Спосіб регулювання швидкостей головних електроприводів реверсивної універсальної кліті прокатного стану
Номер патенту: 88810
Опубліковано: 25.11.2009
Автори: Келій Микола Анатолійович, Моргуліс Валерій Петрович, Лук'янчиков Олександр Миколайович, Негрій Сергій Дмитрович, Алхіменко Пилип Єфремович, Кулініч Олександр Григорович

Формула / Реферат
Спосіб регулювання швидкостей головних електроприводів реверсивної універсальної кліті прокатного стану, який включає вимірювання розхилу горизонтальних і вертикальних валків, їх діаметрів, колової швидкості ведучих горизонтальних валків, розрахунок обтискання, кутів затягування, розширення та витяжки заготівки по проходах при прокатці в горизонтальних і вертикальних валках, задання колових швидкостей ведучих горизонтальних валків і залежно від значень розрахованих параметрів прокатки задання колової швидкості ведених вертикальних валків, який відрізняється тим, що додатково вимірюють швидкість розкату на вході і виході реверсивної універсальної кліті, при цьому розраховують швидкість виходу розкату з горизонтальних валків при непарних проходах, швидкість виходу розкату з вертикальних валків при парних проходах, випередження, нейтральні кути і кути тертя для горизонтальних і вертикальних валків при усталеному процесі прокатки, а також розраховують необхідні швидкості горизонтальних і вертикальних валків при затягуванні, які використовують як задання електроприводам залежно від швидкості підходу розкату до валків кліті, та швидкість вертикальних валків при сумісній прокатці в горизонтальних і вертикальних валках, яка залежить від режиму роботи горизонтальних валків, і яку використовують як задання електроприводу вертикальних валків, причому в непарному проході від горизонтальних валків до вертикальних валків швидкості горизонтальних валків при затягуванні та швидкість вертикальних валків при затягуванні і подальшій сумісній прокатці в горизонтальних і вертикальних валках розраховують з використанням виміряної швидкості входу розкату в горизонтальні валки по формулах:
![]() ;
;
![]() ;
;
![]() ;
;
в парному проході від вертикальних валків до горизонтальних валків швидкості вертикальних і горизонтальних валків при затягуванні розраховують з використанням виміряної швидкості входу розкату у вертикальні валки по формулах:
![]() ;
;
![]() ;
;
![]() ;
;
а швидкість вертикальних валків при подальшій сумісній прокатці в горизонтальних і вертикальних валках розраховують з використанням виміряної швидкості виходу розкату з горизонтальних валків по формулі:
![]() ,
,
де ![]() - швидкість горизонтального верхнього валка при затягуванні у непарному проході;
- швидкість горизонтального верхнього валка при затягуванні у непарному проході;
![]() - швидкість розкату на вході в горизонтальні валкі при непарному проході;
- швидкість розкату на вході в горизонтальні валкі при непарному проході;
![]() - коефіцієнт лижеутворення;
- коефіцієнт лижеутворення;
aГ - кут затягування у горизонтальних валках;
![]() - швидкість горизонтального нижнього валка при затягуванні у непарному проході;
- швидкість горизонтального нижнього валка при затягуванні у непарному проході;
![]() - швидкість вертикальних валків при затягуванні та сумісній прокатці в горизонтальних і вертикальних валках у непарному проході;
- швидкість вертикальних валків при затягуванні та сумісній прокатці в горизонтальних і вертикальних валках у непарному проході;
lГ - витяжка розкату в горизонтальних валках;
![]() - масштабний коефіцієнт для киплячих марок сталей (присутній у формулі до досягнення сумарної витяжки в горизонтальних валках в значенні 3-4);
- масштабний коефіцієнт для киплячих марок сталей (присутній у формулі до досягнення сумарної витяжки в горизонтальних валках в значенні 3-4);
aВ - кут затягування у вертикальних валках;
![]() - швидкість вертикальних валків при затягуванні у парному проході;
- швидкість вертикальних валків при затягуванні у парному проході;
![]() - швидкість розкату на вході у вертикальні валки у парному проході;
- швидкість розкату на вході у вертикальні валки у парному проході;
![]() - швидкість горизонтального нижнього валка при затягуванні у парному проході;
- швидкість горизонтального нижнього валка при затягуванні у парному проході;
lВ - витяжка розкату в вертикальних валках;
![]() швидкість горизонтального верхнього валка при затягуванні у парному проході;
швидкість горизонтального верхнього валка при затягуванні у парному проході;
![]() - швидкість вертикальних валків при сумісній прокатці в горизонтальних і вертикальних валках у парному проході;
- швидкість вертикальних валків при сумісній прокатці в горизонтальних і вертикальних валках у парному проході;
![]() - швидкість розкату на виході із горизонтальних валків в парному проході.
- швидкість розкату на виході із горизонтальних валків в парному проході.
