Спосіб виготовлення форм за одноразовими моделями
Номер патенту: 74539
Опубліковано: 12.11.2012
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович

Формула / Реферат
1. Спосіб виготовлення форм за одноразовими моделями, який включає засипку моделі сипким піском, створення тиску на цей пісок, що збільшує внутрішнє тертя сипкого піску до утримання його непорушним, подання через отвір у цьому піску щонайменше однієї з тих частин моделі, які утворюють випор або стояк, рідкого герметизуючого покриття до поверхні порожнини форми після засипки моделі піском і часткове вбирання цього покриття в поверхневий шар піску, переведення моделі в рідкий стан і видалення її рідких продуктів, який відрізняється тим, що рідке герметизуюче покриття подають до поверхні моделі перед чи одночасно зі створенням тиску на формувальний пісок і підтримують порожнину форми заповненою рідиною в період часу до моменту переведення моделі в рідкий стан та припинення вбирання рідини поверхнею піску або утворення оболонки в поверхневому прошарку навколо порожнини форми.
2. Спосіб за п. 1, який відрізняється тим, що видалення рідких продуктів з порожнини форми проводять через тонкі канали, які виконують в нижній частині порожнини форми шляхом наколювання їх голкою через порожнину випору або стояка після переведення моделі в рідкий стан.
3. Спосіб за п. 1, який відрізняється тим, що створення тиску на сипкий пісок, що збільшує внутрішнє тертя цього піску, виконують шляхом подавання герметизуючої рідини під тиском до поверхні моделі, а об'єм піску закривають в контейнері або вакуумують.
4. Спосіб за п. 1, який відрізняється тим, що під стельовою частиною порожнини форми створюють гідростатичний тиск герметизуючої рідини, що перевищує на 0...10 % тиск шару піску на модель в цьому місці і утримує його непорушним, підтримують цей гідростатичний тиск в заповненій рідиною порожнині форми в період часу, вказаному в п. 1, а потім замість нього створюють тиск на сипкий пісок шляхом його вакуумування.
5. Спосіб за п. 1, який відрізняється тим, що для крижаних моделей рідке герметизуюче покриття подають в об'ємі не менше 9 % від об'єму льоду цієї моделі.
6. Спосіб за п. 4, який відрізняється тим, що створення гідростатичного тиску герметизуючої рідини виконують шляхом подовження випору.
7. Спосіб за п. 4, який відрізняється тим, що підтримують гідростатичний тиск герметизуючої рідини до створення герметичного прошарку форми такої міцності, що вона зберігає свою цільність після видалення з порожнини рідини, та здатність витримати тиск металу, що потім заливають у форму, без застосування вакуумування форми.
Текст
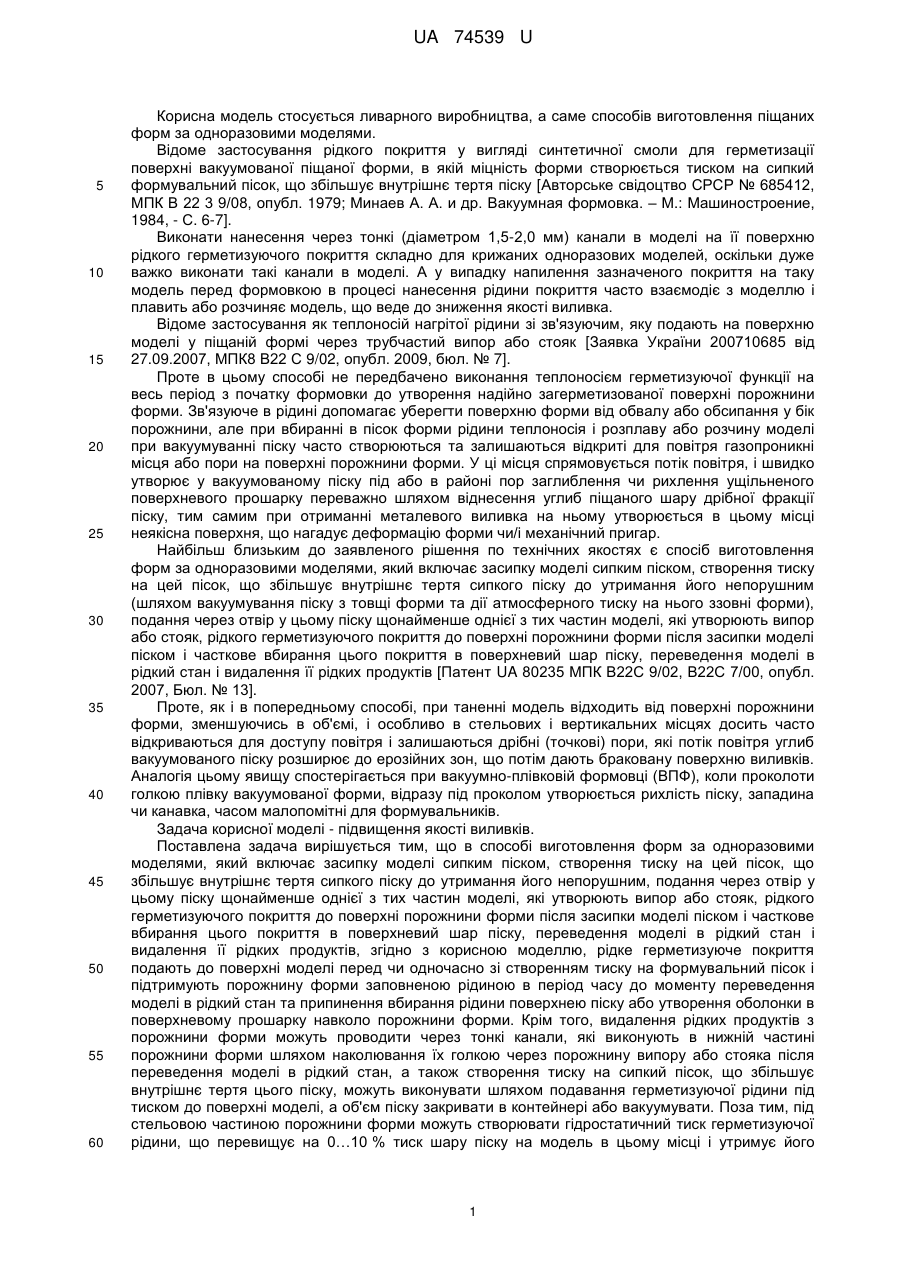
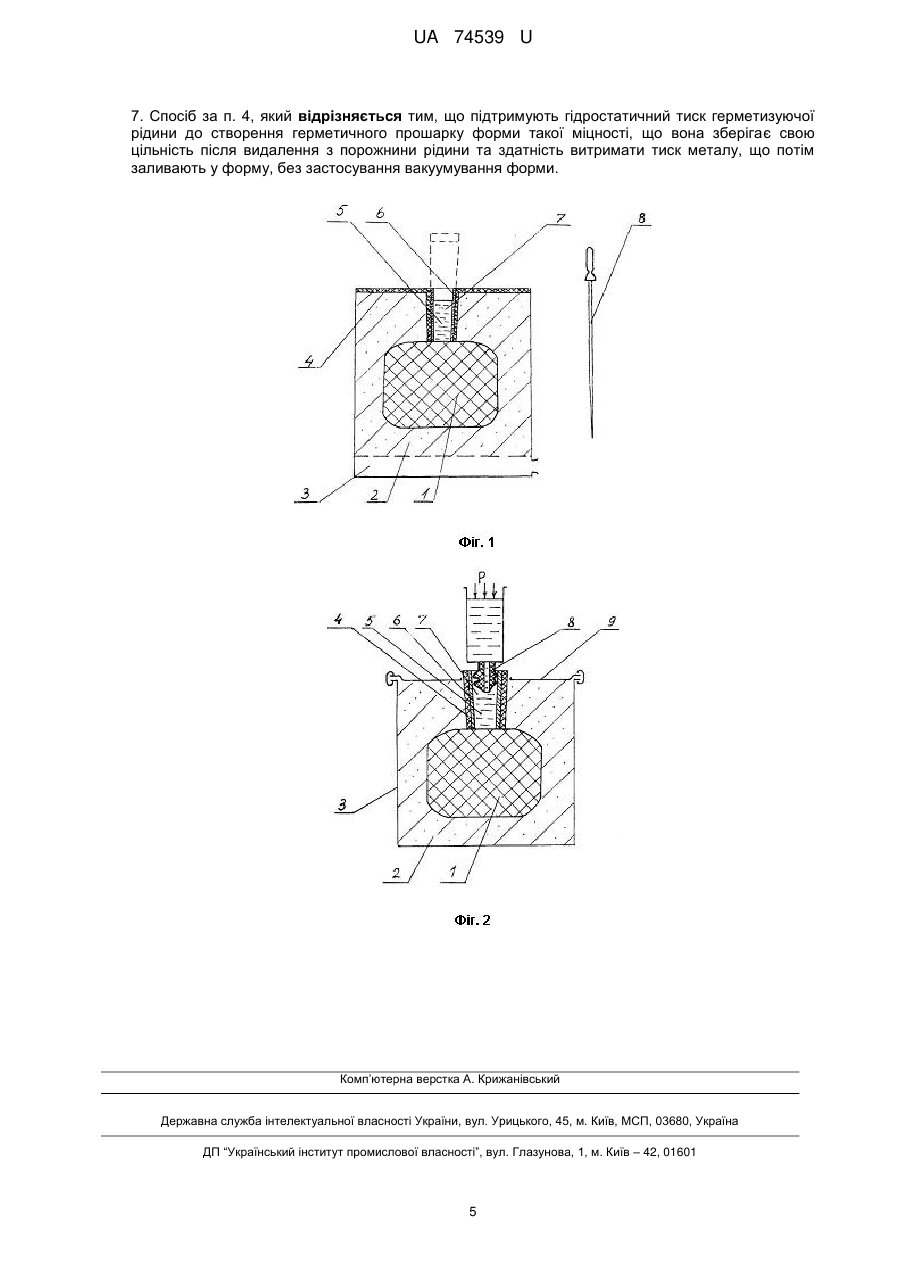
Реферат: UA 74539 U UA 74539 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель стосується ливарного виробництва, а саме способів виготовлення піщаних форм за одноразовими моделями. Відоме застосування рідкого покриття у вигляді синтетичної смоли для герметизації поверхні вакуумованої піщаної форми, в якій міцність форми створюється тиском на сипкий формувальний пісок, що збільшує внутрішнє тертя піску [Авторське свідоцтво СРСР № 685412, МПК В 22 3 9/08, опубл. 