Обтискна шайба для осьової фіксації деталей на тонкостінних пустотілих валах
Номер патенту: 87541
Опубліковано: 10.02.2014
Автори: Ключников Юрій Валентинович, Красавін Олександр Петрович, Гузенко Юрій Михайлович, Головко Леонід Федорович
Формула / Реферат
Обтискна шайба для осьової фіксації деталей на тонкостінних пустотілих валах, що виконана у вигляді незамкнутого кільця з прорізом між своїми вільними закругленими кінцями, овальним отвором і трьома внутрішніми виступами прямокутної форми, встановленими в циліндричних радіальних отворах пустотілого вала, при цьому осі симетрії прорізу і двох основних діаметрально розміщених виступів шайби розташовані перпендикулярно між собою, центр овального отвору зміщений від осі симетрії цих виступів на величину половини їх довжини, велика його вісь розташована по осі симетрії прорізу і її розмір перевищує розмір малої осі на величину довжини двох основних виступів, а один допоміжний виступ розташований по осі симетрії напроти свого прорізу і його довжина дорівнює подвійній довжині основних виступів, яка відрізняється тим, що утворені перехідні ділянки між допоміжним внутрішнім виступом і розміщеною з його сторони середньою частиною шайби виконані із своїми закругленнями радіусом величиною не більше бокових зазорів між вузькими плоскими гранями зазначеного виступу по його товщині і внутрішньою поверхнею призначеного для нього циліндричного радіального отвору пустотілого вала, при цьому саме вказані перехідні ділянки шайби термічно зміцнені обробкою їх поверхонь концентрованим потоком енергії при застосуванні, наприклад, лазерного випромінювання з можливістю формування на них своїх окремих зон лазерного впливу у вигляді кругових секторів з центрами своїх закруглень, співпадаючими з центрами закруглень зазначених перехідних ділянок шайби, і радіусом величиною не більше її товщини.
Текст
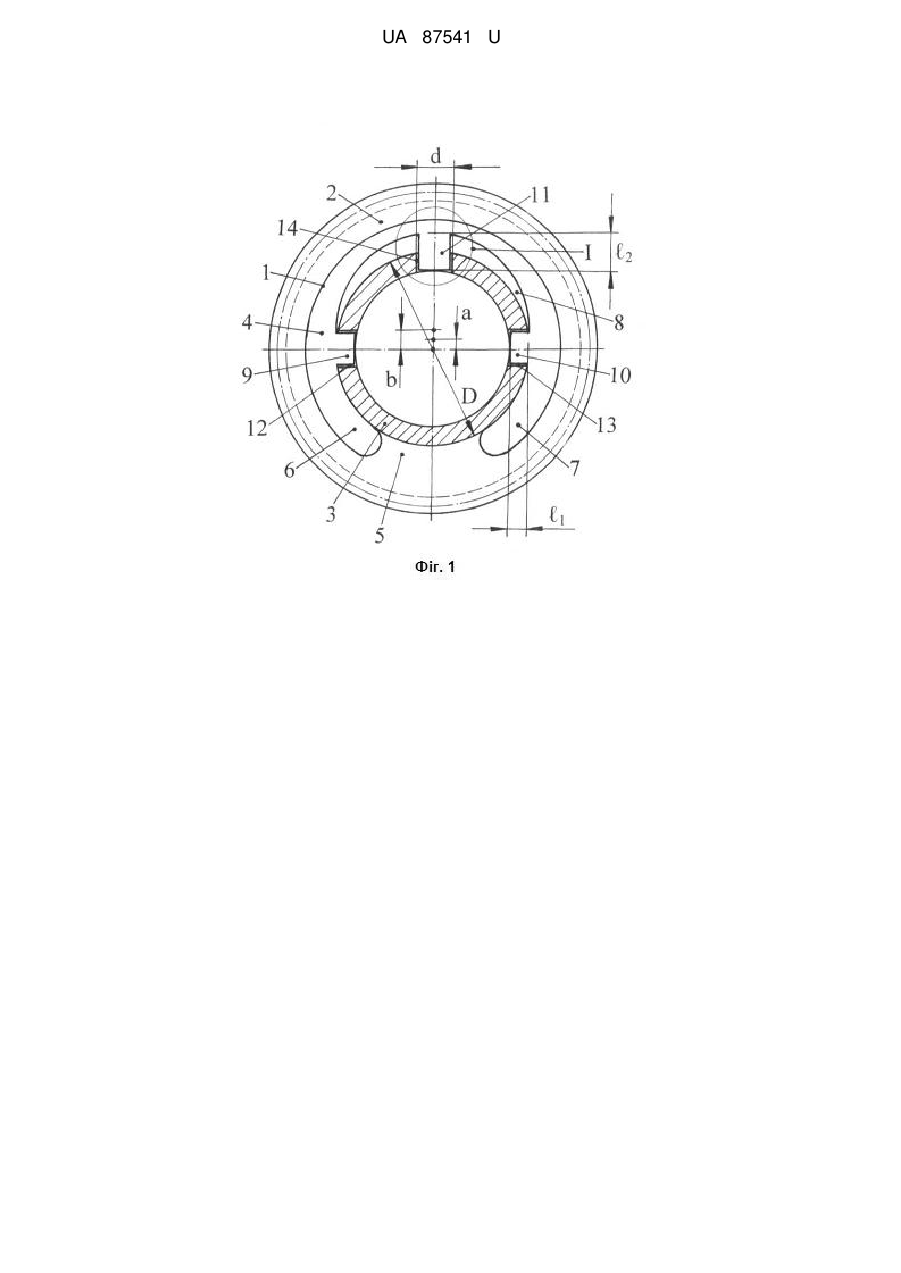
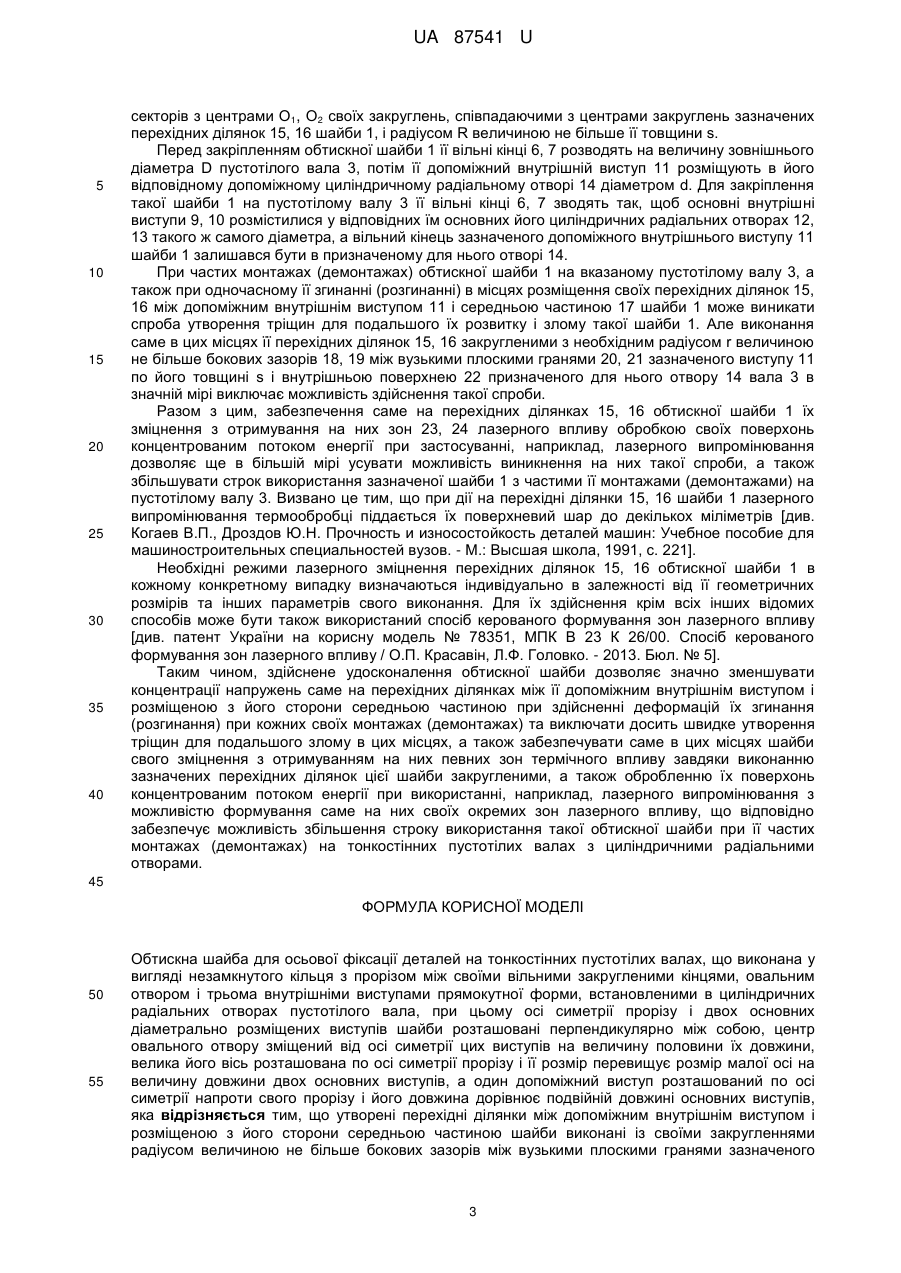
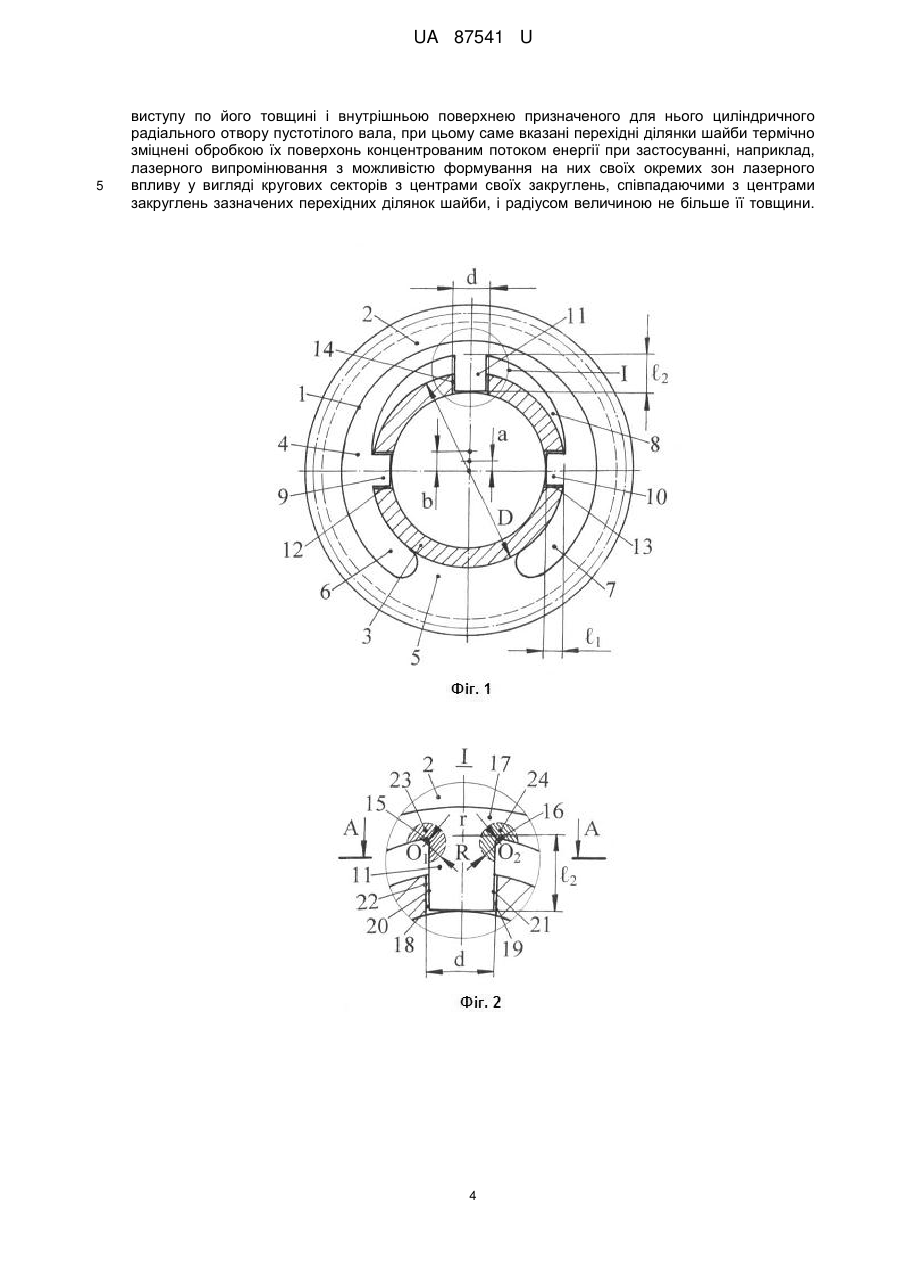
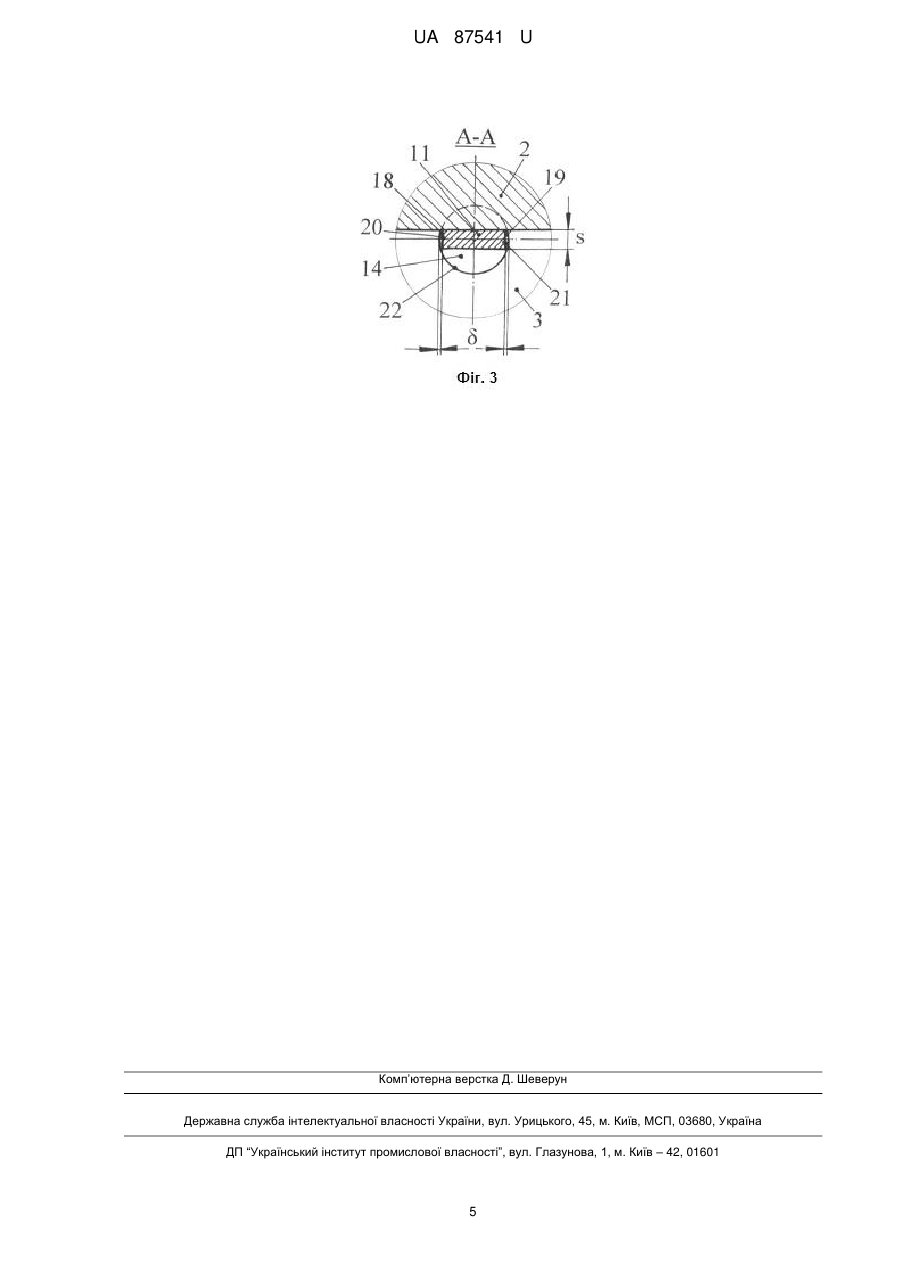
Реферат: Обтискна шайба для осьової фіксації деталей на тонкостінних пустотілих валах виконана у вигляді незамкнутого кільця з прорізом між своїми вільними закругленими кінцями, овальним отвором і трьома внутрішніми виступами прямокутної форми. При цьому осі симетрії прорізу і двох основних діаметрально розміщених виступів шайби розташовані перпендикулярно між собою, центр овального отвору зміщений від осі симетрії цих виступів на величину половини їх довжини. Велика його вісь розташована по осі симетрії прорізу і її розмір перевищує розмір малої осі на величину довжини двох основних виступів, а один допоміжний виступ розташований по осі симетрії напроти свого прорізу і його довжина дорівнює подвійній довжині основних виступів. Утворені перехідні ділянки між допоміжним внутрішнім виступом і розміщеною з його сторони середньою частиною шайби виконані із своїми закругленнями радіусом величиною