Пристрій для поздовжньої подачі довгомірних заготовок в зону обробки
Номер патенту: 88672
Опубліковано: 25.03.2014
Автори: Петухов Ігор Михайлович, Щетінін Сергій Іванович, Рудь Антон Вікторович, Кривицький Дмитро Володимирович

Формула / Реферат
Пристрій для поздовжньої подачі довгомірних заготовок в зону обробки, що містить пересувну платформу і привідний барабан, який відрізняється тим, що привідний барабан виконаний з зубчастою поверхнею, твірна якої виконана по змінному, зростаючому в напрямку обертання радіусу.
Текст
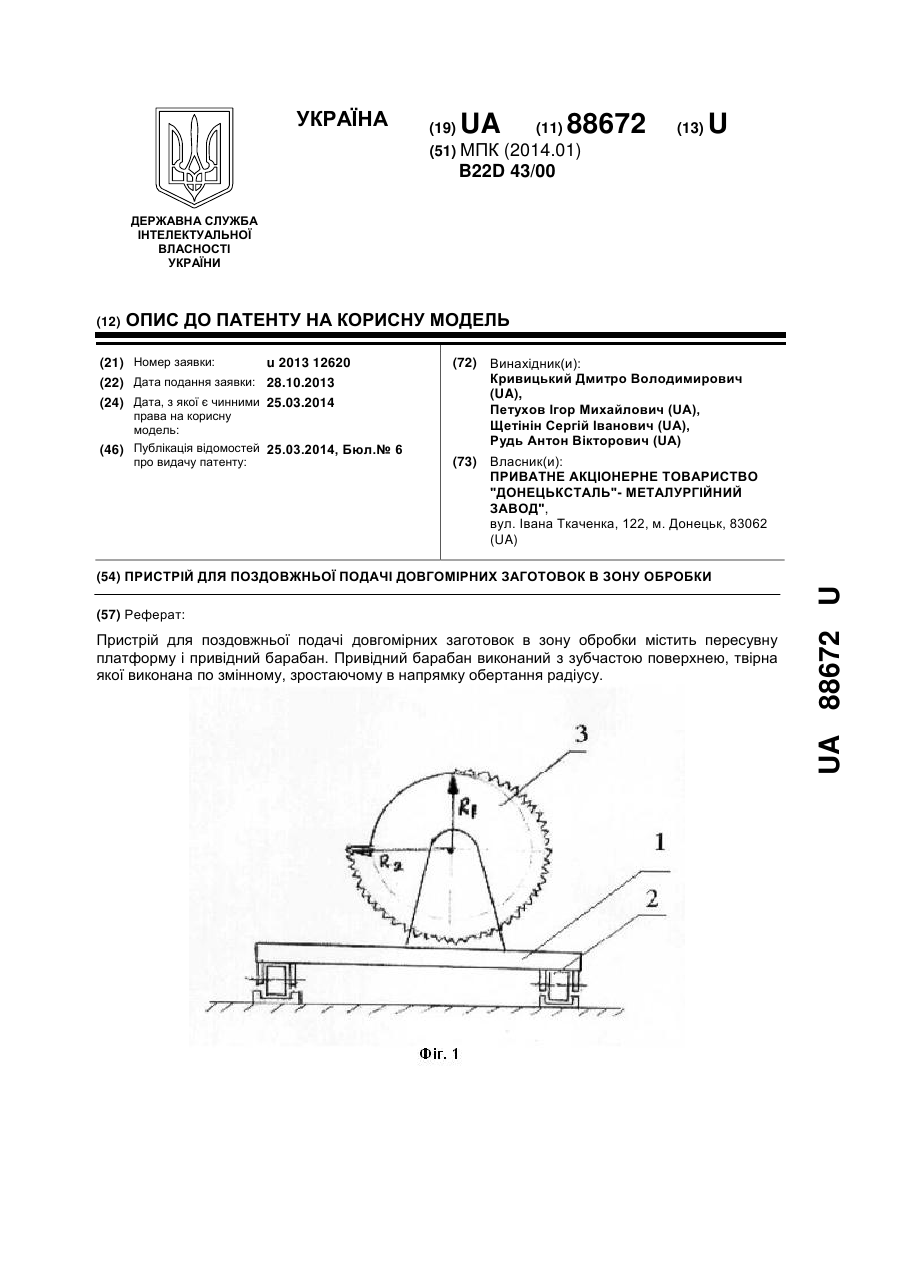
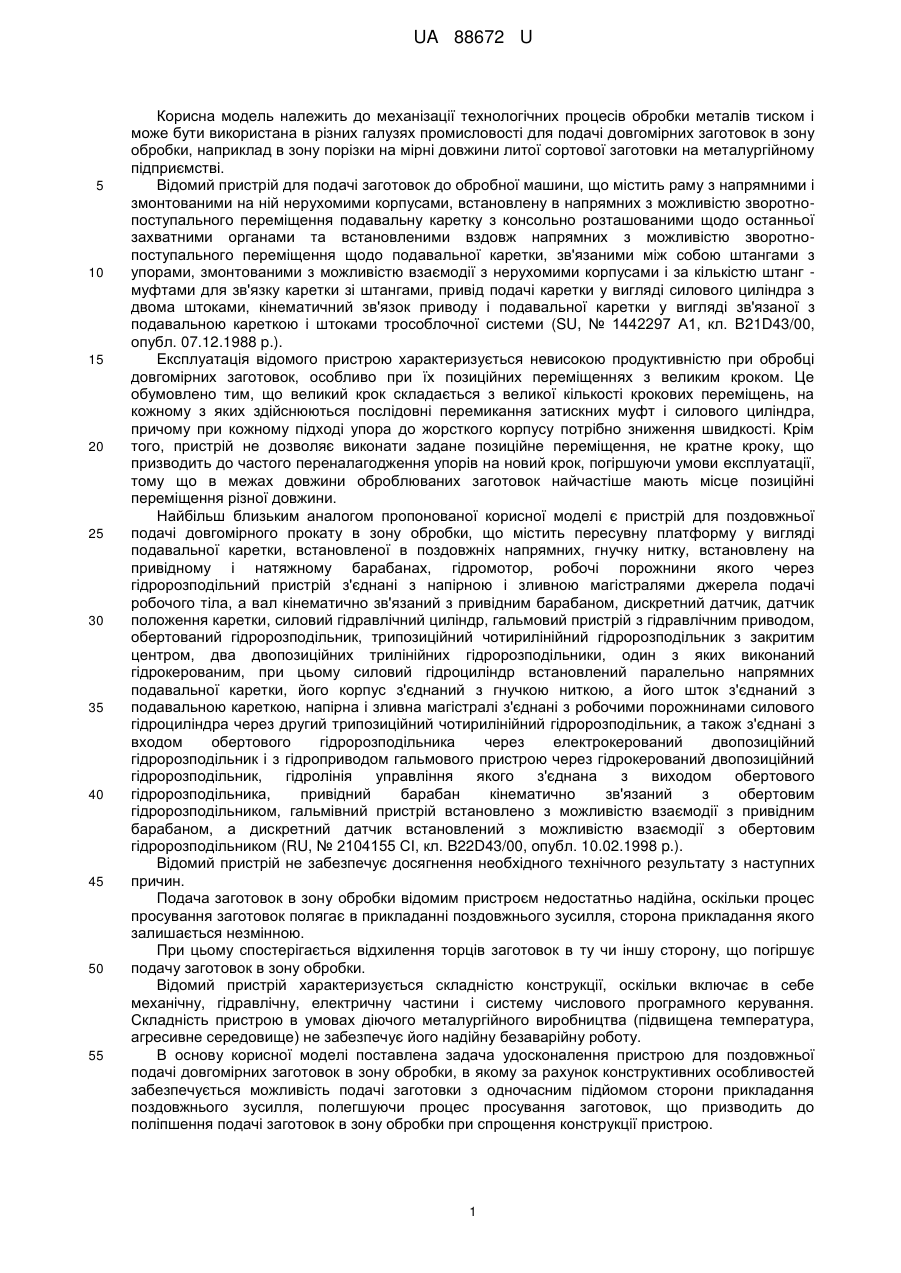
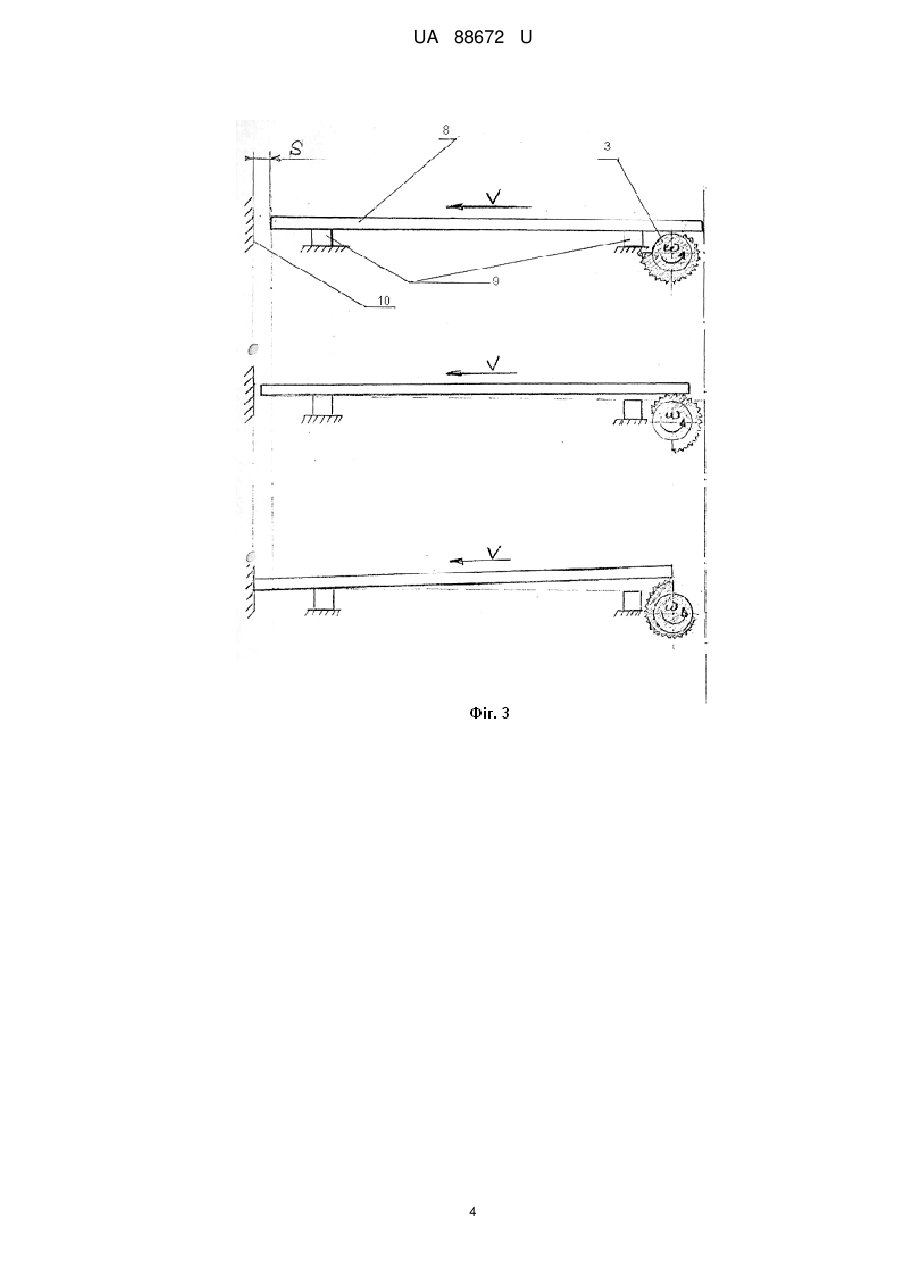
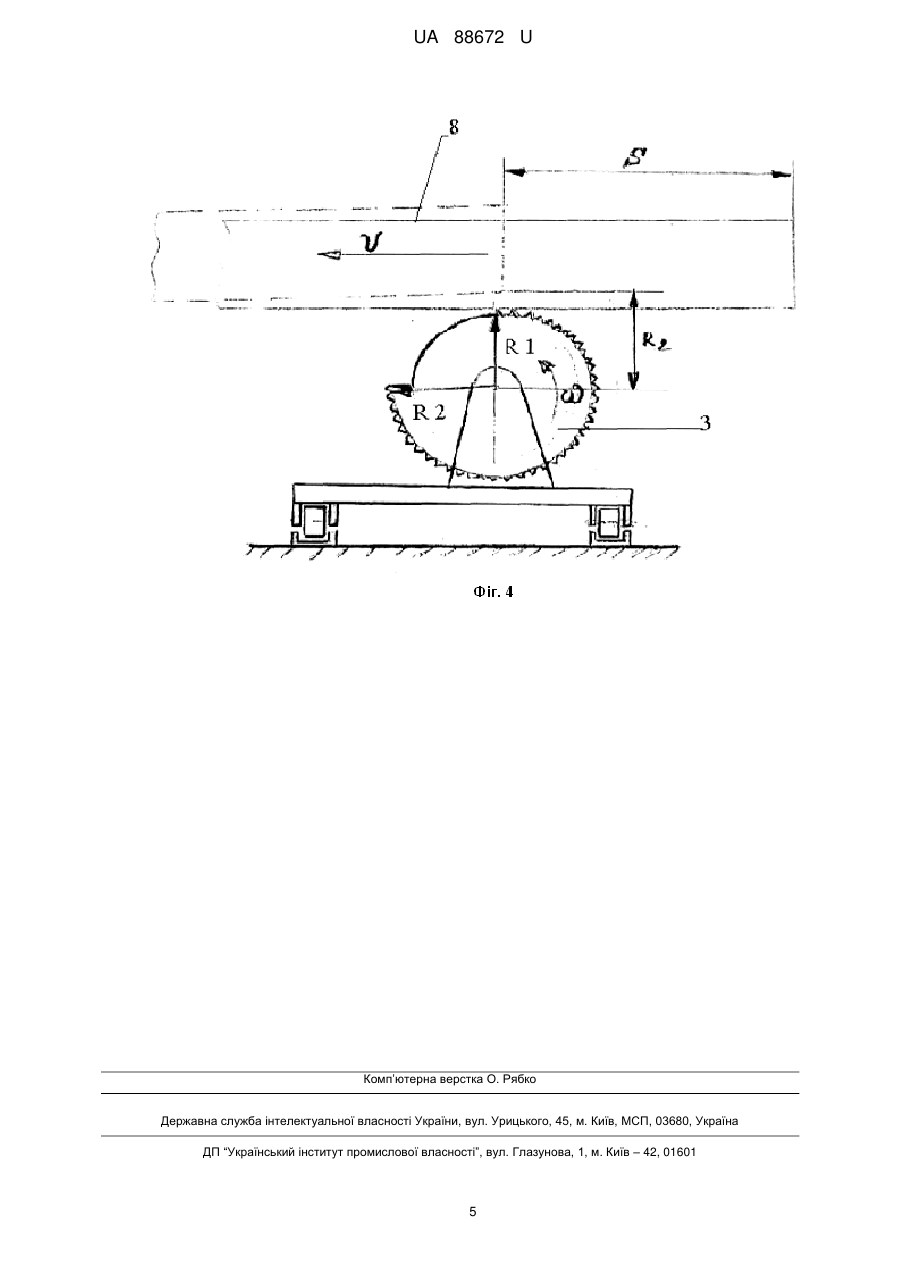
Реферат: Пристрій для поздовжньої подачі довгомірних заготовок в зону обробки містить пересувну платформу і привідний барабан. Привідний барабан виконаний з зубчастою поверхнею, твірна якої виконана по змінному, зростаючому в напрямку обертання радіусу. UA 88672 U (54) ПРИСТРІЙ ДЛЯ ПОЗДОВЖНЬОЇ ПОДАЧІ ДОВГОМІРНИХ ЗАГОТОВОК В ЗОНУ ОБРОБКИ UA 88672 U UA 88672 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до механізації технологічних процесів обробки металів тиском і може бути використана в різних галузях промисловості для подачі довгомірних заготовок в зону обробки, наприклад в зону порізки на мірні довжини литої сортової заготовки на металургійному підприємстві. Відомий пристрій для подачі заготовок до обробної машини, що містить раму з напрямними і змонтованими на ній нерухомими корпусами, встановлену в напрямних з можливістю зворотнопоступального переміщення подавальну каретку з консольно розташованими щодо останньої захватними органами та встановленими вздовж