,1мм - хорда при центральному куті опуклості, 1=46,6 - довжина дуги ( а = 9°, радіус г=30мм), 5 42,1 отже, порушення суцільності стрічки на ділянках розтягу не відбудеться. 4. Після профілювання П-подібного профілю і в процесі прикладання знакоперемінного навантаження до профілю при правці у правильній машині, можна упевнено припустити, що відділення мірної довжини профілю по площині попереднього надрізу відбудеться спочатку по вигнутих ділянках профілю де метал став більш крихким, а потім по краям стрічки. 5. Максимум зусилля надрізки при певних конструктивних параметрах нижнього ножа з'явиться при величині робочого ходу, яка дорівнює товщині пр=2мм. При цьому а = 42°, п=пр=2мм, площа 5 сегментів: F=5-28,8=144мм2, тоді максимальне зусилля надрізки буде: Рн шах=1,25-144-400=72000Н=72кН=0,072МН, що у 2,8 рази менше, ніж при надрізанні стрічки по всій її ширині паралельними ріжучими кромками. 6. Діаметр двохдіафрагмового приводу для реалізації Р н г п а х = 7 2 к Н визначимо із співвідношення: 1,25-PHmax=0,785-D2-2-p=0>785-D2-2-0,45=0,7065-D2, 1,25 0,072 360мм 0,7065 ^ Д е р н . т а х =0,072 МН, р=0,45 - тиск повітря у цеховій магістралі. Параметри надрізування (г, 1, с, а , h), при необхідності зменшити відносне подовження, можуть бути змінені: при збільшені г, зменшаться 1, а , h при c=const. При конструюванні інструменту для надрізування та прорізання стрічки за схемою на кресленні Фіг. 1, на нижньому ножі виконують дугоподібний виступ, вісь симетрії якого поєднують з серединою кожної з полиць П-подібного профілю. Нижній ніж проектують змінним для кожного типу профілю. Верхній ніж з плоскою ріжучою кромкою, який встановлено шарнірне, виконують по найбільшій ширині стрічки і використовують для всіх типів профілів. Таким чином, запропонований винахід дозволяє підвищити якість поділу та швидкість профілювання при виробництві гнутих профілів прокату на безперервних станах. Перелік посилань 1. Автоматические устройства для резки труб на ходу. - М.: ЦНИИЧМ, 1964. - сер.7-62с. 2. А.с. 1044438 СССР. МПК5 В23Д23/00. 3. Пат. 21171 Україна, МПК6 В23Д23/00. 4. Романовский В.П. Справочник по холодной штамповке. П.: Машиностроение, 1979. - 520с. 4816 -і Б Ч А t Фіг 1 ЛІНІЯ надрізки Фіг. 2 А Б-Б -А Фіг. З Комп'ютерна верстка В Мацело Фіг. 4 Підписне Тираж 37 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for separation of bent profiles
Автори англійськоюDiamantopulo Kostiantyn Kostiantynovych, Serdiuk Oleksii Ivanovych, Diamantopulo Yulia Kostiantynivna, Diamantopulo Oleksii Kostiantynovych
Назва патенту російськоюСпособ разделения гнутых профилей
Автори російськоюДиамантопуло Константин Константинович, Сердюк Алексей Иванович, Диамантопуло Юлия Константиновна, Диамантопуло Алексей Константинович
МПК / Мітки
МПК: B23D 23/00
Мітки: гнутих, профілів, поділу, спосіб
Код посилання
<a href="https://ua.patents.su/4-4816-sposib-podilu-gnutikh-profiliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб поділу гнутих профілів</a>
Спосіб виробництва гнутих профілів
Номер патенту: 39549
Опубліковано: 15.06.2001
Автори: Кобиляков Денис Анатолійович, Гринавцев Олег Валерійович
МПК: B21D 5/08
Мітки: гнутих, спосіб, виробництва, профілів
Формула / Реферат:
Спосіб виробництва гнутих профілів, що включає поступове надання плоскій заготівці необхідної конфігурації поперечного перерізу при послідовному проходженні через двовалкові кліті профілезагинального агрегата, який відрізняється тим, що надання кінцевої конфігурації заготівці виконують в двох універсальних чотиривалкових зинальних калібрах.
Спосіб виготовлення гнутих профілів із листових заготовок з покриттям , переважно панелей
Номер патенту: 40838
Опубліковано: 15.08.2001
Автор: Махова Людмила Іванівна
Мітки: переважно, профілів, листових, панелей, гнутих, заготовок, спосіб, виготовлення, покриттям
Формула / Реферат:
1. Спосіб виготовлення гнутих профілів, із листових заготовок з покриттям, переважно панелей, який містить послідовне повздовжнє згинання листової заготовки, нанесення полімерного покриття, яку піддають термообробці, який відрізняється тим, що згинання проводять профілюванням кромок заготівки на асиметричний профіль Г-подібний по одній кромці, S-подібний по другій, причому горизонтальні полищі отриманого профілю мають довжину, яка забезпечує...
Спосіб виготовлення гнутих профілів з поздовжньою кривизною
Номер патенту: 55030
Опубліковано: 17.03.2003
Автори: Соловйов Станіслав Миколайович, Новошицький Антон Володимирович
МПК: B21D 53/00, B21D 11/20, B21D 5/00
Мітки: спосіб, виготовлення, кривизною, поздовжньою, гнутих, профілів
Формула / Реферат:
Спосіб виготовлення гнутих профілів з поздовжньою кривизною шляхом місцевого згину кінців плоскої заготовки, наступного розтягу та калібрування, який відрізняється тим, що одночасно з послідовним згином ділянки заготовки в площині, перпендикулярній її поздовжній осі, здійснюють поздовжнє згинання цієї ділянки.
Спосіб виготовлення гнутих профілів
Номер патенту: 44451
Опубліковано: 15.02.2002
Автори: Соловйов Станіслав Миколайович, Новошицький Антон Володимирович
МПК: B21D 5/00, B21D 53/00
Мітки: виготовлення, спосіб, гнутих, профілів
Формула / Реферат:
Спосіб виготовлення гнутих профілів шляхом місцевого згину кінцевих ділянок, наступного розтягу і калібровки, який відрізняється тим, що перед згинанням здійснюють попередне гофрування заготовки у місцях майбутнього згину і розгадування продольних ребер жорсткості.
Спосіб поділу гнутих профілей прокату
Номер патенту: 21171
Опубліковано: 04.11.1997
Автори: Діамантопуло Костянтин Костянтинович, Діамантопуло Олексій Костянтинович, Капланов Василь Ілліч
МПК: B23D 23/00
Мітки: профілей, прокату, поділу, спосіб, гнутих
Формула / Реферат:
1. Способ разделения гнутых профилей проката, включающий предварительный надрез сдвигом на глубину, меньше глубины трещинообразования, перемещение профиля в осевом направлении и окончательное отделение профиля по плоскости предварительного надреза, отличающийся тем, что после надрезки сдвигом неспрофилированной непрерывно движущейся ленты, производят спрямление ее в направлении, противоположном направлению предварительного надреза,...
Попередній патент: Пристрій для дозування вапняного молока
Наступний патент: Спосіб одержання відливків
Випадковий патент: Застосування хіміко-термічної обробки як способу регламентації хімічного складу зварювального дроту