Ливарна модель
Номер патенту: 82028
Опубліковано: 25.07.2013
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович


Формула / Реферат
1. Ливарна модель, що складається з одного елемента або зібрана з більшого числа елементів, всі або частина з яких повторюється, яка відрізняється тим, що її поверхня повністю або частково складається з однієї або більшої кількості мінімальних поверхонь (МП) та/або періодичних мінімальних поверхонь, або вона сама повністю або частково розташована в порожнинах періодичних мінімальних поверхонь рівновіддалено від цих поверхонь.
2. Модель за п. 1, яка відрізняється тим, що її поверхня частково або повністю є поверхнею гіроїда або скелетної конструкції, розміщеної в порожнинах гіроїда, а повторювані елементи, що входять в конструкцію моделі, в свою чергу виконані з можливістю їх складання з копій одного або кількох фундаментальних елементів або одного чи кількох фундаментальних елементів у поєднанні з копіями їх дзеркальних відображень, причому ці фундаментальні елементи можуть бути зібрані з повторюваних частин.
3. Модель за п. 1, яка відрізняється тим, що принаймні одна з мінімальних поверхонь і/або періодичних мінімальних поверхонь, що повністю або частково складають поверхню моделі, побудовані по комп'ютерній програмі як поверхні з мінімальною сумарною енергією поверхневого натягу або з найменшою сумарною енергією поверхневого натягу в комбінації з гравітаційною енергією та/або з енергією згинальної деформації, або деформації іншого виду.
Текст
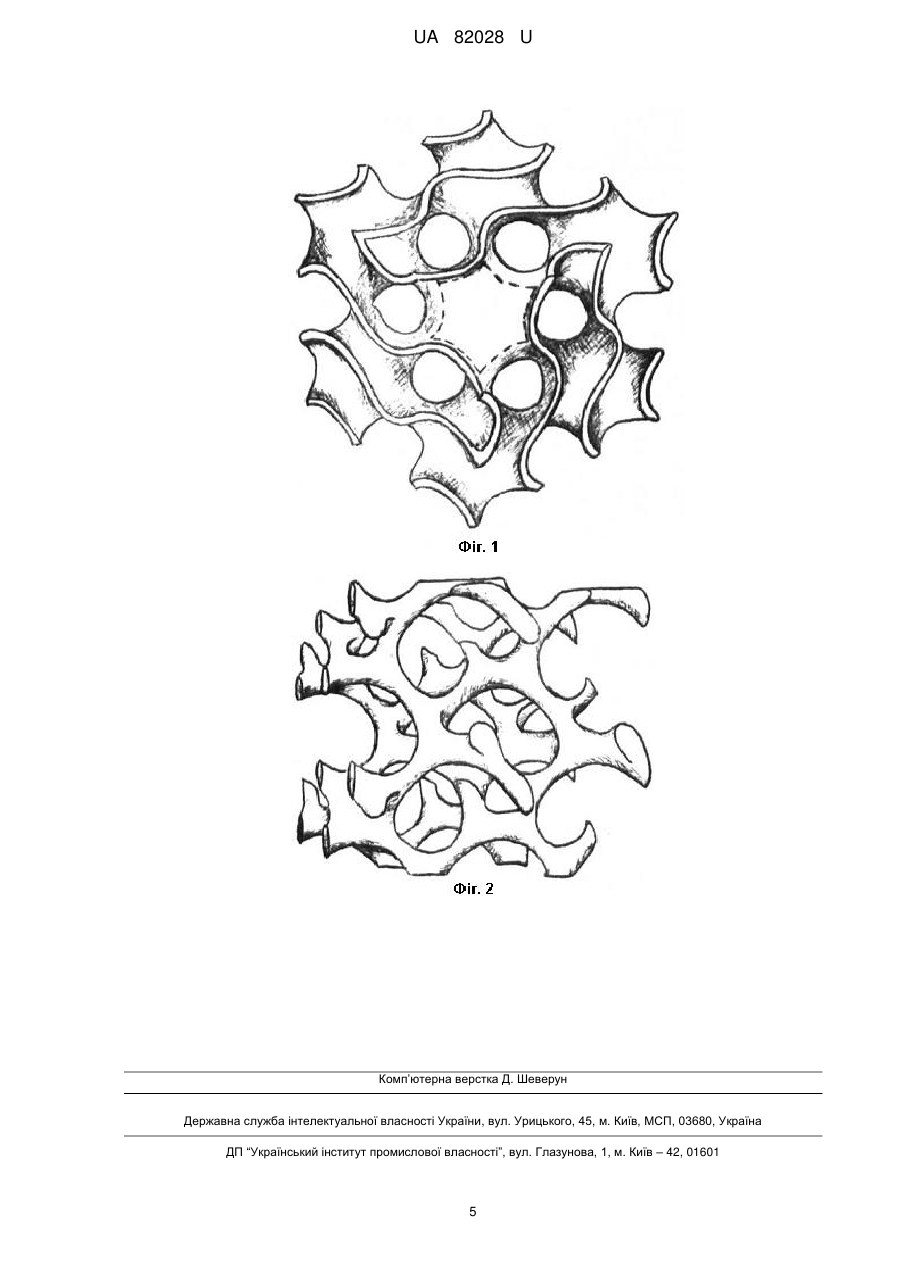
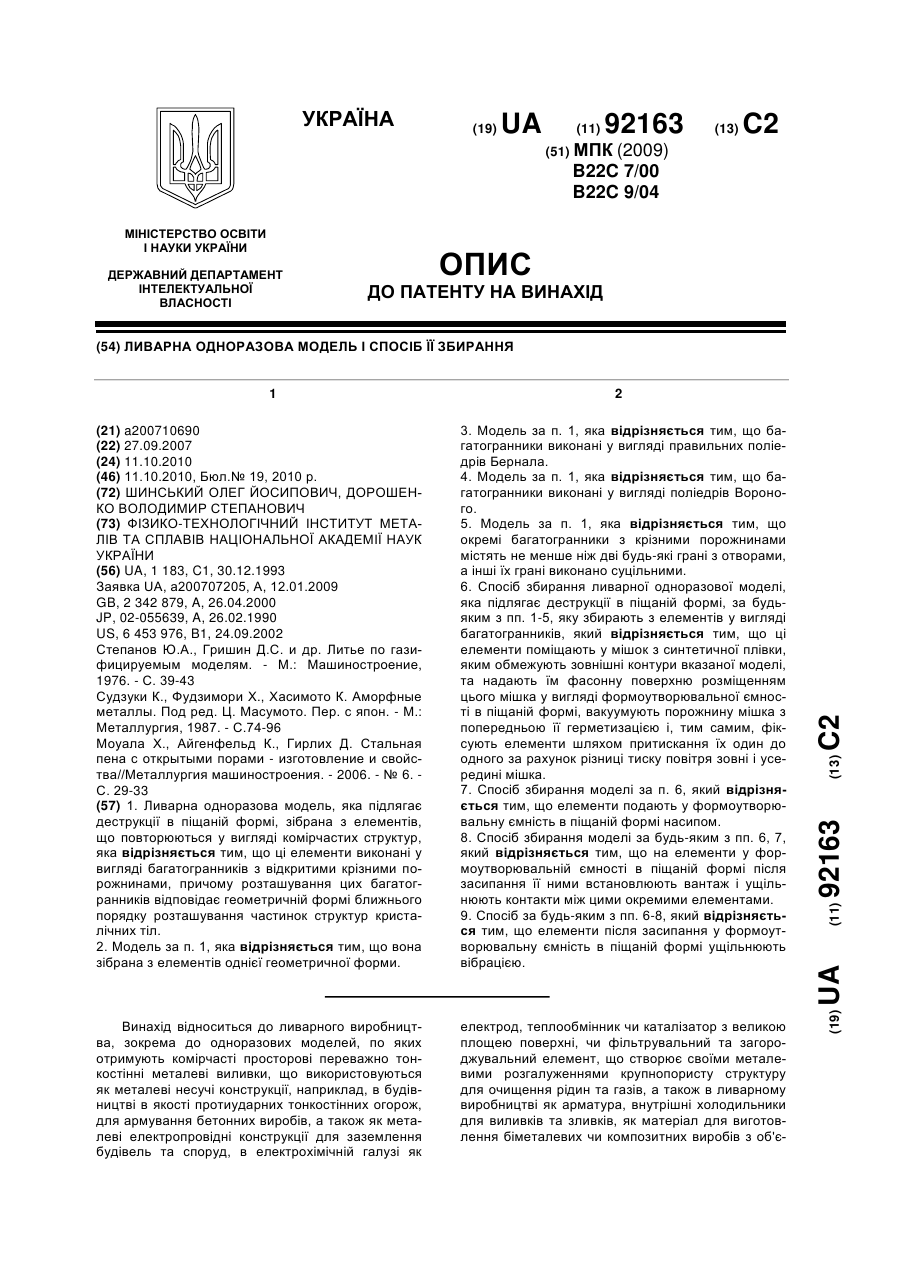
Реферат: UA 82028 U UA 82028 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до ливарного виробництва, переважно до конструювання ливарних моделей разового застосування для виготовлення литих металовиробів на автоматичних ливарних лініях з програмним управлінням. Відома ливарна модель, яка зібрана з елементів, що повторюються у вигляді комірчастих структур, яка відрізняється тим, що ці елементи виконані у вигляді багатогранників з відкритими крізними порожнинами, причому розташування цих багатогранників відповідає геометричній формі ближнього порядку розташування частинок структур кристалічних тіл (Патент UA 92163 МПК В22С 7/00, В22С 9/04, опубл. 2010, бюл. № 19). Комірчасті матеріали розширюють існуючий спектр властивостей металовиробів, оскільки вони на 50-90 % легше компактних матеріалів, однак розгалужені стінки, перемички і ребра таких моделей мають між собою багато гострих кутів і часто позбавлені плавних переходів. Перебіг розплавленого металу, зокрема при литті по разових моделях, по таких ламаних каналах робочої порожнини форми характеризується поганою заповнюваністю форми, що призводить до браку по недоливу виливків. Усадка металу в таких ґратчастих конструкціях дає сильні напруження, що нерідко призводять до тріщин у виливках. Найбільш близькою по технічній суті і ефекту, що досягається, є ливарна модель, конструкція якої складається з елементів, що повторюються, а модель служить для лиття стільникових металевих структур - просторових конструкцій подібних до крупнокомірчатої піни, включаючи виготовлення піноподібних матеріалів з регульованою структурою і властивостями (Патент UA 87782 МПК В22С 7/00, опубл. 