напрямних з можливістю зворотнопоступального переміщення щодо подавальної каретки, зв'язаними між собою штангами з упорами, змонтованими з можливістю взаємодії з нерухомими корпусами і за кількістю штанг муфтами для зв'язку каретки зі штангами, привід подачі каретки у вигляді силового циліндра з двома штоками, кінематичний зв'язок приводу і подавальної каретки у вигляді зв'язаної з подавальною кареткою і штоками трособлочної системи (SU, № 1442297 А1, кл. B21D43/00, опубл. 07.12.1988 p.). Експлуатація відомого пристрою характеризується невисокою продуктивністю при обробці довгомірних заготовок, особливо при їх позиційних переміщеннях з великим кроком. Це обумовлено тим, що великий крок складається з великої кількості крокових переміщень, на кожному з яких здійснюються послідовні перемикання затискних муфт і силового циліндра, причому при кожному підході упора до жорсткого корпусу потрібно зниження швидкості. Крім того, пристрій не дозволяє виконати задане позиційне переміщення, не кратне кроку, що призводить до частого переналагодження упорів на новий крок, погіршуючи умови експлуатації, тому що в межах довжини оброблюваних заготовок найчастіше мають місце позиційні переміщення різної довжини. Найбільш близьким аналогом пропонованої корисної моделі є пристрій для поздовжньої подачі довгомірного прокату в зону обробки, що містить пересувну платформу у вигляді подавальної каретки, встановленої в поздовжніх напрямних, гнучку нитку, встановлену на привідному і натяжному барабанах, гідромотор, робочі порожнини якого через гідророзподільний пристрій з'єднані з напірною і зливною магістралями джерела подачі робочого тіла, а вал кінематично зв'язаний з