Спосіб узгодження режимів роботи електроприводів реверсивного прокатного стану з вертикальними та горизонтальними валками при одночасній прокатці металу у вертикальних та горизонтальних валках
Номер патенту: 23186
Опубліковано: 19.05.1998
Автори: Мовшович Вілорд Соломонович, Дишлевич Ігор Йосипович, Будаква Сергій Анатолійович, Світличний Олексій Васильович, Тилик Василь Трохимович, Кузьмін Олександр Вікторович, Калабухов Віктор Іванович, Штехно Олег Миколайович, Ситий Володимир Іванович, Феофілактов Андрій Вікторович
Формула / Реферат
Способ согласования режимов работы электроприводов реверсивного прокатного стана с вертикальными и горизонтальными валками при одновременной прокатке металла в вертикальных и горизонтальных валках, включающий определение среднего значения статического тока электропривода вертикальных валков при движении металла от вертикальных валков к горизонтальным до захвата металла валками последующей горизонтальной клети, поддержание статического тока электропривода вертикальных валков на уровне определенного среднего значения после захвата металла валками горизонтальной клети, отличающийся тем, что при движении металла от горизонтальных валков к вертикальным до захвата металла последующими вертикальными валками определяют среднее значение статического тока электропривода горизонтальных валков, во время одновременной прокатки металла в вертикальных и горизонтальных валках при движении металла от горизонтальных валков к вертикальным воздействуют на электропривод вертикальных валков пропорционально разности между текущим и запомненным средним значением статического тока электропривода горизонтальных валков, а во время одновременной прокатки металла в вертикальных и горизонтальных валках при движении металла от вертикальных валков к горизонтальным воздействуют на электропривод вертикальных валков пропорционально разности между запомненным средним и текущим значением статического тока электропривода вертикальных валков.
Текст
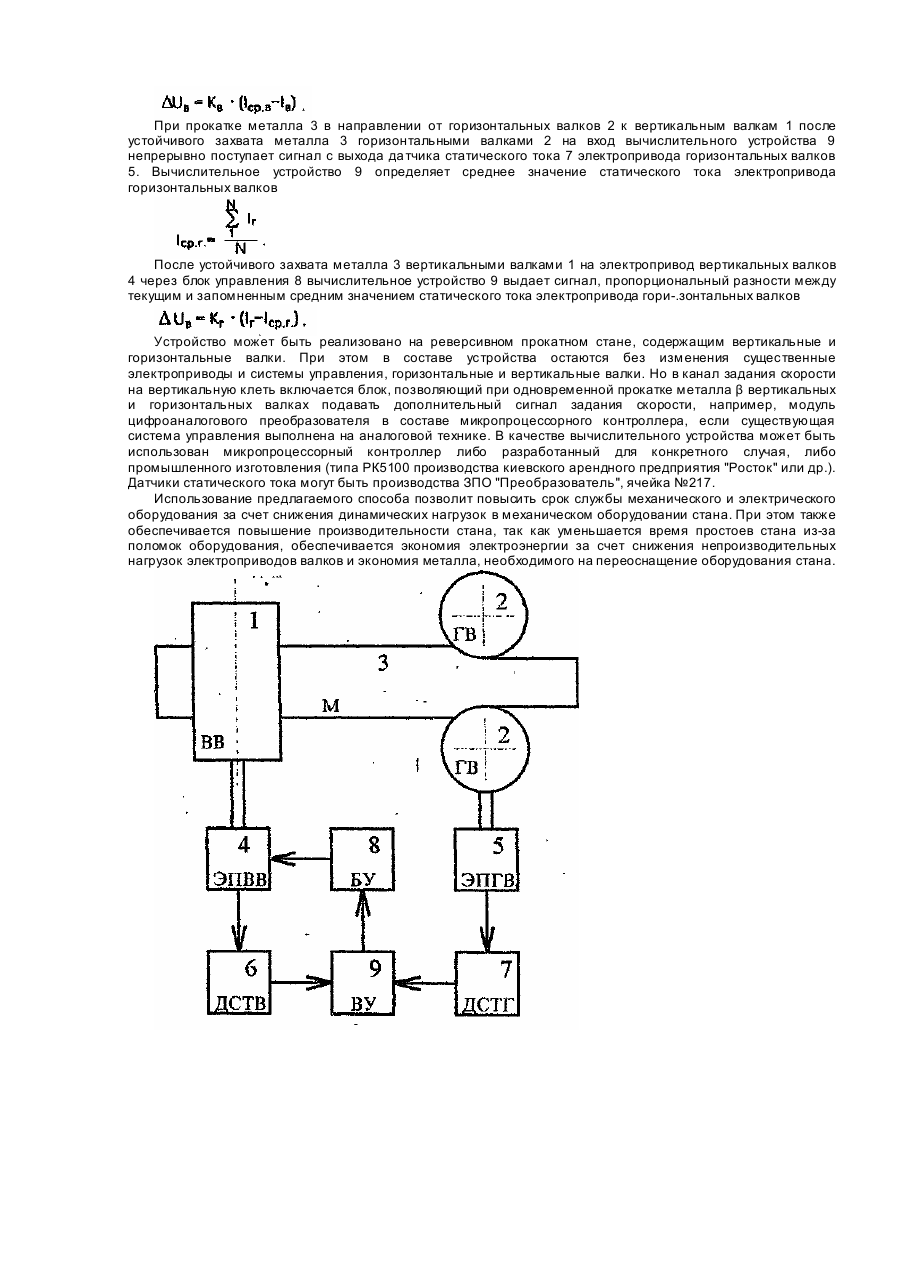
Изобретение относится к автоматизации прокатных станов и может быть использовано при построении систем автоматического управления электроприводами вертикальных и горизонтальных валков слябинга, а также других реверсивных станов, содержащих вертикальные и горизонтальные валки. Существует большое количество технических решений, направленных на согласование режимов работы приводов при одновременной прокатке металла в двух клетях. В способе согласования режимов работы электроприводов горизонтальных и вертикальных валков слябинга [Авт.св.СССР № 1088827, кл. В 21 В 37/00, 1984] вопрос согласования режимов работы электроприводов слябинга при одновременной прокатке металла в вертикальных и горизонтальных валках решается следующим образом: - во всех проходах во время раздельной прокатки в валках предыдущей клети измеряют, вычисляют и запоминают среднее значение статического тока электропривода валков этой клети; - после захвата металла валками последующей клети переходят с режима стабилизации скорости электропривода валков последующей клети на режим стабилизации статического тока электропривода валков предыдущей клети и в процессе совместной прокатки металла в двух клетях стабилизируют статический ток электропривода валков предыдущей клети пропорционально разности между текущим и запомненным средним значениями статического тока этого электропривода. Однако из практических соображений изменять задающий сигнал управления электропривода горизонтальных валков нецелесообразно, лучше изменять сигнал задания привода вертикальных валков, а на горизонтальные сигнал задания оставлять неизменным. Это объясняется тем, что электропривод вертикальных валков, как правило, более быстродействующий (меньше момент инерции, гораздо меньше мощность), меньше загружен статическим моментом (основная деформация металла происходит в горизонтальных валках, а