Спосіб шліфування
Номер патенту: 56455
Опубліковано: 15.05.2003
Автори: Іщенко Олександр Львович, Байков Анатолій Вікторович, Михайлов Олександр Миколаєвич, Швирьов Дмитро Олександрович, Удовиченко Володимир Олександрович
Формула / Реферат
Спосіб шліфування торцевими шліфувальними кругами на багатоінструментальній планетарній головці, при якому торцеві шліфувальні круги розташовують на окружності планетарної головки для одержання обертального руху щодо своєї осі й осі планетарної головки, а також планетарній головці повідомляють поступальний рух щодо виробу, який відрізняється тим, що торцеві круги розташовують на двох і більш окружностях різного діаметра планетарної головки і торцеві круги, розташовані на одній окружності, мають однакові характеристики різання і різні в межах різних окружностей, при цьому в процесі обробки торцевим шліфувальним кругам надають різну частоту обертання і притиск до виробу, як у межах однієї окружності, так і в межах інших окружностей у залежності від напрямку відносного поступального переміщення планетарної головки і виробу.
Текст
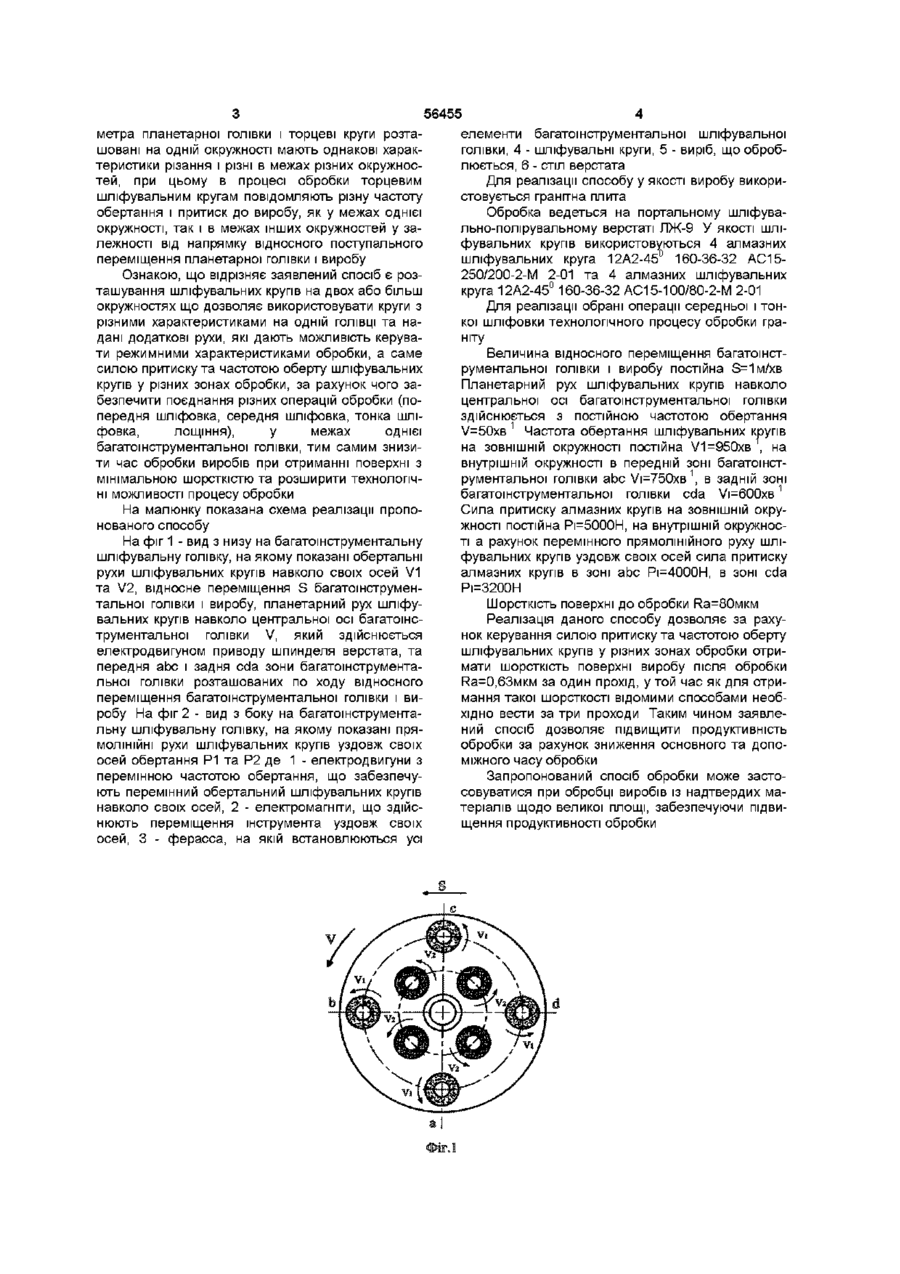
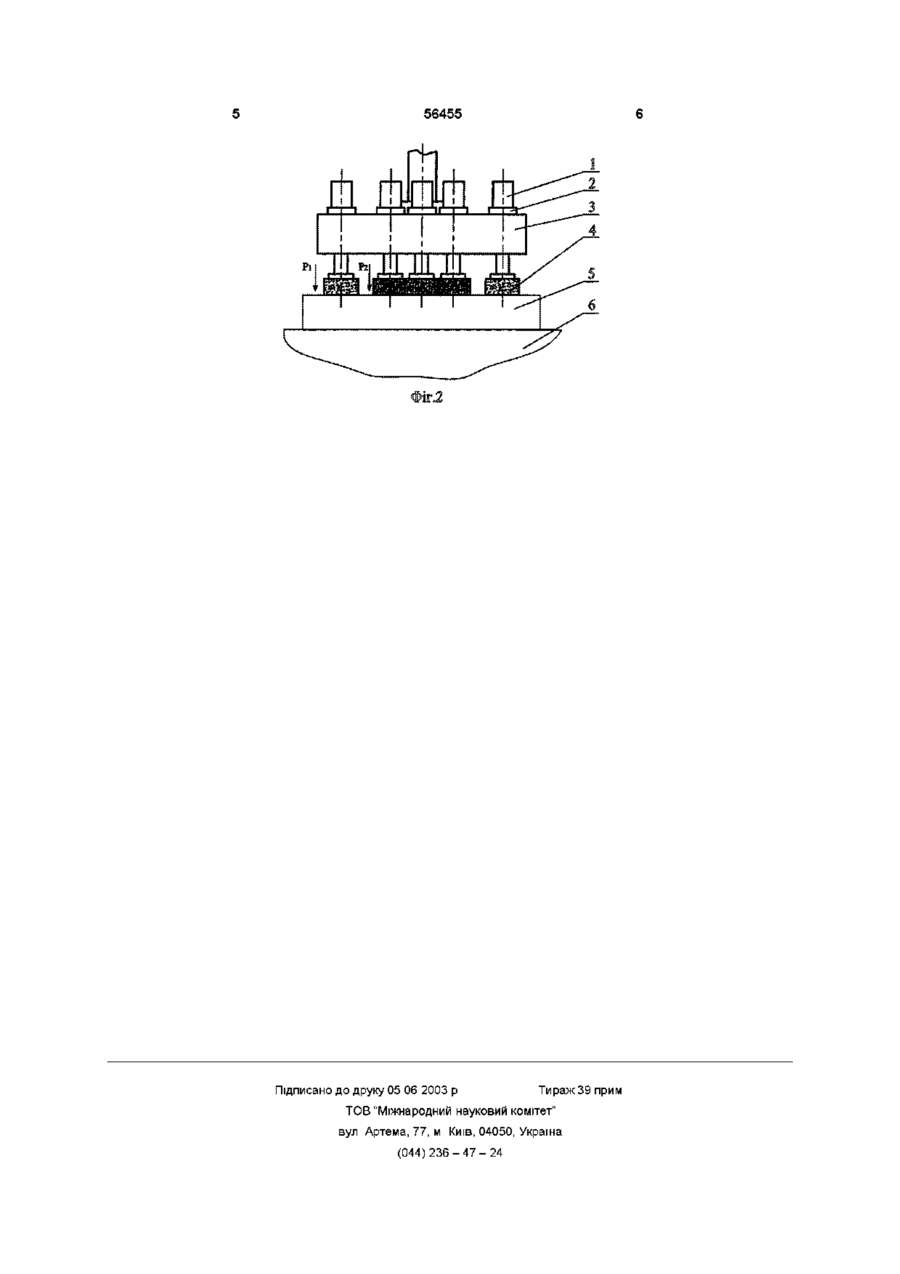
Спосіб шліфування торцевими шліфувальними кругами на багатоїнструментальній планетарній головці, при якому торцеві шліфувальні круги розташовують на окружності планетарної головки для одержання обертального руху щодо своєї осі й осі планетарної головки, а також планетарній головці повідомляють поступальний рух щодо виробу, який відрізняється тим, що торцеві круги розташовують на двох і більш окружностях різного діаметра планетарної головки і торцеві круги, розташовані на одній окружності, мають однакові характеристики різання і різні в межах різних окружностей, при цьому в процесі обробки торцевим шліфувальним кругам надають різну частоту обертання і притиск до виробу, як у межах однієї окружності, так і в межах інших окружностей у залежності від напрямку відносного поступального переміщення планетарної головки і виробу Винахід відноситься до абразивної обробки, а саме до торцевого планетарного шліфування Відомий спосіб шліфування (Абразивная и алмазная обработка материалов Справочник/ Под ред А Н Резникова -М Машиностроение, 1977 -391с, с 49), що реалізується одним шліфувальним кругом, який здійснює обертальний рух навколо своєї осі і прямолінійне переміщення щодо оброблюваного матеріалу Недоліками способу являються низька