Спосіб шліфування
Номер патенту: 46335
Опубліковано: 15.05.2002
Автори: Буленков Євген Олександрович, Іщенко Олександр Львович, Михайлов Олександр Миколаєвич, Удовиченко Володимир Олександрович, Байков Анатоій Вікторович
Формула / Реферат
Спосіб шліфування, що включає обертальний рух шліфувальних кругів навколо своїх осей, їх планетарний рух навколо центральної осі багатоінструментальної головки і відносне переміщення багатоінструментальної головки і виробу, який відрізняється тим, що шліфувальним кругам надають додатковий прямолінійний рух уздовж своїх осей обертання, при цьому обертальний рух шліфувальних кругів навколо своїх осей і додатковий прямолінійний їхній рух уздовж своїх осей виконують перемінними в передній і задній зонах багатоінструментальної головки розташованих по ходу відносного переміщення багатоінструментальної головки й виробу.
Текст
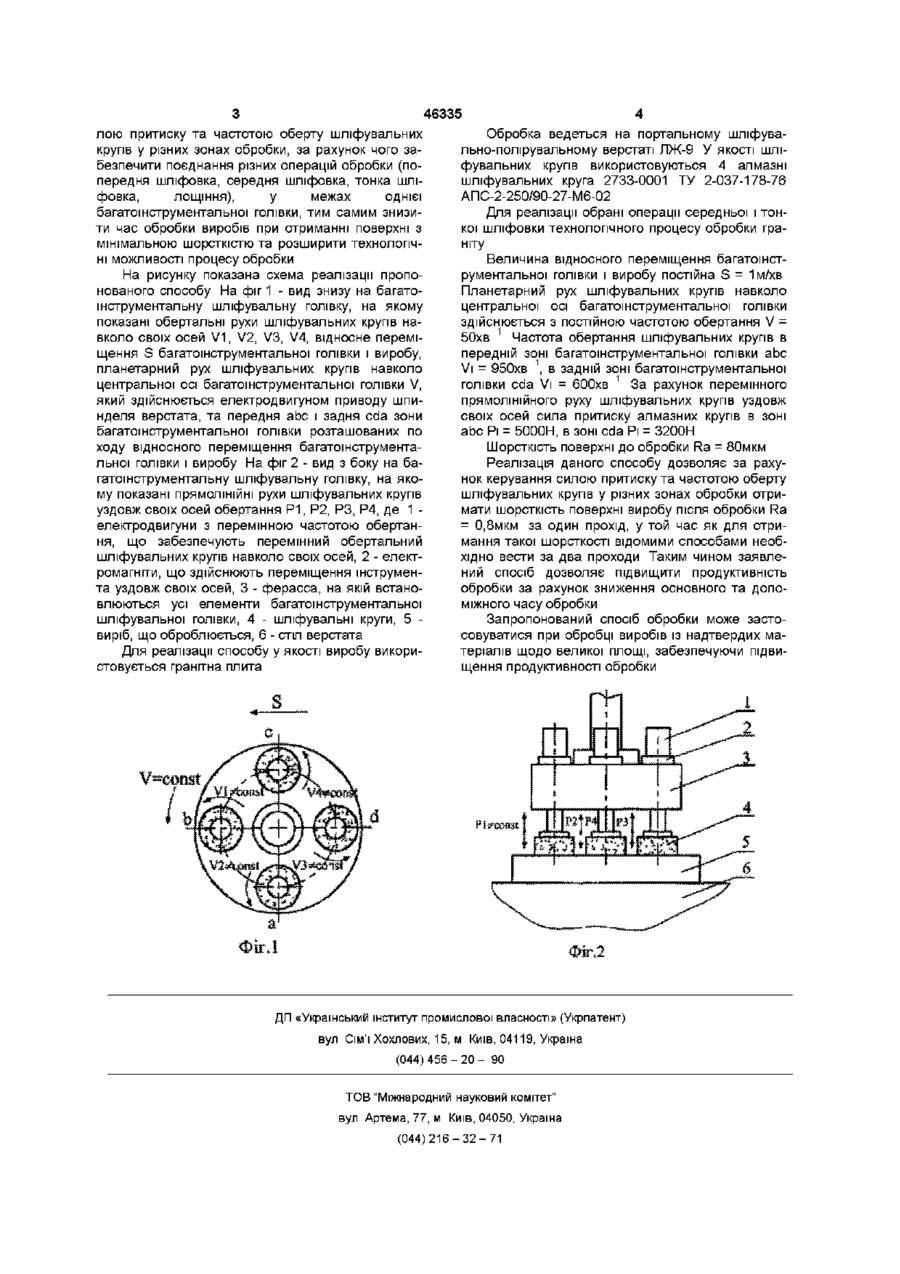
Спосіб шліфування, що включає обертальний рух шліфувальних кругів навколо своїх осей, їх планетарний рух навколо центральної осі багатоїнструментальної головки і відносне переміщення багатоінструментальної головки і виробу, який відрізняється тим, що шліфувальним кругам надають додатковий прямолінійний рух уздовж своїх осей обертання, при цьому обертальний рух шліфувальних кругів навколо своїх осей і додатковий прямолінійний їхній рух уздовж своїх осей виконують перемінними в передній і задній зонах багатоінструментальної головки розташованих по ходу відносного переміщення багатоїнструментальної головки й виробу Винахід відноситься до абразивної обробки, а саме до торцевого планетарного шліфування Відомий спосіб шліфування [(стор 49) Абразивная и алмазная обработка материалов Довідник / Під ред А Н Резникова -М Машинобудування, 1977 - 391с ], що реалізується одним шліфувальним кругом, який здійснює обертальний рух навколо своєї осі і прямолінійне переміщення щодо оброблюваного матеріалу Недоліками способу являються низька продуктивність через необхідність багатопрохідної обробки для досягнення високої якості оброблюваної поверхні Також знижує продуктивність те, що ширина матеріалу, обробленого за один прохід, залежить від ширини шліфувального круга Найбільш близьким по технічній суттєвості і результату, що досягається є спосіб планетарного торцевого шліфування [(стор 373) Добыча и обработка природного камня Довідник / Під ред А Г Смирнова - М Недра, 1990 - 448с], що реалізується декількома шліфувальними кругами, установленими на одній багатоінструментальній шліфувальній ГОЛІВЦІ і виконуючими складний рух, що складається з їх планетарного руху навколо центральної осі багатоінструментальної, відносного переміщення багатоінструментальної голівки і виробу, і обертання шліфувальних кругів навколо своїх осей Недоліком способу