1979; Минаев А. А. и др. Вакуумная формовка. – М.: Машиностроение, 1984, - С. 6-7]. Виконати нанесення через тонкі (діаметром 1,5-2,0 мм) канали в моделі на її поверхню рідкого герметизуючого покриття складно для крижаних одноразових моделей, оскільки дуже важко виконати такі канали в моделі. А у випадку напилення зазначеного покриття на таку модель перед формовкою в процесі нанесення рідини покриття часто взаємодіє з моделлю і плавить або розчиняє модель, що веде до зниження якості виливка. Відоме застосування як теплоносій нагрітої рідини зі зв'язуючим, яку подають на поверхню моделі у піщаній формі через трубчастий випор або стояк [Заявка України 200710685 від 27.09.2007, МПК8 В22 С 9/02, опубл. 2009, бюл. № 7]. Проте в цьому способі не передбачено виконання теплоносієм герметизуючої функції на весь період з початку формовки до утворення надійно загерметизованої поверхні порожнини форми. Зв'язуюче в рідині допомагає уберегти поверхню форми від обвалу або обсипання у бік порожнини, але при вбиранні в пісок форми рідини теплоносія і розплаву або розчину моделі при вакуумуванні піску часто створюються та залишаються відкриті для повітря газопроникні місця або пори на поверхні порожнини форми. У ці місця спрямовується потік повітря, і швидко утворює у вакуумованому піску під або в районі пор заглиблення чи рихлення ущільненого поверхневого прошарку переважно шляхом віднесення углиб піщаного шару дрібної фракції піску, тим самим при отриманні металевого виливка на ньому утворюється в цьому місці неякісна поверхня, що нагадує деформацію форми чи/і механічний пригар. Найбільш близьким до заявленого рішення по технічних якостях є спосіб виготовлення форм за одноразовими моделями, який включає засипку моделі сипким піском, створення тиску на цей пісок, що збільшує внутрішнє тертя сипкого піску до утримання його непорушним (шляхом вакуумування піску з товщі форми та дії атмосферного тиску на нього ззовні форми), подання через отвір у цьому піску щонайменше однієї з тих частин моделі, які утворюють випор або стояк, рідкого герметизуючого покриття до поверхні порожнини форми після засипки моделі піском і часткове вбирання цього покриття в поверхневий шар піску, переведення моделі в рідкий стан і видалення її рідких продуктів [Патент UA 80235 МПК В22С 9/02, В22С 7/00, опубл. 2007, Бюл. № 13]. Проте, як і в попередньому способі, при таненні модель відходить від поверхні порожнини форми, зменшуючись в об'ємі, і особливо в стельових і вертикальних місцях досить часто відкриваються для доступу повітря і залишаються дрібні (точкові) пори, які потік повітря углиб вакуумованого піску розширює до ерозійних зон, що потім дають браковану поверхню виливків. Аналогія цьому явищу спостерігається при вакуумно-плівковій формовці (ВПФ), коли проколоти голкою плівку вакуумованої форми, відразу під проколом утворюється рихлість піску, западина чи канавка, часом малопомітні для формувальників. Задача корисної моделі - підвищення якості виливків. Поставлена задача вирішується тим, що в способі виготовлення форм за одноразовими моделями, який включає засипку моделі сипким піском, створення тиску на цей пісок, що збільшує внутрішнє тертя сипкого піску до утримання його непорушним, подання через отвір у цьому піску щонайменше однієї з тих частин моделі, які утворюють випор або стояк, рідкого герметизуючого покриття до поверхні порожнини форми після засипки моделі піском і часткове вбирання цього покриття в поверхневий шар піску, переведення моделі в рідкий стан і видалення її рідких продуктів, згідно з корисною моделлю, рідке герметизуюче покриття подають до поверхні моделі перед чи одночасно зі створенням тиску на формувальний пісок і підтримують порожнину форми заповненою рідиною в період часу до моменту переведення моделі в рідкий стан та