вертикальные снимают уширение после прохода в горизонтальных и формируют кромку раската), диапазон регулирования скорости у электропривода вертикальных валков, как правило, больше, чем диапазон регулирования скорости горизонтальных валков. Кроме этого, изменение сигнала задания приводу горизонтальных валков может привести к снижению объема выпускаемой продукции, так как привод горизонтальных валков определяет производительность стана. Наиболее близким по содержанию и технической сущности к предполагаемому изобретению является способ регулирования скорости электроприводов реверсивного прокатного стана с вертикальными и горизонтальными валками [Авт.св. СССР № 1360834, кл. В 21 В 37/00,1986]. Здесь ограничение максимальных нагрузок на оборудование при совместной прокатке металла достигается за счет воздействия на электропривод вертикальных валков: при прокатке от вертикальной клети к горизонтальной в функции разности текущего значения статического тока электропривода вертикальных валков и среднего его значения за время раздельной прокатки; при прокатке от горизонтальной клети к вертикальной в функции разности текущего значения статического тока электропривода вертикальных валков и прогнозированного. Однако в данном способе при движении металла от горизонтальных валков к вертикальным используется прогнозируемое значение статического тока вертикальных валков, что в реальных условиях эксплуатации связано со значительными ошибками из-за разброса температурных режимов, химического состава сталей, величин обжатий и др. В конечном итоге это может привести к непроизводительным нагрузкам, вызванными усилиями подпора (в случае ошибки прогнозирования в меньшую сторону) или натяжения (в случае ошибки прогнозирования в большую сторону). В основу изобретения поставлена задача усовершенствования способа согласования режимов работы электроприводов реверсивного прокатного стана с вертикальными и горизонтальными валками при одновременной прокатке металла в вертикальных и горизонтальных валках. При этом обеспечивается согласование скоростей вращения электроприводов горизонтальных и вертикальных валков и поддержание моментов в механических узлах и соединениях приводов вертикальной и горизонтальной клетей на уровнях, соответствующи х условию свободной прокатки. За счет этого повышается эксплуатационная надежность оборудования, предотвращаются аварийные режимы, увеличивается производительность стана за счет минимизации усилий растяжения-сжатия при совместной прокатке металла в вертикальных и горизонтальных валках, снижаются динамические нагрузки в главных приводах стана, уменьшается число отказов, увеличивается срок службы механического и электрического оборудования, уменьшается время простоев стана из-за поломок оборудования, снижается расход металла, необходимого на переоснащение оборудования, снижается расход электроэнергии. Для осуществления предлагаемого способа при движении металла от вертикальных валков к горизонтальным определяют среднее значение статического тока электропривода вертикальных валков до захвата металла валками последующей горизонтальной клети и во время одновременной прокатки металла в вертикальных и горизонтальных валках воздействуют на электропривод вертикальных валков, поддерживая при этом статический ток электропривода вертикальных валков на уровне определенного среднего значения, дополнительно при движении металла от горизонтальных валков к вертикальным определяют среднее значение статического тока электропривода горизонтальных валков до захвата металла последующими вертикальными валками и во время одновременной прокатки металла в вертикальных и горизонтальных валках воздействуют на электропривод вертикальных валков пропорционально разности между текущим и запомненным средним значением статического тока электропривода горизонтальных валков, а при движении металла от вертикальных валков к