Спосіб нанесення захисно-декоративного покриття на подовжену заготовку
Номер патенту: 89272
Опубліковано: 10.04.2014
Автори: Станкевич Володимир Васильович, Кошелев В'ячеслав Михайлович, Макарущенко Андрій Миколайович

Формула / Реферат
1. Спосіб нанесення захисно-декоративного покриття на подовжену заготовку, який включає транспортування заготовки до напилювальної станції, створення в камері напилювальної станції вакууму, підтримування заготовки біля напилювальної станції, нанесення покриття термічним, електронно-променевим, дуговим або магнетронним випарником, напуск газу в простір між заготовкою і камерою, забезпечення взаємного обертання тіла заготовки та напилювача, який відрізняється тим, що зменшують кутову швидкість взаємного обертання в момент, коли відповідна грань заготовки повернута до напилювача.
2. Спосіб нанесення захисно-декоративного покриття на подовжену заготовку за п. 1, який відрізняється тим, що зменшують кутову швидкість взаємного обертання при проходженні грані заготовки умовного сектора обертання, що має межі ± 15 град., від умовної лінії, що сполучає вісь обертання і центр напилювача.
3. Спосіб нанесення захисно-декоративного покриття на подовжену заготовку за п. 1, який відрізняється тим, що перед напиленням поверхню заготовки обробляють струминно-абразивно з подальшим оплавленням плазмовим струменем так, щоб оплавився шар завтовшки 50-70 mm.
Текст
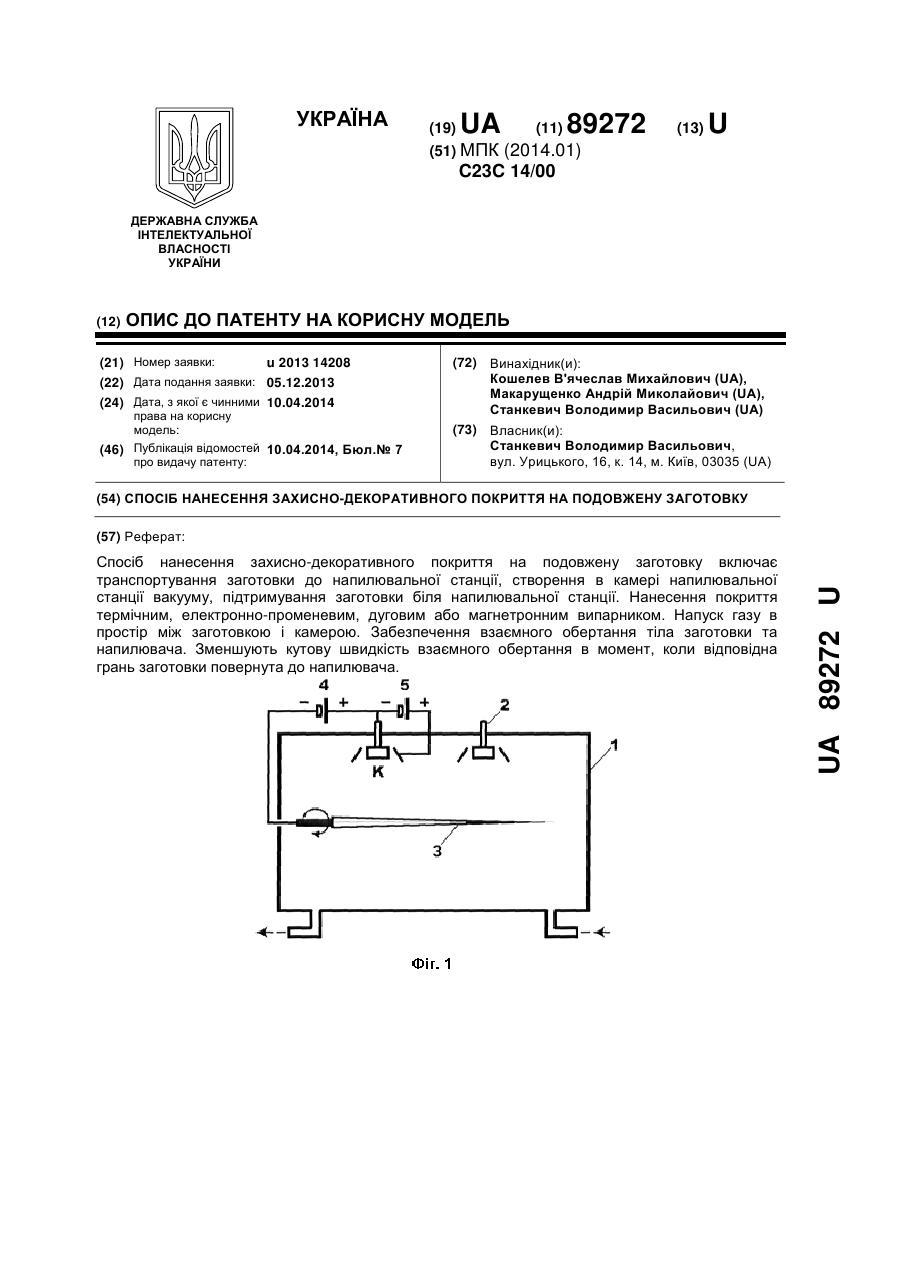
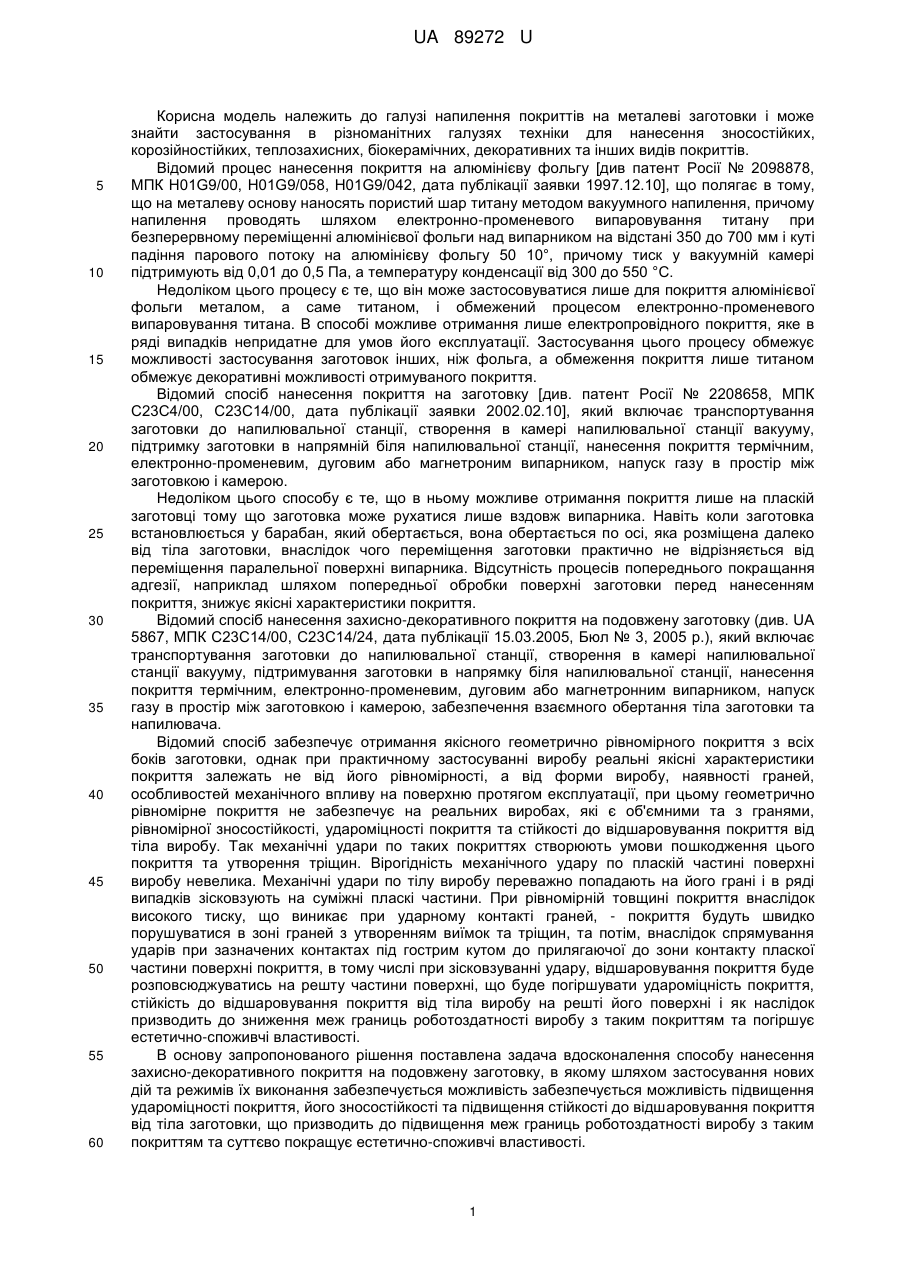
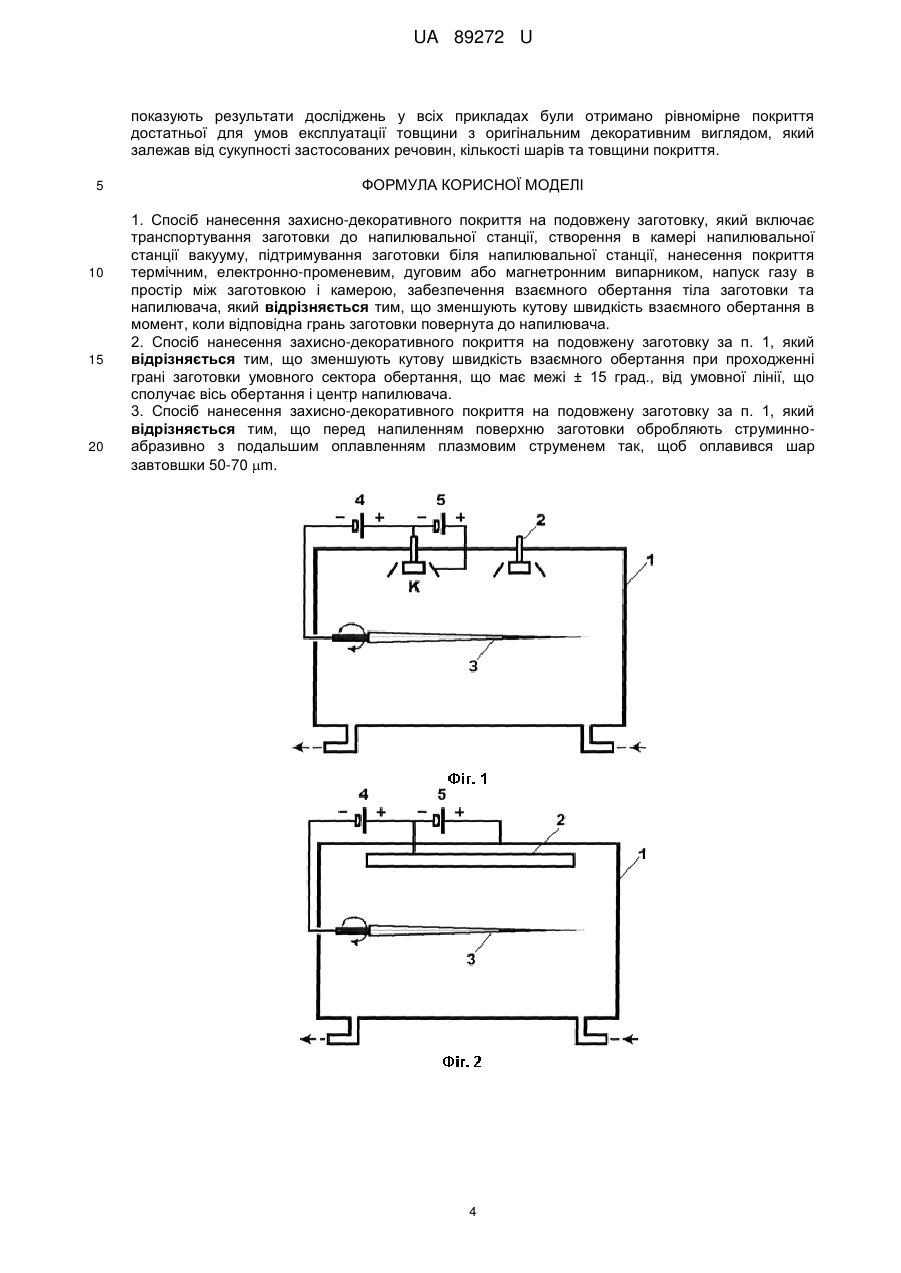
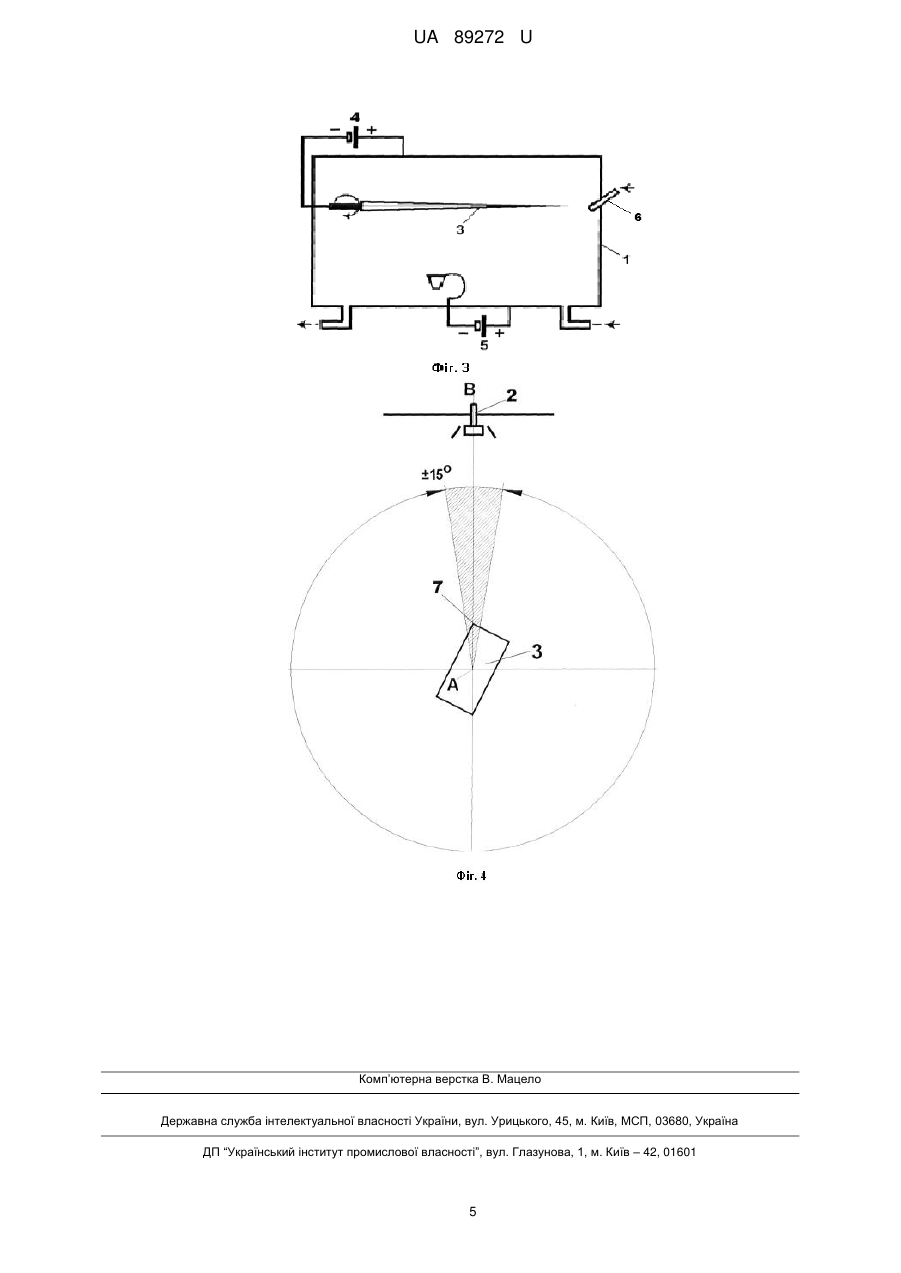
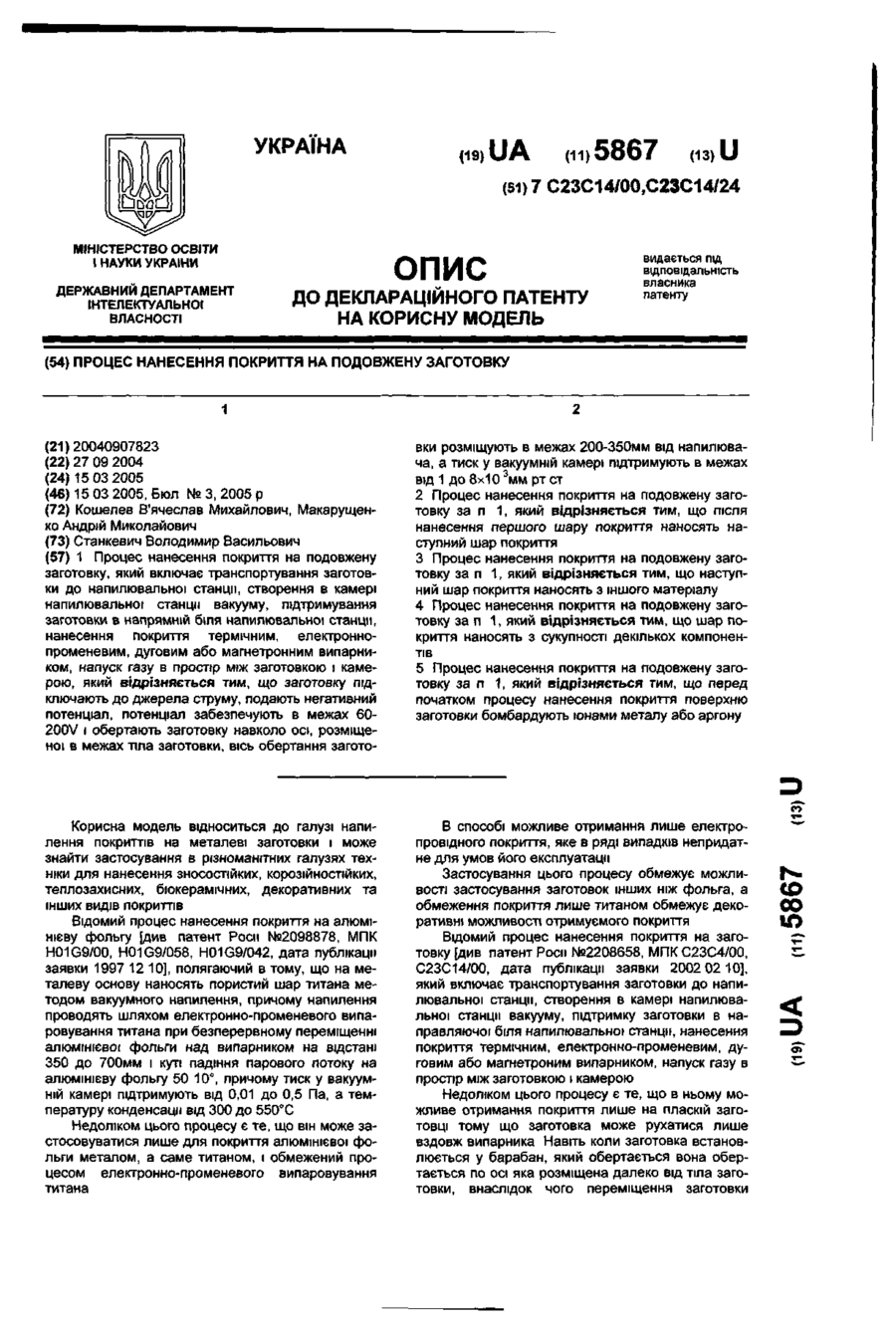
Реферат: UA 89272 U UA 89272 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі напилення покриттів на металеві заготовки і може знайти застосування в різноманітних галузях техніки для нанесення зносостійких, корозійностійких, теплозахисних, біокерамічних, декоративних та інших видів покриттів. Відомий процес нанесення покриття на алюмінієву фольгу [див патент Росії № 2098878, МПК H01G9/00, H01G9/058, H01G9/042, дата публікації заявки 1997.12.10], що полягає в тому, що на металеву основу наносять пористий шар титану методом вакуумного напилення, причому напилення проводять шляхом електронно-променевого випаровування титану при безперервному переміщенні алюмінієвої фольги над випарником на відстані 350 до 700 мм і куті падіння парового потоку на алюмінієву фольгу 