привідним барабаном, дискретний датчик, датчик положення каретки, силовий гідравлічний циліндр, гальмовий пристрій з гідравлічним приводом, обертований гідророзподільник, трипозиційний чотирилінійний гідророзподільник з закритим центром, два двопозиційних трилінійних гідророзподільники, один з яких виконаний гідрокерованим, при цьому силовий гідроциліндр встановлений паралельно напрямних подавальної каретки, його корпус з'єднаний з гнучкою ниткою, а його шток з'єднаний з подавальною кареткою, напірна і зливна магістралі з'єднані з робочими порожнинами силового гідроциліндра через другий трипозиційний чотирилінійний гідророзподільник, а також з'єднані з входом обертового гідророзподільника через електрокерований двопозиційний гідророзподільник і з гідроприводом гальмового пристрою через гідрокерований двопозиційний гідророзподільник, гідролінія управління якого з'єднана з виходом обертового гідророзподільника, привідний барабан кінематично зв'язаний з обертовим гідророзподільником, гальмівний пристрій встановлено з можливістю взаємодії з привідним барабаном, а дискретний датчик встановлений з можливістю взаємодії з обертовим гідророзподільником (RU, № 2104155 СІ, кл. B22D43/00, опубл. 10.02.1998 p.). Відомий пристрій не забезпечує досягнення необхідного технічного результату з наступних причин. Подача заготовок в зону обробки відомим пристроєм недостатньо надійна, оскільки процес просування заготовок полягає в прикладанні поздовжнього зусилля, сторона прикладання якого залишається незмінною. При цьому спостерігається відхилення торців заготовок в ту чи іншу сторону, що погіршує подачу заготовок в зону обробки. Відомий пристрій характеризується