2009, бюл. № 15). Модель, що подібна до литої металевої піни з регульованою структурою, з огляду технології лиття має такі ж недоліки, як і конструкція першої вказаної моделі. Обидві вони представляють перші литі комірчасті конструкції, в яких не передбачені сприятливі умови технологічності (ГОСТ 14.201-83) як сукупності властивостей конструкції виробу, що визначають її пристосованість до досягнення оптимальних витрат при виробництві. Такі моделі просторової конфігурації мають велику площу поверхні з численними кутами її зламу, часто з місцями утрудненого доступу до цієї поверхні для засипання і ущільнення піску або піщаної суміші при формуванні, що погіршує якість виливків через пригар і нарости на виливках в цих місцях. Наявність великої кількості кутів при перетинах і вигинах перегородок стільникових моделей ускладнює заповнення їх розплавом металу і викликає значні термічні і усадочні напруги при охолодженні виливків. Моделі без плавних переходів непридатні для вакуумно-плівкової формовки (ВПФ) через утруднення облицюванню їх плівкою. Великі площі поверхні моделей вимагають значних витрат дорогої фарби, облицювальних матеріалів, підвищеного часу сушки фарби. В описі відомих конструкцій моделей не вказані можливості оптимізації поверхні моделей (ці поверхні як правило не задані математичними рівняннями) з точки зору технологічності та службових характеристик виливка за допомогою вільно розповсюджуваних комп'ютерних програм, що зазвичай збільшує металоємність виливка, а без застосування таких програм для проектування моделей знижується технологічність їх конструювання, підготовки виробництва і самого виробництва виливків. Задача корисної моделі - підвищення технологічності виробництва виливків переважно при отриманні комірчастих литих виробів, зокрема, за разовими моделями. Поставлена задача вирішується тим, що в ливарній одноразовій моделі, яка складається з одного елемента або зібрана з більшого числа елементів, всі або частина з яких повторюється, згідно з корисною моделлю, її поверхня повністю або частково складається з однієї або більшої кількості мінімальних поверхонь (МП) та / або періодичних мінімальних поверхонь, або вона сама повністю або частково розташована в порожнинах періодичних мінімальних поверхонь рівновіддалено від цих поверхонь. Зокрема поверхня моделі частково або повністю може бути поверхнею гіроїда (gyroid) або скелетної конструкції, розміщеної в порожнинах гіроїда, а повторювані елементи, що входять в конструкцію моделі, в свою чергу виконані з можливістю їх складання з копій одного або кількох фундаментальних елементів, або одного чи кількох фундаментальних елементів у поєднанні з копіями їх дзеркальних відображень, причому ці фундаментальні елементи можуть бути зібрані з повторюваних частин. Крім цього принаймні одна з мінімальних поверхонь