Спосіб регулювання товщини штаби у попередньо напруженій кліті листового прокатного стана і пристрій для його реалізації
Номер патенту: 61625
Опубліковано: 17.11.2003
Автори: Леонідов-Канєвський Євген Володимирович, Гагарін Павло Павлович
Формула / Реферат
1. Спосіб регулювання товщини штаби в попередньо напруженій кліті прокатного стана, який включає вимір повного зусилля кліті, стабілізацію цього зусилля на заданому рівні за допомогою розпору опорних валків і корекцію зусилля розпору за показниками вимірювача товщини на виході стана, який відрізняється тим, що пружну деформацію валкової системи і биття опорних валків компенсують переміщенням швидкодіючого натискного пристрою.
2. Спосіб за п.1, який відрізняється тим, що пружну деформацію валкової системи компенсують залежним від зусилля розпору переміщенням ![]() , де
, де ![]() - поточний приріст заданого зусилля розпору,
- поточний приріст заданого зусилля розпору, ![]() -жорсткість валкової системи.
-жорсткість валкової системи.
3. Спосіб за п. 2, який відрізняється тим, що биття опорних валків компенсують протифазним періодичним переміщенням, наприклад за законом ![]() , де
, де ![]() - кутова частота обертання опорного валка,
- кутова частота обертання опорного валка, ![]() - амплітуди складових компенсуючого впливу, що підбираються так, щоб забезпечити мінімізацію ексцентриситетної складової в прирості
- амплітуди складових компенсуючого впливу, що підбираються так, щоб забезпечити мінімізацію ексцентриситетної складової в прирості ![]() заданого зусилля розпору.
заданого зусилля розпору.
4. Пристрій регулювання товщини в попередньо напруженій кліті листового прокатного стана, який включає послідовно з'єднані месдозу, стабілізатор зусилля, силовий контур розпору опорних валків, а також вузол корекції товщини за показниками вимірювача товщини на виході стана, підключений до другого входу стабілізатора зусилля, який відрізняється тим, що до виходу стабілізатора підключений компенсатор пружної деформації валкового вузла, вихід якого підключений до регулюючого входу позиційного контуру натискного пристрою кліті, а додатковий вхід компенсатора пружної деформації підключений до виходу задатчика компенсації.
5. Пристрій за п. 4, який відрізняється тим, що до виходу стабілізатора підключений компенсатор биття опорних валків, вихід якого підключений до другого регулюючого входу позиційного контуру натискного пристрою кліті, а додатковий вхід компенсатора биття підключений до тахогенератора головного приводу прокатної кліті.
Текст
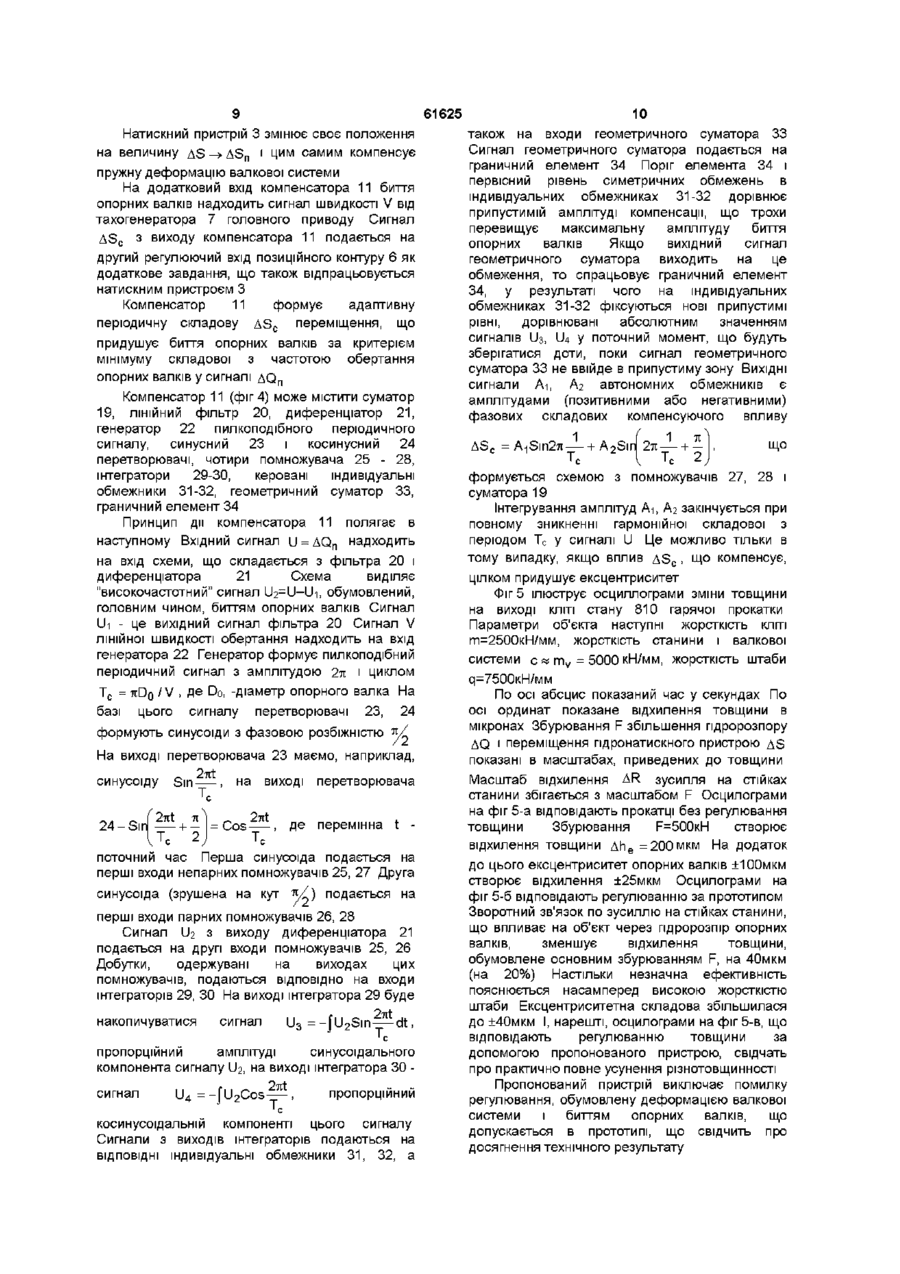
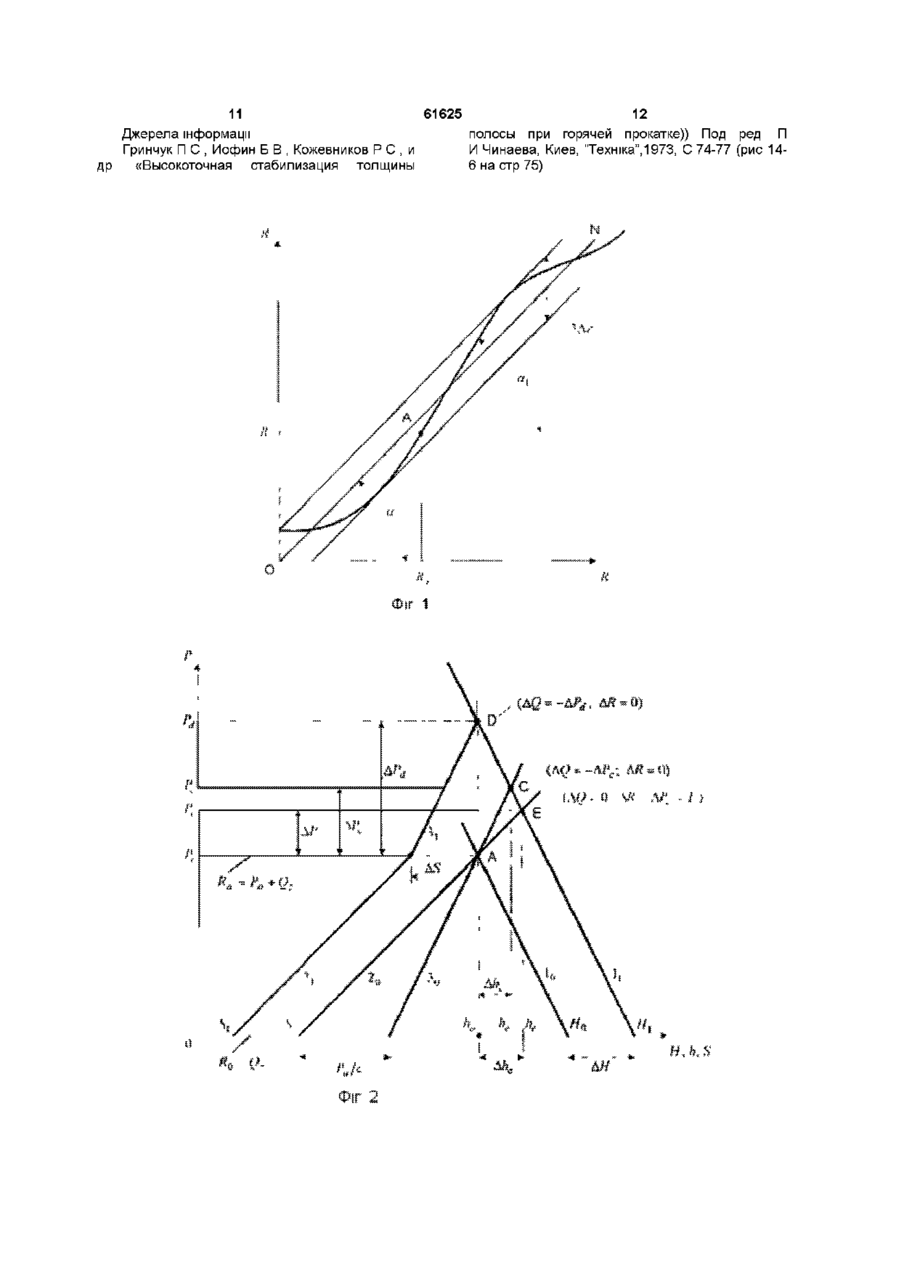
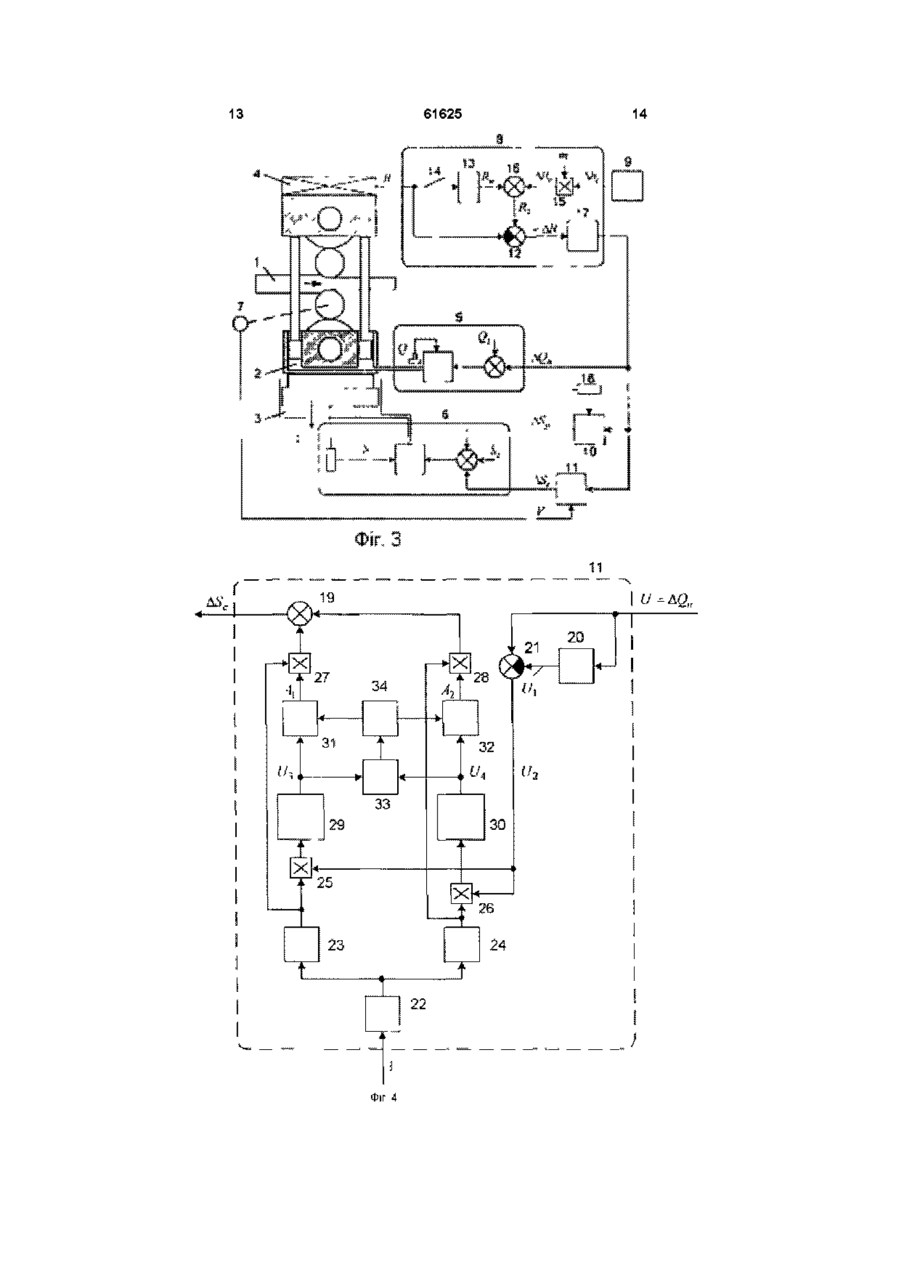
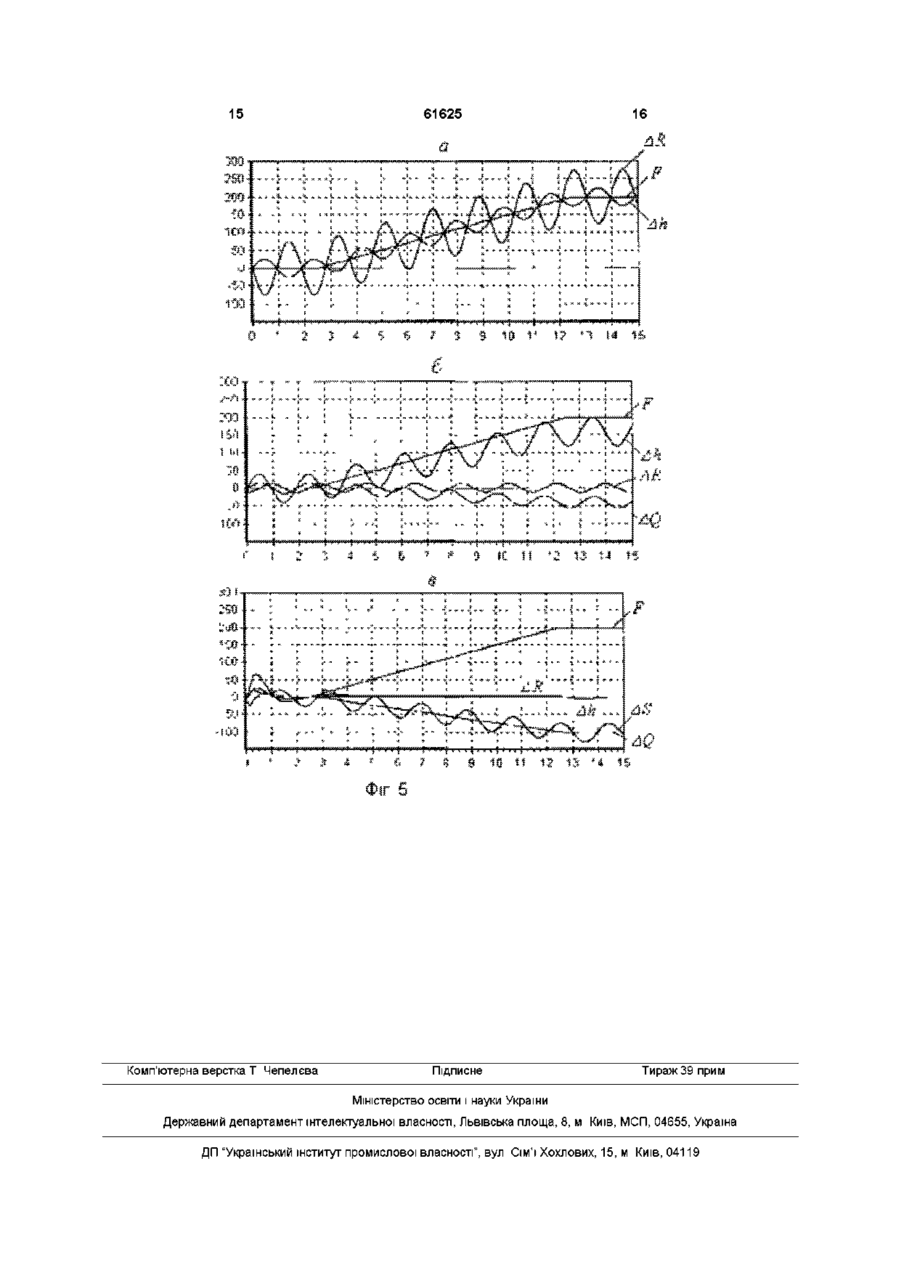
1 Спосіб регулювання товщини штаби в попередньо напруженій КЛІТІ прокатного стана, який включає вимір повного зусилля КЛІТІ, стабілізацію цього зусилля на заданому рівні за допомогою розпору опорних валків і корекцію зусилля розпору за показниками вимірювача товщини на виході стана, який відрізняється тим, що пружну деформацію валкової системи і биття опорних валків компенсують переміщенням швидкодіючого натискного пристрою 2 Спосіб за п 1 , який відрізняється тим, що пружну деформацію валкової системи компенсують залежним від зусилля розпору переміщенням A S n = A Q n / m v , де AQ n - поточний приріст заданого зусилля розпору, m v -жорсткість валкової системи 3 Спосіб за п 2, який відрізняється тим, що биття опорних валків компенсують протифазним періодичним переміщенням, наприклад за законом AS C = AiSincot+ A2Coscot, де с - кутова частота о обертання опорного валка, А-|, А2 - амплітуди складових компенсуючого впливу, що підбираються так, щоб забезпечити мінімізацію ексцентриситети