складністю конструкції, оскільки включає в себе механічну, гідравлічну, електричну частини і систему числового програмного керування. Складність пристрою в умовах діючого металургійного виробництва (підвищена температура, агресивне середовище) не забезпечує його надійну безаварійну роботу. В основу корисної моделі поставлена задача удосконалення пристрою для поздовжньої подачі довгомірних заготовок в зону обробки, в якому за рахунок конструктивних особливостей забезпечується можливість подачі заготовки з одночасним підйомом сторони прикладання поздовжнього зусилля, полегшуючи процес просування заготовок, що призводить до поліпшення подачі заготовок в зону обробки при спрощення конструкції пристрою. 1 UA 88672 U 5 10 15 20 25 30 Поставлена задача вирішується тим, що в пристрої для поздовжньої подачі довгомірних заготовок в зону обробки, що містить пересувну платформу і привідний барабан, згідно з корисною моделлю, привідний барабан виконаний з зубчастою поверхнею, твірна якої виконана по змінному, зростаючому в напрямку обертання радіусу. Суть корисної моделі пояснюється кресленнями, де на Фіг. 1 показано пристрій для поздовжньої подачі довгомірних сталевих заготовок в зону обробки (зона порізки на мірні довжини), поздовжній розріз; на Фіг. 2 - те ж, вид зверху; на Фіг. 3 - схема (поетапна) процесу торцювання заготовок; на Фіг. 4 - кінематична схема подачі заготовки. Пристрій містить пересувну платформу 1, встановлену на котках 2, привідний зубчастий барабан 3, вал 4 якого встановлено в опорах 5, розташованих на пересувній платформі 1. Привідний барабан 3 виконаний з зубчастою поверхнею, твірна якої виконана по змінному, зростаючому в напрямку обертання