Спосіб для контролю зносу вогнетривкої футерівки металургійної плавильної посудини
Номер патенту: 91253
Опубліковано: 12.07.2010
Автори: Кляйнлох Юрген, Карлхофф Крістоф, Кірххофф Штефан, Бліссенбах Дітер

Формула / Реферат
1. Спосіб контролю вогнетривкої футерівки (6) металургійної плавильної місткості (1) за допомогою лазерного сканера (2), який містить лазерну головку (3) для випромінювання лазерних променів, які можуть бути відхилені у вертикальному і горизонтальному напрямках;
приймальний засіб (5) поблизу лазерної головки (3) для прийому лазерних променів (4), відбитих від вогнетривкої футерівки (6) для визначення їх напрямку і часу проходження;
в якому після завершення процесу виробництва сталі у конверторі (1) на етапі перед фактичним контролем вогнетривкої футерівки (6) початкове опорне положення та орієнтацію лазерного сканера (2) відносно системи координат осі (8) нахилу конвертера встановлюють за допомогою заздалегідь встановлених і визначених постійних позначок (РМ1-РМ3);
який відрізняється тим, що конвертер (1) нахиляють для сканування в положення, в якому горловина (7) конвертера (1) повернена до лазерного сканера (2);
спочатку сканування вогнетривкої футерівки (6) виконують з лазерним сканером (2) в його початковому опорному положенні при орієнтації до горловини (7) конвертера (1), при одночасному скануванні двох або декількох тимчасових позначок (ТМ1, ТМ2), причому згадані тимчасові позначки або вміщені перед конвертером (1) до завершення процесу виробництва сталі, або вони є довільними структурами на або всередині конвертера;
положення двох або декількох тимчасових позначок (ТМ1, ТМ2) відносно системи координат лазерного сканера (2) визначають так, щоб положення тимчасових позначок могло бути розраховане в системі координат похилої осі (8) конвертера;
потім лазерний сканер (2) переміщують в одне або декілька нових положень (2', 2") навпроти конвертера (1), які не визначені в даний момент;
потім сканування вогнетривкої футерівки (6) виконують з лазерним сканером (2), вміщеним навпроти горловини (7) конвертера (1), і одночасно здійснюють сканування тимчасових позначок (ТМ1, ТМ2) і визначення положень тимчасових позначок (ТМ1, ТМ2) в межах системи координат лазерного сканера (2) так, щоб із заздалегідь розрахованого положення тимчасових позначок (ТМ1, ТМ2) відносно системи координат осі нахилу конвертера (8) могли бути розраховані нове положення та орієнтація лазерного сканера (2) відносно системи координат осі (8) нахилу конвертера; і з даних про точки, одержані скануванням лазерним променем, при різних кутах нахилу конвертера і різних положеннях лазерного сканера (2, 2', 2") формують внутрішній профіль вогнетривкої футерівки (6) конвертера (1).
2. Спосіб за п. 1, який відрізняється тим, що як стаціонарні позначки (РМ1-РМ3) використовують циліндри, сфери, пластини або подібні тіла, які придатні для відбиття лазерних променів (4).
3. Спосіб за п. 2, який відрізняється тим, що використовують щонайменше дві постійні позначки (РМ1-РМ3).
4. Спосіб за п. 1, який відрізняється тим, що як тимчасові позначки (ТМ1, ТМ2) використовують циліндри, сфери, пластини або подібні тіла, або частини плавильної посудини, які придатні для відбиття лазерних променів (4) і які не змінюють свого положення при виконанні вимірювань.
5. Спосіб за п. 4, який відрізняється тим, що як тимчасові позначки (ТМ1, ТМ2) використовують залишки шлаку, які залишаються на горловині (7).
6. Спосіб за п. 4, який відрізняється тим, що як тимчасові позначки (ТМ1, ТМ2) використовують істотні структури, сформовані у вогнетривкій футерівці (6), наприклад воронки або кратери, сформовані фурмами.
7. Спосіб за п. 4, який відрізняється тим, що використовують щонайменше дві тимчасові позначки (ТМ1, ТМ2).
8. Спосіб за п. 1, який відрізняється тим, що сканування вогнетривкої футерівки (6) виконують через горловину (7) конвертера (1) щонайменше при двох положеннях лазерного сканера (2).
9. Спосіб за п. 8, який відрізняється тим, що сканування вогнетривкої футерівки (6) виконують через горловину (7) конвертера (1) з трьох положень лазерного сканера (2), зокрема по центру, навпроти горловини (7), а також зліва і праворуч від центра.
10. Спосіб за будь-яким з пп. 1-9, який відрізняється тим, що вогнетривку футерівку (6) сканують більше ніж в одному похилому положенні конвертера (1) з щонайменше одного положення лазерного сканера (2, 2', 2").
11. Спосіб за п. 10, який відрізняється тим, що конвертер (1) нахиляють в два положення щонайменше для одного положення лазерного сканера.
12. Спосіб за п. 10, який відрізняється тим, що для двох похилих положень конвертера (1) вибрані +20° та -20° відносно горизонтальної осі (Н).
13. Спосіб за п. 10, який відрізняється тим, що конвертер (1) нахиляють в три положення для щонайменше одного положення лазерного сканера.