о і складової в прирості ДО П заданого зусилля розпору 4 Пристрій регулювання товщини в попередньо напруженій КЛІТІ листового прокатного стана, який включає послідовно з'єднані месдозу, стабілізатор зусилля, силовий контур розпору опорних валків, а також вузол корекції товщини за показниками вимірювача товщини на виході стана, підключений до другого входу стабілізатора зусилля, який відрізняється тим, що до виходу стабілізатора підключений компенсатор пружної деформації валкового вузла, вихід якого підключений до регулюючого входу позиційного контуру натискного пристрою КЛІТІ, а додатковий вхід компенсатора пружної деформації підключений до виходу задатчика компенсації 5 Пристрій за п 4, який відрізняється тим, що до виходу стабілізатора підключений компенсатор биття опорних валків, вихід якого підключений до другого регулюючого входу позиційного контуру натискного пристрою КЛІТІ, а додатковий вхід компенсатора биття підключений до тахогенератора головного приводу прокатної КЛІТІ ю (О (О Винахід відноситься до прокатного виробництва, а конкретно до регулювання товщини штаби в КЛІТІ прокатного стана, оснащеної вимірником повного зусилля КЛІТІ (месдозою), пдророзпором опорних валків і пдронатискним пристроєм Відомий спосіб [1] компенсації відхилення товщини штаби, обумовленого збурюваннями з боку металу (такими як МІНЛИВІСТЬ температури і товщини підкату по довжині), який включає вимір повного зусилля КЛІТІ і керування розпорем опорних валків, полягає в тому, що в процесі прокатки оцінюють поточний приріст ДР зусилля прокатки ДР = AR-AQ (1) де AR - поточний приріст повного зусилля КЛІТІ, ДО - поточний приріст зусилля розпору, а потім уточнюють необхідний приріст зусилля розпору ДОП , користуючись рівнянням до ДР (2) m де с, m - ВІДПОВІДНО жорсткість станини і прокатної КЛІТІ в цілому, і коректують тиск у с 61625 гідроциліндрах розпору доти, поки не наступить рівність AQ = AQ n Власне, кажучи, вищевказаний спосіб є варіантом реалізації принципу Сімса-Головша За впливом на товщину штаби деформація AQ/c рівнозначна компенсуючому переміщенню натискного пристрою Недоліком зазначеного способу і реалізуючого його пристрою є значна погрішність компенсації обумовлена, зокрема, нелінійністю месдози На фіг 1 показана характеристика перетворення месдози По горизонталі показане фактичне зусилля R' По вертикалі - вихідний сигнал R Месдоза має приведену погрішність ±Ає У межах цієї погрішності крива перетворення може мати нахил, що відрізняється від нахилу а нормованої характеристики ON Коефіцієнт передачі вимірника в опорній точці А, обумовлений нахилом а-|, перевищує нормований на відносну величину -tga (3) 5= tga що приводить до появи відносної погрішності регулювання (стосовно природного відхилення товщини Дп е = F/m, F - збурювання з боку штаби) 8h = (4) m де q - жорсткість штаби При звичайному відношенні q/m=3 і погрішності 5-10% відносна погрішність регулювання складе 5п = 40% За прототип по способу прийнятий спосіб [І], який полягає в тому, що для регулювання товщини стабілізують повне зусилля КЛІТІ, змінюючи необхідний приріст зусилля розпору по інтегральному закону на величину AQn=-ljAR-dt (5) де Т - постійна інтегрування, t - час Повне зусилля КЛІТІ відновлюється у своєму вихідному значенні практично без погрішності Це рівносильно штучному підвищенню жорсткості станини до нескінченності і, як наслідок, приблизно дворазовому підвищенню жорсткості КЛІТІ від величини m = cm. до величини mv, с + m, де m v - жорсткість валкової системи Повільно ДІЮЧІ збурювання з боку прокатної КЛІТІ (коливання висоти і жорсткості масляного клина в підшипниках ковзання опорних валків, теплова опуклість і знос робочих валків) придушують за