не більше бокових зазорів між вузькими плоскими гранями зазначеного виступу по його товщині і внутрішньою поверхнею призначеного для нього циліндричного радіального отвору пустотілого вала. При цьому саме вказані перехідні ділянки шайби термічно зміцнені обробкою їх поверхонь концентрованим потоком енергії при застосуванні. UA 87541 U (54) ОБТИСКНА ШАЙБА ДЛЯ ОСЬОВОЇ ФІКСАЦІЇ ДЕТАЛЕЙ НА ТОНКОСТІННИХ ПУСТОТІЛИХ ВАЛАХ UA 87541 U UA 87541 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до машинобудування і призначена для осьової фіксації різних деталей машин та механізмів на тонкостінних пустотілих валах з циліндричними радіальними отворами. Відома обтискна шайба для осьової фіксації деталей на тонкостінних пустотілих валах, виконана у вигляді незамкнутого кільця з прорізом між своїми вільними закругленими кінцями, круглим отвором і двома внутрішніми діаметрально розміщеними виступами сегментної форми, встановленими в циліндричних радіальних отворах пустотілого вала, при цьому осі симетрії прорізу і виступів шайби розташовані перпендикулярно між собою [див. А. с. СССР № 228392, МПК F 16 В 43/00. Обжимная шайба / М.А. Хейфец, Р.Е. Лапскер. - 1968. Бюл. № 31, с. 85]. Недоліком цієї обтискної шайби є те, що вона не забезпечує достатню надійність осьової фіксації різних деталей на тонкостінних пустотілих валах з циліндричними радіальними отворами, оскільки її сегментні виступи контактують з отворами вала по точках. Відома також обтискна шайба для осьової фіксації деталей на тонкостінних пустотілих валах, виконана у вигляді незамкнутого кільця з прорізом між своїми вільними закругленими кінцями, овальним отвором і двома внутрішніми діаметрально розміщеними виступами прямокутної форми, встановленими в циліндричних радіальних отворах пустотілого вала, при цьому осі симетрії прорізу і виступів шайби розташовані перпендикулярно між собою, центр овального отвору зміщений від осі симетрії виступів на величину половини їх довжини, а велика його вісь розташована по осі симетрії прорізу і її розмір перевищує розмір малої осі на величину довжини виступів [див. А. с. СССР № 667709, МПК F 16 В 43/00. Обжимная шайба / Ю.М. Гузенко. - 1979. Бюл. № 22, с. 117]. Ця обтискна шайба, в порівнянні з попередньою, забезпечує підвищення надійності осьової фіксації різних деталей на тонкостінних пустотілих валах з циліндричними радіальними отворами за рахунок виконання її внутрішніх виступів прямокутної форми і контактування їх з отворами вала по лініях (ребрах виступів), але знову ж таки недостатньо, оскільки вона виконана тільки з двома прямокутними і діаметрально розміщеними виступами при овальній формі свого отвору, а це зменшує ширину і відповідно площу опорної поверхні в її середній частині, розміщеній напроти свого скрізного радіального прорізу, що є основним її недоліком. Найбільш близькою до корисної моделі за технічною суттю і досягуваному ефекту є обтискна шайба для осьової фіксації