14. Спосіб за п. 13, який відрізняється тим, що як три похилі положення конвертера (1) вибрані положення 0°, +20° та -20° відносно горизонтальної осі (Н).
15. Спосіб за п. 10, який відрізняється тим, що конвертер (1) сканують більше ніж в одному похилому положенні більш ніж для одного положення лазерного сканера.
Текст
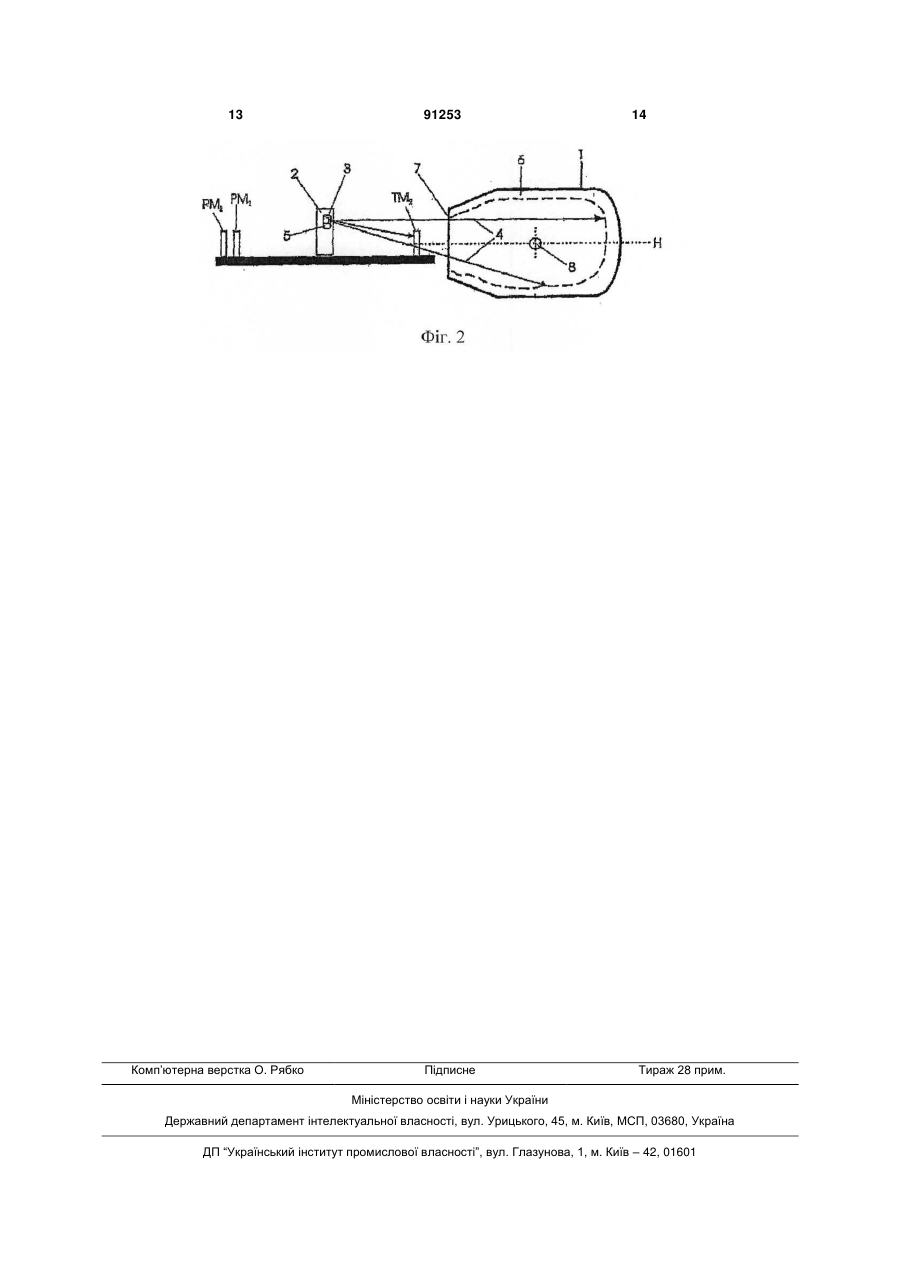
1. Спосіб контролю вогнетривкої футерівки (6) металургійної плавильної місткості (1) за допомогою лазерного сканера (2), який містить лазерну головку (3) для випромінювання лазерних променів, які можуть бути відхилені у вертикальному і горизонтальному напрямках; приймальний засіб (5) поблизу лазерної головки (3) для прийому лазерних променів (4), відбитих від вогнетривкої футерівки (6) для визначення їх напрямку і часу проходження; в якому після завершення процесу виробництва сталі у конверторі (1) на етапі перед фактичним контролем вогнетривкої футерівки (6) початкове опорне положення та орієнтацію лазерного сканера (2) відносно системи координат осі (8) нахилу конвертера встановлюють за допомогою заздалегідь встановлених і визначених постійних позначок (РМ1-РМ3); який відрізняється тим, що конвертер (1) нахиляють для сканування в положення, в якому горловина (7) конвертера (1) повернена до лазерного сканера (2); спочатку сканування вогнетривкої футерівки (6) виконують з лазерним сканером (2) в його початковому опорному положенні при орієнтації до горловини (7) конвертера (1), при одночасному скануванні двох або декількох тимчасових позначок (ТМ1, ТМ2), причому згадані тимчасові позначки або вміщені перед конвертером (1) до завершення 2 (19) 1 3 91253 4 6. Спосіб за п. 4, який відрізняється тим, що як тимчасові позначки (ТМ1, ТМ2) використовують істотні структури, сформовані у вогнетривкій футерівці (6), наприклад воронки або кратери, сформовані фурмами. 7. Спосіб за п. 4, який відрізняється тим, що використовують щонайменше дві тимчасові позначки (ТМ1, ТМ2). 8. Спосіб за п. 1, який відрізняється тим, що сканування вогнетривкої футерівки (6) виконують через горловину (7) конвертера (1) щонайменше при двох положеннях лазерного сканера (2). 9. Спосіб за п. 8, який відрізняється тим, що сканування вогнетривкої футерівки (6) виконують через горловину (7) конвертера (1) з трьох положень лазерного сканера (2), зокрема по центру, навпроти горловини (7), а також зліва і праворуч від центра. 10. Спосіб за будь-яким з пп. 1-9, який відрізняється тим, що вогнетривку футерівку (6) сканують більше ніж в одному похилому положенні конвертера (1) з щонайменше одного положення лазерного сканера (2, 2', 2"). 11. Спосіб за п. 10, який відрізняється тим, що конвертер (1) нахиляють в два положення щонайменше для одного положення лазерного сканера. 12. Спосіб за п. 10, який відрізняється тим, що для двох похилих положень конвертера (1) вибрані +20° та -20° відносно горизонтальної осі (Н). 13. Спосіб за п. 10, який відрізняється тим, що конвертер (1) нахиляють в три положення для щонайменше одного положення лазерного сканера. 14. Спосіб за п. 13, який відрізняється тим, що як три похилі положення конвертера (1) вибрані положення 0°, +20° та -20° відносно горизонтальної осі (Н). 15. Спосіб за п. 10, який відрізняється тим, що конвертер (1) сканують більше ніж в одному похилому положенні більш ніж для одного положення лазерного сканера. Винахід стосується способу контролю зносу футерівки металургійної плавильної посудини, наприклад, конвертера для плавлення сталі, за допомогою лазерного сканера. Дуже важливо контролювати знос футерівки конвертерів або ковшів, які використовуються, наприклад, в процесі виробництва сталі. Це дає можливість оптимізувати термін служби тигля і запобігти надмірному зносу футерівки, що породжує ризики у виробництві або забезпеченні промислової безпеки. Зношені футерівки конвертерів повинні відновлюватися відносно часто, оскільки термін їх служби становить звичайно від одного або двох тижнів до декількох місяців, залежно від того, що саме плавиться в конвертері, від матеріалу, з якого футерівка виконана і, природно, від кількості плавок, для яких використовується конвертер. Взагалі кажучи, термін служби конвертера відповідає приблизно кількості плавок від 100 до 5000. Знос футерівки контролюється за допомогою способу, основаного на вимірюванні часу проходження лазерного променя або вимірюванні зміни його фази. Лазерний промінь направляється на футерівку внутрішньої поверхні конвертера, від якої він відбивається назад до вимірювального пристрою. У способі, основаному на вимірюванні часу проходження, відстань між вимірювальним приладом і кожною виміряною точкою футерівки, що досліджується, в системі координат вимірювального пристрою може бути розрахована на основі часової відмінності між моментом випромінювання і моментом