Застосування водного розчину для обробки поверхні сталевого листа та спосіб змащування сталевого листа
Номер патенту: 89368
Опубліковано: 25.01.2010
Автори: Белло Ален, Жаксон Ерік, Птижан Жак, Арну Клод
Формула / Реферат
1. Застосування водного розчину, який містить іони сульфату SO42- в концентрації, яка перевищує або рівна 0,01 моль/л, для обробки поверхні сталевого листа, покритого, принаймні з однієї сторони, металевим покриттям на основі цинку або його сплавів, для зменшення утворення порошку або металевих частинок на основі цинку або його сплавів при руйнуванні покриття під час формування зазначеного листа.
2. Застосування за п. 1, яке відрізняється тим, що водний розчин додатково містить іони Zn2+ в концентрації, яка перевищує або рівна 0,01 моль/л.
3. Застосування за п. 2, яке відрізняється тим, що концентрація іонів Zn2+ і концентрація іонів SO42- знаходяться у межах від 0,07 до 0,55 моль/л.
4. Застосування за будь-яким із пп. 1-3, яке відрізняється тим, що рН водного розчину знаходиться в межах від 5 до7.
5. Застосування за будь-яким із пп. 1-4, яке відрізняється тим, що концентрація іонів SO42- перевищує 0,07 моль/л.
6. Застосування за будь-яким із пп. 1-5, яке відрізняється тим, що щільність поляризаційного струму під час обробки перевищує 20 А/дм2.
7. Спосіб змащування сталевого листа, який містить шар металевого покриття на основі цинку або його сплавів, у якому: на зазначений лист наносять верхній шар на основі гідроксисульфату цинку й сульфату цинку, при цьому зазначений верхній шар одержаний із застосуванням водного розчину за будь-яким із пп. 1-6; після чого на верхній шар наносять плівку олії в кількості, меншій за 1 г/м2.
8. Спосіб за п. 7, який відрізняється тим, що кількість олійної плівки менша за 0,9 г/м2.
9. Спосіб за п. 8, який відрізняється тим, що кількість олійної плівки знаходиться в межах від 0,2 до 0,5 г/м2.
Текст
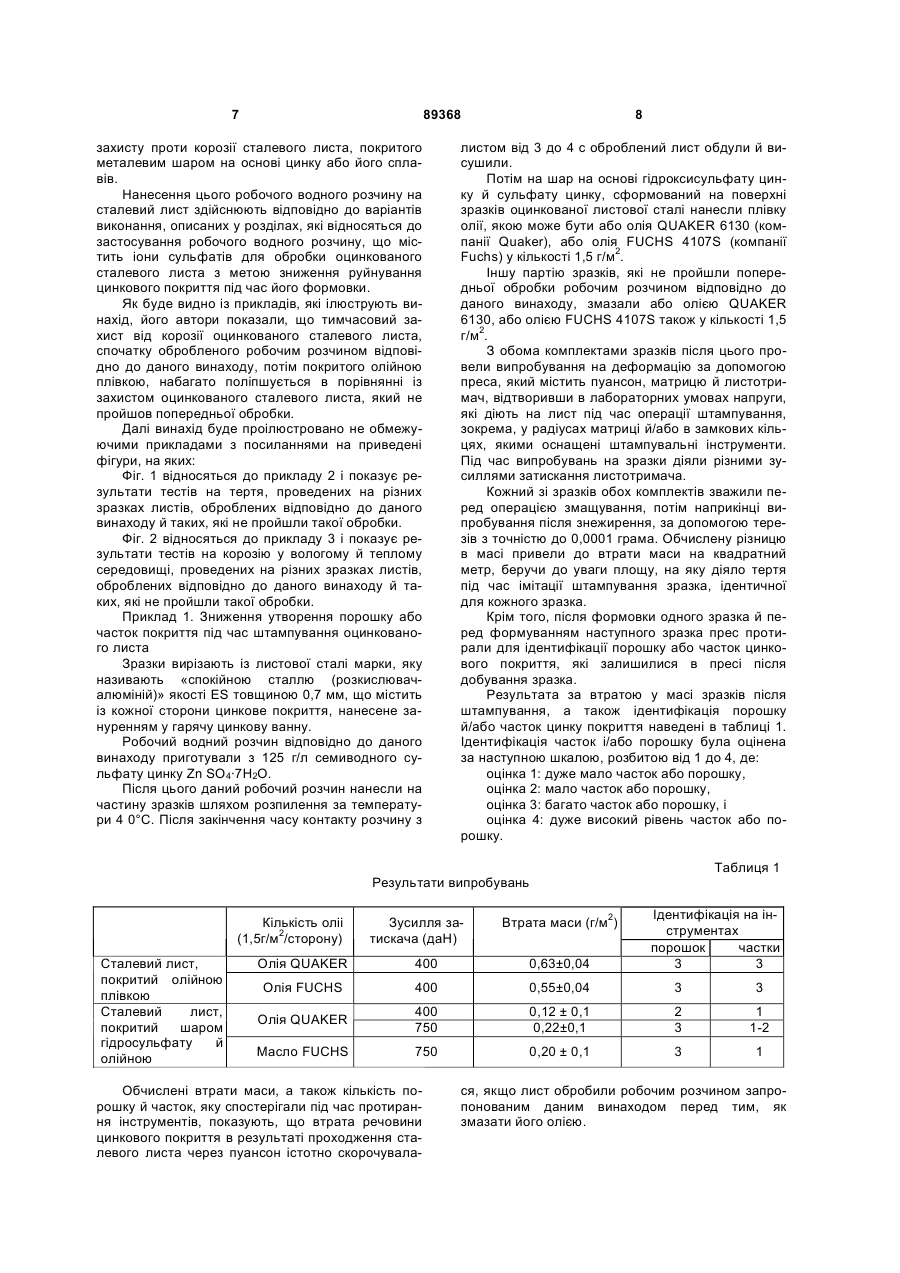
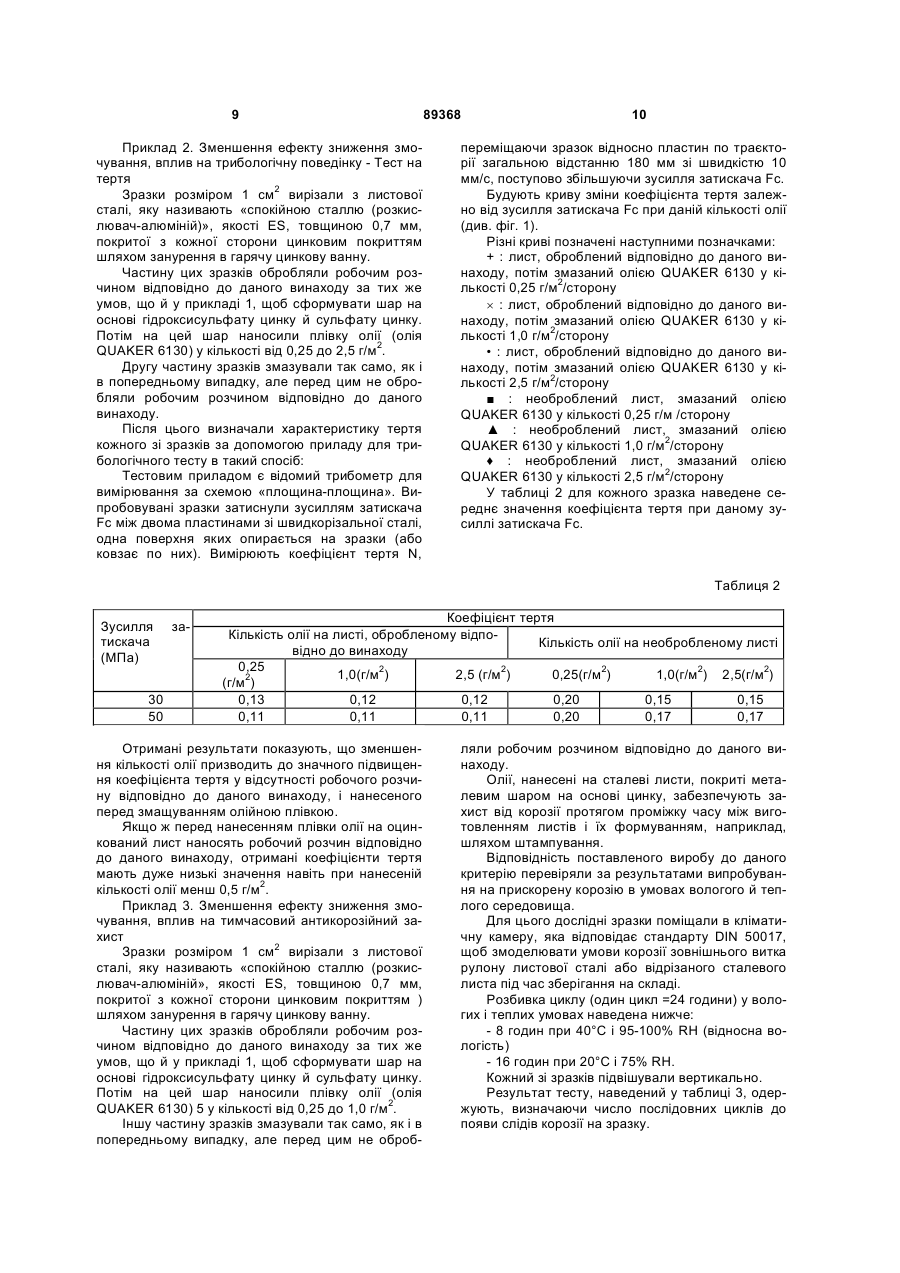
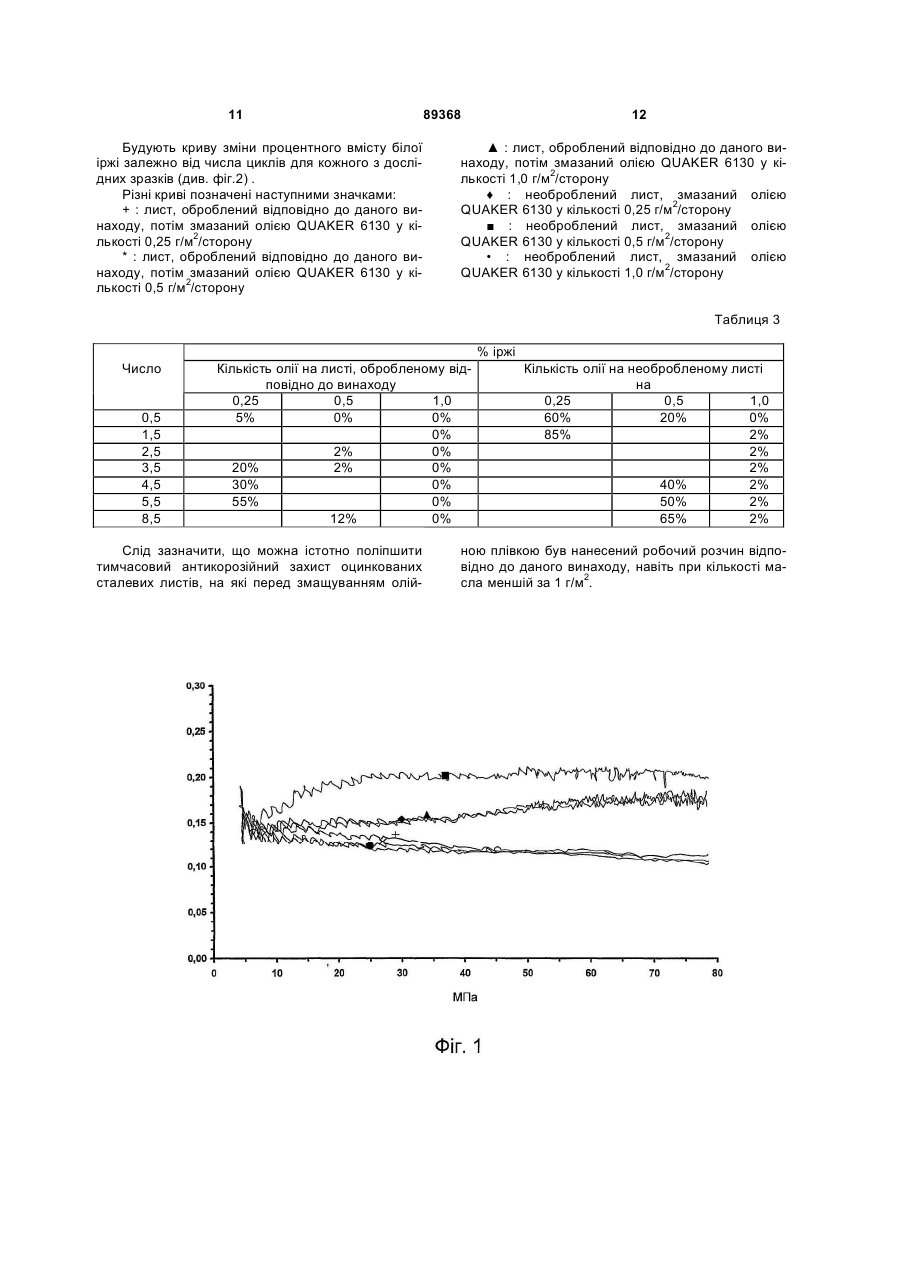
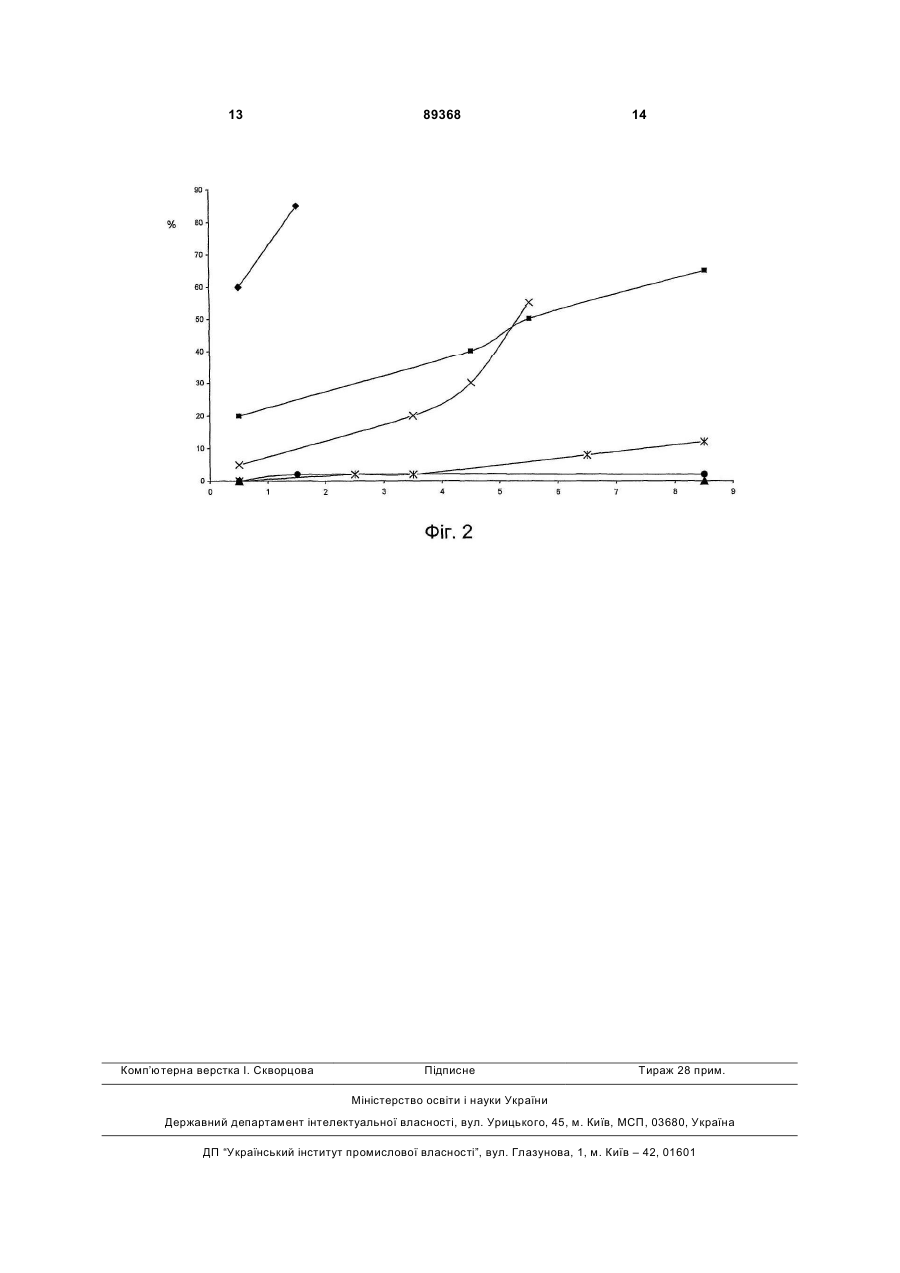
1. Застосування водного розчину, який містить іони сульфату SO42- в концентрації, яка перевищує або рівна 0,01 моль/л, для обробки поверхні сталевого листа, покритого, принаймні з однієї сторони, металевим покриттям на основі цинку або його сплавів, для зменшення утворення порошку або металевих частинок на основі цинку або його сплавів при руйнуванні покриття під час формування зазначеного листа. 2. Застосування за п. 1, яке відрізняється тим, що водний розчин додатково містить іони Zn2+ в концентрації, яка перевищує або рівна 0,01 моль/л. C2 2 89368 1 3 утворенням дефектів у вигляді зазубрин і зморшок. Крім того, внаслідок підвищеного коефіцієнта тертя, який характеризує ковзання оцинкованої поверхні, що перебуває в контакті з поверхнею формувального інструмента, може відбутися розрив листа в результаті недостатнього ковзання листа у формувальному інструменті. Ці розриви можуть з'являтися навіть при нанесенні на поверхню листа достатньої кількості олійної плівки, яка перевищує 1 г/м2, тому що на поверхні листа неможливо досягти однорідного розподілу олійної плівки. Це пов'язано зі зниженням явища змочування через присутність зон з недостатньою кількістю олії. Разом з тим, нанесення на поверхню листа відносно товстого шару олійної плівки приводить до забруднення цехів і штампувальних інструментів і вимагає використання більших кількостей знежирюючих засобів для очищення листа, а також вкладення значних коштів для обробки рідких відходів очищення. Крім того, недостатня кількість олії в деяких зонах, пов'язана зі зниженням явища змочування, зменшує