деталей на тонкостінних пустотілих валах, виконана у вигляді незамкнутого кільця з прорізом між своїми вільними закругленими кінцями, овальним отвором і трьома внутрішніми виступами прямокутної форми, встановленими в циліндричних радіальних отворах пустотілого вала, при цьому осі симетрії прорізу і двох основних діаметрально розміщених виступів шайби розташовані перпендикулярно між собою, центр овального отвору зміщений від осі симетрії цих виступів на величину половини їх довжини, велика його вісь розташована по осі симетрії прорізу і її розмір перевищує розмір малої осі на величину довжини двох основних виступів, а один допоміжний виступ розташований по осі симетрії напроти свого прорізу і його довжина дорівнює подвійній довжині основних виступів [див. патент України на корисну модель № 74757, МПК F 16 В 43/00. Обтискна шайба / Ю.М. Гузенко, О.П. Красавін, Ю.В. Ключников. - 2012. Бюл. № 21]. Така обтискна шайба, в порівнянні з попередньою, забезпечує ще більше підвищення надійності осьової фіксації різних деталей на тонкостінних пустотілих валах з циліндричними радіальними отворами завдяки виконанню її з одним своїм допоміжним внутрішнім виступом прямокутної форми, розташованим по осі симетрії напроти свого прорізу, при цьому його довжина дорівнює подвійній довжині двох основних виступів, але разом з цим вона не забезпечує достатній строк свого використання при частих монтажах (демонтажах) на зазначених вище тонкостінних пустотілих валах з циліндричними радіальними отворами, оскільки саме перехідні ділянки між допоміжним прямокутним виступом і розміщеною з його сторони середньою частиною такої шайби виконані гострокутними, створюють достатньо великі концентрації напружень при здійсненні деформацій їх згинання (розгинання) при кожних своїх монтажах (демонтажах) і можуть дуже швидко утворювати тріщини для подальшого злому в цих місцях, при цьому шайба саме в цих її місцях не має свого зміцнення з отримуванням на них певних зон термічного впливу, що є основним її недоліком. В основу корисної моделі поставлена задача забезпечення можливості збільшення строку використання обтискної шайби при її частих монтажах (демонтажах) на зазначених тонкостінних пустотілих валах з циліндричними радіальними отворами шляхом значного зменшення концентрацій напружень саме на перехідних ділянках між допоміжним прямокутним виступом і розміщеною з його сторони середньою частиною цієї шайби при здійсненні деформацій їх згинання (розгинання) при своїх монтажах (демонтажах) та виключення швидкого утворювання тріщин для подальшого злому в цих місцях, а також забезпечення саме в цих місцях шайби 1 UA 87541 U 5 10 15 20 25 30 35 40 45 50 55 свого зміцнення з отримуванням на них певних зон термічного впливу [див. Кудрявцев В.