Спосіб обробки поверхні листа
Номер патенту: 18803
Опубліковано: 25.12.1997
Автори: Потіп Микола Андрійович, Кравчун Степан Іванович, Білий Вячеслав Євгенович, Білий Євген Тимофійович
Формула / Реферат
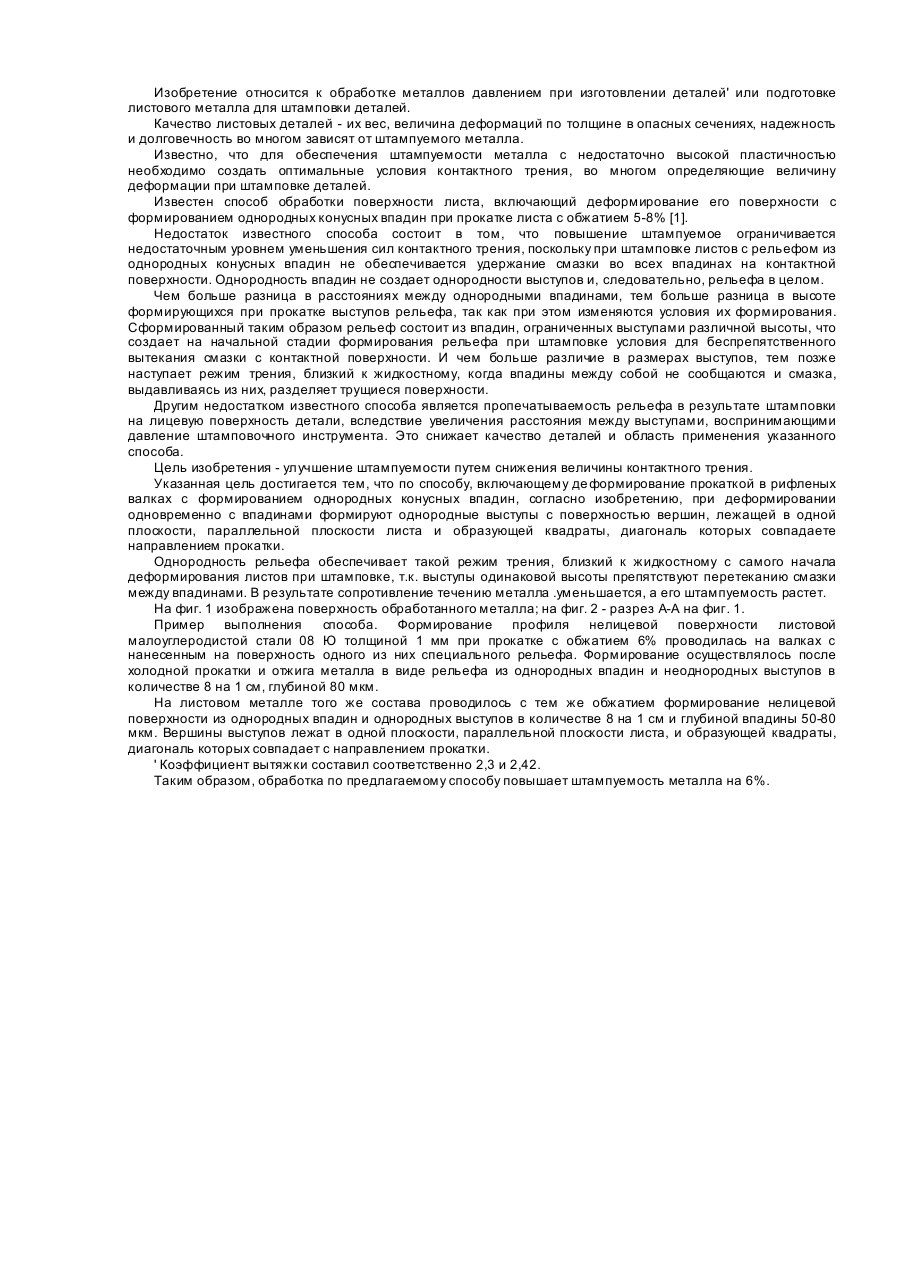
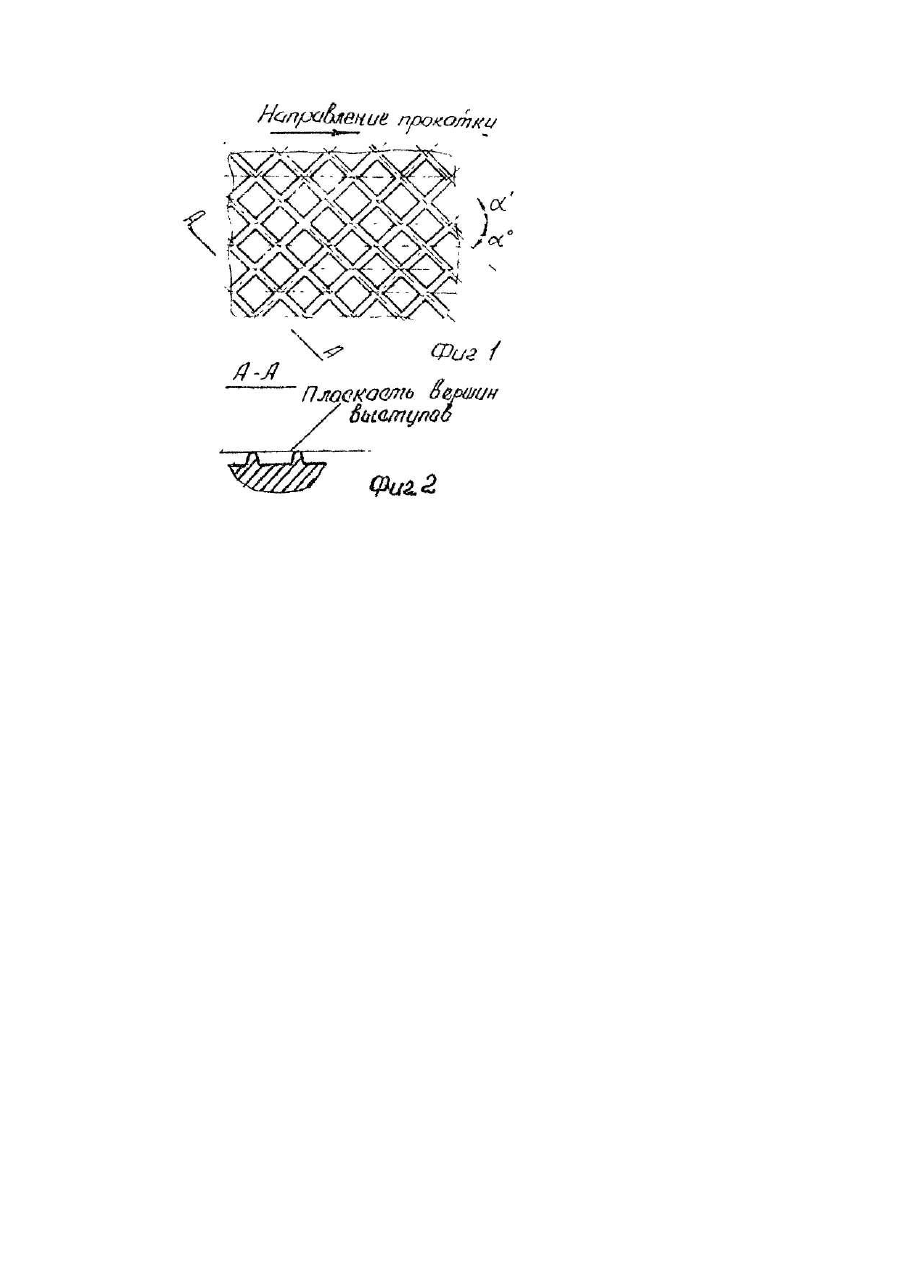
Способ обработки поверхности листа, включающий деформирование прокаткой в рифленых валках с формированием однородных конусных впадин, отличающийся тем, что при деформировании одновременно с впадинами формируют однородные выступы с поверхностью вершин, лежащих в одной плоскости, параллельной плоскости листа и образующей квадраты, диагональ которых совпадает с направлением прокатки.