і/або періодичних мінімальних поверхонь, що повністю або частково складають поверхню моделі, можуть бути побудовані по комп'ютерній програмі як поверхні з мінімальною сумарною енергією поверхневого натягу, або з найменшою сумарною енергією поверхневого натягу в комбінації з гравітаційною енергією та/або з енергією згинальної деформації, або деформації іншого виду. Згідно з Великою радянською енциклопедією (http.7/bse.sci-lib.com/article076681.html) МП, поверхні, у яких середня кривизна в усіх точках дорівнює нулю. При здійсненні корисної моделі використовували те, що всі МП аналітичні і можуть бути задані рівнянням типу z=f (x, у), а 1 UA 82028 U 5 10 15 20 25 30 35 40 45 50 55 60 природним прикладом МП є мильна плівка, що приймає форму, відповідну мінімуму потенційної енергії (енергії поверхневого натягу), яка прямо пропорційна площі плівки. Ливарна модель з МП при формуванні взаємодіє з піском з мінімальною енергією тертя, яка пропорційна площі поверхні моделі, що полегшує при формуванні доступ піску до всієї поверхні моделі і дає чіткий відбиток моделі на добре ущільненому навколо неї піску (піщаної суміші). Для разових моделей наявність МП збільшує кількість варіантів їх технологічного розташування в піску контейнерної форми без небезпеки отримання незаповнених піском об'ємів, каналів або недостатньо ущільнених зон піску біля поверхні моделі, а для складнофасонних моделей збільшується їх технологічність чи зменшується брак внаслідок слабкого ущільнення піску при їх поверхні. При здійсненні корисної моделі також використовували те, що зі зменшенням поверхні порожнини форми зменшується площа контакту металу, який заливається, з цією поверхнею, що в поєднанні з відсутністю або мінімальною кількістю кутів у просторовій конструкції моделі покращує заповнюваність форми металом, як фактор підвищення технологічності виробництва виливків. Цьому також сприяє характерна плавна кривизна МП для течії металу без різких поворотів, гідравлічних ударів і його розбризкування в поєднанні зі зменшенням відведення тепла через МП порожнини форми. З цих же причин принцип МП особливо ефективний для конструювання моделей ливникової системи, що входить до складу ливарної моделі. МП моделі, сприяючи заповнюваності форми, дозволяють знижувати температуру металу, який заливається, що зменшує пригар на поверхні виливків (здешевлює або виключає застосування протипригарних фарб), сприяє зменшенню газової та усадочної пористості виливків. Заовалені обриси виливка і його МП зменшують роботу тертя його об наповнювач форми, чим запобігають його утрудненій усадці і супутнім до неї тріщинам, як характерного браку для виливків з розгалуженими порожнинами. Окремий клас МП утворюють періодичні поверхні (В. Мешков. Минимальные поверхности и Surface Evolver Кеннета Брэкке. Вестник молодых ученых. - 2004. - № 1. - С. 84, http://sci.informika.ru/text/magaz/science/vys/PMM/NUM_08/HTML/page084.html), які можуть бути отримані нескінченним повторенням деякої елементарної комірки, а застосування їх в модельному виробництві