Текст
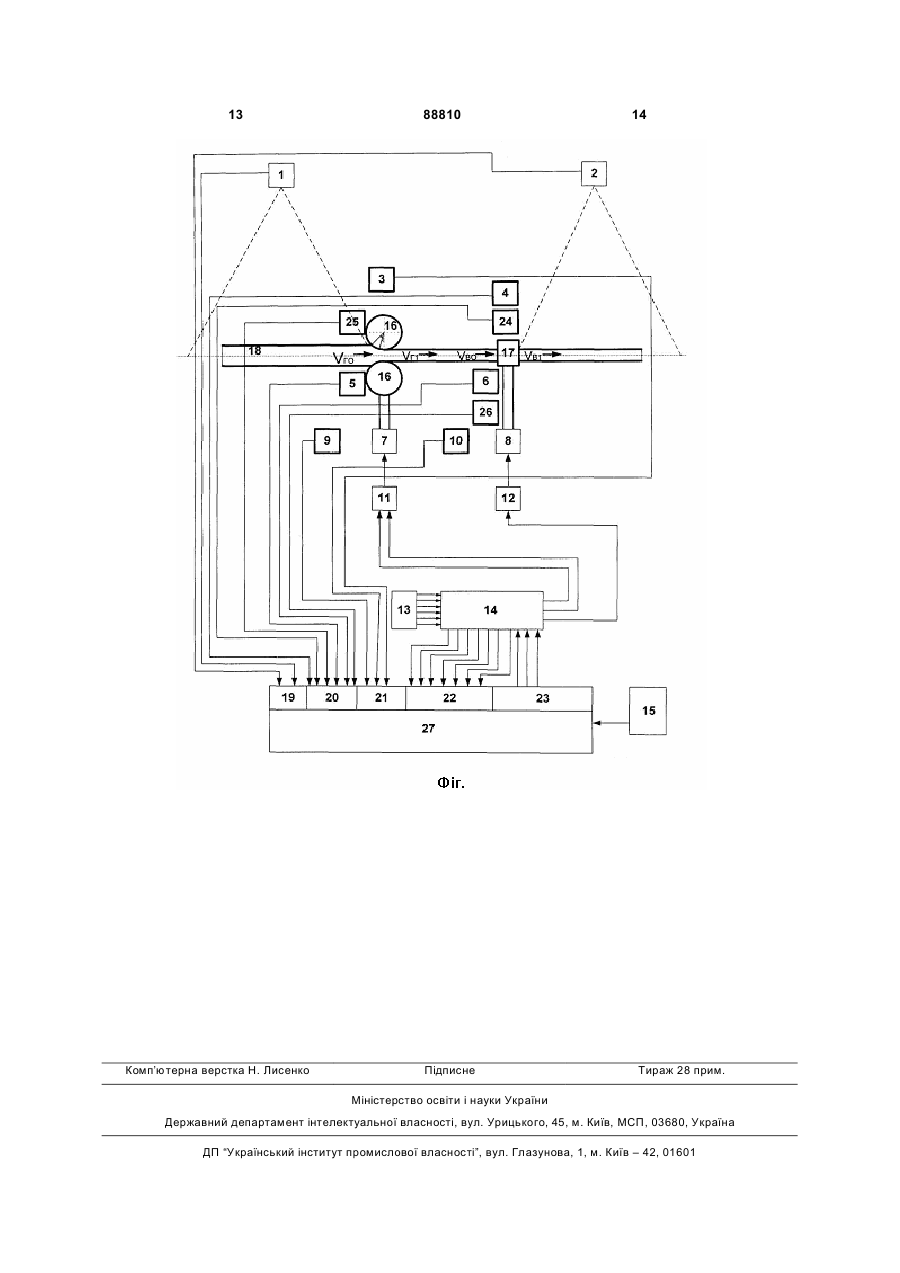
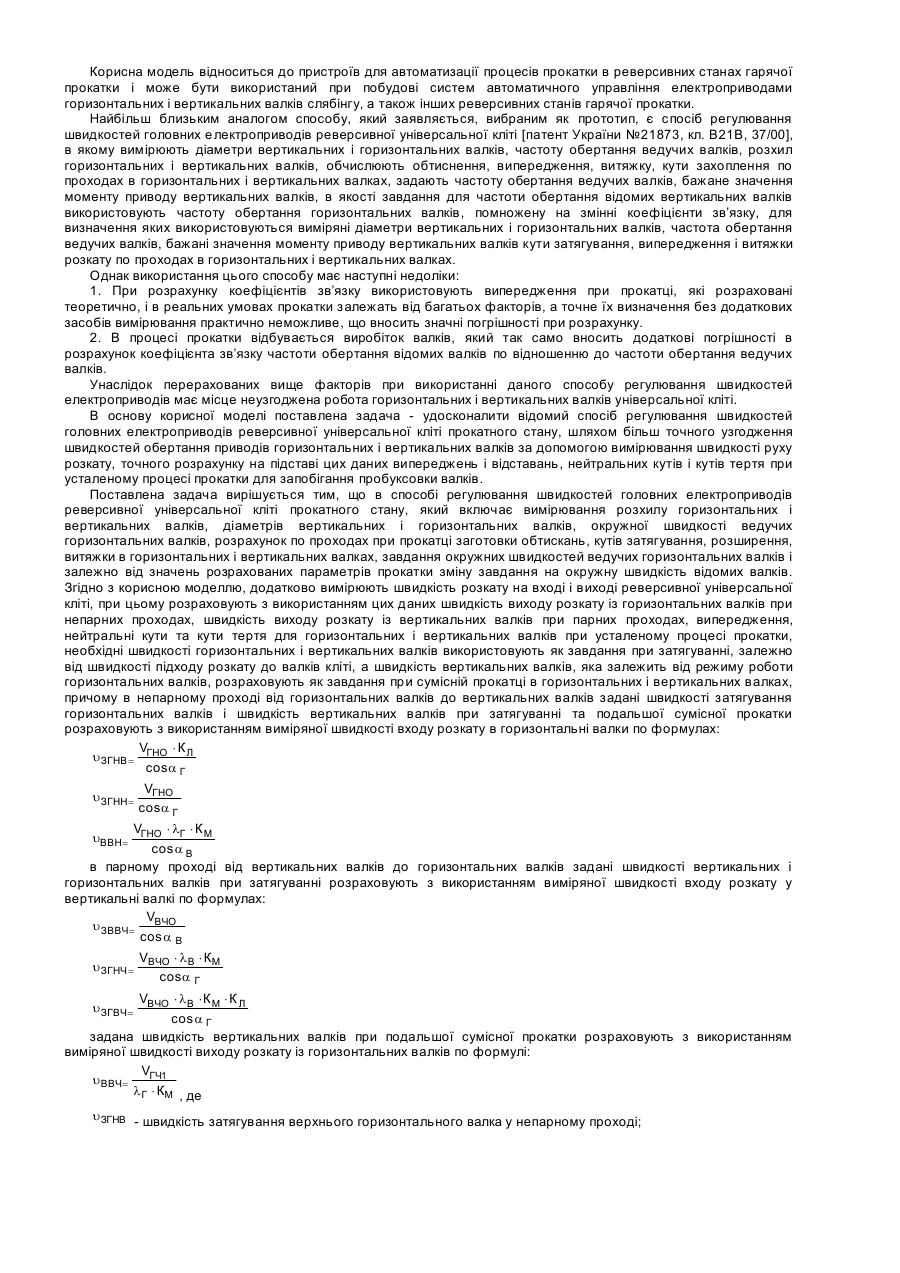
Спосіб регулювання швидкостей головних електроприводів реверсивної універсальної кліті прокатного стану, який включає вимірювання розхилу горизонтальних і вертикальних валків, їх діаметрів, колової швидкості ведучих горизонтальних валків, розрахунок обтискання, кутів затягування, розширення та витяжки заготівки по проходах при прокатці в горизонтальних і вертикальних валках, задання колових швидкостей ведучих горизонтальних валків і залежно від значень розрахованих параметрів прокатки задання колової швидкості ведених вертикальних валків, який відрізняється тим, що додатково вимірюють швидкість розкату на вході і виході реверсивної універсальної кліті, при цьому розраховують швидкість виходу розкату з горизонтальних валків при непарних проходах, швидкість виходу розкату з вертикальних валків при парних проходах, випередження, нейтральні кути і кути тертя для горизонтальних і вертикальних валків при усталеному процесі прокатки, а також розраховують необхідні швидкості горизонтальних і вертикальних валків при затягуванні, які використовують як задання електроприводам залежно від швидкості підходу розкату до валків кліті, та швидкість вертикальних валків при сумісній прокатці в горизонтальних і вертикальних валках, яка залежить від режиму роботи горизонтальних валків, і яку використовують як задання електроприводу вертикальних валків, причому в непарно 2 3 88810 4 uВВН - швидкість вертикальних валків при затягуванні та сумісній прокатці в горизонтальних і вертикальних валках у непарному проході; lГ - витяжка розкату в горизонтальних валках; КМ - масштабний коефіцієнт для киплячих марок сталей (присутній у формулі до досягнення сумарної витяжки в горизонтальних валках в значенні 34); aВ - кут затягування у вертикальних валках; uЗВВЧ - швидкість вертикальних валків при затягуванні у парному проході; VВЧО - швидкість розкату на вході у вертикальні валки у парному проході; uЗГНЧ - швидкість горизонтального нижнього валка при затягуванні у парному проході; lВ - витяжка розкату в вертикальних валках; uЗГВЧ швидкість горизонтального верхнього валка при затягуванні у парному проході; uВВЧ - швидкість вертикальних валків при сумісній прокатці в горизонтальних і вертикальних валках у парному проході; VГЧ1 - швидкість розкату на виході із горизонтальних валків в парному проході. Винахід відноситься до пристроїв для автоматизації процесів прокатки в реверсивних станах гарячої прокатки і може бути використаний при побудові систем автоматичного управління електроприводами горизонтальних і вертикальних валків слябінгу, а також інших реверсивних станів гарячої прокатки. Найбільш близьким аналогом способу, який заявляється, вибраним як прототип, є спосіб регулювання швидкостей головних електроприводів реверсивної універсальної кліті (патент України №21873, кл. В21В37/00), в якому вимірюють діаметри вертикальних і горизонтальних валків, частоту обертання ведучих валків, розхил горизонтальних і вертикальних валків, обчислюють обтиснення, випередження, витяжку, кути захоплення по проходах в горизонтальних і вертикальних валках, задають частоту обертання ведучих валків, бажане значення моменту приводу вертикальних валків, в якості завдання для частоти обертання відомих вертикальних валків використовують частоту обертання горизонтальних валків, помножену на змінні коефіцієнти зв’язку, для визначення яких використовуються виміряні діаметри вертикальних і горизонтальних валків, частота обертання ведучих валків, бажані значення моменту приводу вертикальних валків кути затягування, випередження і витяжки розкату по проходах в горизонтальних і вертикальних валках. Однак використання цього способу має наступні недоліки: 1. При розрахунку коефіцієнтів зв’язку використовують випередження при прокатці, які розраховані теоретично, і в реальних умовах прокатки залежать від багатьох факторів, а точне їх визначення без додаткових засобів вимірювання практично неможливе, що вносить значні погрішності при розрахунку. 