повернення лазерного променя. Виміряні точки визначають профіль зносу футерівки, який може бути виведений, наприклад, на дисплейний термінал, за допомогою якого профіль зносу, виміряний в працюючому конвертері, може бути порівняний графічно і чисельно з профілем, який був виміряний на арматурному шарі футерівки контейнера, або на робочій футерівці, до того, як контейнер був використаний, тобто до першого плавлення. У такому виробництві для контролю зносу футерівки трьохмірних об'єктів безконтактними способами, наприклад, за допомогою лазерної методики, потрібно, щоб вимірювальний пристрій та об'єкт, що вимірюється, були б представлені в одній і тій самій системі координат. Об'єднання систем координат вимірювального пристрою та об'єкта, що вимірюється, називають прив'язкою. Іншими словами, вимірювальний пристрій позиціонується відносно об'єкта або прив'язується до об'єкта. Для прив'язки необхідно використовувати, щонайменше, три постійні позначки, при тому, що лазерний промінь вимірювального пристрою направляється послідовно до кожної постійної позначки, і координати кожної постійної позначки вимірюються в системі координат вимірювального пристрою. Навіть якщо вимірювальний пристрій має фіксоване положення поблизу контейнера за допомогою постійних позначок, бажано кожний раз виконувати прив'язку при кожному контролі футерівки, враховуючи зміну оточуючих умов та інші фактори, щоб таким чином уникнути яких-небудь помилок. У так званому прямому способі, що звичайно використовується для позиціонування або прив'язки, стаціонарні точки прив'язки, які також називаються постійними позначками, встановлюються на об'єкт, що вимірюється, наприклад, тигель, наприклад, поблизу горловини контейнера. За допомогою постійних позначок системи координат об'єкта і вимірювального пристрою можуть бути математично об'єднані. У прямому способі, об'єкт, що вимірюється, і вимірювальний пристрій можуть бути включені в одну і ту саму систему координат при одночасному вимірюванні і постійних позначок, і точок, що фактично вимірюються. В окремому випадку, коли об'єкт, що вимірюється, спирається на похилу вісь, може бути за 5 стосована непряма кутова прив'язка вимірювання, з постійними позначками, що розташовуються на дні контейнера, або поза ним. Кутовий вимірювальний пристрій може бути змонтований, наприклад, на похилій осі контейнера, або може бути змонтований в іншому місці контейнера. Приклад такого вимірювального пристрою - так званий інклінометр. У цей час, прив'язка за допомогою кутового вимірювання являє собою непрямий спосіб, який використовується, коли важко забезпечити об'єкт, що вимірюється, необхідними точками прив'язки, які чітко видимі і положення яких не може бути розпізнано інакше. Кутові прив'язки при вимірюваннях виконувалися з використанням точок прив'язки на днищі контейнера або на конструкціях поза об'єктом, що вимірюється, і з використанням кутового значення, одержаного від пристрою кутового контролю, за допомогою чого системи координат могли бути математично об'єднані. Постійні позначки прикріпляються до днища контейнера або до рамкових конструкцій виробничої стіни, наприклад, поблизу конвертера. При використанні кутових вимірювань у відомих способах, пристрій кутового контролю інформує вимірювальний пристрій про положення об'єкта або контейнера в зв'язку з відомим оточенням. І в прямому, і в непрямому способах кутового контролю прив'язки, постійні позначки являють собою, наприклад, невеликі пластини, циліндри, сфери або інші об'єкти правильної форми, виконані з матеріалу, який відбиває лазерне випромінювання, і на які лазерний промінь, що випромінюється від вимірювального пристрою направляється вручну, наприклад, за допомогою бінокуляра, або за допомогою якого-небудь іншого напрямного засобу. У цих відомих способах, задача полягає в тому, щоб направити лазерний промінь вручну до центра постійних позначок для одержання точки прив'язки. Оператори вимірювального пристрою, таким чином, повинні виконати декілька операцій раніше, ніж всі точки прив'язки будуть виміряні. Недолік цих відомих способів полягає в тому, що важко автоматизувати операцію прив'язки. Коли прив'язка виконана оператором, є ризик помилок і при оцінці центра точок прив'язки або постійних позначок, і на етапі фактичного юстування. Патентний документ ЕР 1234193 В1, що відповідає патентній заявці США №6922251 Kirchhoff та ін., зміст якої включений тут за допомогою посилання, розкриває спосіб для контролю вогнетривкої футеровки металургійної місткості за допомогою лазерного сканера, в якому лазерний сканер розміщений по центру перед плавильною місткістю при підготовці етапу вимірювання, щоб точно визначити місцеположення лазерного сканера відносно плавильної місткості за допомогою постійних позначок, прикріплених до згаданої