ефективність тимчасового захисту від корозії сталевого листа під час його зберігання на складі. Тому даним винаходом ставиться завдання запропонувати робочий розчин, який при нанесенні його на поверхню сталевого листа із покриттям з металевого шару на основі цинку або його сплавів, дозволяє зменшити руйнування оцинкованої поверхні цього листа під час його формування, зменшити кількість олії необхідної для нанесення на лист перед його формуванням, і покращити тимчасовий захист листа від корозії. З огляду на це, об'єктом даного винаходу є застосування робочого водного розчину, який містить іони сульфату SO42- з концентрацією, що перевищує або рівна 0,01 моль/л, для обробки поверхні сталевого листа, який містить нанесене, щонайменше, на одну з його сторін металеве покриття на основі цинку або його сплавів, для зменшення утворення порошку або металевих часток на основі цинку або його сплавів при руйнуванні покриття під час формовки зазначеного листа. Під металевим покриттям на основі цинку або його сплавів слід розуміти цинкове покриття, яке містить один або кілька елементів сплаву, таких, наприклад, як залізо, алюміній, кремній, магній і нікель, але не обмежуючись цими елементами. Відповідно до винаходу, бажано використовувати сталевий лист із покриттям із майже чистого цинку. Під час обробки сталевого листа з металевим покриттям на основі цинку або його сплавів, за допомогою робочого водного розчину відповідно до даного винаходу на поверхні листа утворюється шар на основі гідроксисульфату цинку й сульфату цинку, який є досить товстим і в той же час досить липким. Такий шар неможливо сформувати, якщо концентрація SC42- не доходить до 0,01 моль/л, однак було виявлено, що занадто висока концентрація практично не поліпшує швидкість 89368 4 нанесення й може навіть привести до її незначного зниження. У першому варіанті виконання даного винаходу робочий розчин наносять класичним способом, наприклад, шляхом занурення, розпилення або намазування, як на листи з електролітичним цинковим покриттям, так і на листи, оцинковані шляхом занурення в гальванічну ванну. У кращому варіанті виконання робочий водний розчин додатково містить іони Zn2+ з концентрацією, яка перевищує або рівна 0,01 моль/л, що дозволяють одержати більше однорідне покриття. Робочий розчин готовлять, наприклад, шляхом розчинення сульфату цинку в чистій воді; використають, наприклад, семиводний сульфат цинку (ZnSO4×7 Н2О); концентрація іонів Zn2+ у цьому випадку дорівнює концентрації аніонів SO42-. Краще, коли рН робочого розчину відповідає природному рН розчину, без додавання лугу або кислоти; як правило, значення цього рН перебуває в межах від 5 до 7. Для максимального зменшення утворення порошку або часток цинку або його сплавів через руйнування покриття листа під час його формовки робочий розчин наносять на поверхню листа за температури, часу контакту з оцинкованою поверхнею та концентрацією іонів SO42- і іонів Zn2+, підібраних таким чином, щоб сформувати шар на основі гідроксисульфату цинку й сульфату цинку, у якому кількість сірки перевищує або дорівнює 0,5 мг/м2. Дійсно, якщо кількість сірки менша за 0,5 мг/м2, зменшення руйнування покриття відчувається менше. Так, час контакту робочого розчину з оцинкованою поверхнею становить від 2 секунд до 2 хвилин, а температури робочого розчину становлять від 20 до 60 °С. Переважно використовують робочий розчин, який містить від 20 до 160 г/л семиводного сульфату цинку, що відповідає концентрації іонів Ζn2+ і концентрації іонів SO42- у межах від 0,07 до 0,55 моль/л. Дійсно, відзначається, що в цьому інтервалі концентрації швидкість осадження мало