горизонтальным при одновременной прокатке металла в вертикальных и горизонтальных валках воздействие на электропривод вертикальных валков должно быть пропорционально разности между запомненным средним и текущим значением статического тока электропривода вертикальных валков. Определение среднего значения статического тока электропривода горизонтальных валков до захвата металла последующими вертикальными валками при движении металла от горизонтальной клети к вертикальной и последующее воздействие во время одновременной прокатки металла в вертикальных и горизонтальных валках на электропривод вертикальных валков пропорционально разности между текущим и запомненным средним значением статического тока электропривода горизонтальных валков позволяет исключить непроизводительные нагрузки, вызванными усилиями подпора или натяжения в межклетевом промежутке. Воздействие на электропривод вертикальных валков при движении металла от вертикальных валков к горизонтальным пропорционально разности между запомненным средним и текущим значением статического тока электропривода вертикальных валков позволяет электроприводу вертикальных валков изменить свою скорость до того уровня, при котором уровень статической нагрузки при одновременной прокатке металла в вертикальных и горизонтальных валках равен уровню статической нагрузки при раздельной прокатке и соответственно обеспечить осуществление свободной прокатки без усилий натяжения или подпора. Признаком соблюдения условия свободной прокатки - равенства секундных объемов прокатываемого металла, при котором обеспечивается прокатка без непроизводительных нагрузок натяжения или подпора, может быть статический ток электропривода первой по направлению прокатки клети. Если он не изменился после захвата металла последующей клетью при одновременной прокатке в двух клетях, то прокатка идет свободно - нет усилий подпора или натяжения. Если же он изменился в большую сторону - следовательно произошло перераспределение нагрузки между клетями - первая по направлению прокатки клеть взяла на себя часть нагрузки второй клети. При этом возникает усилие подпора в межклетевом промежутке. Для устранения его необходимо либо увеличить частоту вращения привода второй по направлению прокатки клети, либо уменьшить частоту вращения первой по направлению прокатки клети. Если же статический ток электропривода первой по направлению прокатки клети изменился в меньшую сторону - следовательно вторая по направлению прокатки клеть взяла на себя непроизводительную нагрузку - часть нагрузки первой клети. При этом возникает усилие натяжения в межклетевом промежутке. Для устранения его необходимо либо увеличить частоту вращения привода первой по направлению прокатки клети, либо уменьшить частоту вращения второй по направлению прокатки клети. Так как изменять частоту вра щения электропривода горизонтальных валков нецелесообразно, то воздействовать нужно только на электропривод вертикальной клети. Для этого необходимо на вход электропривода вертикальной клети подавать дополнительно такой сигнал, который бы так изменял скорость вертикальных валков, чтобы обеспечивалось условие свободной прокатки - поддержание статического тока первой по направлению прокатки клети на уровне раздельной прокатки (на том уровне, который был до захвата металла валками, последующей клети). При прокатке металла от вертикальной клети к горизонтальной первой принимает металл вертикальная клеть. После устойчивого захвата металла вертикальными валками и до захвата металла горизонтальными валками определяют среднее значение статического тока вертикальных валков Iср r. (1) где Ir - текущее значение статического тока электропривода вертикальных валков; N - количество слагаемых в сумме. После захвата металла горизонтальными валками на электропривод вертикальных валков воздействуют пропорционально разности между запомненным средним и текущим значением