плавильної місткості. Після переривання виробничого процесу і як тільки звільняється плавильна місткість, може бути виконане вимірювання внутрішнього простору місткості, при якому лазерний промінь, який може бути відхилений горизонтально і вертикально, сканує внутрішню поверхню контейнера. Лазерні промені, відбиті від вогнетривкої 91253 6 футерівки, приймаються та обробляються відповідно до їх часу проходження. Оскільки відомо також і положення приймача відносно лазерної головки, і відповідне кутове положення лазерної головки визначається для кожного окремого лазерного променя, то за одержаними даними може бути відновлена форма поверхні вогнетривкої футерівки. Корисно, щоб плавильна місткість була сканована не тільки в його горизонтально нахиленому положенні, але також і в двох додаткових похилих положеннях, наприклад на 20° вгору і приблизно на 20° вниз, для можливості сканування усього внутрішнього простору місткості. У способі, відомому з патентного документа ЕР 1234193 В1, після сканування вогнетривкої футерівки по центру, виконується також ліве і праве сканування для сканування також і всієї бокової стінки поблизу горловини плавильної місткості за допомогою переміщення лазерного сканера в ліве або праве положення відносно плавильної місткості. Лазерний сканер повинен мати можливість переміщення тому, що плавильна місткість може бути нахилена біля його горизонтальної осі тільки, але не наліво або направо. Однак, кожний раз, коли лазерний сканер переміщається, повинне бути виконане додаткове вимірювання положення лазерного сканера, при скануванні від лівого або правого положення перед фактичним вимірювальним скануванням. Це вимагає декількох хвилин додаткового часу і, таким чином, продовжує час переривання виробничого процесу. Патент США 6922252 В2 розкриває спосіб для контролю вогнетривкої футерівки металургійної плавильної місткості, в якому поверхня вогнетривкої футерівки місткості також сканується за допомогою лазерного сканера, з другою лазерною головкою, передбаченою для визначення відповідного положення лазерного сканера за допомогою вимірювання позначок, якими забезпечена стінка будівлі навпроти плавильної місткості так, що лазерний сканер вміщений між вимірювальними позначками і плавильною місткістю. У цьому способі попереднього рівня техніки, лазер, що визначає положення, який називається також слідкувальним лазером, обертається на деякій відстані вище лазерного сканера для знаходження вимірювальних позначок, встановлених на будівлі позаду лазерного сканера і, таким чином, для визначення відповідного місцеположення лазерного сканера. Оскільки положення слідкувального лазера відносно лазерного сканера відоме, то звідси може бути одержане відповідне місцеположення лазерного сканера. Недолік цього способу попереднього рівня техніки полягає в тому, що слідкувальний лазер розташований на кінці стрижня або вала так, щоб точне місцеположення слідкувального лазера не залишалося незмінним відносно лазерного сканера, оскільки впливи, коливання будівлі, або неминучі деформації стрижнеподібного тримача слідкувального лазера призводять до вимірювальних помилок, які можуть істотно впливати на точність вимірювання. Крім того, вимірювальні кути двох лазерних систем повинні бути 7 вирівняні один з одним, що також призводить до значних помилок вимірювання. Тому предмет винаходу полягає в тому, щоб поліпшити спосіб, відомий з патенту ЕР 1234193 В1, таким чином, щоб контроль вогнетривкої футерівки металургійної плавильної місткості міг бути виконаний швидше, ніж в способі попереднього рівня техніки. Як рішення цієї задачі надається спосіб, як вказано у вступній частині, для контролю вогнетривкої футерівки металургійної плавильної місткості, наприклад, конвертера для плавлення сталі, за допомогою лазерного сканера, який містить лазерну головку для випромінювання лазерних променів, які можуть бути відхилені у вертикальному і горизонтальному напрямках, і приймальний засіб поблизу лазерної головки для прийому лазерних променів, відбитих від вогнетривкої футерівки, для визначення їх напрямку та часу їх проходження. У способі контролю відповідно до патенту ЕР 1234193 В1, перед фактичним контролем вогнетривкої футерівки, точне положення та орієнтація лазерного сканера відносно системи координат осі нахилу конвертера встановлюється за допомогою вимірювання відстані до лазерного сканера від заздалегідь встановлених і визначених положень постійних позначок. Це спочатку зареєстроване точне положення лазерного сканера в цьому випадку відіграє роль початкового опорного положення та орієнтації лазерного сканера. Потім, процес виробництва сталі в межах конвертера завершується і конвертер нахиляється в положення для контролю, при якому отвір конвертера знаходиться перед лазерним сканером. Потім, виконується