залежить від значення концентрації. Бажано робочий розчин наносити за таких температурних умов, часу контакту з оцинкованою поверхнею та концентрацією іонів SO42- і іонів Zn2+, які підібрані таким чином, щоб сформувати шар на основі гідроксисульфату й сульфату цинку, у якому кількість сірки перебуває в межах від 3,7 до 27 мг/м2. Відповідно до варіанта винаходу робочий розчин містить окислювач цинку, такий як пероксид водню. Цей окислювач може мати яскраво виражений прискорюючий ефект гідроксисульфатизаціі та сульфатизації за слабкої концентрації. Відзначено, що додавання до розчину всього лише 0,03%, тобто 8,10-3 моль/л пероксиду водню, або 2,10-4 моль/л перманганату калію дозволило підвищити вдвічі (приблизно) швидкість нанесення. Разом з тим відзначається, що підвищення значення концентрації більше ніж в 100 разів уже не дозволяє одержати такого збільшення швидкості нанесення. 5 Після нанесення робочого розчину й перед сушінням нанесений на лист шар є липким. Сушіння регулюють таким чином, щоб видалити надлишкову воду з покриття. Між етапом нанесення й етапом сушіння бажано промити лист таким чином, щоб видалити розчинну частину отриманого покриття. Відсутність промивання й одержання в результаті частково розчинного у воді покриття не дуже заважають зменшенню руйнування цинкового покриття під час формовки листа, якщо тільки отримане покриття містить нерозчинний у воді шар на основі гідроксисульфату цинку й сульфату цинку, що перебуває в контакті з листом. Відповідно до іншого варіанта виконання даного винаходу робочий водний розчин з концентрацією іонів SO42-, яка перевищує або рівна 0,01 моль/л, наносять в умовах анодної поляризації, і рН робочого розчину перевищує або дорівнює 12 і менше 13. Якщо рН розчину менше 12, формування гідроксисульфатів, що прилипають до поверхні, яка проходить обробку, не відбувається. Якщо рН розчину перевищує або дорівнює 13, гідроксисульфат розчиняється і/або розкладається на гідроксиди цинку. Коли в робочому розчині використовують сульфат натрію, якщо концентрація сульфату натрію в розчині менша 1,4 г/л, відбувається дуже слабке формування гідроксисульфатів на поверхні; у цілому важливо, щоб концентрація іонів SO42- перевищувала або була рівною 0,01 моль/л і бажано перевищувала або була рівною 0,07 моль/л. Крім того, концентрація сульфатних іонів бажано повинна бути меншою або рівною 1 моль/л; у випадку використання сульфату натрію при значеннях концентрації вище 142 г/л (що відповідає 1 моль SО42-/л), наприклад, 180 г/л, спостерігають зменшення ефективності формування шару на основі гідроксисульфату цинку й сульфату цинку. Відзначається, що зниження руйнування цинкового покриття листа під час його формовки досягається тільки в тому випадку, якщо товщина нанесеного шару на основі гідроксисульфату цинку й сульфату цинку еквівалентна більше 0,5 мг/м2 сірки, краще еквівалентна менше 3,5 мг/м2 у сірки. З іншого боку, відзначається, що зниження руйнування цинкового покриття вповільнюється, якщо кількість сірки в нанесеному шарі на основі гідроксисульфату цинку й сульфату цинку набагато перевищує 30 мг/м2, що, як видно, пов'язано зі зниженням липкості цього шару. Таким чином, щоб одержати істотне зниження руйнування цинкового покриття, необхідно, щоб загальна нанесена кількість гідроксисульфатів і сульфатів перевищувала або була еквівалентною 0,5 мг/м2 і була меншою або еквівалентною 30 мг/м2 сірки, а краще становила від 3,5 до 27 мг/м2 сірки. Цинк, необхідний для формування покриття на основі гідроксисульфату цинку й сульфату цинку, одержують у результаті анодного розчинення цинку під дією поляризації оцинкованої