продуктивність через необхідність багатопрохідної обробки для досягнення високої якості оброблюваної поверхні Також знижує продуктивність те, що ширина матеріалу, обробленого за один прохід, залежить від ширини шліфувального круга Найбільш близьким по технічній суттєвості і результату, що досягається є спосіб планетарного торцевого шліфування (Добыча и обработка природного камня Справочник/ Под ред А Г Смирнова - М Недра, 1990 - 448с, с 373), що реалізується торцевими шліфувальними кругами на багатоінструментальній планетарній ГОЛІВЦІ, при якому торцеві шліфувальні круги розташовують на окружності планетарної голівки для одержання обертального руху щодо своєї осі й осі планетарної голівки, а також планетарній ГОЛІВЦІ ПОВІДОМЛЯЮТЬ поступальний рух щодо виробу Недоліком способу являється те, що розташу вання кругів на одній окружності та надані рухи не дозволяють використовувати на одній ГОЛІВЦІ круги з різними характеристиками та змінювати режимні характеристики обробки, а саме силу притиску та частоту оберту шліфувальних кругів у різних зонах обробки, що виявляє необхідність багатопрохідної обробки для реалізації всіх операцій обробки (попередня шліфовка, середня шліфовка, тонка шліфовка, лощіння), необхідних для одержання поверхні з мінімальною шорсткістю, що потребує багато часу при обробці виробу В основу винаходу поставлено задачу вдосконалити спосіб шліфування за рахунок введення додаткових окружностей з шліфувальними кругами та керування силою притиску та частотою оберту шліфувальних кругів у різних зонах обробки, що дозволяє знизити час обробки виробів при отриманні поверхні з мінімальною шорсткістю Поставлена задача вирішується тим, що у відомий спосіб шліфування, торцевими шліфувальними кругами на багатоінструментальній планетарній ГОЛІВЦІ, при якому торцеві шліфувальні круги розташовують на окружності планетарної голівки для одержання обертального руху щодо своєї осі й осі планетарної голівки, а також планетарній ГОЛІВЦІ повідомляють поступальний рух щодо виробу, згідно з винаходом торцеві круги розташовуються на двох і більш окружностях різного діа ю ю (О ю 56455 елементи багатоінструментальної шліфувальної метра планетарної голівки і торцеві круги розтаголівки, 4 - шліфувальні круги, 5 - виріб, що обробшовані на одній окружності мають однакові хараклюється, 6 - стіл верстата теристики різання і різні в межах різних окружносДля реалізації способу у якості