допомогою негативного зворотного зв'язку по фактичній товщині, вимірюваної на виході стану Недоліком цього способу також є значна погрішність регулювання, обумовлена тим, що не придушується «високочастотна» девіація пружної деформації валкової системи і биття (ексцентриситет) опорних валків Для придушення високочастотної девіації пружної деформації валкової системи явно недостатньо підвищення жорсткості КЛІТІ до величини m v 3 іншого боку, підвищення жорсткості КЛІТІ збільшує ексцентриситету складову товщини Запізнілий зворотний зв'язок через вимірювач товщини на виході стану не встигає їх придушити Залишкове відхилення товщини штаби (помилку регулювання) визначають виразом Ah = - ^ + S e x c (6) де F - у даному випадку «високочастотна» складова збурювання з боку штаби, наприклад, глисажна мітка, mv- жорсткість валкової системи, Sexc - «високочастотна» складова збурювання з боку прокатної КЛІТІ (биття опорних валків) При відсутності биття величина вищезгаданої помилки може складати 50-70% [1] від «природного» відхилення товщини Дп е = F / m Амплітуда биття може досягати в максимумі 0,2мм За прототип, що до пристрою прийнятий пристрій, що реалізує вищевказаний спосіб, який включає в себе послідовно з'єднані месдозу, стабілізатор зусилля, силовий (слідкуючий) контур розпору опорних валків, а також вузол корекції товщини за показниками вимірювача товщини на виході стану, підключений до другого входу стабілізатора зусилля Винахід вирішує задачу удосконалення способу і пристрою регулювання товщини штаби в попередньо напруженій КЛІТІ прокатного стану шляхом сполучення різних каналів керування, що дозволяє підвищити точність регулювання товщини Поставлена задача по способу регулювання товщини штаби в попередньо напруженій КЛІТІ листового прокатного стана, що включає вимір повного зусилля КЛІТІ, стабілізацію цього зусилля на заданому рівні за допомогою розпору опорних валків і корекцію зусилля розпору за показниками вимірювача товщини на виході стану, вирішується тим, що, ВІДПОВІДНО до винаходу, пружну деформацію валкової системи і биття опорних валків компенсують переміщенням швидкодіючого натискного пристрою При цьому пружну деформацію валкової системи компенсують залежним від зусилля розпору переміщенням AS = A Q n / m v (7) а биття опорних валків компенсують протифазним періодичним переміщенням, наприклад, за законом AS C = A1Smcot+ A2Coscot (8) де ю - кутова частота обертання опорного валка, А-і, Аг - амплітуди складових компенсуючого впливу, що підбираються, так щоб забезпечити мінімізацію ексцентриситети о і складової в прирості д о п заданого зусилля розпору Поставлена задача, що до пристрою регулювання товщини штаби в попередньо напруженій КЛІТІ листового прокатного стана, що включає в себе послідовно з'єднані месдозу, стабілізатор зусилля, силовий контур розпору опорних валків, а також вузол корекції товщини 61625 за показниками вимірювача товщини на виході стана, підключений до другого входу стабілізатора зусилля, вирішується тим, що, ВІДПОВІДНО до винаходу, до виходу стабілізатора підключають компенсатор пружної деформації валкового вузла, вихід якого підключений до регулюючого входу позиційного контуру швидкодіючого натискного пристрою КЛІТІ, а додатковий вхід компенсатора пружної деформації підключають до виходу задатчика компенсації При цьому до виходу стабілізатора підключають компенсатор биття опорних валків, вихід якого підключений до другого регулюючого входу позиційного контуру швидкодіючого натискного пристрою КЛІТІ, а додатковий вхід компенсатора биття підключений до тахогенератора головного приводу прокатної КЛІТІ Сутність пропонованої групи винаходів частково (при відсутності збурювань з боку прокатної