являється те, що надані рухи не дозволяють змінювати режимні характеристики обробки, а саме силу притиску та часто тою оберту шліфувальних кругів у різних зонах обробки, що виявляє необхідність багатопрохідної обробки для реалізації всіх операцій обробки (попередня шліфовка, середня шліфовка, тонка шліфовка, лощіння), необхідних для одержання поверхні з мінімальною шорсткістю, що потребує багато часу при обробці виробу В основу винаходу поставлено задачу вдосконалити спосіб шліфування за рахунок керування силою притиску та частотою оберту шліфувальних кругів у різних зонах обробки, що дозволяє знизити час обробки виробів при отриманні поверхні з мінімальною шорсткістю Поставлена задача вирішується тим, що у відомий спосіб шліфування, що включає обертальний рух шліфувальних кругів навколо своїх осей, їх планетарний рух навколо центральної осі багатоінструментальної голівки і відносне переміщення багатоінструментальної голівки і виробу, згідно з винаходом шліфувальним кругам надають додатковий прямолінійний рух уздовж своїх осей обертання, при цьому обертальний рух шліфувальних кругів навколо своїх осей і додатковий прямолінійний їхній рух уздовж своїх осей виконують перемінними в передній і задній зонах багатоінструментальної голівки розташованих по ходу відносного переміщення багатоінструментальної голівки і виробу Ознакою, що відрізняє заявлений спосіб надані додаткові рухи дають можливість керувати режимними характеристиками обробки, а саме си ю СО ГО (О 46335 лою притиску та частотою оберту шліфувальних Обробка ведеться на портальному шліфувакругів у різних зонах обробки, за рахунок чого зально-полірувальному верстаті ЛЖ-9 У якості шлібезпечити поєднання різних операцій обробки (пофувальних кругів використовуються 4 алмазні передня шліфовка, середня шліфовка, тонка шлішліфувальних круга 2733-0001 ТУ 2-037-178-76 фовка, лощіння), у межах однієї АПС-2-250/90-27-М6-02 багатоінструментальної голівки, тим самим знизиДля реалізації обрані операції середньої і тонти час обробки виробів при отриманні поверхні з кої шліфовки технологічного процесу обробки грамінімальною шорсткістю та розширити технологічніту ні можливості процесу обробки Величина відносного переміщення багатоінструментальної голівки і виробу постійна S = 1м/хв На рисунку показана схема реалізації пропоПланетарний рух шліфувальних кругів навколо нованого способу На фіг 1 - вид знизу на багатоцентральної осі багатоінструментальної голівки інструментальну шліфувальну голівку, на якому здійснюється з постійною частотою обертання V = показані обертальні рухи шліфувальних кругів на1 50хв Частота обертання шліфувальних кругів в вколо своїх осей V1, V2, V3, V4, відносне переміпередній зоні багатоінструментальної голівки abc щення S багатоінструментальної