перше сканування вогнетривкої футерівки з лазерним сканером, вміщеним перед отвором конвертера, при одночасному скануванні двох або декількох тимчасових позначок. Тимчасові позначки можуть бути нерухомими позначками, вміщеними перед конвертером до завершення процесу виробництва сталі, або може бути так, що це деякі випадкові структури на контейнері або всередині контейнера, наприклад, шлак, або воронки, або кратери, утворені при зливанні в межах вогнетривкої футерівки. З даних сканування визначається положення тимчасових позначок по відношенню до системи координат лазерного сканера так, щоб положення тимчасових позначок могло бути розраховане в системі координат осі нахилу конвертера. Потім, якщо лазерний сканер переміщається в одне або декілька нових положень перед конвертером, які не визначені або не зафіксовані в цей момент, і додаткове сканування вогнетривкої футерівки виконується з цих нових положень, за допомогою одночасного сканування тимчасових позначок з нових положень лазерного сканера, можуть бути розраховані нове положення та орієнтація лазерного сканера відносно системи координат осі нахилу конвертера. Із сканування тимчасових позначок з нових положень лазерного сканера, положення тимчасових позначок в межах системи координат лазерного сканера одночасно розраховується і із заздалегідь розрахованого положення тимчасових позначок відносно системи координат 91253 8 осі нахилу конвертера, можуть бути розраховані нове положення та орієнтація лазерного сканера відносно системи координат осі нахилу конвертера. З даних про точки, одержані скануваннями лазерного променя, кутів нахилу конвертера і положення лазерного сканера, може бути одержаний внутрішній контур вогнетривкої футерівки конвертера. При необхідності, конвертер може бути нахилений в одне або декілька додаткових положень і додаткові сканування вогнетривкої футерівки виконуються в кожному з додаткових положень, повторюючи описані вище етапи. Тому, в загальному випадку винахід стосується способу, в якому виходячи із заздалегідь виконаних вимірювань положення за допомогою постійних позначок під час вимірювального сканування місткості з першого положення сканера, положення двох або декількох тимчасових позначок вимірюються в той самий час, причому розпізнаються з положень сканера, що розрізнюються протягом додаткових вимірювань так, щоб місцеположення та орієнтація лазерного сканера могли бути розраховані відносно осі нахилу місткості. Постійні позначки, що використовуються для визначення положення лазерного сканера, можуть бути частиною будівлі або частиною плавильної посудини. У випадку частини будівлі, постійні позначки можуть бути циліндрами, сферами або іншими непереміщуваними позначками, які надійно зафіксовані на будівлі або на перекритті будівлі. Постійні позначки не обов'язково повинні бути роздільно розміщеними або закріпленими тілами, якщо вони являють собою частину будівлі, яка не змінює свого положення, і якщо вони можуть бути скановані лазерним променем так, щоб вони дозволили точно визначити положення лазерного сканера. В іншому варіанті реалізації, постійні позначки не є частиною будівлі, але прикріплені до плавильної місткості, або утворюють частину плавильної посудини, оскільки цього може бути достатньо для визначення положення лазерного сканера відносно плавильної місткості із сканування горловини місткості або інших його частин, які забезпечені або не забезпечені постійними позначками. Згідно з винаходом, після того, як перше позиційне сканування, за допомогою якого визначене точне положення лазерного сканера відносно плавильної посудини, або тимчасові позначки поблизу отвору плавильної посудини вміщуються і скануються одночасно протягом вимірювального сканування, з однією міткою праворуч і зліва перед отвором, або краї отвору плавильної посудини або залишковий шлак, який можливо залишився на ньому, або воронки, або кратери, сформовані при зливанні, або інші розпізнавані структури у вогнетривкому матеріалі, можуть використовуватися як тимчасові позначки і можуть бути скановані під час вимірювання. Під час першого по центру вимірювального сканування не тільки вогнетривка футерівка плавильної місткості сканується лазерним променем, але також і тимчасові позначки, положення яких можуть також бути визначені лазерним сканером 9 так само точно, як і відбиваючі точки на вогнетривкій футерівці. На другому етапі лазерний сканер вміщується зліва або праворуч від отвору плавильної місткості для сканування однієї сторони вогнетривкої футерівки і, тим самим, можливо і для сканування усього внутрішнього простору місткості. Як тільки виконане вимірювальне сканування, лазерний промінь сканує також тимчасові позначки, місцеположення яких були визначені заздалегідь протягом вимірювального сканування по центру