50 10°, причому тиск у вакуумній камері підтримують від 0,01 до 0,5 Па, а температуру конденсації від 300 до 550 °C. Недоліком цього процесу є те, що він може застосовуватися лише для покриття алюмінієвої фольги металом, а саме титаном, і обмежений процесом електронно-променевого випаровування титана. В способі можливе отримання лише електропровідного покриття, яке в ряді випадків непридатне для умов його експлуатації. Застосування цього процесу обмежує можливості застосування заготовок інших, ніж фольга, а обмеження покриття лише титаном обмежує декоративні можливості отримуваного покриття. Відомий спосіб нанесення покриття на заготовку [див. патент Росії № 2208658, МПК С23С4/00, С23С14/00, дата публікації заявки 2002.02.10], який включає транспортування заготовки до напилювальної станції, створення в камері напилювальної станції вакууму, підтримку заготовки в напрямній біля напилювальної станції, нанесення покриття термічним, електронно-променевим, дуговим або магнетроним випарником, напуск газу в простір між заготовкою і камерою. Недоліком цього способу є те, що в ньому можливе отримання покриття лише на пласкій заготовці тому що заготовка може рухатися лише вздовж випарника. Навіть коли заготовка встановлюється у барабан, який обертається, вона обертається по осі, яка розміщена далеко від тіла заготовки, внаслідок чого переміщення заготовки практично не відрізняється від переміщення паралельної поверхні випарника. Відсутність процесів попереднього покращання адгезії, наприклад шляхом попередньої обробки поверхні заготовки перед нанесенням покриття, знижує якісні характеристики покриття. Відомий спосіб нанесення захисно-декоративного покриття на подовжену заготовку (див. UA 5867, МПК С23С14/00, С23С14/24, дата публікації 15.03.2005, Бюл № 3, 2005 p.), який включає транспортування заготовки до напилювальної станції, створення в камері напилювальної станції вакууму, підтримування заготовки в напрямку біля напилювальної станції, нанесення покриття термічним, електронно-променевим, дуговим або магнетронним випарником, напуск газу в простір між заготовкою і камерою, забезпечення взаємного обертання тіла заготовки та напилювача. Відомий спосіб забезпечує отримання якісного геометрично рівномірного покриття з всіх боків заготовки, однак при практичному застосуванні виробу реальні якісні характеристики покриття залежать не від його рівномірності, а