КЛІТІ) ПОЯСНЮЄТЬСЯ за допомогою фіг 2, де на площині, абсциса якої вказує на товщину і розчин ненавантажених валків (Н, h, S), а ордината - на зусилля прокатки Р, графічно представлений процес формування вихідної товщини смуги з товщини під кату Початок координат цієї площини відповідає заданому зусиллю розпору опорних валків Qz, при цьому повне зусилля КЛІТІ буде дорівнювати зусиллю розпору, Ro = Qz Перемінні R і Q на площині креслення не показані Пряма 1о на площині є лінеаризацією вихідної кривої пластичної деформації металу, що прокочується, що характеризується вихідною товщиною Но і жорсткістю q штаби (тангенс кута нахилу лінії 1о) Крива 2о є лінеаризацією вихідної кривої пружної деформації КЛІТІ, що характеризується відправним розхилом S z і жорсткістю m КЛІТІ (тангенс кута нахилу лінії 2о) Перетинанню прямих 1 о і 2о в точці «А» відповідає відправне зусилля прокатки Ра і відправна товщина п а штаби Повне зусилля КЛІТІ В ЦІЙ ТОЧЦІ також є відправним, воно дорівнює Ra=Pa+Qz При збільшенні товщини під кату на величину АН ЛІНІЯ пластичної деформації зміщається убік і займає положення 1і Перетинанню прямих 1і і 2о в точці "Е" відповідає нове зусилля прокатки Ре і товщина штаби п е При цьому зусилля прокатки зміниться на величину, іменовану збурюванням F з боку підкату, F = ДРВ m+ q а товщина штаби зміниться на іменовану природним відхиленням, F (9) величину, (10) Повне зусилля КЛІТІ при цьому зміниться на ту ж величину, що і зусилля прокатки, AR = F (11) Відхилення повного зусилля КЛІТІ придушують до нуля зміною зусилля розпору по рівнянню (5) до величини д о = -F При цьому пружна деформація станини буде збережена на рівні Rz/c, що відповідає настроюванню КЛІТІ, а пружна характеристика КЛІТІ В цілому буде характеризуватися ЛІНІЄЮ ЗО, ЩО проходить через відправну точку "А" з нахилом, тангенс кута якого дорівнює жорсткості mv, валкової системи Точка «С» перетинання ЛІНІЙ 1 І І ЗО дасть нове зусилля прокатки Рс і товщину пс При цьому відхилення зусилля прокатки зросте до величини 1 + q/m (12) ЛР = Р - Р = F 1 + q/m v а відхилення товщини зменшиться до величини m+q Дпс = hc - h a = Ah, (13) m v +q Подальше зменшення відхилення товщини можна забезпечити тільки переміщенням натискного пристрою за законом (7), не перериваючи керування зусиллям розпору за законом (5) Оскільки рівність нулеві відхилення AR повного зусилля кліті обов'язково супроводжується рівністю д о п = ДО =-ДР , керування за законом (7) відповідає реалізації принципу Сімса-Головша на КЛІТІ ЗІ штучною жорсткістю m v AS n = A Q n / m v = A Q / m v = - A P / m v (14) Рівноважний стан усієї системи регулювання наступить, коли повне переміщення ~ п зрушить штучну характеристику КЛІТІ З положення Зо в положення 3-і, а її перетинання з прямою 1і переміститься з точки «С» у точку "D", що знаходиться на одній вертикалі з точкою "А" Відхилення товщини буде зведено до нуля Ahd=0 (15) а зусилля прокатки досягне свого максимального значення, що не залежить від способу регулювання, A P d = P d - P a =F(1 + q/m) (16) Придушення повільно змінних відхилень товщини, що залежать від прокатної КЛІТІ, ЗДІЙСНЮЮТЬ, вимірюючи відхилення товщини за кліттю і, змінюючи задане зусилля Rz=Ra (уставку) на величину A R C = m A h c , де Дп с корекція товщини, що накопичується з часом та має зворотний знак у порівнянні з вихідним відхиленням товщини від заданого значення Керування A R C відпрацьовується розпором опорних валків через поточний приріст AQ = AR c (1 + q/m) При цьому деформація станини зміниться на величину A R C /С , натискний пристрій здійснить переміщення ДО _ ARC 1+ (17) mv m v l, m а розхил навантажених валків зміниться на необхідну величину ^ = Ah c (18) mv + q ^ с