припинення вбирання рідини поверхнею піску або утворення оболонки в поверхневому прошарку навколо порожнини форми. Крім того, видалення рідких продуктів з порожнини форми можуть проводити через тонкі канали, які виконують в нижній частині порожнини форми шляхом наколювання їх голкою через порожнину випору або стояка після переведення моделі в рідкий стан, а також створення тиску на сипкий пісок, що збільшує внутрішнє тертя цього піску, можуть виконувати шляхом подавання герметизуючої рідини під тиском до поверхні моделі, а об'єм піску закривати в контейнері або вакуумувати. Поза тим, під стельовою частиною порожнини форми можуть створювати гідростатичний тиск герметизуючої рідини, що перевищує на 0…10 % тиск шару піску на модель в цьому місці і утримує його 1 UA 74539 U 5 10 15 20 25 30 35 40 45 50 55 60 непорушним, підтримувати цей гідростатичний тиск в заповненій рідиною порожнині форми в період часу, вказаному в п. 1, а потім замість нього створювати тиск на сипкий пісок шляхом його вакуумування. Крім того, для крижаних моделей рідке герметизуюче покриття слід подавати в об'ємі не менше 9 % від об'єму льоду цієї моделі, а створення гідростатичного тиску герметизуючої рідини можуть виконувати шляхом подовження випора. Врешті, можуть підтримувати гідростатичний тиск герметизуючої рідини до створення герметичного прошарку форми такої міцності, що вона зберігає свою цільність після видалення з порожнини рідини, та здатність витримати тиск металу, що потім заливають у форму, без застосування вакуумування форми. Міцність піску при ВПФ базується на силах тертя піску, який ущільнюється та утримується в стиснутому вигляді під дією тиску, що складає різницю атмосферного тиску та розрідження повітря у поровому просторі товщі піску. Частіше всього застосовують розрідження величиною 50±20 кПа. Необхідність постійно підтримувати герметичність піску форми, властива ВПФ, аналогічно існує при спорідненій до неї формовці в сипкому (сухому) піску по одноразових моделях, що переводяться в рідкий стан в порожнині форми. Практика розробки технологій такої формовки показує, що слід не лише з твердої моделі зробити текучу (рідку) шляхом передусім розплавлення чи розчинення з наступним звільненням від неї порожнини форми, не лише нанести герметизуюче покриття, чи створити оболонку (кірку) навколо цієї порожнини, а виконати ці операції таким способом, щоб ні на мить не допустити просочення повітря крізь незагерметизований пісок, яке, маючи значно вищу проникаючу здатність в пори піску ніж рідина, завдає піщаній поверхні ерозії, що часом непомітна при формовці, проте стає причиною створення зазначених вище дефектів на металевому виливку. Введення герметизуючої рідини на верхню частину поверхні моделі через отвір трубчастого випору (стояк) до включення вакуумування піску і підтримання порожнини форми герметично заповненою рідиною в період часу до моменту припинення вбирання цієї рідини поверхнею піску і переводу моделі в рідкий стан надійно герметизує порожнину форми і виключає проникнення в пісок потоку повітря. Стискання піску перепадом (градієнтом) атмосферного і внутрішньоформеного зниженого повітряного тиску, як засіб ущільнення і утримання сухого піску, діє лише на поверхню рідини впродовж часової витримки і цим призводить до герметичного запечатування порожнини форми. А рідина виконує дві функції: герметизує як своєю наявністю, так і просоченням тонкого прошарку піску, заповнюючи порожнину вище моделі в каналі випору і цим самим