2. В процесі прокатки відбувається виробіток валків, який так само вносить додаткові погрішності в розрахунок коефіцієнта зв’язку частоти обер тання відомих валків по відношенню до частоти обертання ведучих валків. Унаслідок перерахованих вище факторів при використанні даного способу регулювання швидкостей електроприводів має місце неузгоджена робота горизонтальних і вертикальних валків універсальної кліті. В основу винаходу поставлена задача - удосконалити відомий спосіб регулювання швидкостей головних електроприводів реверсивної універсальної кліті прокатного стану, шляхом більш точного узгодження швидкостей обертання приводів горизонтальних і вертикальних валків за допомогою вимірювання швидкості руху розкату, точного розрахунку на підставі цих даних випереджень і відставань, нейтральних кутів і кутів тертя при усталеному процесі прокатки для запобігання пробуксовки валків. Поставлена задача вирішується тим, що в способі регулювання швидкостей головних електроприводів реверсивної універсальної кліті прокатного стану, який включає вимірювання розхилу горизонтальних і вертикальних валків, діаметрів вертикальних і горизонтальних валків, окружної швидкості ведучих горизонтальних валків, розрахунок по проходах при прокатці заготовки обтискань, кутів затягування, розширення, витяжки в горизонтальних і вертикальних валках, завдання окружних швидкостей ведучих горизонтальних валків і залежно від значень розрахованих параметрів прокатки зміну завдання на окружну швидкість відомих валків. Згідно з винаходом, додатково вимірюють швидкість розкату на вході і виході реверсивної універсальної кліті, при цьому розраховують з використанням цих даних швидкість виходу розкату із горизонтальних валків при непарних проходах, швидкість виходу розкату із вертикальних валків при парних проходах, випередження, нейтральні кути та кути тертя для горизонтальних і вертикальних валків при усталеному процесі прокатки, необхідні швидкості гори 5 зонтальних і вертикальних валків використовують як завдання при затягуванні, залежно від швидкості підходу розкату до валків кліті, а швидкість вертикальних валків, яка залежить від режиму роботи горизонтальних валків, розраховують як завдання при сумісній прокатці в горизонтальних і вертикальних валках, причому в непарному проході від горизонтальних валків до вертикальних валків задані швидкості затягування горизонтальних валків і швидкість вертикальних валків при затягуванні та подальшої сумісної прокатки розраховують з використанням виміряної швидкості входу розкату в горизонтальні валки по формулах: V ×К uЗГНВ = ГНО Л cos a Г uЗГНН= VГНО cos a Г VГНО × lГ × КМ cos a В в парному проході від вертикальних валків до горизонтальних валків задані швидкості вертикальних і горизонтальних валків при затягуванні розраховують з використанням виміряної швидкості входу розкату у вертикальні валкі по формулах: V uЗВВЧ = ВЧО cos a В uВВН= uЗГНЧ= VВЧО × lВ × КМ cos a Г VВЧО × lВ × КМ × К Л cos a Г задана швидкість вертикальних валків при подальшої сумісної прокатки розраховують з використанням виміряної швидкості виходу розкату із горизонтальних валків по формулі: V uВВЧ = ГЧ1 , де lГ × КМ uЗГВЧ= uЗГНВ - швидкість затягування верхнього горизонтального валка у непарному проході; uЗГНН - швидкість затягування горизонтального нижнього валка у непарному проході; uВВН швидкість затягування та сумісна прокатка вертикальних валків у непарному проході; КЛ - коефіцієнт лижеутворення; VГНО - швидкість розкату на вході в горизонтальні валкі при непарному проході; aГ - кут затягування у горизонтальних валках; aВ - кут затягування у вертикальних валках; lГ - витяжка розкату в горизонтальних валках; КМ - масштабний коефіцієнт для киплячих марок сталей (присутній у формулі до досягнення сумарної витяжки в горизонтальних валках значення 3-4); uЗВВЧ - швидкість затягування вертикальних валків у парному проході; uЗГНЧ швидкість затягування горизонтального нижнього валка у парному проході; uЗГВЧ швидкість затягування горизонтального верхнього валка у парному проході; 88810 6 VВЧО - швидкість розкату на вході у вертикальні валки у парному проході; lВ - витяжка розкату в вертикальних валках; VГЧ1 - швидкість розкату на виході із горизонтальних валків в парному проході. Для здійснення запропонованого способу виміряють швидкості розкату на вході і на виході реверсивної універсальної кліті, визначають завдання для швидкостей валків при затягуваннях, розраховують швидкості виходу розкату із горизонтальних валків при не парних проходах, швидкості входу розкату в горизонтальні валки при парних проходах, швидкості виходу розкату із вертикальної кліті при парних проходах, випередження, нейтральні кути і кути тертя для горизонтальних і вертикальних валків при усталеному процесі прокатки. При проході від горизонтальних валків до вертикальних: виміряють швидкість розкату до входу його в горизонтальні валки та розраховують задані швидкості горизонтальнихвалків перед здійсненням затягування V ×К uЗГНВ = ГНО Л cos a Г VГНО cos a Г Після затягування заготівки горизонтальними валками постійно у реальному часі з умов постійності секундного об’єму розраховують швидкість розкату після проходження горизонтальних валків, яка напряму залежить від режиму роботи горизонтальних валків. VГН1=VГНО×lГ Задана швидкість вертикальних валків при прокатці заготівки в горизонтальних валках до затягування