від форми виробу, наявності граней, особливостей механічного впливу на поверхню протягом експлуатації, при цьому геометрично рівномірне покриття не забезпечує на реальних виробах, які є об'ємними та з гранями, рівномірної зносостійкості, удароміцності покриття та стійкості до відшаровування покриття від тіла виробу. Так механічні удари по таких покриттях створюють умови пошкодження цього покриття та утворення тріщин. Вірогідність механічного удару по пласкій частині поверхні виробу невелика. Механічні удари по тілу виробу переважно попадають на його грані і в ряді випадків зісковзують на суміжні пласкі частини. При рівномірній товщині покриття внаслідок високого тиску, що виникає при ударному контакті граней, - покриття будуть швидко порушуватися в зоні граней з утворенням виїмок та тріщин, та потім, внаслідок спрямування ударів при зазначених контактах під гострим кутом до прилягаючої до зони контакту пласкої частини поверхні покриття, в тому числі при зісковзуванні удару, відшаровування покриття буде розповсюджуватись на решту частини поверхні, що буде погіршувати удароміцність покриття, стійкість до відшаровування покриття від тіла виробу на решті його поверхні і як наслідок призводить до зниження меж границь роботоздатності виробу з таким покриттям та погіршує естетично-споживчі властивості. В основу запропонованого рішення поставлена задача вдосконалення способу нанесення захисно-декоративного покриття на подовжену заготовку, в якому шляхом застосування нових дій та режимів їх виконання забезпечується можливість забезпечується можливість підвищення удароміцності покриття, його зносостійкості та підвищення стійкості до відшаровування покриття від тіла заготовки, що призводить до підвищення меж границь роботоздатності виробу з таким покриттям та суттєво покращує естетично-споживчі властивості. 1 UA 89272 U 5 10 15 20 25 30 35 40 45 50 55 Поставлена задача вирішується тим, що спосіб нанесення захисно-декоративного покриття на подовжену заготовку, включає транспортування заготовки до напилювальної станції, створення в камері напилювальної станції вакууму, підтримування заготовки біля напилювальної станції, нанесення покриття термічним, електронно-променевим, дуговим або магнетронним випарником, напуск газу в простір між заготовкою і камерою, та забезпечення взаємного обертання тіла заготовки та напилювача, згідно з корисною