не допускаючи повітря до піщаної поверхні з боку порожнини форми, що запобігає її ерозії. Крім того, зазначене стискання до непорушного стану піску за вказаних в варіантах цього способу умовах можливе і без застосування вакуумування форми, що попутно зменшує трудота енерговитрати виробництва та розширює область застосування способу з екологічними перевагами як формовка з піску без чи з мінімальною кількістю зв'язуючого. Як приклад здійснення корисної моделі на Фіг. 1 у перерізі показана одноразова модель 1, виконана, зокрема, з льоду і заформована в піску 2, який вакуумують відомим способом через пористе дно з порожниною 3. Верхня поверхня піску форми (контрлад) герметизується синтетичною плівкою 4, а інші стінками опоки або контейнера (контури їх умовно показані лінією, що обмежує пісок форми). Для спрощення прикладу випор 5 може також служити стояком для заливки металу, або форма може мати інший подібної конструкції стояк (колектор), який не потрапив в переріз. Якщо форма має два отвори (випор та стояк), то герметизуючу рідину подають або в обидва, або в один, а другий затикають пробкою. Випор і стояк виконують порожнистими, вони герметично покриті синтетичною плівкою 4 відомими способами, вживаними при ВПФ; при необхідності плівка може бути нанесена на обичайку 6 з фольги (одним чи більше шарами) або тонкої жесті, які утримують трубчасту конфігурацію після засипки піску в опоку. Після подачі (заливки) у випор герметизуючої рідини 7 показано її рівень у випорі. Випадок створення гідростатичного тиску герметизуючої рідини з перевищенням тиску шару невакуумованого піску показано пунктиром, при цьому трубчасту конструкцію випору подовжують. Для застосування варіанта видалення рідких продуктів з порожнини форми через тонкі канали використовують голку або шило 8, зображене поряд з формою. Другий приклад застосування способу показаний на Фіг. 2, де збережено пп. 1, 2 - ті, що на Фіг. 1. Нижню та бічні поверхні піску форми герметизують стінками контейнера, контури якого 3 умовно показані лінією, що обмежує пісок форми. Плівкою 4 покрита обичайка 6 випору 5 з рідиною 7. В отвір випору введений патрубок 8 з гумовим ущільнювачем, по якому герметизуючу рідину подають під тиском р. Контейнер форми накритий щільно до піску кришкою 9 з негнучкого матеріалу (сталі). 2 UA 74539 U 5 10 15 20 25 30 35 40 45 50 55 60 Формування одноразової моделі виконують подібно до лиття по газифікованих моделях. На модель встановлюють або закріплюють відомими способами трубчастий стояк і випор 5 (або один з них як суміщений варіант), заповнюють контейнер піском, розмістивши в середній його частині модель, пісок віброущільнюють, герметизують плівкою по контрладу, чи щільно закривають кришкою. Потім заливають в трубчастий канал випора і/або стояка герметизуючу рідину і включають вакуумування форми, або вводять патрубок 9 і дають герметизуючу рідину під тиском в форму під кришкою. Оскільки випор частіше встановлюють на верхню частину виливка, то передусім в нього зручно заливати цю рідину. Здійснення корисної моделі ґрунтується на дотриманні того підтвердженого практикою лиття закономірного принципу, що поки поверхня не загерметизована, не можна пісок під нею вакуумувати із-за ерозії піску, до якої призводить потік повітря, що примушує піщини до руху (аналогічного псевдокипінню), коли спочатку починає рухатись дрібна фракція між порами каркасу з непорушних крупніших піщин, а за нею і вони зсуваються у міру послаблення опори. Якщо навколо моделі