голівки і виробу, Vi = 950хв \ в задній зоні багатоінструментальної планетарний рух шліфувальних кругів навколо 1 голівки cda Vi = бООхв За рахунок перемінного центральної осі багатоінструментальної голівки V, прямолінійного руху шліфувальних кругів уздовж який здійснюється електродвигуном приводу шписвоїх осей сила притиску алмазних кругів в зоні нделя верстата, та передня abc і задня cda зони abc Pi = 5000Н, в зоні cda Pi = 3200Н багатоінструментальної голівки розташованих по ходу відносного переміщення багатоінструментаШорсткість поверхні до обробки Ra = 80мкм льної голівки і виробу На фіг 2 - вид з боку на баРеалізація даного способу дозволяє за рахугатоінструментальну шліфувальну голівку, на яконок керування силою притиску та частотою оберту му показані прямолінійні рухи шліфувальних кругів шліфувальних кругів у різних зонах обробки отриуздовж своїх осей обертання Р1, Р2, РЗ, Р4, де 1 мати шорсткість поверхні виробу після обробки Ra електродвигуни з перемінною частотою обертан= 0,8мкм за один прохід, у той час як для отриня, що забезпечують перемінний обертальний мання такої шорсткості відомими способами необшліфувальних кругів навколо своїх осей, 2 - електхідно вести за два проходи Таким чином заявлеромагніти, що здійснюють переміщення інструменний спосіб дозволяє підвищити продуктивність та уздовж своїх осей, 3 - ферасса, на якій встанообробки за рахунок зниження основного та доповлюються усі елементи багатоінструментальної міжного часу обробки шліфувальної голівки, 4 - шліфувальні круги, 5 Запропонований спосіб обробки може застовиріб, що оброблюється, 6 - стіл верстата совуватися при обробці виробів із надтвердих матеріалів щодо великої площі, забезпечуючи підвиДля реалізації способу у якості виробу викорищення продуктивності обробки стовується гранітна плита ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24B 1/00
Мітки: спосіб, шліфування
Код посилання
<a href="https://ua.patents.su/2-46335-sposib-shlifuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування</a>
Пристрій для шліфування дроту
Номер патенту: 43088
Опубліковано: 15.11.2001
Автори: Матюха Петро Григорович, Тютенко Вячеслав Степанович, Габітов Валерій Рашитович, Варюхін Віктор Миколайович, Булахов Олексій Вячеславович
МПК: B24B 5/00
Мітки: шліфування, дроту, пристрій
Формула / Реферат:
Пристрій для шліфування дроту при поздовжньому його переміщенні між шліфувальними кругами, що включає механізм обертання кругів навколо дроту, механізм обертання кругів навколо своєї осі та механізм зміщення осі кругів відносно дроту, який відрізняється тим, що механізм обертання кругів навколо дроту виконано у вигляді Z - подібної втулки, встановленої в підшипниках стояка, на торцевих поверхнях якої закріплені опозитно з можливістю повороту...