підвищує технологічність виробництва моделей шляхом збирання останніх (в заданих просторових напрямах) з повторюваних серійно виготовлених елементів, наприклад, на пластавтоматах. Теорія МП належить до класичної області математики, застосування її в конструюванні моделей полегшує наявність альбомів з багатьма прикладами таких періодичних МП. Елементарні комірки багатьох МП, у свою чергу, можуть бути зібрані з копій деякого фундаментального елемента і його дзеркального відображення, а цей фундаментальний елемент (особливо для періодичних МП) також можна «зібрати» з повторюваних частин. Останнє при здійсненні корисної моделі дозволяє створювати крупні моделі комірчастої конструкції (зокрема з поверхнею складної кривизни) не з комірок, а з їх повторюваних частин, що виготовляються нескладними технологічними способами і мають малий розмір і доволі просту форму. В процесі здійснення корисної моделі для побудови різних класів МП ливарних моделей застосовували вільно поширювану програму Surface Evolver, створену Кеннетом Брекке (http://www.susqu.edu/brakke/evolver/evolver.htm). Пошук поверхні мінімальної площі (або сумарної енергії поверхневого натягу) - лише найпростіший додаток Surface Evolver. За допомогою програми також будували поверхні моделей "мінімальні" з точки зору більш складних функціоналів. Такий функціонал (енергія) може бути комбінацією енергії поверхневого натягу, гравітаційної енергії, енергії згинальної деформації і т.п., а також довільних, що задаються користувачем, поверхневих інтегралів. Surface Evolver обробляє об'єкти з довільною топологією, підлеглі різноманітним об'ємним і граничним зв'язкам. Наприклад, можна зафіксувати об'єм, охоплюваний поверхнею (ізопериметричні задачі), або контактний кут на лініях перетину шуканої поверхні з деякою заданою поверхнею. Бажана поверхня може розташовуватися в просторі довільної розмірності з заданої римановою метрикою. Для пошуку конфігурації з мінімальною енергією Surface Evolver використовує метод градієнтного спуску і служить одним із прикладів програм, придатних для побудови МП і їх поєднання з іншими поверхнями при конструювання ливарних моделей. Побудова при конструюванні моделей за допомогою комп'ютерних програм не тільки поверхні з мінімальною сумарною енергією поверхневого натягу, але і з найменшою сумарною енергією поверхневого натягу в комбінації з гравітаційною енергією та/або з енергією згинальної деформації, або деформації іншого виду, дозволяє за короткий час не тільки отримати креслення моделі з МП, але і МП в поєднанні із заданими службовими характеристиками виливка. Це підвищує технологічність (скорочує тривалість і автоматизує) підготовки виробництва і підвищує службові властивості виливка зі зменшенням його маси. Отримане за 2 UA 82028 U 5 10 15 20 25 30 35 40 45 50 55 допомогою комп'ютерних програм креслення може відразу подаватися на керований комп'ютером 3D-фрезер, який в автоматичному режимі виготовить із плити або блоку ливарну модель або модель її прес-форми (для серійного виготовлення ливарної