у всьому об'єму піску утворювати вакуум, а на поверхню рідини через канал випору давати атмосферний тиск, то створюваний таким чином перепад тиску змушує рідину закупорювати пори. При таненні крижаної моделі тверда частина моделі зменшується, модельна і герметизуюча рідини разом продовжують герметизувати порожнину форми, передаючи на її поверхню вказаний перепад тиску. За час танення моделі протягом декількох хвилин поверхня порожнини встигає надійно герметизуватися без доступу повітря. Потім рідину видаляють з порожнини форми шляхом виливання при перекиданні на 180° форми, іншими відомими способами, або наколюванням голкою через отвір випору дна порожнини та створенням в загерметизованому прошарку отворів (діаметром 1,0-2,5 мм), по яких рідина проходить (під зазначеним перепадом тиску) через вакуумований пісок, частково випаровується та попадає в камеру 3 (Фіг. 1). Після видалення рідини форму заливають металом, або, якщо для дрібних виливків в результаті вказаних операцій пісок форми не обсипається в її порожнині, то відключають вакуумування (або перепад тиску), після накопичення достатньої кількості форм на об'єм плавки форми знову підключають до вакууму і заливають металом, а для зовсім простих виливків використовують варіант заливання без вакуумування. Готову загерметизовану форму, хоча вона і тримає вакуум, немає необхідності зайвий час утримувати під вакуумом з міркувань економії енергії. Якщо навіть в порушенні вказаного режиму вакуумування в місцях наколювань утворюються точкові горбики, як правило, у виступаючих частинах виливка, їх неважко зачистити наждаком. Якщо створюють гідростатичний тиск герметизуючої рідини з вказаним перевищенням тиску шару невакуумованого піску, то пісок не обсипається. Наприклад, при співвідношенні об'ємних ваг кварцового ущільненого піску і води (як герметизуючої рідини) на рівні 1,6, висота її стовпа в порожнині випору повинна бути не менше ніж в 1,6 разу більшою товщини шару піску, через який проходить випор, його трубчасту конструкцію відповідно подовжують. При збільшенні цього співвідношення понад 10 % внутрішнього тертя ущільненого піску може бути недостатньо і рідина може видавити стелю форми. Після танення крижаної моделі форму підключають до вакууму, рідину видаляють вказаним вище порядком тазазначеним способом проводять заливку металом. Надлишок трубчастого випору чи стояка можна зрізати перед заливкою, або його спалює розплав металу. Вказаний варіант способу герметизації більш "м'який", оскільки дає можливість створити мінімально технологічно можливий перепад тиску на поверхню форми. Застосування надмірного тиску на герметизуючу рідину р=50±20 кПа вище атмосферного дає аналогічний ефект, що такої ж величини розрідження нижче атмосферного тиску. В першому випадку атмосферний тиск зберігається в товщі піску, а в другому - ззовні піску. В першому варіанті легше регулювати і підтримувати надмірний тиск (ніж розрідження), досягаючи суттєвого просочення поверхневого прошарку форми до рівня достатньої її міцності і непорушності, що зберігаються після припинення дії тиску. Для конкретного випадку використання способу вибирали матеріали з таких відомих вітчизняних технічних рішень. На крижану модель згідно з заявкою України 200613355 (опубл. 