j m Придушення ексцентриситету опорних валків забезпечують програмним переміщенням A S C натискного пристрою по синусоїдальному закону з кутовою частотою ю обертання опорного валка 8 61625 AS C = ASin(cot+cp) (19) де А - амплітуда переміщення, t - час, ф - фазове зрушення Цей закон зручно реалізувати в формі (8), яка дозволяє замінити складну процедуру зміни амплітуди і фазового зрушення більш простою процедурою зміни двох амплітуд, Аі і Аг, причому A = c = arctg p 2 Д Амплітуда Аі синусної складової і амплітуда Аг косинусної складової можуть підбиратись автоматично по інтегральних законах А-, = -[AQnSmcotdt (20) А 2 =-jAQ n Coscotdt Ексцентриситети а складова AQnexc=q(Sexc+ASc) (21) (22) п у поточному прирості заданого зусилля розпору пропорційна аналогічній складовій Дгіехс = S e X c + S c (23) товщини смуги У зв'язку з цим придушення ексцентриситети о і складової товщини забезпечують придушенням зксцентриситетної складової в прирості заданого зусилля розпору З часом швидко наступить умова t » V /со Тоді, маючи на увазі, що Д О п е х с =AQ s i n m a x Sincot + AQ c o s m a x Coscot (24) де прирості, AQ C 0 S m a x - прирості синусної і косинусної складових у прирості заданого зусилля розпору, рівняння (20)-(21) можна записати в наступному виді А AQ. -да, .Smzcotdt z ,Cos cotdt (25) (26) З виражень (25)-(26) випливає, що настроювання амплітуд А-і, Аг компенсуючого впливу завершиться за умови зведення до нуля ВІДПОВІДНИХ складових (до 5 | П т а х , Д О С О 5 m a x ) У прирості заданого зусилля розпору Отже, у цей момент ексцентриситети а складова товщини смуги, описувана виразом (23), також буде зведена до нуля Система регулювання товщини, що реалізує запропонований спосіб, показана на фіг З Об'єктом керування є прокатна кліть з металом 1 у валках Кпіть обладнана пдророзпором 2 між подушками опорних валків, пдронатискним пристроєм 3, вимірником 4 повного зусилля КЛІТІ (месдоза) Гідророзпір обладнаний силовим контуром 5, натискний пристрій обладнаний позиційним контуром 6 На валові головного приводу встановлений тахогенератор 7, що вимірює швидкість прокатки Базовими регулюючими елементами системи є стабілізатор 8 зусилля і вузол 9 корекції товщини за показниками вимірювача на виході стану Перший вхід стабілізатора 8 підключений до виходу месдози 4, другий вхід підключений до виходу вузла 9 корекції товщини, а вихід підключений до регулюючого входу силового контуру 5 розпору Додатковими регулюючими елементами системи є компенсатор 10 пружної деформації валкової системи і компенсатор 11 биття опорних валків Входи компенсаторів підключені до виходу стабілізатора 8 Крім того, додатковий вхід компенсатора 11 підключений до виходу тахогенератора 7 Виходи компенсаторів 10, 11 підключені до ВІДПОВІДНИХ регулюючих входів позиційного контуру 6 натискного пристрою Первісне зусилля пдророзпору встановлюють подачею завдання Qz на настроюваний вхід силового контуру 5 Первісне положення натискного пристрою встановлюють подачею завдання S z на настроюваний вхід позиційного контуру 6 Регулювання товщини включають при наявності в КЛІТІ штаби 1 Сигнал R з виходу месдози 4 надходить до стабілізатору 8 на перший вхід вузла порівняння 12 і на вхід запам'ятовуючого пристрою 13 (при замиканні ключа 14) Запам'ятовування звичайне роблять у момент прокатки головної ділянки першої штаби типорозміру, після чого ключ 14 розмикають Сигнал Дп с корекції товщини, формований вузлом 9 корекції товщини, подають на перший вхід помножувача 15, на другий вхід якого подають коефіцієнт жорсткості КЛІТІ m На виході помножувача одержують виправлення ARC = т Д п с , що подається на другий вхід суматора 16 Суматор 16 формує уставку Rz зусилля, підсумовуючи