статического тока электропривода вертикальных валков (2) где DUb - дополнительный сигнал на входе электропривода вертикальных валков; КB - коэффициент пропорциональности при воздействии на электропривод вертикальных валков при движении металла от вертикальных валков к горизонтальным. Если во время одновременной прокатки металла в вертикальных и горизонтальных валках текущий статический ток электропривода вертикальных валков стал больше, чем он был во время раздельной прокатки, то согласно формуле (2) на вход электропривода вертикальных валков подается дополнительный сигнал со знаком "-", вследствие чего частота вращения вертикальных валков уменьшается до тех пор, пока статический ток электропривода этой клети не буде равен тому уровню, который был во время раздельной прокатки. Таким образом, устраняется усилие подпора в межклетевом промежутке при прокатке от вертикальных валков к горизонтальным. Если во время одновременной прокатки металла β вертикальных и горизонтальных валках текущий статический ток электропривода вертикальных валков стал меньше, чем он был во время раздельной прокатки, то согласно формуле (2) на вход электропривода вертикальных валков подается дополнительный сигнал со знаком "+", вследствие чего частота вращения вертикальных валков увеличивается до те х пор, пока статический ток электропривода этой клети не будет равен тому уровню, который был во время раздельной прокатки. Таким образом, устраняется усилие натяжения в межклетевом промежутке при прокатке от вертикальных валков к горизонтальным. При прокатке металла от горизонтальных валков к вертикальным на электропривод вертикальных валков воздействуют, исходя из изменения статического тока электропривода горизонтальных валков. Изменение статического тока электропривода горизонтальных валков в большую или меньшую .сторону говорит о перераспределении нагрузки между вертикальной и горизонтальной клетью, вследствие чего возникают непроизводительные усилия натяжения или подпора. Так как сумма моментов прокатки в клетях равна суммарному моменту прокатки, то зная изменение статического тока электропривода горизонтальных валков (соответственно и статического момента), можно подавать на вход электропривода вертикальных валков дополнительный сигнал, который бы таким образом изменил частоту вращения вертикальных валков, чтобы во время одновременной прокатки металла в вертикальных и горизонтальных валках статический ток горизонтальных валков оставался на уровне раздельной прокатки, что говорило бы о протекании прокатки без усилий натяжения или подпора. При прокатке металла от горизонтальной клети к вертикальной первой принимает металл горизонтальная клеть. После устойчивого захвата металла горизонтальными валками и до захвата металла вертикальными валками определяют среднее значение статического тока электропривода горизонтальных валков Іср г (3) где Ir - текущее значение статического тока электропривода горизонтальных валков. После захвата металла вертикальными валками на электропривод вертикальных валков воздействуют пропорционально разности между текущим и запомненным средним значением статического тока электропривода горизонтальных валков (4) где Кг - коэффициент пропорциональности при воздействии на электропривод вертикальных валков при движении металла от горизонтальных валков к вертикальным. Если во время одновременной прокатки металла в вертикальных и горизонтальных валках текущий статический ток электропривода горизонтальных валков стал больше, чем он был во время раздельной прокатки, то согласно формуле (4) на вход электропривода вертикальных валков подается дополнительный сигнал со знаком"+", вследствие чего частота вращения вертикальных валков увеличивается до тех пор, пока статический ток электропривода горизонтальных валков не будет равен тому уровню, который был во время раздельной прокатки. Таким образом, устраняется