моделі або її частин за допомогою автоклава або пластавтомата). Такі 3D-фрезери для макетно-модельного виробництва з дерева, пластику та алюмінію також мають функцію сканування розмірів виробу за допомогою оптичного датчика і отримання об'ємної копії виробу з цифровим записом інформації, що використовується для контролю його розмірів. Вони широко представлені на ринку обладнання (від настільних до розмірів в декілька метрів) і за ціною стали доступні підприємцям. Для наморожування в морозильних камерах ливарних моделей з льоду створено 3D-принтери, що працюють по комп'ютерних програмах, а також такі програми застосовують в різних видах об'ємного прототипування ливарних моделей з полімерних матеріалів. Можливість і доцільність здійснення корисної моделі підтверджують приклади конструкцій з МП в природі як з найбільш «економними» поверхнями (з мінімальною витратою матеріалів і зменшенням теплообміну з зовнішнім середовищем), серед них скелети радіолярій, мікроскопічних морських тварин, а також мембрани в живих організмах та ін.. Відповідність між періодичними МП і поверхнями силікатів і ліотропних колоїдів вперше було відзначено А. Маскау і S.Andersson в 1979 і 1982 pp. Періодичні МП присутні і в мінералах, і в живому світі і є структурними інваріантами (Шевченко В. Я. Белая книга по нанотехнологиям: Исследования в области наночастиц, наноструктур и нанокомпозитов в Российской Федерации (по материалам Первого Всероссийского совещания ученых, инженеров и производителей в области нанотехнологий), 2008. - 344 с.). Як приклад здійснення корисної моделі в конструкції моделі застосували одну з періодичних МП під назвою гіроїд (gyroid), яка може нескінченно з'єднуватися і повторюватися в трьох вимірах і вперше описана американським фізиком Alan Schoen з NASA в 1970 р. в процесі пошуку ультралегкого і міцного матеріалу для космічних апаратів (Schoen A. H. Infinite periodic minimal surfaces without self-intersections. NASA Technical Note TN D-5541. Washington, DC. 1970. - 99 p.). Тіла з гіроїдною структурою вчені виявили в окремих блок-співполімерів при конденсації олігомерів, в клітинах рослин і тварин, наприклад, у будові крил метеликів, а також при вивченні набрякання шкіри рук від води. Поверхня гіроїда задається рівнянням виду cosх·sinу+cosу·sinz+cosz·sinx=0 (Наука 21 век. Март 10, 2011. С. 21, http.//nauka21vek.ru/arehives/10797). На думку вчених, складки шкіри рук мають «скелет», в якому тяжі кератину укладені так, як ніби вони знаходяться в порожнинах віртуального гіроїда (власне поверхні гіроїда в шкірі немає). У цьому випадку шар кератину виходить досить міцним, але і разом з тим він здатний досить сильно згинатися, формуючи характерні зморшки шкіри. Застосування для ливарних моделей такої конструкції дозволить передати таке поєднання властивостей виливкам, а приклади гіроїдної МП в природних конструкціях підтверджують можливість її реалізації в ливарних моделях та виливках. На фіг. 1 показано приклад ливарної разової моделі з поверхнею гіроїда. На фіг. 2 показано приклад