моделлю, зменшують кутову швидкість взаємного обертання в момент, коли відповідна грань заготовки повернута до напилювача. Внаслідок застосування сукупності емпірично підібраних особливостей нового способу нанесення покриття, отримане за способом покриття буде мати плавне потовщення з піком його товщини саме в зонах граней заготовки. Локальне потовщення покриття в зонах граней заготовки підвищує ударостійкість покриття, покращує удароміцність, що у свою чергу знижує можливість утворення тріщин та виїмок в зоні найбільш вірогідного механічного удару. Відсутність зазначених порушень в свою чергу не допускає розвитку розтріскування і відшаровування на прилягаючі до зони контакту ділянки, і відшаровування покриття не буде розповсюджуватись на решту частину поверхні, що буде покращувати удароміцність покриття, стійкість до відшаровування покриття від тіла виробу на решті його поверхні і як наслідок призводить до розширення меж границь роботоздатності виробу з отриманим за способом покриттям та покращує його естетично-споживчі властивості. В окремих варіантах виконання способу нанесення захисно-декоративного покриття на подовжену заготовку зменшують кутову швидкість взаємного обертання при проходженні грані заготовки умовного сектора обертання, що має межі ± 15 град., від умовної лінії, що сполучає вісь обертання і центр напилювача. Внаслідок застосування таких особливостей нового способу нанесення покриття, отримане за способом покриття буде мати оптимальними співвідношеннями товщин шарів покриття в зоні граней та на пласких поверхнях. В окремих варіантах виконання способу нанесення захисно-декоративного покриття на подовжену заготовку перед напиленням поверхню заготовки обробляють струминно-абразивно з подальшим оплавленням плазмовим струменем так, щоб оплавився шар завтовшки 50-70 m. Це покращує структуру поверхні заготовки перед напилюванням. Після попередньої обробки шар покриття краще прилипає до основи заготовки при цьому додатково округлюються грані, що додатково покращує міцність нашарованого покриття при динамічному впливі на поверхню виробу та забезпечує подовжену працездатність виробу. Запропоновані варіанти нанесення покриття ілюструються кресленнями. Процес нанесення покриття може здійснюватися із застосуванням електродуг Фіг. 1, магнетронних, Фіг. 2 або електронно-променевих випарників Фіг. 3. На Фіг. 4 показано взаємне положення заготовки