2008, бюл. № 12) частіше всього наносили сипке облицьовування з незначними добавками гіпсу, цементу, бентоніту, крахмаліту або інших в'яжучих. Також можуть застосовуватись для формовки пісні (глинистої 2-10 %), напівжирні (10-20 %), жирні (20-30 %) та дуже жирні (30-50 %) природні формувальні кварцові піски (ГОСТ 2138-84), що насправді є природними піщаноглинистими сумішами. При контакті з льодом і сконденсованою вологою в облицьовуванні починався процес тверднення (набухання глинистих частинок та ін.) до утворення кірки (плівки), який потім тривав протягом від декількох до десяти хвилин, за цей період проводили засипку піску в форму з моделлю, ущільнення піску, герметизацію контрладу форми, заливання 3 UA 74539 U 5 10 15 20 25 30 герметизатора в випор і витримку рівня рідини вище рівня моделі, дотримуючись вказаних варіантів реалізації способу. Після засипки і ущільнення піску у форми як герметизуючу рідину застосували чисту воду або воду з добавками, що реагують з облицьовуванням або в інший спосіб сприяють герметизації, аналогічно заявці України 200710685 (опубл. 2009, бюл. № 7). Протягом часу танення моделі одночасно відбувався процес утворення стабільного герметизованого шару, коли з боку порожнини форми знаходилась рідина, яка собою герметизувала (зупиняла рух повітря), змочувала та різною мірою склеювала (манжетами) піщинки, позаяк має значно меншу здатність проникнення в пісок без його розпушування та ерозії ущільненого стан, ніж потік повітря. Часткове вбирання рідини на глибину до 0,1…3,0 мм (для моделей до 1 кг) в пісок (в кількості 0,1…10 %) компенсували при визначенні (збільшенні) об'єму рідини, що заливали у випор згідно з конкретним технологічним процесом. Проте при таненні лід моделі зменшується на 9 %, тому не менше цього від об'єму льоду заливали рідини у випор. В разі швидкого переведення моделі в рідкий стан в ряді випадків для тонкостінних моделей проводили додаткову витримку (0,5…3 хвилини) до завершення процесу герметизації перед видаленням з порожнини форми рідких продуктів, хоча зазвичай цього не потребується. Застосування такої витримки дає можливість варіацій при виборі оптимальних матеріалів і операцій для різновидів цього способу з точки зору матеріало- і трудовитрат. Пересвідчувались в створенні надійної герметизації за такими наступними ознаками: якість отриманих виливків, якість поверхні форми при обережному видаленні герметизованого піщаного прошарку (цілком чи по частинах), збереження без змін рівня вакууму в формі після видалення рідини з порожнини, візуальним спостереженням утримання рівня рідини в випорі. У разі переводу в рідкий стан пінополістиролової моделі згідно з патентом України 86634 рідким герметизатором служив живичний скипидар, інший подібний розчинник або (краще) рідкий розчин полістиролу. У всіх випадках даний спосіб формування визначає ту обов'язкову послідовність, за якою слід спочатку провести герметизацію рідиною певної тривалості в період переведення моделі з твердого в рідкий стан і лише після утворення надійно загерметизованого стану форми або непорушного поверхневого прошарку порожнини форми - контакт з повітрям порожнини форми, а при необхідності вакуумування застосовувати продовж найменш короткого періоду перед контактом з розплавом металу. При цьому якість отримуваного виливка значно підвищується шляхом запобігання браку з вини ерозії поверхні форми. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 45 50 55 60 1. Спосіб виготовлення форм за одноразовими моделями, який включає засипку моделі сипким піском, створення тиску на цей пісок, що збільшує внутрішнє тертя сипкого піску до утримання його непорушним, подання через отвір у цьому піску щонайменше однієї з тих частин моделі, які утворюють випор або стояк, рідкого герметизуючого покриття до поверхні порожнини форми після засипки моделі піском і часткове вбирання цього покриття в поверхневий шар піску, переведення моделі в рідкий стан і видалення її рідких продуктів, який відрізняється тим, що рідке герметизуюче покриття подають до поверхні моделі перед чи одночасно зі створенням тиску на формувальний пісок і підтримують порожнину форми заповненою рідиною в період часу до моменту переведення моделі в рідкий стан та припинення вбирання рідини поверхнею піску або утворення оболонки в поверхневому прошарку навколо порожнини форми. 2. Спосіб за п. 1, який відрізняється тим, що видалення рідких продуктів з порожнини форми проводять через тонкі канали, які виконують в нижній частині порожнини форми шляхом наколювання їх голкою через порожнину випору або стояка після переведення моделі в рідкий стан. 3. Спосіб за п. 1, який відрізняється тим, що створення тиску на сипкий пісок, що збільшує внутрішнє тертя цього піску, виконують шляхом подавання герметизуючої рідини під тиском до поверхні моделі, а об'єм піску закривають в контейнері або вакуумують. 4. Спосіб за п. 1, який відрізняється тим, що під стельовою частиною порожнини форми створюють гідростатичний тиск герметизуючої рідини, що перевищує на 0...10 % тиск шару піску на модель в цьому місці і утримує його непорушним, підтримують цей гідростатичний тиск в заповненій рідиною порожнині форми в період часу, вказаний в п. 1, а потім замість нього створюють тиск на сипкий пісок шляхом його вакуумування. 5. Спосіб за п. 1, який відрізняється тим, що для крижаних моделей рідке герметизуюче покриття подають в об'ємі не менше 9 % від об'єму льоду цієї моделі. 6. Спосіб за п. 4, який відрізняється тим, що створення гідростатичного тиску герметизуючої рідини виконують шляхом подовження випору. 4 UA 74539 U 7. Спосіб за п. 4, який відрізняється тим, що підтримують гідростатичний тиск герметизуючої рідини до створення герметичного прошарку форми такої міцності, що вона зберігає свою цільність після видалення з порожнини рідини та здатність витримати тиск металу, що потім заливають у форму, без застосування вакуумування форми. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing molds with one-time patterns
Автори англійськоюDoroshenko Volodymyr Stepanovych, Shynskyi Oleh Yosypovych
Назва патенту російськоюСпособ изготовления форм по одноразовым моделям
Автори російськоюДорошенко Владимир Степанович, Шинский Олег Иосифович
МПК / Мітки
МПК: B22C 9/02
Мітки: моделями, одноразовими, спосіб, форм, виготовлення
Код посилання
<a href="https://ua.patents.su/7-74539-sposib-vigotovlennya-form-za-odnorazovimi-modelyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення форм за одноразовими моделями</a>
Спосіб виготовлення піщаних форм за моделями, що поглинаються піском форми
Номер патенту: 89664
Опубліковано: 25.02.2010
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
Мітки: спосіб, поглинаються, моделями, форми, піщаних, піском, виготовлення, форм
Формула / Реферат:
1. Спосіб виготовлення піщаних форм за моделями, які поглинаються піском форми, який включає формування моделей, вакуумування форми і розплавлення моделей із застосуванням теплоносія, який відрізняється тим, що як теплоносій застосовують нагріту рідину, яку вбирають в пісок форми.2. Спосіб за п. 1, який відрізняється тим, що нагріту рідину подають на модель через щонайменше одну з тих частин моделі, які формують випір та/або стояк...