усилие подпора в межклетевом промежутке при прокатке от горизонтальных валков к вертикальным. Если во время одновременной прокатки металла в вертикальных и горизонтальных валках текущий статический ток электропривода горизонтальных валков стал меньше, чем он был во время раздельной прокатки, то согласно формуле (4) на вход электропривода вертикальных валков подается дополнительный сигнал со знаком "-", вследствие чего частота вращения вертикальных валков уменьшается до тех пор, пока статический ток электропривода горизонтальной клети не будет равен тому уровню, который был во время раздельной прокатки. Таким образом, устраняется усилие натяжения в межклетевом промежутке при прокатке от горизонтальных валков к вертикальным. Способ согласования режимов работы электроприводов реверсивного прокатного стана с вертикальными и горизонтальными валками при одновременной прокатке металла в вертикальных и горизонтальных валках осуществляется следующим образом. 1. Рассмотрим направление движения металла от вертикальных валков к горизонтальным. 1.1. После захвата металла вертикальными валками определяют среднее значение статического тока электропривода вертикальных валков. 1.2. После захвата металла горизонтальными валками на электропривод вертикальных валков воздействуют пропорционально разности между запомненным средним и текущим значением статического тока электропривода вертикальных валков. 2. Рассмотрим направление движения металла от горизонтальных валков к вертикальным. 2.1. После захвата металла горизонтальными валками определяют среднее значение статического тока электропривода горизонтальных валков. 2.2. После захвата металла вертикальными валками на электропривод вертикальных валков воздействуют пропорционально разности между текущим и запомненным средним значением статического тока электропривода горизонтальных валков. На чертеже представлена блок-схема устройства, реализующего предлагаемый способ при одновременной прокатке металла в вертикальных и горизонтальных валках. Блок-схема устройства, реализующего предлагаемый способ, содержит вертикальные 1 и горизонтальные валки 2, в которых осуществляют прокатку металла 3, электроприводы 4 и 5 вертикальных и горизонтальных валков соответственно, датчики 6 и 7 статических токов электроприводов вертикальных и горизонтальных валков, блок управления 8 и вычислительное устройство 9, входы которого соединены соответственно с выходами датчиков статических токов 6 и 7, выход вычислительного устройства 9 соединен с входом блока 8 управления, выход которого соединен с входом электропривода вертикальных валков 4, выходы электроприводов вертикальных 4 и горизонтальных 5 валков соединены соответственно с входами датчиков статических токов 6 и 7. Устройство для осуществления предлагаемого способа работает следующим образом. При прокатке металла 3 в направлении от вертикальных валков 1 к горизонтальным валкам 2 после устойчивого захвата металла 3 вертикальными валками 1 на вход вычислительного устройства 9 непрерывно поступает сигнал с выхода датчика статического тока 6 электропривода вертикальных валков 4. Вычислительное устройство 9 определяет среднее значение статического тока вертикальных валков После устойчивого захвата металла 3 горизонтальными валками 2 на электропривод вертикальных валков 4 через блок управления 8 вычислительное устройство 9 выдает сигнал, пропорциональный разности между запомненным средним и текущим значением статического тока электропривода вертикальных валков При прокатке металла 3 в направлении от горизонтальных валков 2 к вертикальным валкам 1 после устойчивого захвата металла 3 горизонтальными валками 2 на вход вычислительного устройства 9 непрерывно поступает сигнал с выхода да тчика статического тока 7 электропривода горизонтальных валков 5. Вычислительное устройство 9 определяет среднее значение статического тока электропривода горизонтальных валков После устойчивого захвата металла 3 вертикальными валками 1 на электропривод вертикальных валков 4 через блок управления 8 вычислительное устройство 9 выдает сигнал, пропорциональный разности между текущим и запомненным средним значением статического тока электропривода гори-.