каркасної ливарної разової моделі. Зображення на фіг. 1, 2 частково тоновані для показу порожнин, а конструкція каркасної ливарної разової модель на фіг. 2 виконана шляхом розташування цього каркаса в порожнині гіроїда рівновіддалено від поверхні його порожнини (по криволінійних осях каналів гіроїда) аналогічно тяжам кератину в шкірі. Приклад здійснення корисної моделі полягає в наступному. У центрі на кривій поверхні моделі на фіг. 1 нанесена пунктирна лінія у вигляді шестикутника. Хоча така модель дрібних розмірів може бути виконана цілком способом прототипування на спеціальному обладнанні, проте більш технологічно отримувати моделі збиранням з повторюваних пластин у формі правильних шестикутників з фасонної поверхнею, що має опуклі і увігнуті частини. Такі пластини можна назвати фундаментальними елементами. Форма у вигляді правильного шестикутника дозволяла скласти їх з двох, трьох чи шести частин, як повторюваних елементів у поєднанні з копіями їх дзеркальних відображень. Моделі з пінопласту з поверхнею гіроїда (фіг. 1) збирали і склеювали з шестикутних пластин, причому таким чином її можна нарощувати без обмеження розміру шляхом збирання з копій лише одного такого фундаментального елемента. До цих моделей монтували моделі ливникових систем, потім фарбували протипригарною фарбою і висушували її. Формування і заливання форми металом виконували по технології лиття за моделями, що газифікуються. Отримані виливки використали як декоративні елементи металевих литих конструкцій. Порівняно з такою ж за чисельністю партією аналогічних виливків без застосування для їх моделей МП скоротилась тривалість технологічної підготовки виробництва, а також знизився рівень браку. 3 UA 82028 U 5 10 15 20 Також для дрібносерійного виробництва моделей з пінополістиролу випробували спосіб попереднього виготовлення плоскими як повторюваних моделей фундаментальних елементів, так і їх складових частин, а потім згинали їх по методу, описаному в патенті UA 92226. Для серійного виробництва описаних моделей їх повторювані елементи більш технологічно виробляти на пластавтоматах, або у прес-формах автоклавним способом, і збирати відомими способами: склеюванням, за системою шип-паз, на магнітах в торцях деталей та ін. способами. Зазначені конструкції моделей наслідують «технічні рішення» органічної та неорганічної природи, які завжди характеризуються оптимальним поєднанням матеріаломісткості і міцності, а також ознакою повторювальності конструктивних елементів. Підвищення технологічності виливків шляхом застосування моделей з МП відбувається за рахунок поліпшення результату виконання технологічних операцій, на параметри яких впливає зменшення площі поверхні моделей і згладжування кривизни їх поверхні, зокрема робота сил тертя формувального матеріалу об модель і поверхні виливка при його усадці об формувальний матеріал. Скорочення площі контакту металу, що заливається, з формою і зменшення інтенсивності тепловідведення від металу покращує заповнюваність форми, знижує брак виливків по недоливу і дозволяє