Н. Детали машин: Учебник для студентов машиностроительных специальностей вузов. - Л.: Машиностроение, 1980, с. 113, 114]. Поставлена задача вирішується тим, що в обтискній шайбі для осьової фіксації деталей на тонкостінних пустотілих валах, виконаній у вигляді незамкнутого кільця з прорізом між своїми вільними закругленими кінцями, овальним отвором і трьома внутрішніми виступами прямокутної форми, встановленими в циліндричних радіальних отворах пустотілого вала, при цьому осі симетрії прорізу і двох основних діаметрально розміщених виступів шайби розташовані перпендикулярно між собою, центр овального отвору зміщений від осі симетрії цих виступів на величину половини їх довжини, велика його вісь розташована по осі симетрії прорізу і її розмір перевищує розмір малої осі на величину довжини двох основних виступів, а один допоміжний виступ розташований по осі симетрії напроти свого прорізу і його довжина дорівнює подвійній довжині основних виступів, згідно з корисною моделлю, новим є те, що утворені перехідні ділянки між допоміжним внутрішнім виступом і розміщеною з його сторони середньою частиною шайби виконані із своїми закругленнями радіусом величиною не більше бокових зазорів між вузькими плоскими гранями зазначеного виступу по його товщині і внутрішньою поверхнею призначеного для нього циліндричного радіального отвору пустотілого вала, при цьому саме вказані перехідні ділянки шайби термічно зміцнені обробкою їх поверхонь концентрованим потоком енергії при застосуванні, наприклад, лазерного випромінювання з можливістю формування на них своїх окремих зон лазерного впливу у вигляді кругових секторів з центрами своїх закруглень, співпадаючими з центрами закруглень зазначених перехідних ділянок шайби, і радіусом величиною не більше її товщини. Вказані відмітні ознаки, в порівнянні з найближчим аналогом, дозволяють значно зменшувати концентрації напружень саме на перехідних ділянках обтискної шайби між її допоміжним внутрішнім виступом і розміщеною з його сторони середньою частиною при здійсненні деформацій їх згинання (розгинання) при своїх монтажах (демонтажах) та виключати швидке утворювання тріщин для подальшого злому в цих місцях, а також забезпечувати саме в цих місцях шайби свого зміцнення з отримуванням на них певних зон термічного впливу за рахунок виконання перехідних ділянок вказаної шайби закругленими, а також оброблення їх поверхонь одним із найбільш сучасних і широко відомих технологічних методів для здійснення місцевого термічного зміцнення різних деталей машин та механізмів концентрованим потоком енергії при використанні, наприклад, лазерного випромінювання з можливістю формування саме на них своїх окремих зон лазерного впливу, що відповідно забезпечує можливість збільшення строку використання такої обтискної шайби при її частих монтажах (демонтажах) на зазначених тонкостінних пустотілих валах з циліндричними радіальними отворами. На фіг. 1 схематично показана удосконалена обтискна шайба для осьової фіксації деталей на тонкостінних пустотілих валах після свого закріплення; на фіг. 2 - місце І на фіг. 1; на фіг. 3 переріз А-А на фіг. 2: де 