поверхні. Отже, щільність електричних зарядів, які проходять під час обробки через поверхню листа, 89368 6 необхідно регулювати таким чином, щоб сформувати шар на основі гідроксисульфату цинку й сульфату цинку, кількість сірки в якому перевищує або дорівнює 0, 5 мг/м2. Так, бажана щільність заряду повинна перебувати в межах від 10 до 100 Кл/дм2 оброблюваної поверхні. Якщо щільність заряду перевищує 100 Кл/дм2, то відзначено, що кількість сірки, нанесена на поверхню, більше не збільшується й навіть зменшується. Завдяки анодній поляризації оброблюваної оцинкованої поверхні відбувається швидке розчинення цинку в безпосередній близькості від оцинкованої поверхні, що сприяє осадженню солей цинку на цю поверхню. Таким чином, щоб провести обробку максимально продуктивно з достатнім виходом за струмом, варто здійснювати нанесення шару на основі гідроксисульфату цинку й сульфату цинку за підвищеної щільності поляризаційного струму, зокрема, такої, що перевищує 20 А/дм2 і, наприклад, рівної 200 А/дм2. За щільності струму, меншої або рівної за 20 А/дм2, ефективність нанесення дуже низька, і кількість сірки в нанесеному шарі не дозволяє досягти істотного зниження руйнування цинкового покриття листа під час його формовки. Як протилежний електрод можна використати катод з титану. Як правило, температура робочого розчину становить від 20°С до 60°С. Переважно процес здійснюють за температури, яка перевищує або рівна 40°С, щоб підвищити провідність розчину й знизити омічні втрати. Швидкість циркуляції розчину на поверхні листа в цьому випадку не грає визначальної ролі при обробці відповідно до даного винаходу. Після формування шару на основі гідроксисульфату цинку й сульфату цинку на поверхні оброблену поверхню ретельно промивають демінералізованою водою. Цей етап промивання необхідний для видалення з поверхні покриття лужних реактивів, які можуть викликати корозію. Об'єктом даного винаходу є також спосіб змащування сталевого листа, покритого шаром, що складається з металевого покриття на основі цинку або його сплавів, у якому: - на зазначений лист наносять верхній шар на основі гідроксисульфату цинку й сульфату цинку, при цьому зазначений верхній шар отриманий із застосуванням робочого розчину відповідно до даного винаходу; після чого - на верхній шар наносять плівку олії в кількості менше 1 г/м2. Плівку олії наносять переважно в кількості, меншій за 0,9 г/м2, краще в межах від 0,2 до 0,5 г/м2, тому що такої кількості досить, щоб забезпечити гарний тимчасовий захист проти корозії й уникнути будь-якої можливості забруднення цехів і формувальних інструментів. Нарешті, об'єктом даного винаходу є застосування робочого водного розчину, який містить іони сульфатів з концентрацією, яка перевищує або рівна 0,01 моль/л, для поліпшення тимчасового 7 89368 захисту проти корозії сталевого листа, покритого металевим шаром на основі цинку або його сплавів. Нанесення цього робочого водного розчину на сталевий лист здійснюють відповідно до варіантів виконання, описаних у розділах, які відносяться до застосування робочого водного розчину, що містить іони сульфатів для обробки оцинкованого сталевого листа з метою зниження руйнування цинкового покриття під час його формовки. Як буде видно із прикладів, які ілюструють винахід, його автори показали, що тимчасовий захист від корозії оцинкованого сталевого листа, спочатку обробленого робочим розчином відповідно до даного винаходу, потім покритого олійною плівкою, набагато поліпшується в порівнянні із захистом оцинкованого сталевого листа, який не пройшов попередньої обробки. Далі винахід буде проілюстровано не обмежуючими прикладами з посиланнями