Спосіб шліфування торців циліндричних деталей
Номер патенту: 40016
Опубліковано: 16.07.2001
Автор: Кальченко Володимир Віталійович
Мітки: деталей, спосіб, циліндричних, шліфування, торців
Формула / Реферат:
1. Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами прямого профілю, складеними з суміжних кільцевих ділянок, заправлених по торцях, відповідно до якого деталі надають кругової подачі в зону різання навколо осі, перпендикулярної до шліфованих поверхонь, який відрізняється тим, що кільцеві ділянки, які прилягають до зовнішніх діаметрів кругів, мають керамічну в'язку і торцями одночасно виконують чорнове...
Спосіб шліфування циліндричних і торцевих поверхонь

Номер патенту: 40015
Опубліковано: 16.07.2001
Автори: Кальченко Володимир Віталійович, Кальченко Віталій Іванович
Мітки: спосіб, циліндричних, торцевих, поверхонь, шліфування
Формула / Реферат:
1. Спосіб шліфування циліндричних і торцевих поверхонь обертовим кругом прямого профілю, складеним з суміжних кільцевих ділянок, відповідно до якого шліфувальний круг вводять в контакт з оброблюваною деталлю, переміщують вздовж осі її обертання і перпендикулярно до неї, який відрізняється тим, що шліфування циліндричних поверхонь здійснюють периферією круга, а його торцем шліфують торці групи деталей, які переміщують відносно круга в площині,...
Спосіб шліфування некруглих деталей
Номер патенту: 37950
Опубліковано: 15.05.2001
Автори: Доброскок Володимир Ленінмирович, Мамаліс Атанас, Грабченко Анатолій Іванович, Уварова Юлія Леонідівна, Гаращенко Ярослав Миколайович
МПК: B24B 1/00, B24B 17/00
Мітки: спосіб, деталей, шліфування, некруглих
Текст:
...заготівки і її закріплення. Після цього проводиться наступний цикл обробки. Приклад. Робилося шліфування багатогранних ріжучих пластин із твердого сплаву Т15К6 по задній поверхні на універсально-заточувальному верстаті мод. ЗД642Е, модернізованому для здійснення запропонованого способу шліфування. При шліфуванні використовувався ча шковий алмазний круг діаметром 150 мм, із шириною алмазного шару 10 мм. Характеристика круга: марка алмазів -...
Машина для шліфування еластичних матеріалів, наприклад, шкіри і хутрових шкурок
Номер патенту: 20366
Опубліковано: 15.07.1997
Автори: Подоляк Петро Сафронович, Зварач Ігор Теодорович, Стефанків Богдан Олексійович, Волощук Ірина Михайлівна, Плетньов Юрій Михайлович, Волосовська Марія Павлівна, Галига Мирон Миколайович
МПК: C14B 1/00
Мітки: машина, шкурок, матеріалів, хутрових, наприклад, шліфування, еластичних, шкіри
Формула / Реферат:
1. Машина для шліфування еластичних матеріалів, наприклад, хутрових шкурок і шкіри, яка містить станину, змонтований на ній робочий вал, шліфувальне колесо, привід, яка відрізняється тим, що шліфувальне колесо з'єднане з валом з допомогою шарнірної муфти, а його робоча поверхня виконана у вигляді сфери, при цьому шліфувальне колесо встановлене з можливістю здійснення одночасно з обертальним рухом коливального навколо центру сфери відносно...
Попередній патент: Система подачі газового палива в автомобільний двигун
Наступний патент: Візок вантажного вагона
Випадковий патент: Пристрій для роздрібнення