Текст
Изобретение относится к обработке металлов давлением при изготовлении деталей' или подготовке листового металла для штамповки деталей. Качество листовых деталей - их вес, величина деформаций по толщине в опасных сечениях, надежность и долговечность во многом зависят от штампуемого металла. Известно, что для обеспечения штампуемости металла с недостаточно высокой пластичностью необходимо создать оптимальные условия контактного трения, во многом определяющие величину деформации при штамповке деталей. Известен способ обработки поверхности листа, включающий деформирование его поверхности с формированием однородных конусных впадин при прокатке листа с обжатием 5-8% [1]. Недостаток известного способа состоит в том, что повышение штампуемое ограничивается недостаточным уровнем уменьшения сил контактного трения, поскольку при штамповке листов с рельефом из однородных конусных впадин не обеспечивается удержание смазки во всех впадинах на контактной поверхности. Однородность впадин не создает однородности выступов и, следовательно, рельефа в целом. Чем больше разница в расстояниях между однородными впадинами, тем больше разница в высоте формирующихся при прокатке выступов рельефа, так как при этом изменяются условия их формирования. Сформированный таким образом рельеф состоит из впадин, ограниченных выступами различной высоты, что создает на начальной стадии формирования рельефа при штамповке условия для беспрепятственного вытекания смазки с контактной поверхности. И чем больше различие в размерах выступов, тем позже наступает режим трения, близкий к жидкостному, когда впадины между собой не сообщаются и смазка, выдавливаясь из них, разделяет трущиеся поверхности. Другим недостатком известного способа является пропечатываемость рельефа в результате штамповки на лицевую поверхность детали, вследствие увеличения расстояния между выступами, воспринимающими давление штамповочного инструмента. Это снижает качество деталей и область применения указанного способа. Цель изобретения - улучшение штампуемости путем снижения величины контактного трения. Указанная цель достигается тем, что по способу, включающему де формирование прокаткой в рифленых валках с формированием однородных конусных впадин, согласно изобретению, при деформировании одновременно с впадинами формируют однородные выступы с поверхностью вершин, лежащей в одной плоскости, параллельной плоскости листа и образующей квадраты, диагональ которых совпадаете направлением прокатки. Однородность рельефа обеспечивает такой режим трения, близкий к жидкостному с самого начала деформирования листов при штамповке, т.к. выступы одинаковой высоты препятствуют перетеканию смазки между впадинами. В результате сопротивление течению металла .