Спосіб виготовлення піщаних форм за моделями, що поглинаються піском форми
Номер патенту: 86634
Опубліковано: 12.05.2009
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
МПК: B22C 7/00, B22C 9/02, B22C 9/04
Мітки: піском, поглинаються, форм, піщаних, форми, спосіб, моделями, виготовлення
Формула / Реферат:
1. Спосіб виготовлення піщаних форм за моделями, що поглинаються піском форми, який включає формування моделі з пінополістиролу та переведення його в рідкий стан шляхом розчинення його рідким розчинником, який відрізняється тим, що для виготовлення форм і формування моделі застосовують пісок, який не містить сполучного, як розчинник використовують живичний скипидар, а під час розчинення і поглинання моделі в піску створюють газове...
Спосіб одержання виливків литтям за одноразовими моделями
Номер патенту: 91282
Опубліковано: 12.07.2010
Автори: Шинський Олег Йосипович, Кравченко Володимир Павлович, Дорошенко Володимир Степанович
МПК: B22C 7/00, B22C 9/04, B22C 9/02
Мітки: моделями, одержання, литтям, одноразовими, спосіб, виливків
Формула / Реферат:
1. Спосіб одержання виливків литтям за одноразовими моделями в піщаних ливарних формах, що включає заформування моделей, розплавлення моделей із застосуванням теплоносія, заливання металевого розплаву в ливарну форму, твердіння, охолодження і видалення одержаного виливка, який відрізняється тим, що як теплоносій для розплавлення моделей на них подають порцію розплавленого металу, який охолоджують у контакті з плавким матеріалом моделі і...
Спосіб лиття металу за одноразовими моделями в піщану форму під дією перепаду тиску
Номер патенту: 93723
Опубліковано: 10.03.2011
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
МПК: B22D 18/06, B22D 27/13, B22D 18/08, B22D 18/04, B22C 9/04, B22D 27/15
Мітки: лиття, форму, металу, спосіб, дією, тиску, перепаду, одноразовими, моделями, піщану
Формула / Реферат:
1. Спосіб лиття металу за одноразовими моделями в піщану форму під дією перепаду тиску на метал, що включає формування моделей в сухий незв'язаний пісок, газифікацію моделей теплом розплавленого металу одночасно із заливанням цього розплавленого металу в піщану форму з видаленням продуктів шляхом їх фільтрації углиб піску форми, створення в період заливання розплавленого металу різниці газового тиску між тиском в порожнині форми над...
Спосіб лиття за крижаними моделями
Номер патенту: 74280
Опубліковано: 25.10.2012
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
МПК: B22C 9/02
Мітки: лиття, моделями, крижаними, спосіб
Формула / Реферат:
1. Спосіб лиття за крижаними моделями, що включає виготовлення піщаної форми за крижаними моделями, вакуумування піску форми, розплавлення моделі, вбирання продуктів розплавлення моделі в пісок форми, заливання металу в робочу порожнину форми і твердіння виливка, який відрізняється тим, що заливання проводять після контролю властивості форми, який підтверджує розплавлення моделі і поглинання продуктів її розплавлення в пісок.2. Спосіб...
Попередній патент: Спосіб роботи котла благути і котел благути (варіанти)
Наступний патент: Спосіб одержання гідроокису барію
Випадковий патент: Багатофункціональна мікрокомп'ютерна електромагнітна пошуково-вимірювальна система