її вертикальними валками та подальшій сумісній прокатці в горизонтальних і вертикальних валках розраховують по формулі: V × l ×К uВВН= ГНО Г М cos a В Завдяки малих обтискань або їх відсутності вплив відставання у вертикальній кліті на швидкість валків не враховується. При проході від вертикальних валків до горизонтальних: виміряють швидкість розкату до входу його у вертикальні валки і розраховують задану швидкість вертикальних валків перед здійсненням затягування по формулі: V uЗВВЧ = ВЧО cos a В Після затягування заготівки вертикальними валками постійно в реальному часі з умов постійності секундного об’єму розраховують швидкість розкату після проходження вертикальних валків, яка напряму залежить від режиму роботи вертикальних валків. VВЧ1 = VВЧО × lВ Задана швидкість горизонтальних валків при прокатці заготівки у вертикальних валках до затягування її горизонтальними валками uЗГНН= 7 uЗГНЧ= VВЧО × lВ × КМ cos a Г VВЧО × lВ × КМ × К Л cos a Г Після затягування заготівки горизонтальними валками постійно в реальному часі з умов постійності секундного об’єму розраховують швидкість розкату перед входом його в горизонтальні валки, яка напряму залежить від режиму роботи горизонтальних валків. V VГЧО = ГЧ1 lГ Задану швидкість вертикальних валків при сумісній прокатки в горизонтальних і вертикальних валках розраховують по наступній формулі: V uВВЧ = ГЧ1 , де lГ × КМ uЗГВЧ= uЗГНВ - швидкість затягування верхнього горизонтального валка у непарному проході; uЗГНН - швидкість затягування горизонтального нижнього валка у непарному проході; uВВН швидкість затягування та сумісна прокатка вертикальних валків у непарному проході; КЛ - коефіцієнт лижеутворення; VГНО - швидкість розкату на вході в горизонтальні валкі при непарному проході; aГ - кут затягування у горизонтальних валках; aВ - кут затягування у вертикальних валках; lГ - витяжка розкату в горизонтальних валках; КМ - масштабний коефіцієнт для киплячих марок сталей (присутній у формулі до досягнення сумарної витяжки в горизонтальних валках значення 3-4); uЗВВЧ - швидкість затягування вертикальних валків у парному проході; uЗГНЧ швидкість затягування горизонтального нижнього валка у парному проході; uЗГВЧ швидкість затягування горизонтального верхнього валка у парному проході; VВЧО - швидкість розкату на вході у вертикальні валки у парному проході; lВ - витяжка розкату в вертикальних валках; VГЧ1 - швидкість розкату на виході із горизонтальних валків у парному проході. VГЧО - швидкість розкату на вході в горизонтальні валки в парному проході. Вимірювання швидкостей розкату на вході і виході універсальної реверсивної кліті дозволить точно розрахувати параметри прокатки недоступні для безпосереднього вимірювання: швидкість розкату в проміжку між горизонтальними і вертикальними валками, випередження, нейтральні кути і кути тертя при усталеному процесі прокатки, що значно підвищує точність роботи автоматичної системи регулювання при узгодженні швидкостей приводів горизонтальних і вертикальних валків кліті. Розрахунок нейтральних кутів і кутів тертя з використанням виміряних швидкостей розкату дозволить контролювати процес прокатки і попереджати пробуксування валків. 88810 8 Запропонований спосіб дозволить також запобігти аварійних режимів, збільшить термін служби електричного і механічного устаткування, наблизить процес до умов вільної прокатки, а отже знизить навантаження на електроустаткування і тим самим забезпечить економію електроенергії. Винахід ілюструється кресленням, де на Фіг. 1 зображена структурна схема системи управління узгодженням швидкостей головних електроприводів універсальної кліті. Структурна схема системи управління для реалізації запропонованого способу регулювання швидкостей головних електроприводів реверсивної універсальної кліті прокатного стану містить горизонтальні валки 16, вертикальні валки 17, електропривод горизонтальних валків 7, електропривод вертикальних валків 8, датчик визначення положення та швидкості розкату перед горизонтальною кліттю 1, датчик визначення положення та швидкості розкату перед вертикальною кліттю 2, датчик розхилу горизонтальних валків 3, датчики розхилу вертикальних валків 4 і 24, датчик наявності заготівки в горизонтальних валках 9, датчик наявності заготівки у вертикальних валках 10, датчики окружної швидкості горизонтальних валків 5 і 25, датчики окружної швидкості вертикальних валків 6 і 26, схему управління електроприводом горизонтальних валків 11, схему управління електроприводом вертикальних валків 12, командозадаючий блок 13, блок перемикання та вибору режимів 14, програмно-технічний комплекс (ПТК) 27, який оснащено модулями пристроїв зв’язку з об’єктом: інтерфейс введення сигналів датчиків положення розкату 