уменьшается, а его штампуемость растет. На фиг. 1 изображена поверхность обработанного металла; на фиг. 2 - разрез А-А на фиг. 1. Пример выполнения способа. Формирование профиля нелицевой поверхности листовой малоуглеродистой стали 08 Ю толщиной 1 мм при прокатке с обжатием 6% проводилась на валках с нанесенным на поверхность одного из них специального рельефа. Формирование осуществлялось после холодной прокатки и отжига металла в виде рельефа из однородных впадин и неоднородных выступов в количестве 8 на 1 см, глубиной 80 мкм. На листовом металле того же состава проводилось с тем же обжатием формирование нелицевой поверхности из однородных впадин и однородных выступов в количестве 8 на 1 см и глубиной впадины 50-80 мкм. Вершины выступов лежат в одной плоскости, параллельной плоскости листа, и образующей квадраты, диагональ которых совпадает с направлением прокатки. ' Коэффициент вытяжки составил соответственно 2,3 и 2,42. Таким образом, обработка по предлагаемому способу повышает штампуемость металла на 6%.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of treating the sheet surface
Автори англійськоюBilyi Yevhen Tymofiiovych, Bilyi Viacheslav Yevhenovych, Kravchun Stepan Ivanovych, Potip Mykola Andriiovych
Назва патенту російськоюСпособ обработки поверхности листа
Автори російськоюБелый Евгений Тимофеевич, Белый Вячеслав Евгеньевич, Кравчун Степан Иванович, Потип Николай Андреевич
МПК / Мітки
МПК: B21B 1/38
Мітки: обробки, поверхні, листа, спосіб
Код посилання
<a href="https://ua.patents.su/2-18803-sposib-obrobki-poverkhni-lista.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки поверхні листа</a>
Спосіб формування антифрикційної поверхні тертя у парах тертя
Номер патенту: 7960
Опубліковано: 26.12.1995
Автори: Іотов Валерій Володимирович, Кизяк Йосип Романович, Коваль Іван Андрійович, Назаров Євген Петрович, Сухенко Віталій Васильович, Сівер Микола Васильович, Огородник Володимир Васильович, Гавриленко Сергій Миколайович, Жданович Олег Єгорович, Лазар Йосип Володимирович, Ященко Микола Костянтинович
МПК: F16C 33/06
Мітки: спосіб, парах, формування, антифрикційної, тертя, поверхні
Формула / Реферат:
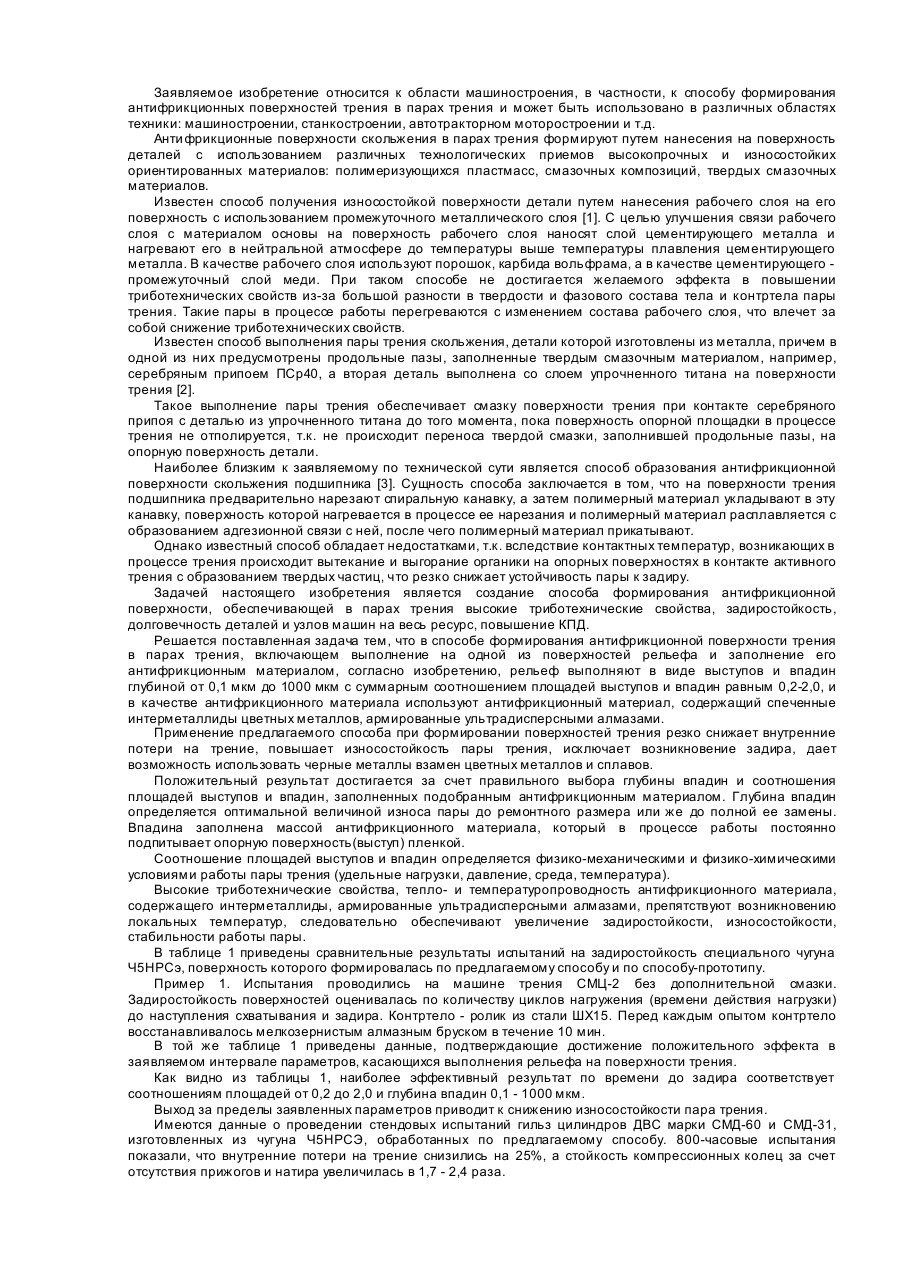
Способ формирования антифрикционной поверхности трения в парах трения путем выполнения на поверхности рельефа и заполнения его антифрикционным материалом, отличающийся тем, что рельеф выполняют в виде выступов и впадин глубиной 0,1-1000 мкм и суммарным соотношением площадей выступов и впадин, равным 0,2-2,0, и в качестве антифрикционного материала используют антифрикционный материал, содержащий интерметаллиды цветных металлов,...