на приведені фігури, на яких: Фіг. 1 відносяться до прикладу 2 і показує результати тестів на тертя, проведених на різних зразках листів, оброблених відповідно до даного винаходу й таких, які не пройшли такої обробки. Фіг. 2 відносяться до прикладу 3 і показує результати тестів на корозію у вологому й теплому середовищі, проведених на різних зразках листів, оброблених відповідно до даного винаходу й таких, які не пройшли такої обробки. Приклад 1. Зниження утворення порошку або часток покриття під час штампування оцинкованого листа Зразки вирізають із листової сталі марки, яку називають «спокійною сталлю (розкислювачалюміній)» якості ES товщиною 0,7 мм, що містить із кожної сторони цинкове покриття, нанесене зануренням у гарячу цинкову ванну. Робочий водний розчин відповідно до даного винаходу приготували з 125 г/л семиводного сульфату цинку Ζn SΟ4·7Η2Ο. Після цього даний робочий розчин нанесли на частину зразків шляхом розпилення за температури 4 0°С. Після закінчення часу контакту розчину з 8 листом від 3 до 4 с оброблений лист обдули й висушили. Потім на шар на основі гідроксисульфату цинку й сульфату цинку, сформований на поверхні зразків оцинкованої листової сталі нанесли плівку олії, якою може бути або олія QUAKER 6130 (компанії Quaker), або олія FUCHS 4107S (компанії Fuchs) у кількості 1,5 г/м2. Іншу партію зразків, які не пройшли попередньої обробки робочим розчином відповідно до даного винаходу, змазали або олією QUAKER 6130, або олією FUCHS 4107S також у кількості 1,5 г/м2. З обома комплектами зразків після цього провели випробування на деформацію за допомогою преса, який містить пуансон, матрицю й листотримач, відтворивши в лабораторних умовах напруги, які діють на лист під час операції штампування, зокрема, у радіусах матриці й/або в замкових кільцях, якими оснащені штампувальні інструменти. Під час випробувань на зразки діяли різними зусиллями затискання листотримача. Кожний зі зразків обох комплектів зважили перед операцією змащування, потім наприкінці випробування після знежирення, за допомогою терезів з точністю до 0,0001 грама. Обчислену різницю в масі привели до втрати маси на квадратний метр, беручи до уваги площу, на яку діяло тертя під час імітації штампування зразка, ідентичної для кожного зразка. Крім того, після формовки одного зразка й перед формуванням наступного зразка прес протирали для ідентифікації порошку або часток цинкового покриття, які залишилися в пресі після добування зразка. Результата за втратою у масі зразків після штампування, а також ідентифікація порошку й/або часток цинку покриття наведені в таблиці 1. Ідентифікація часток і/або порошку була оцінена за наступною шкалою, розбитою від 1 до 4, де: оцінка 1: дуже мало часток або порошку, оцінка 2: мало часток або порошку, оцінка 3: багато часток або порошку, і оцінка 4: дуже високий рівень часток або порошку. Таблиця 1 Результати випробувань Кількість оліі (1,5г/м2/сторону) Сталевий лист, покритий олійною плівкою Сталевий лист, покритий шаром гідросульфату й олійною Зусилля затискача (даН) Втрата маси (г/м2) Ідентифікація на інструментах порошок частки 3 3 Олія QUAKER 400 0,63±0,04 Олія FUCHS 400 0,55±0,04 3 3 Олія QUAKER 400 750 0,12 ± 0,1 0,22±0,1 2 3 1 1-2 Масло FUCHS 750 0,20 ± 0,1 3 1 Обчислені втрати маси, а також кількість порошку й часток, яку спостерігали під час протирання інструментів, показують, що втрата речовини цинкового покриття в результаті проходження сталевого листа через пуансон істотно скорочувала ся, якщо лист обробили робочим розчином запропонованим даним винаходом перед тим, як змазати його олією. 