так, щоб точне місцеположення лазерного сканера могло бути розраховане без необхідності в подальшому позиційному скануванні для лазерного сканера, як було потрібно до першого вимірювального сканування по центру. Потім лазерний сканер переміщається в інше положення, наприклад, направо від центрального положення, і внутрішній простір плавильної місткості сканується знов з тимчасовими позначками, що скануються в той самий час так, щоб з його заздалегідь визначеного місцеположення відповідне нове (праве) положення сканування лазерного сканера могло бути розраховане. Це призводить до економії часу більш ніж на 50%, при тому, що для кожного сканування положення в цьому випадку потрібно дві хвилини, оскільки повна вимірювальна процедура в техніці попереднього рівня, яка не використовує тимчасові позначки, займає 11-12 хвилин, в той час як для способу згідно з винаходом необхідно тільки 5 хвилин переривання виробничого процесу. Нижче винахід розглядається в зв'язку з кресленнями, з яких: Фіг.1 зображає схематичний вигляд плану конвертера з декількома положеннями лазерного сканера; Фіг.2 - схематичний вигляд збоку креслення на Фіг.1. Потрібно зазначити, що на всіх кресленнях одним і тим самим частинам відповідають однакові цифрові позначення. Зокрема, на Фіг.1 показаний конвертер 1 як металургійна плавильна місткість, що має горизонтальну вісь Η і похилу вісь з конвертером 1, злегка нахиленим назовні (приблизно на 20°) так, щоб можна було бачити його горловину 7. Приблизно в середині або центрі горловини 7 вміщений лазерний сканер 2, який може випустити лазерний промінь 4 в конвертер 1 для сканування його вогнетривкої футерівки 6. Розташування лазерного сканера 2 перед горловиною 7 конвертера 1 не обов'язково повинне бути точно центральним; достатньо, якщо він знаходиться приблизно в середині горловини 7 так, що внутрішній простір конвертера 1 може бути сканований настільки рівномірно, наскільки це можливе. Відносно конвертера 1, три постійних позначки РМ1 РМ2 РМ3 розташовуються позаду лазерного сканера 2 і використовуються для визначення розташування лазерного сканера 2 при центральному розташуванні, відповідно до Фіг.1. Потрібно зазначити, що двох постійних позначок може бути достатньо для визначення положення. Постійні позначки РМ1-РМ3 в даному варіанті реалізації являють собою циліндри; вони також можуть бути 91253 10 сферами або іншими позначками, придатними для відбиття лазерних променів 4, що випромінюються лазерною головкою 3. Необхідно тільки, щоб всі постійні позначки РМ1-РМ3 були стаціонарними позначками, яким-небудь чином зафіксованими, прикріпленими до будівлі, наприклад, так, щоб вони не змінювали своїх положень відносно конвертера 1. На Фіг.1 показані дві додаткові тимчасові позначки ТМ1 та ТМ2, які вміщені праворуч і зліва від горловини 7 конвертера 1 до початку процесу вимірювання. Як було вказано у вступній частині опису, тимчасові позначки ТМ1, ТМ2 являють собою циліндри, але також можуть бути сферами або іншими відбиваючими тілами, і важливо тільки, що тимчасові позначки залишаються в тому самому місцеположенні протягом всіх трьох встановлювальних положень лазерного сканера - 2, 2', 2". Після вимірювання вони можуть бути видалені і повинні бути вміщені перед конвертером тільки для нового вимірювання. Вони тоді можуть бути повторно вміщені в нові місцеположення. Необхідно тільки, щоб вони знаходилися в межах ділянки лазерного сканера 2, що сканується. В інших варіантах реалізації можуть бути використані дві або декілька тимчасових позначок. Лазерна головка 3 і приймальний засіб 5, які знаходяться у визначеному просторовому співвідношенні один з одним, і які використовуються із способом згідно з винаходом, відомі самі по собі. Лазерна головка 3 працює так, що вона направляє лазерне випромінювання з лазерного джерела до відхиляючого дзеркала, наприклад, полігонального дзеркала, яке відхиляє лазерні промені 4 при його обертанні. Для лазерних променів довжина хвилі може відповідати видимому світлу або ближньому інфрачервоному діапазону. Відхилення лазерних променів 4 здійснюється у вертикальному напрямку, якщо дзеркало, що обертається, обертається навколо горизонтальної осі. Якщо лазерна головка 3 також обертається кроковим двигуном навколо вертикальної осі, то лазерні промені 4 сканують поверхню вогнетривкої футерівки 6 круговим чином. На Фіг.2 показаний процес вимірювання для визначення поверхні вогнетривкої футерівки 6, тоді як на Фіг.1 початкове позиційне сканування показане цілком промальованими лініями, а фактичні вимірювальні сканування позначені пунктирною лінією лазерних променів 4', 4". Зокрема, наступні етапи виконуються із способом згідно з винаходом. Тимчасові позначки ТМ1, ТМ2 вміщуються перед конвертером 1. Лазерний сканер 2 вміщується приблизно по центру навпроти