1 - обтискна шайба; 2 - деталь; 3 - пустотілий вал; 4 - незамкнуте кільце; 5 - проріз; 6, 7 - закруглені кінці; 8 - овальний отвір; 9, 10, 11 - внутрішні виступи; 12, 13, 14 - радіальні отвори; 15, 16 - перехідні ділянки; 17 - середня частина; 18, 19 - бокові зазори; 20, 21 - плоскі грані; 22 - внутрішня поверхня отвору; 23, 24 - зони лазерного впливу. Обтискна шайба 1 (фіг. 1) для осьової фіксації деталей 2 на тонкостінних пустотілих валах 3 виконана у вигляді незамкнутого кільця 4 з прорізом 5 між своїми вільними закругленими кінцями 6, 7, овальним отвором 8 і трьома внутрішніми виступами 9, 10, 11 прямокутної форми, встановленими в циліндричних радіальних отворах 12, 13, 14 пустотілого вала 3, при цьому осі симетрії прорізу 5 і двох основних діаметрально розміщених виступів 9, 10 шайби 1 розташовані перпендикулярно між собою, центр овального отвору 8 зміщений від осі симетрії цих виступів 9, 10 на величину а половини їх довжини l1, велика його вісь розташована по осі симетрії прорізу 5 і її розмір перевищує розмір малої осі на величину b довжини l 1 двох основних виступів 9, 10, а один допоміжний виступ 11 розташований по осі симетрії напроти свого прорізу 5 і його довжина l2 дорівнює подвійній довжині l1 основних виступів 9, 10. Крім цього, утворені перехідні ділянки 15, 16 (фіг. 2) між допоміжним внутрішнім виступом 11 і розміщеною з його сторони середньою частиною 17 шайби 1 виконані із своїми закругленими радіусом r величиною не більше бокових зазорів 18, 19 величиною (фіг. 3) між вузькими плоскими гранями 20, 21 зазначеного виступу 11 по його товщині s і внутрішньою поверхнею 22 призначеного для нього циліндричного радіального отвору 14 пустотілого вала 3, при цьому саме вказані перехідні ділянки 15, 16 шайби 1 термічно зміцнені обробкою їх поверхонь концентрованим потоком енергії при застосуванні, наприклад, лазерного випромінювання з можливістю формування на них своїх окремих зон 23, 24 лазерного впливу у вигляді кругових 2 UA 87541 U 5 10 15 20 25 30 35 40 секторів з центрами О1, О2 своїх закруглень, співпадаючими з центрами закруглень зазначених перехідних ділянок 15, 16 шайби 1, і радіусом R величиною не більше її товщини s. Перед закріпленням обтискної шайби 1 її вільні кінці 6, 7 розводять на величину зовнішнього діаметра D пустотілого вала 3, потім її допоміжний внутрішній виступ 11 розміщують в його відповідному допоміжному циліндричному радіальному отворі 14 діаметром d. Для закріплення такої шайби 1 на пустотілому валу 3 її вільні кінці 6, 7 зводять так, щоб основні внутрішні виступи 9, 10 розмістилися у відповідних їм основних його циліндричних радіальних отворах 12, 13 такого ж самого діаметра, а вільний кінець зазначеного допоміжного внутрішнього виступу 11 шайби 1 залишався бути в призначеному для нього отворі 14. При частих монтажах (демонтажах) обтискної шайби 1 на вказаному пустотілому валу 3, а також при одночасному її згинанні (розгинанні) в