9 Приклад 2. Зменшення ефекту зниження змочування, вплив на трибологічну поведінку - Тест на тертя Зразки розміром 1 см2 вирізали з листової сталі, яку називають «спокійною сталлю (розкислювач-алюміній)», якості ES, товщиною 0,7 мм, покритої з кожної сторони цинковим покриттям шляхом занурення в гарячу цинкову ванну. Частину цих зразків обробляли робочим розчином відповідно до даного винаходу за тих же умов, що й у прикладі 1, щоб сформувати шар на основі гідроксисульфату цинку й сульфату цинку. Потім на цей шар наносили плівку олії (олія QUAKER 6130) у кількості від 0,25 до 2,5 г/м2. Другу частину зразків змазували так само, як і в попередньому випадку, але перед цим не обробляли робочим розчином відповідно до даного винаходу. Після цього визначали характеристику тертя кожного зі зразків за допомогою приладу для трибологічного тесту в такий спосіб: Тестовим приладом є відомий трибометр для вимірювання за схемою «площина-площина». Випробовувані зразки затиснули зусиллям затискача Fc між двома пластинами зі швидкорізальної сталі, одна поверхня яких опирається на зразки (або ковзає по них). Вимірюють коефіцієнт тертя N, 89368 10 переміщаючи зразок відносно пластин по траєкторії загальною відстанню 180 мм зі швидкістю 10 мм/с, поступово збільшуючи зусилля затискача Fc. Будують криву зміни коефіцієнта тертя залежно від зусилля затискача Fc при даній кількості олії (див. фіг. 1). Різні криві позначені наступними позначками: + : лист, оброблений відповідно до даного винаходу, потім змазаний олією QUAKER 6130 у кількості 0,25 г/м2/сторону ´ : лист, оброблений відповідно до даного винаходу, потім змазаний олією QUAKER 6130 у кількості 1,0 г/м2/сторону • : лист, оброблений відповідно до даного винаходу, потім змазаний олією QUAKER 6130 у кількості 2,5 г/м2/сторону : необроблений лист, змазаний олією QUAKER 6130 у кількості 0,25 г/м /сторону ▲ : необроблений лист, змазаний олією QUAKER 6130 у кількості 1,0 г/м2/сторону ♦ : необроблений лист, змазаний олією QUAKER 6130 у кількості 2,5 г/м2/сторону У таблиці 2 для кожного зразка наведене середнє значення коефіцієнта тертя при даному зусиллі затискача Fc. Таблиця 2 Зусилля тискача (МПа) 30 50 за Коефіцієнт тертя Кількість олії на листі, обробленому відпоКількість олії на необробленому листі відно до винаходу 0,25 1,0(г/м2) 2,5 (г/м2) 0,25(г/м2) 1,0(г/м2) 2,5(г/м2) (г/м2) 0,13 0,12 0,12 0,20 0,15 0,15 0,11 0,11 0,11 0,20 0,17 0,17 Отримані результати показують, що зменшення кількості олії призводить до значного підвищення коефіцієнта тертя у відсутності робочого розчину відповідно до даного винаходу, і нанесеного перед змащуванням олійною плівкою. Якщо ж перед нанесенням плівки олії на оцинкований лист наносять робочий розчин відповідно до даного винаходу, отримані коефіцієнти тертя мають дуже низькі значення навіть при нанесеній кількості олії менш 0,5 г/м2. Приклад 3. Зменшення ефекту зниження змочування, вплив на тимчасовий антикорозійний захист Зразки розміром 1 см2 вирізали з листової сталі, яку називають «спокійною сталлю (розкислювач-алюміній», якості ES, товщиною 0,7 мм, покритої з кожної сторони цинковим покриттям ) шляхом занурення в гарячу цинкову ванну. Частину цих зразків обробляли робочим розчином відповідно до даного винаходу за тих же умов, що й у прикладі 1, щоб сформувати шар на основі гідроксисульфату цинку й сульфату цинку. Потім на цей шар наносили плівку олії (олія QUAKER 6130) 5 у кількості від 0,25 до 1,0 г/м2. Іншу частину зразків змазували так само, як і в попередньому випадку, але перед цим не оброб ляли робочим розчином відповідно до даного винаходу. Олії, нанесені на сталеві листи, покриті металевим шаром на основі