та напилювача при проходженні грані заготовки умовного сектора обертання (проілюстрованого штрихуванням), що має межі ± 15 град., від умовної лінії, що сполучає вісь обертання і центр напилювача. На кресленнях міститься камера напилювальної станції 1, матеріал, що напилюється, 2, подовжена заготовка 3, джерело струму 4 і 5, джерело електронного променя 6, вісь А обертання заготовки, грань 7 заготовки 3, А - В умовна лінія, що сполучає вісь обертання і центр напилювача. У всіх прикладах на заготовку 3, яка обертається, подається негативний потенціал, що забезпечує хорошу адгезію іонів. В електродугових випарниках Фіг. 1 між катодом К і анодом А за допомогою джерела 5 запалюється вакуумна форма електричної дуги. Дуга горить в парах наприклад Ті або Zr, з яких виконаний катод. При цьому відбувається іонізація металу і реакційного газу, що обумовлює протікання плазмово-хімічної реакції. Катод може мати точкову або протяжну форму. В магнетронних випарниках Фіг. 2 процес розпилення катода 2 відбувається в результаті інтенсивного бомбардування іонами аргону, що подається додатково у вакуумну камеру. Іонізація газу і бомбардування відбувається в схрещеному електричному і магнітному полях. Іони аргону, ударяючи в поверхню катода, вибивають з нього іони металу. Паралельно з іонізацією аргону відбувається іонізація реакційного газу, що створює умови для протікання плазмово-хімічної реакції. В електронно-променевому випарнику Фіг. 3 плавлення і випаровування металу, здійснюється електронним променем з джерела 6, електрони швидшають під дією потенціалу 5000-10000 вольт з джерела 5, Фіг. 3 іонізація пари металу і реакційного газу здійснюється джерелом іонів аргону. 2 UA 89272 U 5 Розроблений процес ілюструється наведеними в Таблиці прикладами. В Таблиці зазначено тип застосованого випарника, потенціал на заготовці, відстань між віссю заготовки та запилювачем, тиск у вакуумній камері, наявність попереднього бомбардування та застосовані для бомбардування матеріали, речовини застосовані для формування покриття кількість шарів покриття та показники отриманого покриття в кожному прикладі. Таблиця 1 Відстань Тиск у між віссю Попереднє вакуумній Потенціал Прикзаготовки бомбаркамері на заголади та дування, -3 товці 10 мм напилюіони рт. ст. вачем мм Тип випарника ТовЗастощина совані Кількість Показники покриречо- шарів покриття ття вини мкм 1 Zr дуговий