місцях розміщення своїх перехідних ділянок 15, 16 між допоміжним внутрішнім виступом 11 і середньою частиною 17 шайби 1 може виникати спроба утворення тріщин для подальшого їх розвитку і злому такої шайби 1. Але виконання саме в цих місцях її перехідних ділянок 15, 16 закругленими з необхідним радіусом r величиною не більше бокових зазорів 18, 19 між вузькими плоскими гранями 20, 21 зазначеного виступу 11 по його товщині s і внутрішньою поверхнею 22 призначеного для нього отвору 14 вала 3 в значній мірі виключає можливість здійснення такої спроби. Разом з цим, забезпечення саме на перехідних ділянках 15, 16 обтискної шайби 1 їх зміцнення з отримування на них зон 23, 24 лазерного впливу обробкою своїх поверхонь концентрованим потоком енергії при застосуванні, наприклад, лазерного випромінювання дозволяє ще в більшій мірі усувати можливість виникнення на них такої спроби, а також збільшувати строк використання зазначеної шайби 1 з частими її монтажами (демонтажами) на пустотілому валу 3. Визвано це тим, що при дії на перехідні ділянки 15, 16 шайби 1 лазерного випромінювання термообробці піддається їх поверхневий шар до декількох міліметрів [див. Когаев В.П., Дроздов Ю.Н. Прочность и износостойкость деталей машин: Учебное пособие для машиностроительных специальностей вузов. - М.: Высшая школа, 1991, с. 221]. Необхідні режими лазерного зміцнення перехідних ділянок 15, 16 обтискної шайби 1 в кожному конкретному випадку визначаються індивідуально в залежності від її геометричних розмірів та інших параметрів свого виконання. Для їх здійснення крім всіх інших відомих способів може бути також використаний спосіб керованого формування зон лазерного впливу [див. патент України на корисну модель № 78351, МПК В 23 К 26/00. Спосіб керованого формування зон лазерного впливу / О.П. Красавін, Л.Ф. Головко. - 2013. Бюл. № 5]. Таким чином, здійснене удосконалення обтискної шайби дозволяє значно зменшувати концентрації напружень саме на перехідних ділянках між її допоміжним внутрішнім виступом і розміщеною з його сторони середньою частиною при здійсненні деформацій їх згинання (розгинання) при кожних своїх монтажах (демонтажах) та виключати досить швидке утворення тріщин для подальшого злому в цих місцях, а також забезпечувати саме в цих місцях шайби свого зміцнення з отримуванням на них певних зон термічного впливу завдяки виконанню зазначених перехідних ділянок цієї шайби закругленими, а також обробленню їх поверхонь концентрованим потоком енергії при використанні, наприклад, лазерного випромінювання з можливістю формування саме на них своїх окремих зон лазерного впливу, що відповідно забезпечує можливість збільшення строку використання такої обтискної шайби при її частих монтажах (демонтажах) на тонкостінних пустотілих валах з циліндричними радіальними отворами. 