виробу викоритей, при цьому в процесі обробки торцевим стовується гранітна плита шліфувальним кругам повідомляють різну частоту обертання і притиск до виробу, як у межах однієї Обробка ведеться на портальному шліфуваокружності, так і в межах інших окружностей у зально-полірувальному верстаті ЛЖ-9 У якості шлілежності від напрямку відносного поступального фувальних кругів використовуються 4 алмазних 0 переміщення планетарної голівки і виробу шліфувальних круга 12А2-45 160-36-32 АС15250/200-2-М 2-01 та 4 алмазних шліфувальних Ознакою, що відрізняє заявлений спосіб є роз0 круга 12А2-45 160-36-32 АС15-100/80-2-М 2-01 ташування шліфувальних кругів на двох або більш окружностях що дозволяє використовувати круги з Для реалізації обрані операції середньої і тонрізними характеристиками на одній ГОЛІВЦІ та накої шліфовки технологічного процесу обробки градані додаткові рухи, які дають можливість керуваніту ти режимними характеристиками обробки, а саме Величина відносного переміщення багатоінстсилою притиску та частотою оберту шліфувальних рументальної голівки і виробу постійна S=1M/XB кругів у різних зонах обробки, за рахунок чого заПланетарний рух шліфувальних кругів навколо безпечити поєднання різних операцій обробки (поцентральної осі багатоінструментальної голівки передня шліфовка, середня шліфовка, тонка шліздійснюється з постійною частотою обертання фовка, лощіння), у межах однієї V=50XB 1 Частота обертання шліфувальних кругів багатоінструментальної голівки, тим самим знизина ЗОВНІШНІЙ окружності постійна V1=950XB , на ти час обробки виробів при отриманні поверхні з внутрішній окружності в передній зоні багатоінстмінімальною шорсткістю та розширити технологічрументальної голівки abc VI=750XB 1 , В задній зоні ні можливості процесу обробки багатоінструментальної голівки cda VI=600XB 1 Сила притиску алмазних кругів на ЗОВНІШНІЙ окруНа малюнку показана схема реалізації пропожності постійна Рі=5000Н, на внутрішній окружноснованого способу ті а рахунок перемінного прямолінійного руху шліНа фіг 1 - вид з низу на багатоінструментальну фувальних кругів уздовж своїх осей сила притиску шліфувальну голівку, на якому показані обертальні алмазних кругів в зоні abc Pi=4000H, в зоні cda рухи шліфувальних кругів навколо своїх осей V1 Рі=3200Н та V2, відносне переміщення S багатоінструментальної голівки і виробу, планетарний рух шліфуШорсткість поверхні до обробки Ra=80MKM вальних кругів