N2, Zr 3 Рівномірне покриття 4 77 218 1 термічний, електроннопроменевий Ті, Аr, N2, O2 5 Рівномірне покриття 6 112 256 3 дуговий Ті, N2 2 4 182 331 7 магнетронний Ті, Аr, O2 2 5 95 237 2 Ті термічний, електроннопроменевий Ті, Аr, Oг, Zr 3 6 147 293 5 дуговий Ті, О2 2 7 250 160 7 дуговий Сr 1 8 165 312 6 Аr магнетронний Ті, Аr, N2 2 9 210 200 3 дуговий Ті, O2 2 10 310 110 8 магнетронний Сr, О2 1 11 200 350 8 магнетронний О2, Zr 2 12 230 180 3 Zr дуговий Ті 2 13 270 140 8 Аr дуговий Ті 1 14 20 4 3 15 275 2 10 130 290 130 7 магнетронний Сr 1 Рівномірне покриття Рівномірне покриття Рівномірне покриття Рівномірне покриття Рівномірне покриття Рівномірне покриття Рівномірне покриття Рівномірне покриття Рівномірне покриття Рівномірне покриття Рівномірне покриття Рівномірне покриття 3 2 5 2 1 3 2,5 1 1 2 3 2 В наведених прикладах поверхню заготовки попередньо обробляли струменево-абразивно з подальшим оплавленням плазмовим струменем так, щоб оплавився поверхневий шар завтовшки 50-70 m, потім заготовку транспортували до відповідної напилювальної станції, заготовку підключали до джерела струму, з негативним потенціалом межах 60-200 v, розміщували вісь обертання заготовки в межах 200-350 мм, від напилювача, створювали в камері напилювальної станції вакуум. Обертали заготовку навколо осі, або вручну або з використанням електроприводу (не показано), керованого за допомогою традиційного програмованого пристрою зменшували кутову швидкість взаємного обертання при проходженні грані заготовки умовного сектора обертання, що має межі ± 15 град., від умовної лінії, що сполучає вісь обертання і центр напилювача. В окремих зазначених в прикладах випадках поверхню заготовки попередньо бомбардували іонами металу або аргону, потім наносили покриття відповідно до прикладу термічним, електронно-променевим, дуговим або магнетронним випарником. При цьому застосовували відповідні матеріали для нанесення покриття зазначені в прикладах. Тиск у вакуумній камері підтримували в межах від 1 до 8 × 10 3 мм рт. ст. Для отримання багатошарового покриття процес нанесення повторювали. Як 3 UA 89272 U показують результати досліджень у всіх прикладах були отримано рівномірне покриття достатньої для умов експлуатації товщини з оригінальним декоративним виглядом, який залежав від сукупності застосованих речовин, кількості шарів та товщини покриття. 