45 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 Обтискна шайба для осьової фіксації деталей на тонкостінних пустотілих валах, що виконана у вигляді незамкнутого кільця з прорізом між своїми вільними закругленими кінцями, овальним отвором і трьома внутрішніми виступами прямокутної форми, встановленими в циліндричних радіальних отворах пустотілого вала, при цьому осі симетрії прорізу і двох основних діаметрально розміщених виступів шайби розташовані перпендикулярно між собою, центр овального отвору зміщений від осі симетрії цих виступів на величину половини їх довжини, велика його вісь розташована по осі симетрії прорізу і її розмір перевищує розмір малої осі на величину довжини двох основних виступів, а один допоміжний виступ розташований по осі симетрії напроти свого прорізу і його довжина дорівнює подвійній довжині основних виступів, яка відрізняється тим, що утворені перехідні ділянки між допоміжним внутрішнім виступом і розміщеною з його сторони середньою частиною шайби виконані із своїми закругленнями радіусом величиною не більше бокових зазорів між вузькими плоскими гранями зазначеного 3 UA 87541 U 5 виступу по його товщині і внутрішньою поверхнею призначеного для нього циліндричного радіального отвору пустотілого вала, при цьому саме вказані перехідні ділянки шайби термічно зміцнені обробкою їх поверхонь концентрованим потоком енергії при застосуванні, наприклад, лазерного випромінювання з можливістю формування на них своїх окремих зон лазерного впливу у вигляді кругових секторів з центрами своїх закруглень, співпадаючими з центрами закруглень зазначених перехідних ділянок шайби, і радіусом величиною не більше її товщини. 4 UA 87541 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюHuzenko Yurii Mykhailovych, Holovko Leonid Fedorovych, Kliuchnykov Yurii Valentynovych
Автори російськоюГузенко Юрий Михайлович, Головко Леонид Федорович, Ключников Юрий Валентинович
МПК / Мітки
МПК: F16B 43/00
Мітки: пустотілих, валах, фіксації, осьової, тонкостінних, шайба, деталей, обтискна
Код посилання
<a href="https://ua.patents.su/7-87541-obtiskna-shajjba-dlya-osovo-fiksaci-detalejj-na-tonkostinnikh-pustotilikh-valakh.html" target="_blank" rel="follow" title="База патентів України">Обтискна шайба для осьової фіксації деталей на тонкостінних пустотілих валах</a>
Обтискна шайба
Номер патенту: 74757
Опубліковано: 12.11.2012
Автори: Красавін Олександр Петрович, Ключников Юрій Валентинович, Гузенко Юрій Михайлович
МПК: F16B 43/00
Формула / Реферат:
Обтискна шайба, що виконана у вигляді незамкнутого кільця з прорізом, овальним отвором і двома внутрішніми діаметрально розміщеними виступами прямокутної форми, при цьому осі симетрії прорізу і виступів розташовані перпендикулярно між собою, центр овального отвору зміщений від осі симетрії виступів на величину половини їх довжини, а велика його вісь розташована по осі симетрії прорізу і її розмір перевищує розмір малої осі на величину...
Пристрій для правки пустотілих і тонкостінних деталей
Номер патенту: 76178
Опубліковано: 25.12.2012
Автор: Карабиньош Сергій Степанович