радіусу. Привід зубчастого барабана здійснюється від електродвигуна 6 через клинопасову передачу 7. Для порізки на мірні довжини довгомірних сталевих заготовок з метою їх подальшої прокатки на сортових станах, пакети заготовок 8, що надходять на дільницю, розкладаються в один шар на спеціальні опори - стелюги 9 (Фіг. 3). Перед порізкою здійснюється торцювання заготовок, що полягає у вирівнюванні їх торців для забезпечення однакової довжини всіх мірних заготовок із запобіганням відхилення їх торців в ту чи іншу сторону. Для торцювання розкладених в один шар заготовок 8 з одного їх боку встановлюється нерухомий упор 10, до якого проводиться почергова подача в поздовжньому напрямку всіх заготовок шару шляхом передачі обертального моменту від електродвигуна 6 через клинопасову передачу 7 на вал 4 барабана 3. Процес торцювання здійснюється шляхом поздовжнього зсуву з одночасним підйомом сторони прикладання поздовжнього зусилля за допомогою обертання зубчастого барабана 3, вал 4 якого встановлено в опорах 5, розташованих на пересувній платформі 1, встановленій на котках 2. Зчеплення заготовки з зубчастою поверхнею барабана 3 забезпечується за рахунок ваги самої заготовки 8. Підйом сторони прикладання зусилля забезпечується безперервним збільшенням радіуса твірної поверхні барабана від мінімального до максимального (Фіг. 3, 4), що також збільшує плече крутного моменту на поверхні барабана 3, а отже полегшує просування заготовки 8. Таким чином, використання пропонованого пристрою призводить до поліпшення подачі заготовок в зону обробки при спрощення його конструкції за рахунок забезпечення подачі заготовки з одночасним підйомом сторони прикладання поздовжнього зусилля, що полегшує процес просування заготовок. 