сигнал Re, запом'ятований запам'ятовуючим пристроєм 13, з виправленням AR C , що знімається з виходу помножувача 15 Уставка R z = R e +AR C надходить на другий вхід вузла 12 порівняння Сигнал неузгодженості вузла з виходу вузла 12 подається на вхід регулятора 17, що інтегрує сигнал Д О П = - —jAR-dt Сигнал доп з виходу стабілізатора 8 подають у силовий контур 5 розпору на регулюючий вхід Під дією силового контуру гидроциліндри 2 розпору змінюють зусилля на величину доти д о -> д о п , поки неузгодженість AR не буде зведено до нуля Таким чином, стабілізатор 8 стабілізує повне зусилля R на рівні уставки Rz Як наслідок, при цьому пружна деформація станини витримувається на постійному на рівні Rz/c Сигнал д о п з виходу стабілізатора 8 подають також на основні входи компенсаторів 10, 11 На додатковий вхід компенсатора 10 подають величину жорсткості m v валкової системи, що знімається з виходу задатчика 18 Компенсатор 10, обчислює необхідне переміщення для натискного пристрою AS n = A Q n / m v , що подається на перший регулюючий вхід позиційного контуру 6 61625 Натискний пристрій 3 змінює своє положення на величину AS -> A S n і цим самим компенсує пружну деформацію валкової системи На додатковий вхід компенсатора 11 биття опорних валків надходить сигнал швидкості V від тахогенератора 7 головного приводу Сигнал AS C з виходу компенсатора 11 подається на другий регулюючий вхід позиційного контуру 6 як додаткове завдання, що також відпрацьовується натискним пристроєм З Компенсатор 11 формує адаптивну періодичну складову A S C переміщення, що придушує биття опорних валків за критерієм мінімуму складової з частотою обертання опорних валків у сигналі д о п Компенсатор 11 (фіг 4) може містити суматор 19, ЛІНІЙНИЙ фільтр 20, диференціатор 2 1 , генератор 22 пилкоподібного періодичного сигналу, синусний 23 і косинусний 24 перетворювачі, чотири помножувача 25 - 28, інтегратори 29-30, керовані індивідуальні обмежники 31-32, геометричний суматор 33, граничний елемент 34 Принцип дії компенсатора 11 полягає в наступному Вхідний сигнал U = ДО П надходить на вхід схеми, що складається з фільтра 20 і диференціатора 21 Схема виділяє "високочастотний" сигнал L)2=U-Ui, обумовлений, головним чином, биттям опорних валків Сигнал Ui - це вихідний сигнал фільтра 20 Сигнал V лінійної швидкості обертання надходить на вхід генератора 22 Генератор формує пилкоподібний періодичний сигнал з амплітудою 2ті і циклом Т с = T I D Q / V , де Do, -діаметр опорного валка На базі цього сигналу перетворювачі 23, 24 формують синусоїди з фазовою розбіжністю я / На виході перетворювача 23 маємо, наприклад, синусоїду 24-Sin| 27lt Sin 27lt на виході де - І = Cos 2 Тс перетворювача перемінна t поточний час Перша синусоїда подається на перші входи непарних помножувачів 25, 27 Друга синусоїда (зрушена на кут я/) подається на перші входи парних помножувачів 26, 28 Сигнал ІІ2 з виходу диференціатора 21 подається на другі входи помножувачів 25, 26 Добутки, одержувані на виходах цих помножувачів, подаються ВІДПОВІДНО на входи інтеграторів 29, ЗО На виході інтегратора 29 буде накопичуватися сигнал и 3 = -[U 2 Sin—— dt, 'с пропорційний амплітуді синусоїдального компонента сигналу ІІ2, на виході інтегратора ЗО сигнал U 4 =-JU 2 Cos пропорційний І f* косинусоїдальнш компоненті цього сигналу Сигнали з виходів інтеграторів подаються на ВІДПОВІДНІ індивідуальні обмежники 3 1 , 32, а 10 також на входи геометричного суматора 33 Сигнал геометричного суматора подається на граничний елемент 34 Поріг елемента 34 і первісний рівень симетричних обмежень в індивідуальних обмежниках 31-32 дорівнює припустимій амплітуді компенсації, що трохи перевищує максимальну амплітуду биття опорних