цинку, забезпечують захист від корозії протягом проміжку часу між виготовленням листів і їх формуванням, наприклад, шляхом штампування. Відповідність поставленого виробу до даного критерію перевіряли за результатами випробування на прискорену корозію в умовах вологого й теплого середовища. Для цього дослідні зразки поміщали в кліматичну камеру, яка відповідає стандарту DIN 50017, щоб змоделювати умови корозії зовнішнього витка рулону листової сталі або відрізаного сталевого листа під час зберігання на складі. Розбивка циклу (один цикл =24 години) у вологих і теплих умовах наведена нижче: - 8 годин при 40°С і 95-100% RH (відносна вологість) - 16 годин при 20°С і 75% RH. Кожний зі зразків підвішували вертикально. Результат тесту, наведений у таблиці 3, одержують, визначаючи число послідовних циклів до появи слідів корозії на зразку. 11 Будують криву зміни процентного вмісту білої іржі залежно від числа циклів для кожного з дослідних зразків (див. фіг.2) . Різні криві позначені наступними значками: + : лист, оброблений відповідно до даного винаходу, потім змазаний олією QUAKER 6130 у кількості 0,25 г/м2/сторону * : лист, оброблений відповідно до даного винаходу, потім змазаний олією QUAKER 6130 у кількості 0,5 г/м2/сторону 89368 12 ▲ : лист, оброблений відповідно до даного винаходу, потім змазаний олією QUAKER 6130 у кількості 1,0 г/м2/сторону ♦ : необроблений лист, змазаний олією QUAKER 6130 у кількості 0,25 г/м2/сторону : необроблений лист, змазаний олією QUAKER 6130 у кількості 0,5 г/м2/сторону • : необроблений лист, змазаний олією QUAKER 6130 у кількості 1,0 г/м2/сторону Таблиця 3 % іржі Число 0,5 1,5 2,5 3,5 4,5 5,5 8,5 Кількість олії на листі, обробленому відповідно до винаходу 0,25 0,5 1,0 5% 0% 0% 0% 2% 0% 20% 2% 0% 30% 0% 55% 0% 12% 0% Слід зазначити, що можна істотно поліпшити тимчасовий антикорозійний захист оцинкованих сталевих листів, на які перед змащуванням олій Кількість олії на необробленому листі на 0,25 0,5 1,0 60% 20% 0% 85% 2% 2% 2% 40% 2% 50% 2% 65% 2% ною плівкою був нанесений робочий розчин відповідно до даного винаходу, навіть при кількості масла меншій за 1 г/м2. 13 Комп’ютерна верстка І. Скворцова 89368 Підписне 14 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюUse of water solution for steel sheet surface treatment and method for lubricating steel sheet
Автори англійськоюBello Alain, Jacqueson Eric, Claude Arnoux, Jacques Petitjean
Назва патенту російськоюПрименение водного раствора для обработки поверхности стального листа и способ смазывания стального листа
Автори російськоюБелло Ален, Жаксон Эрик, Арну Клод, Птижан Жак
МПК / Мітки
МПК: B21D 22/20, C23C 22/05, C25D 11/02, C23C 2/26
Мітки: розчину, обробки, спосіб, водного, сталевого, змащування, застосування, поверхні, листа
Код посилання
<a href="https://ua.patents.su/7-89368-zastosuvannya-vodnogo-rozchinu-dlya-obrobki-poverkhni-stalevogo-lista-ta-sposib-zmashhuvannya-stalevogo-lista.html" target="_blank" rel="follow" title="База патентів України">Застосування водного розчину для обробки поверхні сталевого листа та спосіб змащування сталевого листа</a>
Застосування водного розчину хітозану як консерванта для обробки продуктів харчування рослинного походження перед збереженням
Номер патенту: 20183
Опубліковано: 15.01.2007
Автор: Кавиршин Олександр Павлович
МПК: A23B 4/00, A01F 25/00, C08B 37/00
Мітки: рослинного, розчину, застосування, консерванта, продуктів, збереженням, обробки, водного, харчування, хітозану, походження
Формула / Реферат:
Застосування водного розчину хітозану як консерванта для обробки продуктів харчування рослинного походження перед збереженням.