Спосіб пдп обробки поверхні зливка
Номер патенту: 699
Опубліковано: 15.12.1993
Автори: Торхов Генадій Федорович, Латаш Юрій Вадімович, Толстопятов Констянтин Сергійович, Прянішніков Ігор Степанович, Кедрін Володимир Ксенофонтович, Патон Борис Євгенович, Тагер Лев Рафаілович
МПК: C21C 5/56
Мітки: поверхні, обробки, пдп, спосіб, зливка
Формула / Реферат:
Способ плазменнодуговой обработки поверхности слитка, включающий перемещение слитка в горизонтальной плоскости и колебательное движение плазматрона, отличающийся тем, что, с целью повышения качества поверхности слитка, колебания плазмотрона осуществляют по синусоидальной зависимости с амплитудой, равной половине ширины заготовки, причем на каждые 0,5—10 мм перемещения заготовки плазмотрон совершает 1 цикл колебания.
Спосіб попередньої обробки металевої поверхні при фосфатуванні
Номер патенту: 837
Опубліковано: 15.12.1993
Автори: Заренчюк Валентина Іванівна, Гуцал Оксана Зановіївна
МПК: C23C 22/00
Мітки: попередньо, обробки, фосфатуванні, металевої, спосіб, поверхні
Формула / Реферат:
Способ предварительной обработки металлической поверхности при фосфатировании, включающий обработку активирующим раствором, отличающийся тем, что в качестве активирующего раствора берут водную суспензию шлама, образующегося в процессе фосфатирования.
Спосіб обробки зовнішньої поверхні товстостінного циліндра з радіальними виступами
Номер патенту: 2656
Опубліковано: 26.12.1994
Автори: Панченко Євген Миколайович, Галенко Василь Петрович, Сухиненко Володимир Євгенович, Тихий Володимир Миколайович, Денисенко Олександр Антонович
МПК: F04B 39/12, B23B 1/00