зонтальных валков Устройство может быть реализовано на реверсивном прокатном стане, содержащим вертикальные и горизонтальные валки. При этом в составе устройства остаются без изменения существенные электроприводы и системы управления, горизонтальные и вертикальные валки. Но в канал задания скорости на вертикальную клеть включается блок, позволяющий при одновременной прокатке металла β вертикальных и горизонтальных валках подавать дополнительный сигнал задания скорости, например, модуль цифроаналогового преобразователя в составе микропроцессорного контроллера, если существующая система управления выполнена на аналоговой технике. В качестве вычислительного устройства может быть использован микропроцессорный контроллер либо разработанный для конкретного случая, либо промышленного изготовления (типа РК5100 производства киевского арендного предприятия "Росток" или др.). Датчики статического тока могут быть производства ЗПО "Преобразователь", ячейка №217. Использование предлагаемого способа позволит повысить срок службы механического и электрического оборудования за счет снижения динамических нагрузок в механическом оборудовании стана. При этом также обеспечивается повышение производительности стана, так как уменьшается время простоев стана из-за поломок оборудования, обеспечивается экономия электроэнергии за счет снижения непроизводительных нагрузок электроприводов валков и экономия металла, необходимого на переоснащение оборудования стана.
ДивитисяДодаткова інформація
Автори англійськоюKuzmin Oleksandr Viktorovych, Svitlychnyi Oleksii Vasyliovych, Dyshlevich Ihor Yosypovych, Shtekhno Oleh Mykolaiovych, Kalabukhov Viktor Ivanovych, Movshovych Vilord Solomonovych, Sytyi Volodymyr Ivanovych, Budakva Serhii Anatoliiovych, Feofilaktov Andrii Viktorovych
Автори російськоюКузьмин Александр Викторович, Светличный Алексей Васильевич, Дышлевич Игорь Иосифович, Штехно Олег Николаевич, Калабухов Виктор Иванович, Мовшович Вилорд Соломонович, Сытый Владимир Иванович, Будаква Сергей Анатолиевич, Феофилактов Андрей Викторович
МПК / Мітки
МПК: B21B 37/00
Мітки: прокатного, вертикальними, стану, спосіб, валками, електроприводів, вертикальних, горизонтальними, узгодження, металу, валках, одночасній, роботи, режимів, реверсивного, горизонтальних, прокатці
Код посилання
<a href="https://ua.patents.su/4-23186-sposib-uzgodzhennya-rezhimiv-roboti-elektroprivodiv-reversivnogo-prokatnogo-stanu-z-vertikalnimi-ta-gorizontalnimi-valkami-pri-odnochasnijj-prokatci-metalu-u-vertikalnikh-ta-gorizo.html" target="_blank" rel="follow" title="База патентів України">Спосіб узгодження режимів роботи електроприводів реверсивного прокатного стану з вертикальними та горизонтальними валками при одночасній прокатці металу у вертикальних та горизонтальних валках</a>
Спосіб регулювання швидкостей головних електроприводів реверсивної універсальної кліті
Номер патенту: 21873
Опубліковано: 30.04.1998
Автори: Світличний Олексій Васильович, Нестеренко Олександр Анатольович, Кузьмін Олександр Вікторович
МПК: B21B 37/00
Мітки: універсальної, швидкостей, спосіб, електроприводів, кліті, головних, регулювання, реверсивної
Формула / Реферат:
Способ регулирования скоростей главных электроприводов реверсивной универсальной клети, в котором измеряют диаметры вертикальных и горизонтальных валов, частоту вращения ведущих валков, растворы горизонтальных и вертикальных валков, вычисляют обжатия, опережения и вытяжки раската по проходам в вертикальных и горизонтальных валках, задают частоту вращения ведущих валков и в зависимости от значений указанных величин изменяют задание на...