19, модуль аналогового введення 21, модуль введення число імпульсних сигналів 20, модуль введення дискретних сигналів 22, модуль виводу аналогових сигналів 23, блок завдання типу розміру злитків, марок сталі та діаметрів валків 15. Злиток18, який прокатують, на структурній схемі зображено так, що він знаходиться одночасно в горизонтальних 16 і вертикальних валках 17 кліті. Виходи датчика визначення положення та швидкості розкату перед горизонтальною кліттю 1 і датчика визначення положення та швидкості розкату перед вертикальною кліттю 2 з’єднано відповідно з першим та другим входами інтерфейсу вводу сигналів датчиків положення розкату 19 програмно-технічного комплексу 27, вихід датчика наявності розкату в горизонтальних валках 9, датчика наявності розкату у вертикальних валках 10 і датчика розхилу горизонтальних валків 3, яки з’єднано відповідно з першим, другим, третім входами модуля аналогового вводу 21 (ПТК) 27, виходи датчиків положення натискного гвинта лівого вертикального валка 4 і положення натискного гвинта правого вертикального валка 24, виходи датчиків окружної швидкості горизонтального верхнього валка 25 і горизонтального нижнього валка 5, виходи датчиків окружної швидкості лівого вертикального валка 6 і правого вертикального валка 26 підключено відповідно до першого, другого, третього, п’ятого та шостого входів модулів введення числа імпульсних сигналів 20 ПТК 27. 9 Перший вихід командозадаючого блоку 13 («прокатка вперед»), другий («прокатка назад»), третій («робоча швидкість ступінь 1»), четвертий («робоча швидкість ступінь 2»), п’ятий («робоча швидкість ступінь 3»), шостий («робоча швидкість ступінь 4») з’єднані відповідно з першим, другим, третім, четвертим, п’ятим, шостим входами блоку перемикання та вибору режимів 14. Перший вихід блоку перемикання та вибору режимів 14 («прокатка вперед»), другий («прокатка назад»), третій («робоча швидкість ступінь 1»), четвертий («робоча швидкість ступінь 2»), п’ятий ( «робоча швидкість ступінь 3»), шостий («робоча швидкість ступінь 4»), сьомий (управління «оператор - ПТК») з’єднані відповідно з першим, другим, третім, четвертим, п’ятим, шостим і сьомим входами модуля вводу дискретних сигналів, восьмий, дев’ятий і десятий виходи блоку перемикання та вибору режимів 14 з’єднано відповідно із схемами управління електроприводом горизонтальних валків 11 і схемою управління електроприводами вертикальних валків 12, виходи яких з’єднано з електроприводом горизонтальних валків 7 і вертикальних валків 8. Перший, другий та третій виходи завдання швидкості горизонтальних і вертикальних валків модуля виводу аналогових сигналів 23 з’єднано відповідно сьомим, восьмим та дев’ятим входами блоку перемикання та вибору режимів 14. Вихід блоку завдання типу розміру злитків, марок сталі та діаметрів валків 15 з’єднано з програмно - технічним комплексом (ПТК) 27. Схема працює таким чином. Якщо пристрій знаходиться в режимі управління узгодженням швидкостей головного електроприводу «ПТК» (цей сигнал поступає на сьомий вхід модуля вводу дискретних сигналів 22) ПТК 27, оператор вводить в ПТК 27 з блоку завдання типу, розміру злитків, марки сталі та діаметрів валків 15 відповідні дані. В непарному проході оператор підводить злиток 18 до перших, по ходу прокатки, горизонтальних валків 16 і задає за допомогою командозадаючого блоку 13 режим «прокатки вперед» (перший вихід) і бажану початкову ступінь робочої швидкості (третій, четвертий, п’ятий або шостий виходи «робоча швидкість ступінь 1-4») обертання горизонтальних валків 16 через блок перемикання та вибору режимів 14, через який ці сигнали поступають на перший, третій, четвертий, п’ятий або шостий входи в модуль введення дискретних сигналів 22 ПТК 27. На підставі інформації про первинну ширину та товщину злитка 18, який поступає в ПТК 27, даних про фактично встановлених розхилах горизонтальних 16 і вертикальних валків 17 від відповідних датчиків розхилу валків 3, положення натискних гвинтів 4 і 24 визначають витяжки і кути затягування з урахуванням діаметра валків. В ПТК 27 безперервно обробляється інформація про положення та швидкість розкату злитка 18, який прокатують, перед входом в горизонтальні валки 16, яка поступає від датчика визначення положення і швидкості розкату перед горизонтальною кліттю 1 через перший вхід інтерфейсу введення сигналу датчика положення розкату 19. А обчислювальний комплекс, який використовує цю інформацію, уточнює по формулах 88810 10 uЗГНВ = VГНО × К Л cos a Г VГНО cos a Г необхідну при затягуванні швидкість горизонтальних валків 16 в непарному проході і з виходів їй 2 модуль виводу аналогових сигналів 23 подає завдання на вхід 7 і 8 блоку перемикання та вибору режимів 14, яке через восьмий і