конвертера 1. Постійні позначки РМ1-РМ3, які прикріплені до будівлі, скануються лазерним сканером 2 з лазерною головкою 3, направленою назад, тобто в сторону від горловини 7 конвертера 1. Постійні позначки РМ1-РМ3 ідентифікуються і їх положення розраховуються відносно системи координат лазерного сканера 2. Використовуючи попередню інформацію про положення постійних позначок РМ1-РМ3 і поло 11 ження осі 8 нахилу конвертера, положення лазерного сканера 2 встановлюється відносно конвертера 1. Зазначена інформація була одержана протягом попередньої прив'язки вимірювань. Процес виробництва в межах конвертера 1 переривається. Конвертер 1 нахилений в перше положення, наприклад, в напрямку горизонтальної осі Н. Перше середнє відносно центральне сканування інтер'єра конвертера 1 виконується, і в той самий час скануються також тимчасові позначки ТМ1, ТМ2. Тимчасові позначки ТМ1, ТМ2 ідентифікуються, і їх положення відносно лазерного сканера 2 розраховується. Це дозволяє прив'язати їх положення відносно конвертера 1. Конвертер 1 тепер нахилений до другого положення, наприклад, на 20° вниз. Виконується друге центральне сканування внутрішнього простору конвертера 1. Конвертер 1 нахиляється до третього положення, наприклад, на 40° вгору від попереднього положення (тобто на 20° вгору від горизонтальної осі Н). Виконується третє центральне сканування. Лазерний сканер 2 переміщається від його центрального положення наліво в положення 2'. Виконується ліве сканування вогнетривкої футерівки 6, і в той самий час виконується сканування тимчасових позначок ТМ1, ТМ2. Тимчасові позначки ТМ1, ТМ2 ідентифікуються, і розраховується їх положення відносно лазерного сканера 2'. Оскільки положення тимчасових позначок ТМ1, ТМ2 відносно конвертера 1 відоме, положен 91253 12 ня лазерного сканера 2' в лівому розташуванні може бути визначене відносно конвертера 1. Потім, лазерний сканер 2 переміщається направо в положення 2", і конвертер 1 сканується з правого боку з тимчасовими позначками ТМ1, ТМ2, що одночасно скануються з правого боку. Розраховуються тимчасові позначки ТМ1, ТМ2 та їх положення відносно системи координат лазерного сканера 2і. Оскільки положення тимчасових позначок ТМ1, ТМ2 відносно конвертера 1 відоме, праве положення лазерного сканера 2" може бути розраховане і встановлене відносно конвертера 1. З даних, прийнятих приймальним засобом 5, відносно часу проходження лазерних променів 4, 4' та 4" з центрального сканування, лівого сканування і правого сканування, і з кутів нахилу лазерного сканера 2, може бути визначена поверхня вогнетривкої футерівки 6. За допомогою порівняння заздалегідь збережених результатів вимірювання, можуть бути виявлені зміни в товщині вогнетривкої футерівки 6. Потрібно зазначити, що фахівцям в даній галузі техніки відомо, як модифікувати спосіб згідно з винаходом, не відступаючи від обсягу претензій формули винаходу. Посилальні позиції 1 конвертер (металургійна плавильна місткість) 2, 2', 2" лазерний сканер З лазерна головка 4, 4і, 4" лазерний промінь 5 приймальний засіб 6 вогнетривка футерівка 7 горловина конвертера 8 вісь нахилу конвертера 13 Комп’ютерна верстка О. Рябко 91253 Підписне 14 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of wear of refractory lining of metallurgical melting vessel
Автори англійськоюKleinloch Jurgen, Blissenbakh Dieter, Kirchhoff Stefan, Karlhoff Christoph
Назва патенту російськоюСпособ для контроля износа огнеупорной футеровки металлургического плавильного сосуда
Автори російськоюКляйнлох Юрген, Блиссенбах Дитер, Кирххофф Штефан, Карлхофф Кристоф
МПК / Мітки
МПК: G01B 11/30, G01B 9/00, G01B 11/24, G01B 11/14
Мітки: плавильної, спосіб, футерівки, металургійної, контролю, посудини, вогнетривкої, зносу
Код посилання
<a href="https://ua.patents.su/7-91253-sposib-dlya-kontrolyu-znosu-vognetrivko-futerivki-metalurgijjno-plavilno-posudini.html" target="_blank" rel="follow" title="База патентів України">Спосіб для контролю зносу вогнетривкої футерівки металургійної плавильної посудини</a>
Спосіб розбирання вогнетривкої футерівки посудини для розміщення металу
Номер патенту: 22722
Опубліковано: 07.04.1998
Автори: Пищіда Валерій Іванович, Соколовський Борис Цудікович, Скакун Михайло Дмитрович
МПК: C21C 5/44
Мітки: футерівки, посудини, вогнетривкої, металу, розбирання, спосіб, розміщення
Формула / Реферат:
Способ разборки огнеупорной футеровки сосуда для размещения металла, преимущественно жидкого чугуна, включающий воздействие на нее рабочего инструмента ударного действия вдоль продольной оси сосуда и поперек футеровочных колец с образованием пазов, отличающийся тем, что после остановки сосуда на замену изношенной футеровки, производят ее омывание в течение 5-10 минут жидким металлом, например чугуном, массой 0,02 части рабочего объема сосуда...