Валок прокатного стану
Номер патенту: 598
Опубліковано: 15.12.1993
Автори: Дорожко Іван Кирилович, Дяченко Михайло Григорович, Чічкан Артур Олексійович, Луцький Михайло Борисович, Луценко Віктор Олександрович
МПК: B21B 27/02
Мітки: прокатного, валок, стану
Формула / Реферат:
Валок прокатного стана, преимущественно полунепрерывного заготовочного или крупносортного, с выпуклой средней частью образующей поверхности бочки в форме параболы, отличающийся тем, что валок снабжен, по крайней мере, двумя выступами, симметрично расположенными на его поверхности, причем ширина выступа составляет 0,08-0,15 диаметра валка, а высота выступа составляет 0,05-0,15 его ширины.
Пристрій для привода вертикальних валків універсального прокатного стану
Номер патенту: 6040
Опубліковано: 29.12.1994
Автори: Георг Енгель, Алєксандр Свагр, Ханс-Хайнріх Хартманн, Петер Кете, Бернд Ондерка
Мітки: валків, вертикальних, стану, прокатного, привода, пристрій, універсального
Формула / Реферат:
Формула изобретения1. Устройство для привода вертикальных валков универсального прокатного стана, в котором вертикальные валки установлены на подшипниковых опорах на несущих осях в корпусах и связаны с приводным средством, отличающееся тем, что, с целью уменьшения габаритов устройства, приводное средство выполнено в виде гидродвигателя, размещенного внутри несущей оси и связанного с валком через смонтированные на нем ведущее зубчатое...
Пристрій для приводу вертикальних валків універсального прокатного стану
Номер патенту: 6036
Опубліковано: 29.12.1994
Автори: Ханс-Хайнріх Хартманн, Алєксандр Сварг, Георг Енгель, Петер Кете, Бернд Ондерка
МПК: B21B 35/00
Мітки: прокатного, стану, валків, вертикальних, пристрій, приводу, універсального
Формула / Реферат:
1. Устройство для привода вертикальных валков универсального прокатного стана, в котором вертикальные валки установлены на несущих осях в корпусах и связаны с приводным средством, отличающееся тем, что, с целью упрощения конструкции при сохранении компактности в осевом направлении, приводное средство выполнено в виде гидравлического двигателя и цилиндрической зубчатой (фрикционной) передачи к валку, размещенных внутри корпуса, который...