35 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 Пристрій для поздовжньої подачі довгомірних заготовок в зону обробки, що містить пересувну платформу і привідний барабан, який відрізняється тим, що привідний барабан виконаний з зубчастою поверхнею, твірна якої виконана по змінному, зростаючому в напрямку обертання радіусу. 2 UA 88672 U 3 UA 88672 U 4 UA 88672 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюRud Anton Viktorovych
Автори російськоюРудь Антон Викторович
МПК / Мітки
МПК: B22D 43/00
Мітки: обробки, заготовок, поздовжньої, довгомірних, пристрій, подачі, зону
Код посилання
<a href="https://ua.patents.su/7-88672-pristrijj-dlya-pozdovzhno-podachi-dovgomirnikh-zagotovok-v-zonu-obrobki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для поздовжньої подачі довгомірних заготовок в зону обробки</a>
Пристрій для подачі змащувально-охолоджувальної рідини під час шліфування довгомірних заготовок
Номер патенту: 46497
Опубліковано: 15.05.2002
Автори: Степанов Михайло Сергійович, Онищенко Анатолій Миколайович, Шевченко Євген Олексійович
МПК: B24B 55/00
Мітки: змащувально-охолоджувальної, рідини, заготовок, довгомірних, подачі, шліфування, пристрій
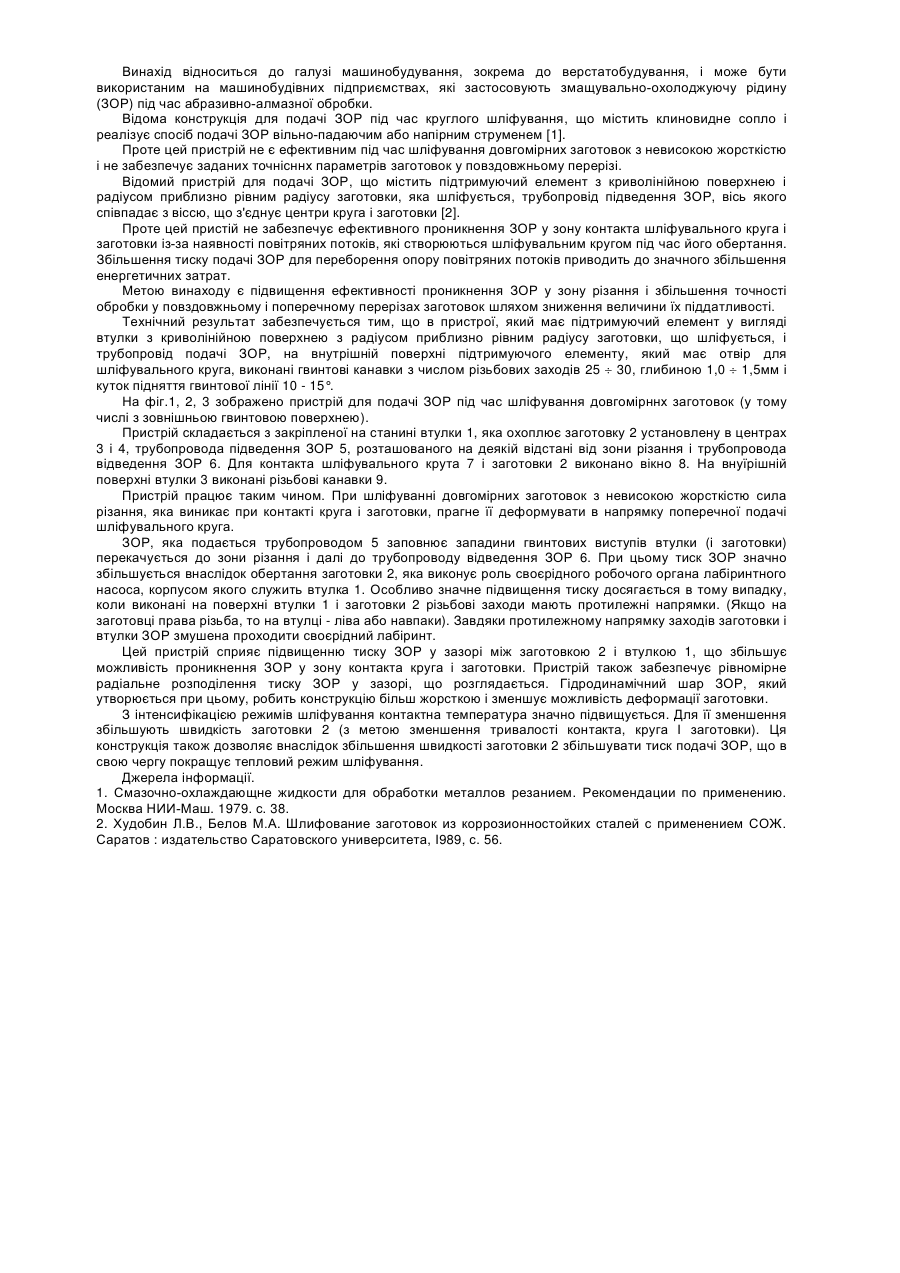
Формула / Реферат:
Пристрій для подачі змащувально-охолоджувальної рідини (ЗОР) під час шліфування довгомірних заготовок, що містить підтримуючий елемент у вигляді втулки з криволінійною поверхнею з радіусом, який приблизно дорівнює радіусу заготовки, що шліфується, і трубопровід підведення ЗОР, який відрізняється тим, що на внутрішній поверхні підтримуючого елемента, який має отвір для шліфувального круга, виконані гвинтові канавки з числом нарізних заходів,...