дев’ятий вихід блоку перемикання та вибору режимів 14 поступає на вхід схеми управління електроприводом горизонтальних валків 11 і далі на електропривод горизонтальних валків 7 для встановлення необхідної швидкості затягування. Під час надходження інформації від датчика наявності злитка в горизонтальних валках 9 на перший вхід модуля введення аналогових сигналів 21 (ПТК) 27 відповідно до заданого швидкісного режиму прокатки (залежно від номера проходу), який задає оператор, вимірюється датчиком визначення положення та швидкості розкату перед горизонтальною кліттю 1 швидкість розкату на вході в горизонтальні валки 16, і в реальному часі з умов постійності секундного об’єму розраховують швидкість розкату після проходження горизонтальних валків 16, яка напряму залежить від режиму роботи горизонтальних валків 16, з наступним визначенням необхідної для оптимального затягування та прокатки в непарному проході одночасно в двох клітях швидкості вертикальних валків 17 по формулі: V × l ×К uВВН= ГНО Г М cos a В Завдання необхідної швидкості вертикальних валків 17 з третього виводу модуля аналогового виводу 23 (ПТК) 27 передається на дев’ятий вхід блоку перемикання та вибору режимів 14, а з його десятого виходу на вхід схеми управління електроприводом вертикальних валків 12. З виходу схеми управління електроприводом вертикальних валків 12 сигнал поступає на вхід електроприводу вертикальних валків 8. Надалі швидкість вертикальних валків 17 відстежується по вищевказаної формулі залежності від зміни швидкості горизонтальних валків 16 і відповідно швидкості розкату до закінчення одночасної прокатки злитка 18 у двох клітях. Під час находження злитка 18 у валках розраховують також в реальному часі випередження, нейтральні кути і кути тертя для горизонтальних валків 16 і вертикальних валків 17. При зміні напрямку прокатки, згідно команді оператора «прокатка назад», сигнали зміни напрямку прокатки та бажана перша ступінь робочої швидкості (третій, четвертий, п’ятий або шостий виходи - «робоча швидкість ступінь 1-4») обертання горизонтальних валків 16 через блок перемикання та вибору режимів 14 поступають на другий, третій, четвертий, п’ятий або шостий входи модуля вводу дискретних сигналів 22 (ПТК) 27. На підставі інформації про ширину та товщину злитка 18, який прокатують, в попередньому проході, данні про фактично встановлені розхили горизонтальних валків 16 і вертикальних валків 17, які поступають в (ПТК) 27 від відповідних датчиків розхилу валків uЗГНН= 11 3, 4 та 24, визначають витяжки і кути затягування горизонтальних валків 16 і вертикальних валків 17. В (ПТК) 27 безперервно обробляється інформація про положення і швидкість розкату 18 перед входом у вертикальні валки 17, яка поступає від датчика визначення положення та швидкості розкату перед вертикальною кліттю 2 через другий вхід інтерфейсу вводу сигналів датчиків положення розкату 19, на підставі якої розраховують необхідну при затягуванні в парному проході швидкість вертикальних валків 17 V uЗВВЧ = ВЧО cos a В і з третього виходу модуля виводу аналогових сигналів 23 подається завдання на дев’ятий вхід блоку перемикання та вибору режимів 14, яке через десятий вихід блоку перемикання та вибору режимів 14 поступає на вхід схеми управління електроприводом вертикальних валків 12 і далі на електропривод вертикальних валків 8 для встановлення необхідної швидкості затягування. Під час надходження інформації від датчика наявності заготівки у вертикальних валках 10 на третій вхід модуля вводу аналогових сигналів 21 (ПТК) 27 відповідно до швидкісного режиму прокатки (залежно від номера проходу ), яку задає оператор, вимірюється датчиком визначення положення та швидкості розкату вертикальних валків 2 швидкість розкату на вході у вертикальні валки 17, і в реальному часі з умов постійності секундного об’єму розраховують швидкість розкату злитка 18 після проходження вертикальних валків 17, яка напряму залежить від їх режиму роботи, з подальшим визначенням необхідних для оптимального затягування швидкостей горизонтальних валків 16. V ×l ×К uЗГНЧ= ВЧО В М cos a Г VВЧО × lВ × КМ × К Л cos a Г Під час надходження інформації від датчика наявності заготівки в горизонтальних валках 9 на перший вхід модуля вводу аналогових сигналів 21 (ПТК) 27 відповідно до швидкісного режиму прокатки (залежно від номера проходу), який задається оператором, вимірюється датчиком визначення положення та швидкості розкату перед горизонтальною кліттю 1 на виході з горизонтальних валків 16, і в реальному часі з умов постійності секундного об’єму розраховують швидкість розкату злитка 18 до проходження горизонтальних валків 16, яка напряму залежить від їх режиму роботи, з подальшим визначенням необхідної заданої