Чотирьохвалковий калібр прокатного стану
Номер патенту: 19439
Опубліковано: 25.12.1997
Автор: Рождественський Юрій Васильович
МПК: B21B 27/02
Мітки: калібр, чотирьохвалковий, прокатного, стану
Формула / Реферат:
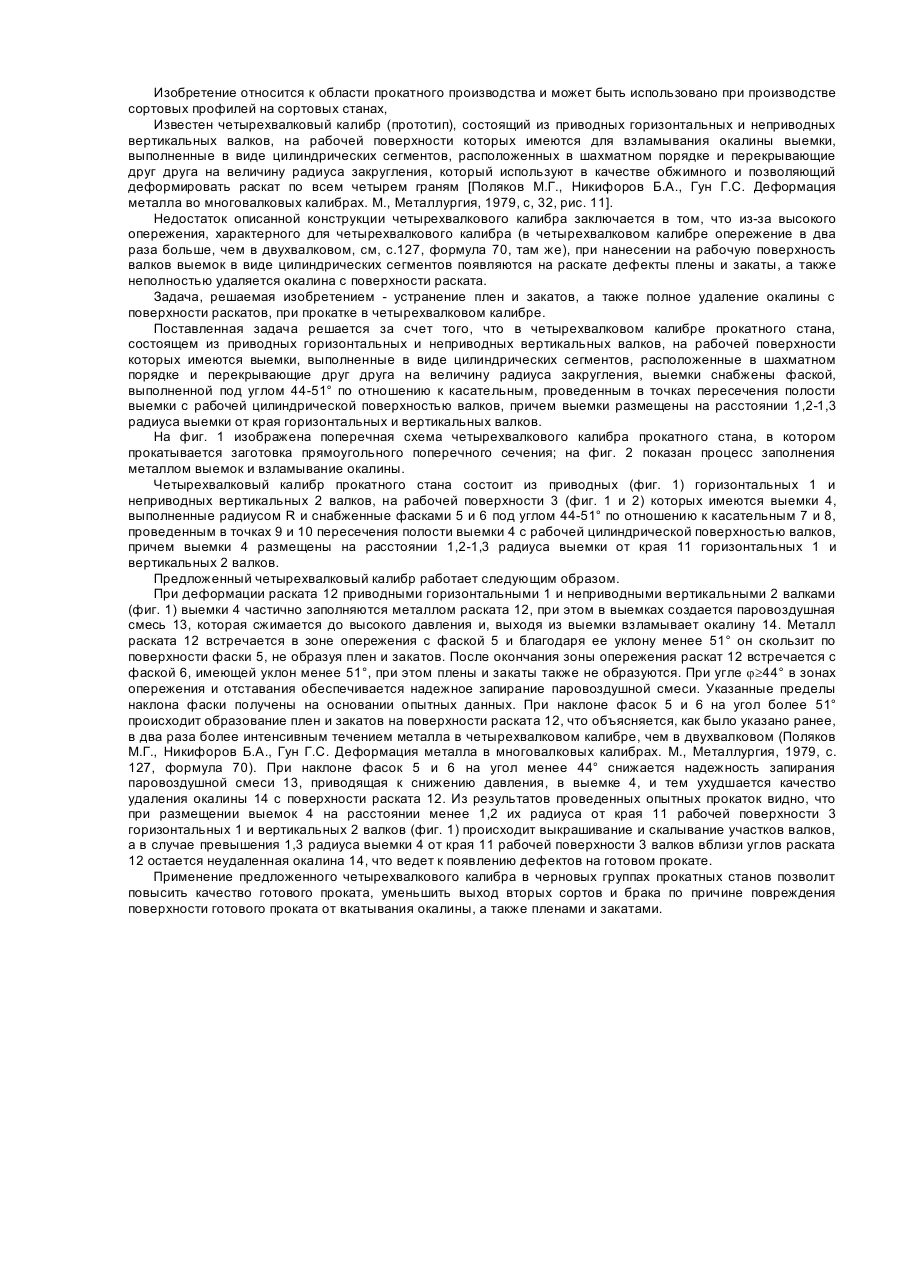
Четырехвалковый калибр прокатного стана, состоящий из приводных горизонтальных и неприводных вертикальных валков, на рабочей поверхности которых имеются выемки, выполненные в виде цилиндрических сегментов, расположенные в шахматном порядке и перекрывающие друг друга на величину радиуса закругления, отличающийся тем, что выемки снабжены фаской под углом 44-51° по отношению к касательным, проведенным в точках пересечения полости выемки с...
Попередній патент: Спосіб розкислення сталі у ковші
Наступний патент: Спосіб визначення напряму магнітного потоку носія інформації
Випадковий патент: Спосіб змішування сипучих компонентів