знизити температуру заливання. Застосування наявних комп'ютерних програм (розробку яких значно спрощує аналітичність МП) поліпшує технологічність проектування і виготовлення моделей, а також/або оснастки для них (або їх повторюваних елементів простої форми), контролю якості їх і виливків по них, а також подальшої обробки виливків при виконанні перелічених виробничих процесів на сучасному обладнанні з програмним управлінням, в тому числі на автоматизованих ливарних лініях з дистанційним комп’ютерним моніторингом. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 40 1. Ливарна модель, що складається з одного елемента або зібрана з більшого числа елементів, всі або частина з яких повторюється, яка відрізняється тим, що її поверхня повністю або частково складається з однієї або більшої кількості мінімальних поверхонь (МП) та/або періодичних мінімальних поверхонь, або вона сама повністю або частково розташована в порожнинах періодичних мінімальних поверхонь рівновіддалено від цих поверхонь. 2. Модель за п. 1, яка відрізняється тим, що її поверхня частково або повністю є поверхнею гіроїда або скелетної конструкції, розміщеної в порожнинах гіроїда, а повторювані елементи, що входять в конструкцію моделі, в свою чергу виконані з можливістю їх складання з копій одного або кількох фундаментальних елементів або одного чи кількох фундаментальних елементів у поєднанні з копіями їх дзеркальних відображень, причому ці фундаментальні елементи можуть бути зібрані з повторюваних частин. 3. Модель за п. 1, яка відрізняється тим, що принаймні одна з мінімальних поверхонь і/або періодичних мінімальних поверхонь, що повністю або частково складають поверхню моделі, побудовані по комп'ютерній програмі як поверхні з мінімальною сумарною енергією поверхневого натягу або з найменшою сумарною енергією поверхневого натягу в комбінації з гравітаційною енергією та/або з енергією згинальної деформації, або деформації іншого виду. 4 UA 82028 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting pattern
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych
Назва патенту російськоюЛитейная модель
Автори російськоюШинський Олег Иосифович, Дорошенко Владимир Степанович
МПК / Мітки
МПК: B22C 7/02
Код посилання
<a href="https://ua.patents.su/7-82028-livarna-model.html" target="_blank" rel="follow" title="База патентів України">Ливарна модель</a>
Ливарна одноразова модель

Номер патенту: 83447
Опубліковано: 10.07.2008
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
МПК: B22C 9/02, B22C 7/00, B22C 9/00, B22C 9/04, B22C 9/22
Мітки: одноразова, ливарна, модель
Формула / Реферат:
1. Ливарна одноразова модель, яка підлягає деструкції в піщаній формі, що зібрана з елементів, сполучених з ливниково-живильною системою як несучою конструкцією, яка відрізняється тим, що ці елементи розташовані уздовж ливниково-живильної системи за принципом ботанічного явища філотаксису.2. Модель за п. 1, яка відрізняється тим, що елементи моделі закріплені на трубках з синтетичної плівки, що є частиною ливниково-живильної...