Пристрій для полірування довгомірних циліндричних заготовок
Номер патенту: 44231
Опубліковано: 25.09.2009
Автор: Палюх Андрій Ярославович
МПК: B24D 5/00
Мітки: довгомірних, пристрій, заготовок, циліндричних, полірування
Формула / Реферат:
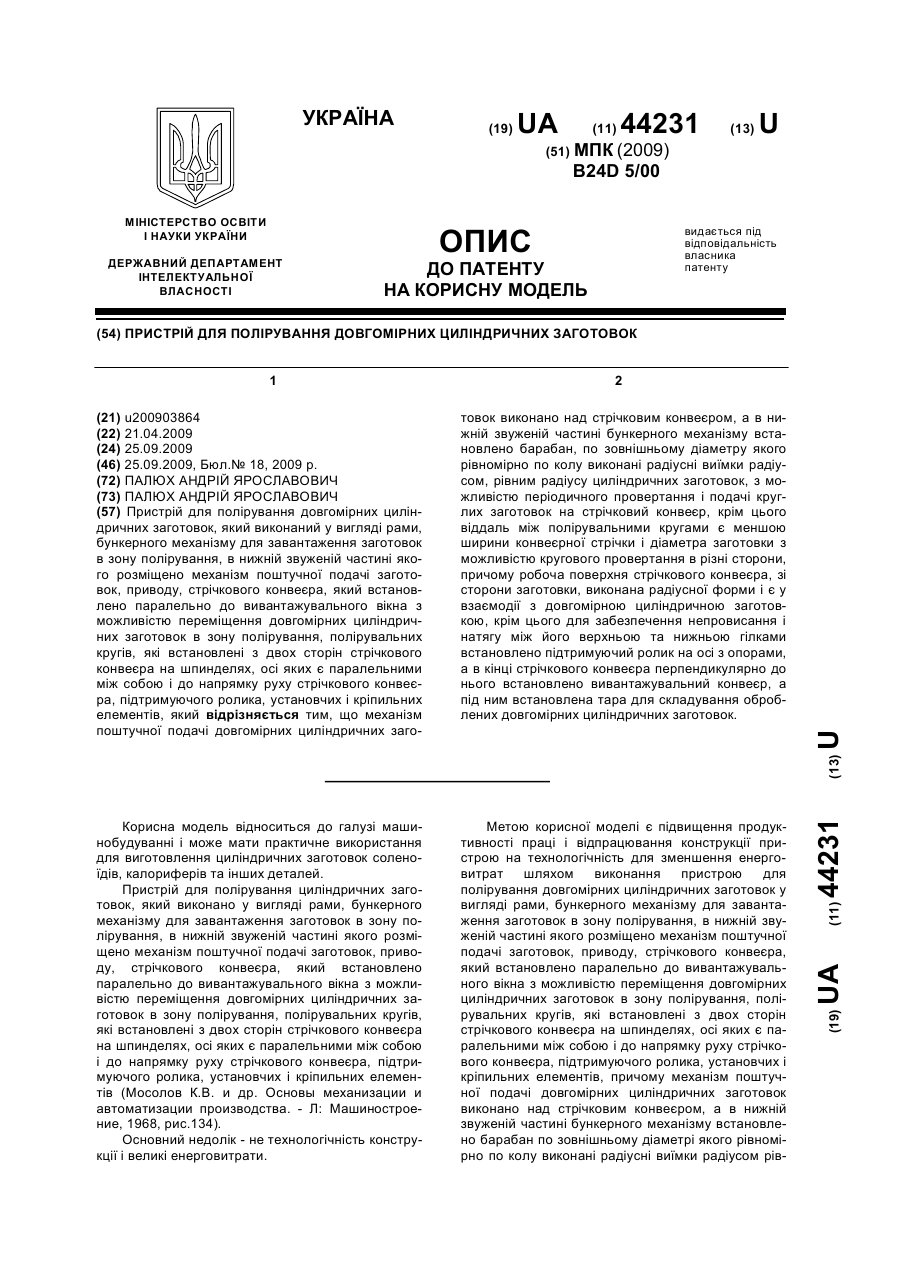
Пристрій для полірування довгомірних циліндричних заготовок, який виконаний у вигляді рами, бункерного механізму для завантаження заготовок в зону полірування, в нижній звуженій частині якого розміщено механізм поштучної подачі заготовок, приводу, стрічкового конвеєра, який встановлено паралельно до вивантажувального вікна з можливістю переміщення довгомірних циліндричних заготовок в зону полірування, полірувальних кругів, які встановлені з...
Пристрій для подачі штучних заготовок в робочу зону преса
Номер патенту: 9324
Опубліковано: 30.09.1996
Автори: Таланчук Микола Макарович, Півницький Степан Миколайович
МПК: B21D 43/04, B21D 13/00, B30B 15/30
Мітки: штучних, зону, пристрій, заготовок, преса, подачі, робочу
Формула / Реферат:
1. Устройство для подачи штучных заготовок в рабочую зону пресса с механизмом управления, содержащее основание, магазин, шибер, установленный с возможностью перемещения по направляющим, привод перемещения шибера, отличающееся тем, что, с целью расширения номенклатуры обрабатываемых изделий, привод перемещения шибера выполнен в виде электродвигателя, кинематически связанного с ним через ременную передачу червячного редуктора, кривошипа,...
Плаваюча головка для обробки зовнішніх циліндричних поверхонь довгомірних заготовок
Номер патенту: 66501
Опубліковано: 17.05.2004