Пробка для металургійної плавильної посудини
Номер патенту: 87754
Опубліковано: 10.08.2009
Автори: Фауль Маркус, Мюллер Хельмут, Пернот Юрген, Вінкельманн Манфред (помер)
МПК: C21C 5/30, B22D 41/14, B22D 41/08, B22D 41/00
Мітки: посудини, пробка, металургійної, плавильної
Формула / Реферат:
1. Пробка для металургійної плавильної посудини, що містить стрижнеподібний корпус (10), виготовлений із щонайменше одного вогнетривкого керамічного матеріалу, з першим - верхнім кінцем і другим - нижнім кінцем (14), глухий отвір (12), що проходить від першого кінця вказаного корпусу (10) у напрямку його осі у бік другого його кінця (14), що кінчається дном (16), розташованим з відступом від другого кінця (14) вказаного корпусу (10),...
Армуюча жаротривка плита вогнетривкої футерівки печі
Номер патенту: 9673
Опубліковано: 17.10.2005
Автори: Ротару Іон Теодорович, Корінь Андрій Олександрович, Теряєв Олександр Митрофанович, Шеремет Володимир Олександрович, Коротченков Валерій Михайлович, Романенко Володимир Ілліч
МПК: C21D 9/70
Мітки: печі, вогнетривкої, жаротривка, футерівки, плита, армуюча
Формула / Реферат:
Армуюча жаротривка плита вогнетривкої футерівки печі, що містить тіло плити, торці і боковини, яка відрізняється тим, що тіло плити розділене на частини, з'єднані перегородками, крайні з яких встановлені на відстані від торців, рівній 0,1-0,5 довжини плити, а ширина кожної частини плити становить 0,1-0,4 від загальної ширини плити.
Спосіб виготовлення зношуваного шару вогнетривкої футерівки в розливних ковшах і розливних формах
Номер патенту: 86263
Опубліковано: 10.04.2009
Автор: Сейнар Слагнес
МПК: B22D 41/02
Мітки: формах, виготовлення, шару, футерівки, розливних, спосіб, ковшах, вогнетривкої, зношуваного
Формула / Реферат:
1. Спосіб виготовлення зношуваного шару (6, 9, 11) вогнетривкої футерівки в розливних ковшах і розливних формах (1), призначених для лиття металу, причому зношуваний шар (6, 9, 11) футерівки утворюють декількома шарами сипучих сумішей на основі ряду різних гранульованих вогнетривких матеріалів з низькою теплопровідністю, причому кожна із згаданих сумішей містить щонайменше 4 мас. % натрієвого або калієвого рідкого скла, який відрізняється...
Плавильний пристрій та спосіб виймання з металургійної посудини наконечника для введення твердих речовин
Номер патенту: 87860
Опубліковано: 25.08.2009
Автор: Хейтон Марк
МПК: C21C 5/56, C21B 11/00, F27B 1/16, C21B 13/00, F27D 3/00, C21C 5/30
Мітки: наконечника, пристрій, посудини, виймання, речовин, твердих, спосіб, введення, металургійної, плавильній
Формула / Реферат:
1. Плавильний пристрій, який містить:металургійну посудину,принаймні один довгий наконечник для введення твердих речовин, який проходить крізь бічну стінку посудини з нахилом донизу та всередину для подачі твердого матеріалу в посудину,довгий напрямний механізм, який розташований з напрямом вгору та назовні від бічної стінки посудини,засоби переміщення, виконані з можливістю переміщення по напрямному механізму,...
Попередній патент: Спосіб з’єднання електричних кабелів
Наступний патент: Спосіб безперервного або періодичного добування металу або декількох металів зі шлаку, який містить зазначений метал або сполуку зазначеного металу
Випадковий патент: Пов'язочний вузол для рани або розрізу (варіанти), спосіб зовнішньої обробки рани або розрізу, гемостат та спосіб гемостазу