5 10 15 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб нанесення захисно-декоративного покриття на подовжену заготовку, який включає транспортування заготовки до напилювальної станції, створення в камері напилювальної станції вакууму, підтримування заготовки біля напилювальної станції, нанесення покриття термічним, електронно-променевим, дуговим або магнетронним випарником, напуск газу в простір між заготовкою і камерою, забезпечення взаємного обертання тіла заготовки та напилювача, який відрізняється тим, що зменшують кутову швидкість взаємного обертання в момент, коли відповідна грань заготовки повернута до напилювача. 2. Спосіб нанесення захисно-декоративного покриття на подовжену заготовку за п. 1, який відрізняється тим, що зменшують кутову швидкість взаємного обертання при проходженні грані заготовки умовного сектора обертання, що має межі ± 15 град., від умовної лінії, що сполучає вісь обертання і центр напилювача. 3. Спосіб нанесення захисно-декоративного покриття на подовжену заготовку за п. 1, який відрізняється тим, що перед напиленням поверхню заготовки обробляють струминноабразивно з подальшим оплавленням плазмовим струменем так, щоб оплавився шар завтовшки 50-70 m. 4 UA 89272 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюStankevych Volodymyr Vasyliovych
Автори російськоюСтанкевич Владимир Васильевич
МПК / Мітки
МПК: C23C 14/00
Мітки: заготовку, спосіб, подовжену, захисно-декоративного, покриття, нанесення
Код посилання
<a href="https://ua.patents.su/7-89272-sposib-nanesennya-zakhisno-dekorativnogo-pokrittya-na-podovzhenu-zagotovku.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення захисно-декоративного покриття на подовжену заготовку</a>
Процес нанесення покриття на подовжену заготовку
Номер патенту: 5867
Опубліковано: 15.03.2005
Автори: Кошелев В'ячеслав Михайлович, Макарущенко Андрій Миколайович
МПК: C23C 14/00, C23C 14/24
Мітки: подовжену, процес, заготовку, покриття, нанесення
Формула / Реферат:
1. Процес нанесення покриття на подовжену заготовку, який включає транспортування заготовки до напилювальної станції, створення в камері напилювальної станції вакууму, підтримування заготовки в напрямній біля напилювальної станції, нанесення покриття термічним, електронно-променевим, дуговим або магнетронним випарником, напуск газу в простір між заготовкою і камерою, який відрізняється тим, що заготовку підключають до джерела струму, подають...