Мітки: обробки, радіальними, зовнішньої, поверхні, спосіб, виступами, циліндра, товстостінного
Формула / Реферат:
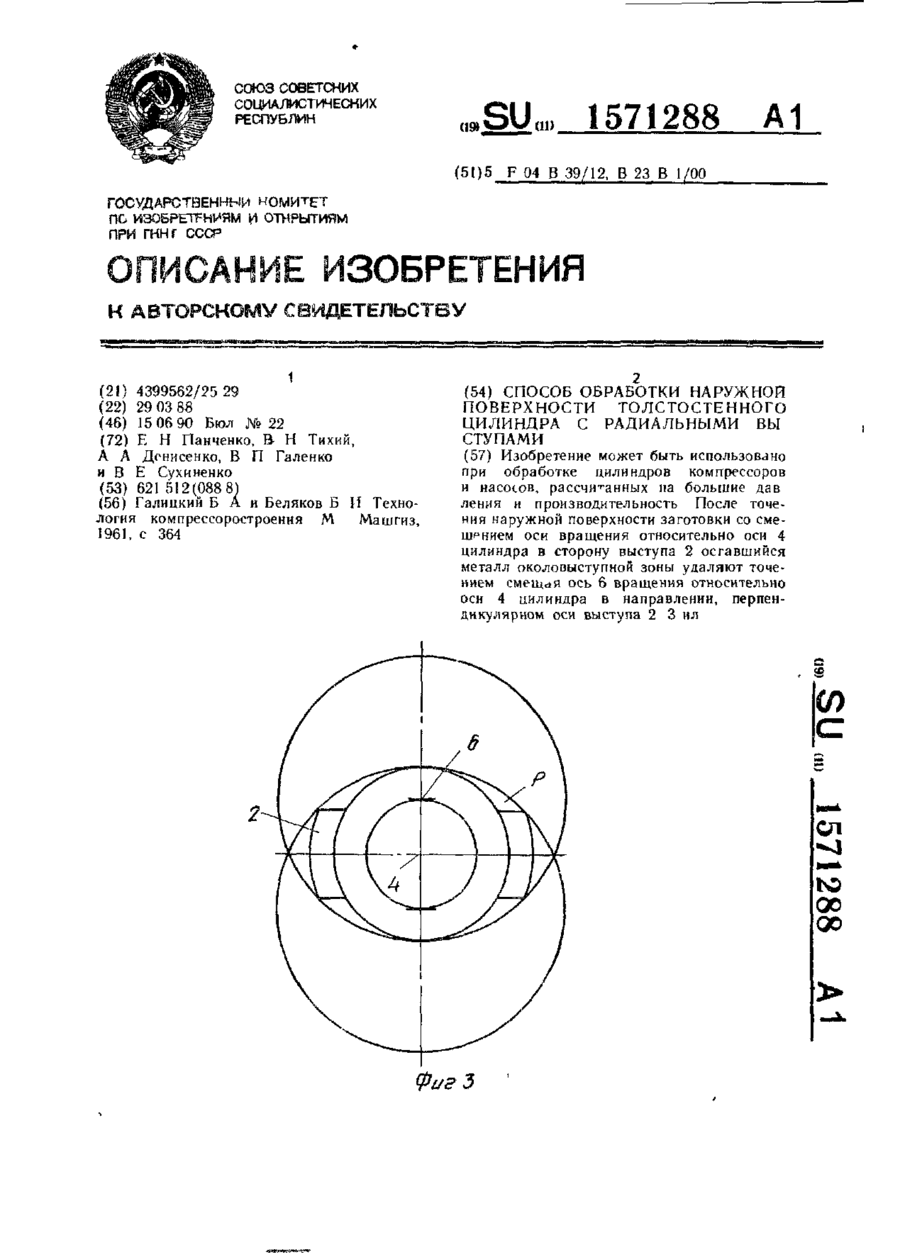
Способ обработки наружной поверхности толстостенного цилиндра с радиальными выступами, включающий точение наружной поверхности заготовки в зоне выступа со смещением оси вращения относительно оси цилиндра в сторону выступа, отличающийся тем, что, с целью снижения металлоемкости и упрощения технологии, металл околовыступной зоны удаляют точением со смещением оси вращения относительно оси цилиндра в направлении, перпендикулярном оси...
Спосіб обробки поверхні для установлювання опорних елементів опорно-поворотного пристрою гірничотранспортувальних машин
Номер патенту: 1727
Опубліковано: 25.10.1994
Автори: Самохвалов Володимир Костянтинович, Сорока Георгій Митрофанович, Приходько Віталій Петрович
МПК: E02F 9/08
Мітки: опорно-поворотного, спосіб, пристрою, поверхні, установлювання, елементів, гірничотранспортувальних, машин, обробки, опорних
Формула / Реферат:
Способ обработки поверхностей для установки опорных элементов опорно-поворотного устройства горно-транспортной машины, включающий крепление фрезерной головки с круговой и радиальной подачей на базу с зубчатым венцом и с центральной цапфой или на поворотную платформу с основной балкой и механизмом вращения и обработку поверхностей на базе и на поворотной платформе, отличающийся тем, что, с целью снижения стоимости способа при обработке...
Попередній патент: Спосіб виготовлення диска колеса
Наступний патент: Пристрій для одностороннього автоматичного зварювання під флюсом
Випадковий патент: Спосіб відвалоутворення