навколо центральної осі багатошсРеалізація даного способу дозволяє за рахутрументальної голівки V, який здійснюється нок керування силою притиску та частотою оберту електродвигуном приводу шпинделя верстата, та шліфувальних кругів у різних зонах обробки отрипередня abc і задня cda зони багатоінструментамати шорсткість поверхні виробу після обробки льної голівки розташованих по ходу відносного Ra=0,63MKM за один прохід, у той час як для отрипереміщення багатоінструментальної голівки і вимання такої шорсткості відомими способами необробу На фіг 2 - вид з боку на багатоінструментахідно вести за три проходи Таким чином заявлельну шліфувальну голівку, на якому показані пряний спосіб дозволяє підвищити продуктивність молінійні рухи шліфувальних кругів уздовж своїх обробки за рахунок зниження основного та допоосей обертання Р1 та Р2 де 1 - електродвигуни з міжного часу обробки перемінною частотою обертання, що забезпечуЗапропонований спосіб обробки може застоють перемінний обертальний шліфувальних кругів совуватися при обробці виробів із надтвердих манавколо своїх осей, 2 - електромагніти, що здійстеріалів щодо великої площі, забезпечуючи підвинюють переміщення інструмента уздовж своїх щення продуктивності обробки осей, 3 - ферасса, на якій встановлюються усі Підписано до друку 05 06 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for grinding
Автори англійськоюBaikov Anatolii Viktorovych
Назва патенту російськоюСпособ шлифовки
Автори російськоюБайков Анатолий Викторович
МПК / Мітки
МПК: B24B 1/00
Мітки: спосіб, шліфування
Код посилання
<a href="https://ua.patents.su/3-56455-sposib-shlifuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування</a>
Спосіб шліфування
Номер патенту: 46335
Опубліковано: 15.05.2002
Автори: Іщенко Олександр Львович, Байков Анатоій Вікторович, Буленков Євген Олександрович, Удовиченко Володимир Олександрович, Михайлов Олександр Миколаєвич
МПК: B24B 1/00
Мітки: спосіб, шліфування
Формула / Реферат:
Спосіб шліфування, що включає обертальний рух шліфувальних кругів навколо своїх осей, їх планетарний рух навколо центральної осі багатоінструментальної головки і відносне переміщення багатоінструментальної головки і виробу, який відрізняється тим, що шліфувальним кругам надають додатковий прямолінійний рух уздовж своїх осей обертання, при цьому обертальний рух шліфувальних кругів навколо своїх осей і додатковий прямолінійний їхній рух уздовж...