МПК: B23P 6/00
Мітки: правки, деталей, пустотілих, тонкостінних, пристрій
Формула / Реферат:
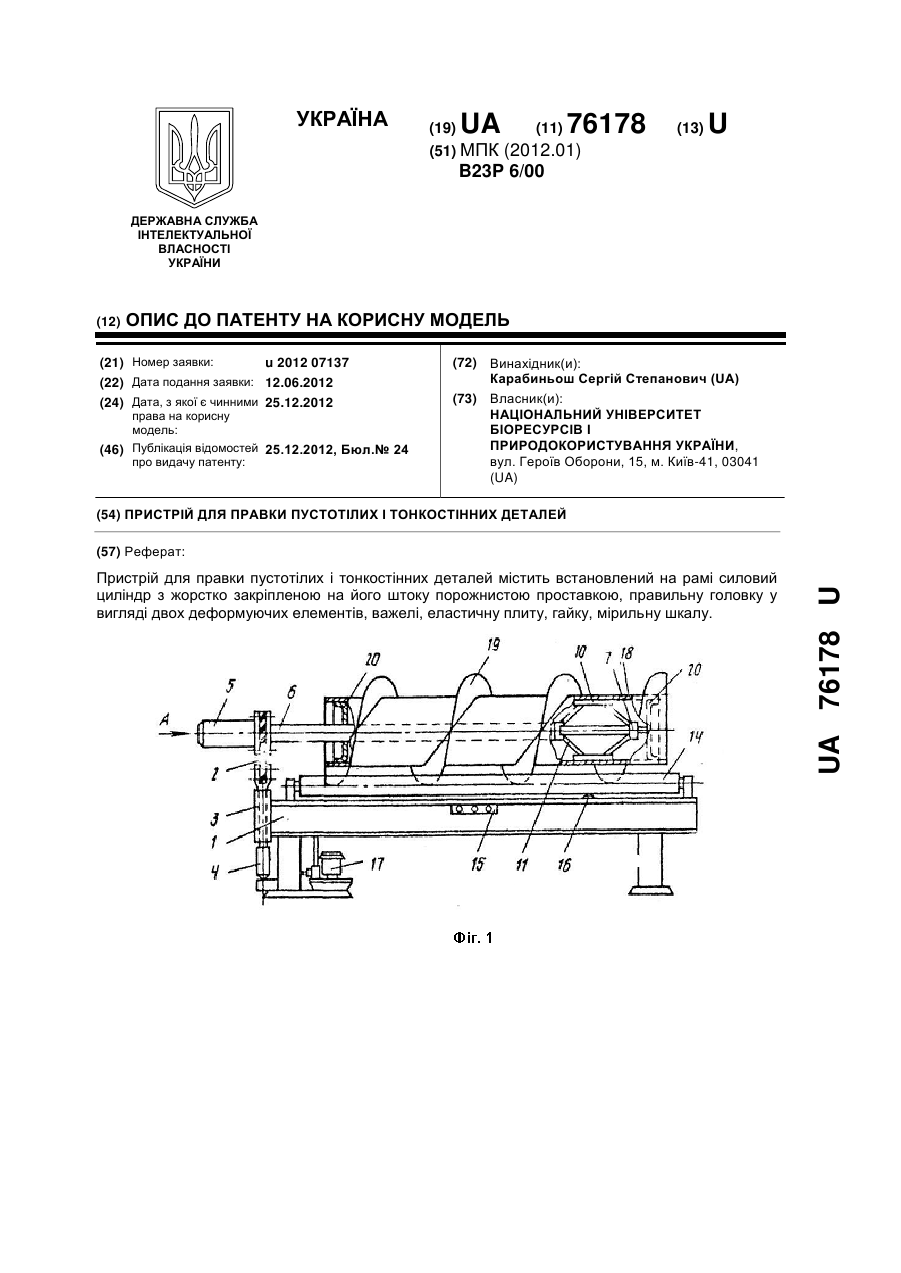
Пристрій для правки пустотілих і тонкостінних деталей, що містить встановлений на рамі силовий циліндр з жорстко закріпленою на його штоку порожнистою проставкою, правильну головку у вигляді двох деформуючих елементів, при цьому кожен деформуючий елемент шарнірно з'єднаний за допомогою важелів, який відрізняється тим, що на рамі змонтовано еластичну плиту, з можливістю вертикального переміщення, і гайку, при цьому на корпусі на кінці штока...
Вузол осьової фіксації деталей

Номер патенту: 749
Опубліковано: 15.03.2001
Автори: Ситнік Анатолій Володимирович, Омеляненко Володимир Миколайович
Мітки: фіксації, вузол, деталей, осьової
Формула / Реферат:
1. Вузол осьової фіксації деталей, який містить в собі охоплювану деталь з кільцевою проточкою, d якій установлено знімну шайбу, який відрізняється тим, що шайба установлена з ексцентриситетом до охоплюваної деталі, має внутрішній діаметр, який більше або дорівнює зовнішньому діаметру охоплюваної деталі, і зафіксована від зміщення в поперечній площині.2. Вузол за п. 1, який відрізняється тим, що шайба зафіксована від зміщення в...
Спосіб електролітно-плазмової розмірної обробки пустотілих деталей
Номер патенту: 46969
Опубліковано: 11.01.2010
Автори: Сеник Микола Михайлович, Пшеничний Вадим Миколайович, Сорокін Микола Вікторович, Коцюба Віктор Юрійович
МПК: C25F 3/00
Мітки: деталей, розмірної, електролітно-плазмової, спосіб, обробки, пустотілих
Формула / Реферат:
1. Спосіб електролітно-плазмової розмірної обробки пустотілих деталей, який полягає в тому, що до оброблюваної деталі перед зануренням в електроліт прикладають напругу і здійснюють повільне її занурення зі швидкістю, що забезпечує поступове безперервне утворення парогазової оболонки, який відрізняється тим, що усередині пустотілої деталі за допомогою електрода створюють додаткове електричне поле, яке має протилежний знак стосовно...
Конвеєр для групової гальванічної обробки тонкостінних деталей типу тіл обертання
Номер патенту: 12674
Опубліковано: 15.02.2006
Автор: Геник Ігор Степанович
МПК: B65G 15/00
Мітки: обробки, гальванічно, деталей, групової, типу, обертання, конвеєр, тіл, тонкостінних
Формула / Реферат:
Конвеєр для групової гальванічної обробки тонкостінних деталей типу тіл обертання, який виконано у вигляді опори, привідного барабана з люльками, механізму приводу, механізмів затиску і гальванічної ванни, який відрізняється тим, що привідний барабан виконано у вигляді двох дисків, які з'єднані між собою по периферії декількома, наприклад чотирма, горизонтальними стяжними болтами, які розміщені рівномірно по колу, причому один з дисків...
Попередній патент: Кулачковий механізм
Наступний патент: Спосіб контролю та діагностики стану порід навколо виробки
Випадковий патент: Спосіб активування офіцинальних форм пробіотиків