Ливарна одноразова модель

Номер патенту: 70286
Опубліковано: 11.06.2012
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
МПК: B22C 7/02
Мітки: ливарна, одноразова, модель
Формула / Реферат:
1. Ливарна одноразова модель, що підлягає деструкції в піщаній формі, зібрана з елементів, що повторюються, яка відрізняється тим, що ці елементи зібрані в стільникові структури у вигляді просторових ґрат з відкритими крізними порами або порожнинами, які мають можливість заповнення сухим піском або сухим піском разом з металевими пористими трубопроводами.2. Модель за п. 1, яка відрізняється тим, що зібрана з елементів однієї...
Ливарна одноразова модель

Номер патенту: 81011
Опубліковано: 25.06.2013
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
Мітки: одноразова, модель, ливарна
Формула / Реферат:
1. Ливарна одноразова модель, що піддається деструкції у піщаній формі, зібрана з повторюваних елементів у комірчасту конструкцію, яка відрізняється тим, що має обриси моделі молекули ДНК, а саме, форму гвинтової драбини з двома остовами, що звиті разом і закручені вправо у вигляді подвійної спіралі, і однаковими перекладинами, розташованими перпендикулярно осі подвійної спіралі, при цьому подвійна спіраль моделі має діаметр d, крок витка - l...
Одноразова ливарна модель

Номер патенту: 79267
Опубліковано: 25.04.2013
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
Мітки: одноразова, модель, ливарна
Формула / Реферат:
1. Одноразова ливарна модель, яка складається з оболонки у формі виробу з матеріалу, що легко видаляється, та наповнювача з матеріалу, густина якого нижче густини матеріалу оболонки, і порожнинами, наповненими повітрям, яка відрізняється тим, що як наповнювач використовують повітряно-пухирчасту плівку.2. Модель за п. 1, яка відрізняється тим, що повітряно-пухирчаста плівка скручена і зафіксована у вигляді хоча б одного рулону, який...
Ливарна одноразова модель і спосіб її збирання
Номер патенту: 92163
Опубліковано: 11.10.2010
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
Мітки: спосіб, ливарна, збирання, одноразова, модель
Формула / Реферат:
1. Ливарна одноразова модель, яка підлягає деструкції в піщаній формі, зібрана з елементів, що повторюються у вигляді комірчастих структур, яка відрізняється тим, що ці елементи виконані у вигляді багатогранників з відкритими крізними порожнинами, причому розташування цих багатогранників відповідає геометричній формі ближнього порядку розташування частинок структур кристалічних тіл.2. Модель за п. 1, яка відрізняється тим, що вона...
Попередній патент: Глибокорозпушувач
Наступний патент: Сушильна установка для термічної обробки сипучих матеріалів
Випадковий патент: Голка в'язальної машини