Пристрій для шліфування дроту
Номер патенту: 43088
Опубліковано: 15.11.2001
Автори: Булахов Олексій Вячеславович, Тютенко Вячеслав Степанович, Габітов Валерій Рашитович, Матюха Петро Григорович, Варюхін Віктор Миколайович
МПК: B24B 5/00
Мітки: дроту, пристрій, шліфування
Формула / Реферат:
Пристрій для шліфування дроту при поздовжньому його переміщенні між шліфувальними кругами, що включає механізм обертання кругів навколо дроту, механізм обертання кругів навколо своєї осі та механізм зміщення осі кругів відносно дроту, який відрізняється тим, що механізм обертання кругів навколо дроту виконано у вигляді Z - подібної втулки, встановленої в підшипниках стояка, на торцевих поверхнях якої закріплені опозитно з можливістю повороту...
Спосіб шліфування торців циліндричних деталей
Номер патенту: 40016
Опубліковано: 16.07.2001
Автор: Кальченко Володимир Віталійович
Мітки: торців, спосіб, деталей, шліфування, циліндричних
Формула / Реферат:
1. Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами прямого профілю, складеними з суміжних кільцевих ділянок, заправлених по торцях, відповідно до якого деталі надають кругової подачі в зону різання навколо осі, перпендикулярної до шліфованих поверхонь, який відрізняється тим, що кільцеві ділянки, які прилягають до зовнішніх діаметрів кругів, мають керамічну в'язку і торцями одночасно виконують чорнове...
Спосіб шліфування циліндричних і торцевих поверхонь

Номер патенту: 40015
Опубліковано: 16.07.2001
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович
Мітки: торцевих, циліндричних, поверхонь, шліфування, спосіб
Формула / Реферат:
1. Спосіб шліфування циліндричних і торцевих поверхонь обертовим кругом прямого профілю, складеним з суміжних кільцевих ділянок, відповідно до якого шліфувальний круг вводять в контакт з оброблюваною деталлю, переміщують вздовж осі її обертання і перпендикулярно до неї, який відрізняється тим, що шліфування циліндричних поверхонь здійснюють периферією круга, а його торцем шліфують торці групи деталей, які переміщують відносно круга в площині,...