швидкості вертикальних валків 17 при сумісній прокатці в горизонтальних 16 і вертикальних 17 валках: uЗГВЧ= 88810 12 VГЧ1 lГ × КМ Завдання для окружної швидкості горизонтальних валків (за винятком режиму затягування) визначається ступінню швидкісного режиму, який вибирається оператором. Запропонований спосіб може бути реалізований на слябінгу 1150 «Маріупольського металургійного комбінату імені Ілліча». При цьому у складі схеми залишаються без зміни горизонтальні валки, вертикальні валки, електропривод горизонтальних валків, електропривод вертикальних валків та існуюча система управління головним електроприводом універсальної кліті. Але в канал завдання частоти обертання валків додатково включається програмно-технічний комплекс з комплектом пристроїв зв’язку з об’єктом, який реалізує обробку сигналів від датчиків і здійснює необхідні розрахунки технологічних параметрів прокатки, завдань окружних швидкостей горизонтальних і вертикальних валків при затягуванні, у режимі одиночної прокатки та в режимі одночасної прокатки в горизонтальних і вертикальних валках. Як програмно технічний комплекс може бути використаний промисловий комп’ютер серійного виробництва з необхідним набором пристроїв зв’язку з об’єктом для вводу сигналів від датчиків в комп’ютер, наприклад Compact PCI. Як датчики частоти обертання електродвигунів горизонтальних та вертикальних валків, розхилу вертикальних валків можуть бути використані будь-які імпульсні датчики промислового виконання, наприклад фірми Siemens, для датчиків розхилу горизонтальних валків переважно використовувати магнітострикційні датчики, наприклад вимірники шляху Micropuls. Як датчики наявності заготівки використовуються датчики статичного струму. Як датчики положення та швидкості розкату можуть бути використаний оптоелектронні датчики фірми «Дізар». Як датчики напряму і ступенів інтенсивності обертання валків електроприводу можуть бути використаний релейні сигнали «прокатка вперед», «прокатка назад», «робоча швидкість ступінь 1», «робоча швидкість ступінь 2», «робоча швидкість ступінь 3», «робоча швидкість ступінь 4». Блок вибору і перемикань режимів виготовляють на базі реле. Використовування запропонованого способу регулювання швидкостей головних електроприводів реверсивної універсальної кліті прокатного стану дозволить знизити динамічні навантаження механічного та електричного устаткування стану, збільшить за рахунок цього термін його служби і знизити аварійність. При цьому також буде забезпечена економія електроенергії за рахунок зменшення підпору і розтягування металу при прокатці. uВВЧ = 13 Комп’ютерна верстка Н. Лиcенко 88810 Підписне 14 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for regulating speed of main electric drives of universal reversing stand of roll mill
Автори англійськоюKelii Mykola Anatoliiovych, Nehrii Serhii Dmytrovych, Lukianchykov Oleksandr Mykolaiovych, Kulinych Oleksandr Hryhorovych, Alkhimenko Pylyp Yefremovych, Morhulis Valerii Petrovych
Назва патенту російськоюСпособ регулирования скоростей главных электроприводов реверсивной универсальной клети прокатного стана
Автори російськоюКелий Николай Анатольевич, Негрий Сергей Дмитриевич, Лукьянчиков Александр Николаевич, Кулинич Александр Григорьевич, Алхименко Филипп Ефремович, Моргулис Валерий Петрович
МПК / Мітки
МПК: B21B 37/46
Мітки: регулювання, універсальної, прокатного, кліті, швидкостей, електроприводів, стану, головних, реверсивної, спосіб
Код посилання
<a href="https://ua.patents.su/7-88810-sposib-regulyuvannya-shvidkostejj-golovnikh-elektroprivodiv-reversivno-universalno-kliti-prokatnogo-stanu.html" target="_blank" rel="follow" title="База патентів України">Спосіб регулювання швидкостей головних електроприводів реверсивної універсальної кліті прокатного стану</a>
Спосіб регулювання швидкостей головних електроприводів реверсивної універсальної кліті прокатного стана
Номер патенту: 31884
Опубліковано: 25.04.2008
Автори: Моргуліс Валерій Петрович, Алхіменко Пилип Єфремович, Келій Микола Анатолійович, Негрій Сергій Дмитрович, Кулініч Олександр Григорович, Лук'янчиков Олександр Миколайович
МПК: B21B 37/00
Мітки: універсальної, головних, спосіб, кліті, прокатного, швидкостей, електроприводів, реверсивної, регулювання, стана
Формула / Реферат:
Спосіб регулювання швидкостей головних електроприводів реверсивної універсальної кліті прокатного стана, який включає вимірювання розхилу горизонтальних і вертикальних валків, діаметрів вертикальних і горизонтальних валків, колової швидкості ведучих горизонтальних валків, розрахунок по проходах при прокатці заготівки обтискання, кутів затягування, розширення, витяжки в горизонтальних і вертикальних валках, завдання колових швидкостей ведучих...