Спосіб обробки поверхні листа
Номер патенту: 18803
Опубліковано: 25.12.1997
Автори: Білий Євген Тимофійович, Потіп Микола Андрійович, Білий Вячеслав Євгенович, Кравчун Степан Іванович
МПК: B21B 1/38
Мітки: обробки, поверхні, листа, спосіб
Формула / Реферат:
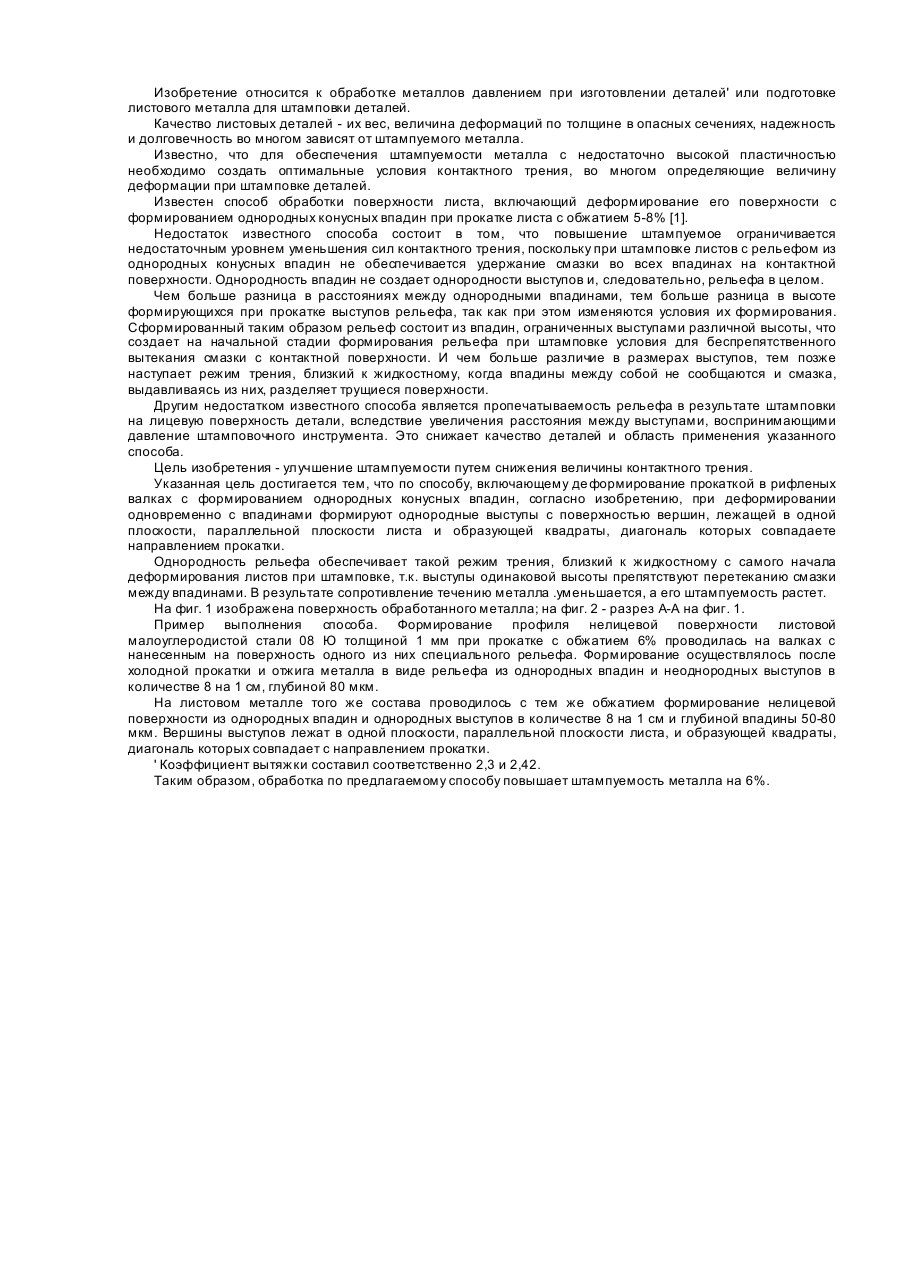
Способ обработки поверхности листа, включающий деформирование прокаткой в рифленых валках с формированием однородных конусных впадин, отличающийся тем, что при деформировании одновременно с впадинами формируют однородные выступы с поверхностью вершин, лежащих в одной плоскости, параллельной плоскости листа и образующей квадраты, диагональ которых совпадает с направлением прокатки.
Покритий мастильним засобом металевий лист з покращеними формувальними властивостями, спосіб нанесення покриття та застосування розчину органічного естеру фосфорної кислоти для обробки металевих поверхонь
Номер патенту: 86583
Опубліковано: 12.05.2009
Автори: Вормут Райнхард, Лізе Дірк
МПК: C10M 137/00, B21C 9/00, C10M 173/02, B21D 22/20
Мітки: естеру, металевих, покритий, обробки, мастильним, кислоти, формувальними, фосфорної, засобом, металевій, органічного, спосіб, нанесення, поверхонь, застосування, лист, покриття, властивостями, покращеними, розчину
Формула / Реферат:
1. Металевий лист або заготовка з металевого листа з покриттям із мастильного засобу, який відрізняється тим, що металевий лист або заготовка з металевого листа містить перший та другий шар покриття, перший з яких утворений шляхом нанесення на металеву поверхню листа розчину, що містить органічний естер фосфорної кислоти загальної формули:X3-nPO4Rn ,де X означає водень, R - лінійну чи розгалужену алкільну групу з кількістю...
Застосування водного розчину оцтової кислоти для знешкодження бур’янів
Номер патенту: 81530
Опубліковано: 10.01.2008
Автор: Харь Михайло Васильович
МПК: A61K 31/19, A01P 13/00, C07C 53/08
Мітки: знешкодження, розчину, водного, застосування, оцтової, кислоти, бур'янів
Формула / Реферат:
Застосування 3-5 % водного розчину оцтової кислоти для захисту рослин від бур'янів обприскуванням.
Спосіб одержання сталевого листа, сталевий лист і деталь з нього
Номер патенту: 80448
Опубліковано: 25.09.2007
Автори: Марсаль Жоель, Месколіні Домінік, Кірш Фернанд
МПК: C22C 38/00, C22C 38/54, C22C 38/06, C21D 8/04, C22C 38/04, C22C 38/02
Мітки: деталь, лист, сталевого, спосіб, сталевий, листа, нього, одержання
Формула / Реферат:
1. Спосіб одержання сталевого листа, що може бути зміцнений випалом, який включає виплавку сталі, до складу якої входять, мас. %:0,03 ≤ С ≤ 0,060,50 ≤ Mn ≤ 1,100,08 ≤ Si ≤ 0,200,015 ≤ Al ≤ 0,070N ≤ 0,007Ni ≤ 0,040Cu ≤ 0,040P ≤ 0,035S ≤ 0,015Mo ≤ 0,010Ті ≤ 0,005, при...
Попередній патент: Защіпка гравітаційна дверна
Наступний патент: Спосіб запобігання або зменшення спричиненого температурним градієнтом вигину конструктивного елемента
Випадковий патент: 1-оксо-5,6,7-трихлор-3-феніл-2к-1,2,4-бензотіадіазин, який має рострегулюючу активність