Спосіб електрохімічного шліфування магнітотвердих матеріалів
Номер патенту: 23778
Опубліковано: 16.06.1998
Автори: Коровайченко Юрій Миколайович, Бровченко Анатолій Михайлович
Мітки: матеріалів, шліфування, спосіб, електрохімічного, магнітотвердих
Формула / Реферат:
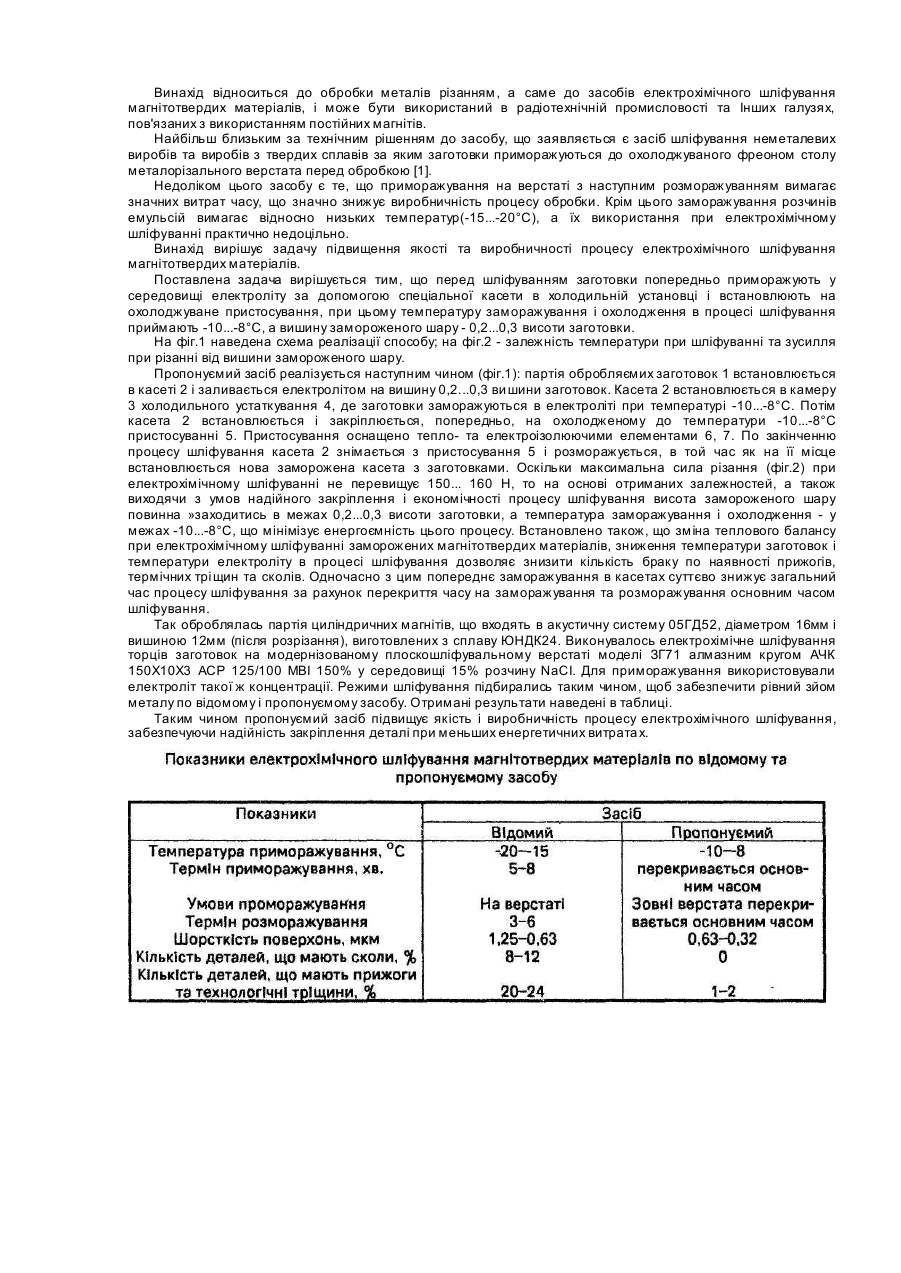
Спосіб електрохімічного шліфування магнітотвердих матеріалів, що включає приморажування заготовок до пристосування з наступним електрохімічним шліфуванням і розморажуванням, який відрізняється тим, що приморажування виконують у середовищі електроліту, при цьому температуру приморажування і охолодження в процес! шліфування вибирають -10...-8°С, висоту замороженого шару 0,2...0,3 вишини заготовки, а їх приморажування виконують попередньо з...
Попередній патент: Пристрій для електроімпульсної обробки води
Наступний патент: Спосіб лікування папіломатозу слизових оболонок статевих органів у собак