Спосіб регулювання швидкостей головних електроприводів реверсивної універсальної кліті
Номер патенту: 21873
Опубліковано: 30.04.1998
Автори: Нестеренко Олександр Анатольович, Кузьмін Олександр Вікторович, Світличний Олексій Васильович
МПК: B21B 37/00
Мітки: швидкостей, головних, кліті, електроприводів, регулювання, універсальної, спосіб, реверсивної
Формула / Реферат:
Способ регулирования скоростей главных электроприводов реверсивной универсальной клети, в котором измеряют диаметры вертикальных и горизонтальных валов, частоту вращения ведущих валков, растворы горизонтальных и вертикальных валков, вычисляют обжатия, опережения и вытяжки раската по проходам в вертикальных и горизонтальных валках, задают частоту вращения ведущих валков и в зависимости от значений указанных величин изменяют задание на...
Пристрій для регулювання міжвалкового зазору кліті прокатного стану
Номер патенту: 12859
Опубліковано: 28.02.1997
Автори: Ліфшин Леонід Аркадійович, Яланський Вячеслав Петрович, Любімов Юрій Валентинович, Домікеєв Валентин Васильович, Классєн Едгар Яковлєвіч, Мєханік Владімір Пєтровіч, Єпішевіч Аркадій Давидовіч, Топалєр Сєргєй Міхайловіч
МПК: B21B 37/58
Мітки: регулювання, стану, зазору, прокатного, кліті, пристрій, міжвалкового
Формула / Реферат:
(57) 1. Устройство для регулирования меж валкового зазора клети прокатного стана, содержащее гидроцилиндры распора клети, установленные между подушками прокатных валков, регулируемый источник давления, со единенный магистралью с гидроцилиндрами распора клети, датчик наличия листа, блок задания начальной длины листа, блок задания длин участков листа, блок задания давлений, пороговые элементы, отличающееся тем, что оно снабжено датчиком...
Спосіб узгодження режимів роботи електроприводів реверсивного прокатного стану з вертикальними та горизонтальними валками при одночасній прокатці металу у вертикальних та горизонтальних валках
Номер патенту: 23186
Опубліковано: 19.05.1998
Автори: Світличний Олексій Васильович, Калабухов Віктор Іванович, Мовшович Вілорд Соломонович, Тилик Василь Трохимович, Будаква Сергій Анатолійович, Штехно Олег Миколайович, Дишлевич Ігор Йосипович, Кузьмін Олександр Вікторович, Феофілактов Андрій Вікторович, Ситий Володимир Іванович
МПК: B21B 37/00
Мітки: валках, прокатці, прокатного, режимів, вертикальними, спосіб, металу, горизонтальних, валками, узгодження, вертикальних, роботи, реверсивного, стану, одночасній, горизонтальними, електроприводів
Формула / Реферат:
Способ согласования режимов работы электроприводов реверсивного прокатного стана с вертикальными и горизонтальными валками при одновременной прокатке металла в вертикальных и горизонтальных валках, включающий определение среднего значения статического тока электропривода вертикальных валков при движении металла от вертикальных валков к горизонтальным до захвата металла валками последующей горизонтальной клети, поддержание статического тока...
Спосіб регулювання товщини штаби у попередньо напруженій кліті листового прокатного стана і пристрій для його реалізації
Номер патенту: 61625
Опубліковано: 17.11.2003
Автори: Леонідов-Канєвський Євген Володимирович, Гагарін Павло Павлович
МПК: B21B 37/16
Мітки: стана, реалізації, прокатного, напружений, спосіб, штаби, попередньо, регулювання, кліті, листового, товщини, пристрій
Формула / Реферат:
1. Спосіб регулювання товщини штаби в попередньо напруженій кліті прокатного стана, який включає вимір повного зусилля кліті, стабілізацію цього зусилля на заданому рівні за допомогою розпору опорних валків і корекцію зусилля розпору за показниками вимірювача товщини на виході стана, який відрізняється тим, що пружну деформацію валкової системи і биття опорних валків компенсують переміщенням швидкодіючого натискного пристрою.2. Спосіб...
Попередній патент: Спосіб досягнення гемостазу при виконанні лапароскопічної операції з приводу трубної вагітності
Наступний патент: Пристрій для транспортування і очистки коренебульбоплодів
Випадковий патент: Арочне піддатливе кріплення