Автори: Глух Василь Михайлович, Стойко Ігор Іванович, Вовк Ярослав Юрійович, Матвійчук Анатолій Васильович, Гевко Ігор Богданович
МПК: B23P 25/00
Мітки: зовнішніх, обробки, головка, заготовок, поверхонь, довгомірних, циліндричних, плаваюча
Формула / Реферат:
1. Плаваюча головка для обробки зовнішніх циліндричних поверхонь довгомірних заготовок, яка виконана у вигляді корпуса, в якому жорстко з двох сторін отвору радіально встановлені різці, механізмів регулювання положення різців, установних і затискних елементів, патрона і пінолі задньої бабки, який відрізняється тим, що корпус виконано у вигляді прямокутника, в центрі якого виконано наскрізний отвір, діаметр якого є більшим за зовнішній діаметр...
Пристрій для рівноканального багатокутового пресування довгомірних заготовок
Номер патенту: 77493
Опубліковано: 15.12.2006
Автори: Медведська Ельвіда Олександрівна, Варюхін Віктор Миколайович, Спусканюк Віктор Захарович, Матросов Микола Іванович, Чишко В'ячеслав Валерійович
МПК: B21J 5/00, B21C 1/00, B21C 23/00
Мітки: багатокутового, рівноканального, заготовок, довгомірних, пресування, пристрій
Формула / Реферат:
Пристрій для рівноканального багатокутового пресування довгомірних заготовок, що містить вузол для деформування з набору щонайменше чотирьох деформуючих елементів з пересічними під половинним кутом мінімум 60 градусів каналами однакового перерізу, рівними перерізу заготовки, при співвісно виконаних каналах вхідного і вихідного елементів, а також містить вузол для...
Попередній патент: Парокомпресійна теплонасосна установка
Наступний патент: Пристрій для розмотування рулонних матеріалів
Випадковий патент: Екзотермічний паяльно - зварювальний стержень