Спосіб нанесення нітридного декоративного рельєфного покриття на поверхню виробу
Номер патенту: 54100
Опубліковано: 17.02.2003
Автор: Михайлов Вячеслав Олександрович
МПК: C23C 14/04
Мітки: виробу, нанесення, рельєфного, покриття, спосіб, декоративного, поверхню, нітридного
Формула / Реферат:
Спосіб нанесення нітридного декоративного рельєфного покриття на поверхню виробу методом вакуумного іонного бомбардування, що включає розміщення на поверхні виробу трафарету, який відрізняється тим, що трафарет виготовляють таким чином, що при його установці на виріб елементи трафарету розташовуються там, де потрібно наносити покриття, при цьому на вільну від елементів трафарету частину поверхні виробу наносять сажну маску, наприклад, методом...
Композиція для захисно-декоративного покриття фасадів будівель та споруд (варіанти)
Номер патенту: 24800
Опубліковано: 06.10.1998
Автор: Зузанський Юрій Мечиславович
МПК: C09D 1/00, C04B 28/20, C04B 28/00, C04B 26/04
Мітки: композиція, покриття, фасадів, захисно-декоративного, варіанти, споруд, будівель
Формула / Реферат:
1. Композиція для захисно-декоративного покриття фасадів будівель та споруд, що містить в'яжуче (клей), мінеральні заповнювачі і воду, яка відрізняється тим, що композиція в якості в'яжучого містить вапно і розчинне скло, а в якості мінеральних заповнювачів - кварцовий пісок, білила цинкові, а також пігмент у такому співвідношенні компонентів, мас.%: Вапно 3 - 5 Кварцовий пісок 15...
Спосіб нанесення підмастильного покриття на заготовку в потоці з волочінням

Номер патенту: 49292
Опубліковано: 16.09.2002
Автори: Ломов Ілля Миколайович, Должанський Анатолій Михайлович
МПК: B21C 9/00
Мітки: спосіб, волочінням, заготовку, нанесення, підмастильного, покриття, потоці
Формула / Реферат:
Спосіб нанесення підмастильного покриття на заготовку в потоці з волочінням, що містить його осадження на поверхні заготовки при її проходженні скрізь надлишок дрібнодисперсного матеріалу покриття, який рухається тангенціально до її поверхні, що має питомий об'ємний електроопір не менше 108 Ом·м, перед нанесенням мастила та деформацією, який відрізняється тим, що до осадження сухі частки матеріалу покриття переміщуються із сковзанням по...
Спосіб і пристрій для нанесення покриття на металеву заготовку зануренням в розплав
Номер патенту: 80608
Опубліковано: 10.10.2007
Автори: Хартунг Ханс Георг, Траковскі Вальтер, Брісбергер Рольф, Беренс Хольгер, Тенькхофф Бернхард, Цилєнбах Міхель
МПК: C23C 2/14, C23C 2/36, C23C 2/00
Мітки: нанесення, заготовку, зануренням, розплав, покриття, металеву, пристрій, спосіб
Формула / Реферат:
1. Спосіб нанесення покриття на металеву заготовку (1), зокрема сталеву стрічку, зануренням в розплав, при якому металеву заготовку (1) пропускають вертикально через місткість (3), що містить розплавлений метал (2) покриття, і через розташований перед місткістю напрямний канал (4) певної висоти (Н), при цьому в ділянці напрямного каналу (4) встановлюють щонайменше два розташованих по обох сторонах від металевої заготовки (1) індуктори (5), що...
Попередній патент: Спосіб профілактики плацентарної дисфункції у вагітних з високим ризиком утробного інфікування
Наступний патент: Спосіб карбонізації амонізованого розсолу
Випадковий патент: Індивідуальний кондиціонер для одягу