валків Якщо вихідний сигнал геометричного суматора виходить на це обмеження, то спрацьовує граничний елемент 34, у результаті чого на індивідуальних обмежниках 31-32 фіксуються нові припустимі рівні, дорівнювані абсолютним значенням сигналів ІІз, ІЦ у поточний момент, що будуть зберігатися доти, поки сигнал геометричного суматора 33 не ввійде в припустиму зону ВИХІДНІ сигнали А-і, Аг автономних обмежників є амплітудами (позитивними або негативними) фазових складових компенсуючого впливу C = A.,Sin27i 1 A 2 S m 2л 1 що формується схемою з помножувачів 27, 28 і суматора 19 Інтегрування амплітуд А-і, Аг закінчується при повному зникненні гармонійної складової з періодом Т с у сигналі U Це можливо тільки в тому випадку, якщо вплив A S C , що компенсує, цілком придушує ексцентриситет Фіг 5 ілюструє осциллограми зміни товщини на виході КЛІТІ стану 810 гарячої прокатки Параметри об'єкта наступні жорсткість КЛІТІ т=2500кН/мм, жорсткість станини і валкової системи с и m v = 5000 кН/мм, жорсткість штаби q=7500KH/MM По осі абсцис показаний час у секундах По осі ординат показане відхилення товщини в мікронах Збурювання F збільшення пдророзпору ДО і переміщення пдронатискного пристрою AS показані в масштабах, приведених до товщини Масштаб відхилення AR зусилля на стійках станини збігається з масштабом F Осцилограми на фіг 5-а відповідають прокатці без регулювання товщини Збурювання F=500KH створює відхилення товщини Д п е = 2 0 0 м к м На додаток до цього ексцентриситет опорних валків ±100мкм створює відхилення ±25мкм Осцилограми на фіг 5-6 відповідають регулюванню за прототипом Зворотний зв'язок по зусиллю на стійках станини, що впливає на об'єкт через пдророзпір опорних валків, зменшує відхилення товщини, обумовлене основним збурюванням F, на 40мкм (на 20%) Настільки незначна ефективність пояснюється насамперед високою жорсткістю штаби Ексцентриситети а складова збільшилася до ±40мкм І, нарешті, осцилограми на фіг 5-в, що відповідають регулюванню товщини за допомогою пропонованого пристрою, свідчать про практично повне усунення різнотовщинності Пропонований пристрій виключає помилку регулювання, обумовлену деформацією валкової системи і биттям опорних валків, що допускається в прототипі, що свідчить про досягнення технічного результату 61625 12 11 Джерела інформації полосы при горячей прокатке)) Под ред П Гринчук П С , Иофин Б В , Кожевников Р С , и И Чинаева, Киев, "Техніка",1973, С 74-77 (рис 14др «Высокоточная стабилизация толщины 6 на стр 75) 13 61625 Фіг 4 14 15 Комп'ютерна верстка Т Чепелєва 61625 Підписне 16 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for adjustment of thickness of strip in prestressed stand of rolling mill
Назва патенту російськоюСпособ регулировки толщины полосы в предварительно напряженной клети листового прокатного стана и устройство для его реализации
МПК / Мітки
МПК: B21B 37/16
Мітки: прокатного, спосіб, товщини, стана, штаби, листового, реалізації, регулювання, попередньо, кліті, напружений, пристрій
Код посилання
<a href="https://ua.patents.su/8-61625-sposib-regulyuvannya-tovshhini-shtabi-u-poperedno-napruzhenijj-kliti-listovogo-prokatnogo-stana-i-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб регулювання товщини штаби у попередньо напруженій кліті листового прокатного стана і пристрій для його реалізації</a>
Пристрій для створення гідравлічного розпору в кліті листового прокатного стана
Номер патенту: 26057
Опубліковано: 30.04.1999
Автори: ДЖОВАННІ НІГРІС, ДЖАМП'ЄРТО БЕНЕДЕТТІ
Мітки: пристрій, стана, листового, розпору, прокатного, гідравлічного, створення, кліті
Формула / Реферат:
1. Устройство для создания гидравлического распора в клети листового прокатного стана, устанавливаемое под нажимным винтом, содержащее две противолежащие плиты, связанные между собой гибкой оболочкой в виде сильфона, своими переходными прикромочными участками опертой на примыкающие фасонные поверхности плит, и приваренной к ним, а в средней части выполненной с выпуклыми наружу свободными тороидальными участками, образуя между плитами...
Спосіб регулювання натягу штаби в процесі прокатки між клітями багатоклітьового стана з пічними моталками
Номер патенту: 59700
Опубліковано: 15.09.2003
Автори: Остапенко Арнольд Леонтійович, Барабаш Андрій Володимирович, Каушанський Ігор Борисович, Стеч Володимир Станіславович, Білобров Юрій Миколайович, Леонідов-Каневський Євген Володимирович, Гагарін Павел Павлович
МПК: B21B 37/48
Мітки: багатоклітьового, прокатки, клітями, пічними, штаби, процесі, спосіб, натягу, стана, моталками, регулювання
Формула / Реферат:
1. Спосіб регулювання натягу смуги в процесі прокатки між клітями багатоклітьового стана з пічними моталками, що включає зміну частоти обертання ведених клітей по відхиленню міжклітьових натягів, який відрізняється тим, що обчислюють потужність прокатки кожної кліті, з цієї потужності виділяють потужність прокатки без натягу, а потім і потужність, обумовлену натягами, яку використовують для визначення величини натягів, при цьому міжклітьові...
Пристрій для регулювання міжвалкового зазору кліті прокатного стану
Номер патенту: 12859
Опубліковано: 28.02.1997
Автори: Ліфшин Леонід Аркадійович, Домікеєв Валентин Васильович, Єпішевіч Аркадій Давидовіч, Любімов Юрій Валентинович, Топалєр Сєргєй Міхайловіч, Мєханік Владімір Пєтровіч, Яланський Вячеслав Петрович, Классєн Едгар Яковлєвіч
МПК: B21B 37/58
Мітки: стану, регулювання, пристрій, міжвалкового, прокатного, зазору, кліті
Формула / Реферат:
(57) 1. Устройство для регулирования меж валкового зазора клети прокатного стана, содержащее гидроцилиндры распора клети, установленные между подушками прокатных валков, регулируемый источник давления, со единенный магистралью с гидроцилиндрами распора клети, датчик наличия листа, блок задания начальной длины листа, блок задания длин участков листа, блок задания давлений, пороговые элементы, отличающееся тем, что оно снабжено датчиком...
Пристрій для регулювання міжвалкового зазору по ширині штаби
Номер патенту: 46259
Опубліковано: 15.05.2002
Автори: Андрусевич Дмитро Анатолійович, Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: ширини, пристрій, штаби, зазору, міжвалкового, регулювання
Формула / Реферат:
Пристрій для регулювання міжвалкового зазору по ширині штаби, що прокатують, включає в себе робочі й опорні валки з подушками, гідроциліндри для противигину робочих валків, встановлені в подушках нижнього робочого валка, систему подачі рідини високого тиску, який відрізняється тим, що торці опорних ділянок плунжерів виконані з площею поперечного перерізу меншою площі поперечного перерізу самого плунжера, а довжина опорної ділянки плунжера...
Робоча кліть прокатного стана
Номер патенту: 60115
Опубліковано: 15.09.2003
Автори: Сатонін Антон Олександрович, Кокотько Михайло Євгенович, Сатонін Олександр Володимирович, Морозов Ігор Олександрович, Федорінов Володимир Анатолійович
МПК: B21B 13/00
Мітки: кліть, робоча, прокатного, стана
Формула / Реферат:
Робоча кліть прокатного стана, яка включає станини, механізм установки валків, верхній та нижній робочі валки, які за допомогою подушок установлені в розточках станин, який відрізняється тим, що робоча кліть оснащена верхнім та нижнім механізмами, які забезпечують почергову подачу штаби у робочі валки, маючи можливість реверсивного повороту відносно осей останніх на кут, не перевищуючий 360°, при цьому кожен з вищевказаних механізмів має,...