Спосіб виготовлення композитної деталі
Формула / Реферат
1. Спосіб виготовлення шаруватої композитної деталі, який має наступні етапи:
- принаймні одну сторону стального листа, товщина якого Еa менше 0,65 мм, покривають однією чи кількома клейкими полімерними плівками, загальна товщина Ер яких перевищує або дорівнює 0,1 мм, для формування шаруватого композитного листа, що має товщину Е = Еа + Ер;
- за необхідності шаруватий композитний лист розрізають для одержання листової заготовки;
- шаруватий композитний лист чи листову заготовку формують шляхом штампування для одержання шаруватої композитної деталі, при цьому штампування здійснюють у штампувальному пресі, який має пуансон, матрицю і листотримач, регулюючи значення відстані Рm між пуансоном і матрицею таким чином, щоб:
Е - 0, 80 х Ер £ Рm £ Е.
2. Спосіб за п. 1, який відрізняється тим, що штампування шаруватого композитного листа або листової заготовки здійснюють, накладаючи пуансон безпосередньо на сторону листа або листової заготовки, вкритої клейкою полімерною плівкою.
3. Спосіб за п. 1, який відрізняється тим, що штампування шаруватого композитного листа або листової заготовки здійснюють, накладаючи пуансон безпосередньо на сторону листа або листової заготовки, не вкритої клейкою полімерною плівкою.
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що товщина Еа стального листа менше 0,5 мм.
5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що товщина Ер клейкої полімерної плівки перевищує 0,2 мм.
6. Спосіб за будь-яким із пп. 1-5, який відрізняється тим, що загальна товщина Е шаруватого композитного стального листа перебуває у межах від 0,3 до 1,2 мм.
7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що полімерну плівку наносять на стальний лист шляхом екструдування безпосередньо на лист.
8. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що полімерну плівку попередньо формують перед тим, як нанести на стальний лист шляхом гарячого ламінування або наклеювання за допомогою адгезивного засобу.
9. Спосіб за будь-яким із пп. 1-8, який відрізняється тим, що як полімер клейкої плівки використовують термопластичний полімер.
10. Спосіб за п. 9, який відрізняється тим, що термопластичний полімер вибирають із групи, в яку входять поліолефіни, складні поліефіри, поліаміди та їх суміші.
11. Спосіб за п. 9 або п. 10, який відрізняється тим, що полімеру прищеплюють функціональну групу шляхом співполімеризації із карбоксильною кислотою або з одним із її похідних.
12. Спосіб за будь-яким із пп. 1-11, який відрізняється тим, що перед нанесенням на стальний лист полімерну плівку піддають корона-обробці або обробці полум'ям.
13. Спосіб за будь-яким із пп. 1-12, який відрізняється тим, що стальний лист попередньо піддають поверхневій обробці для поліпшення зчеплення полімерної плівки з листом.
Текст
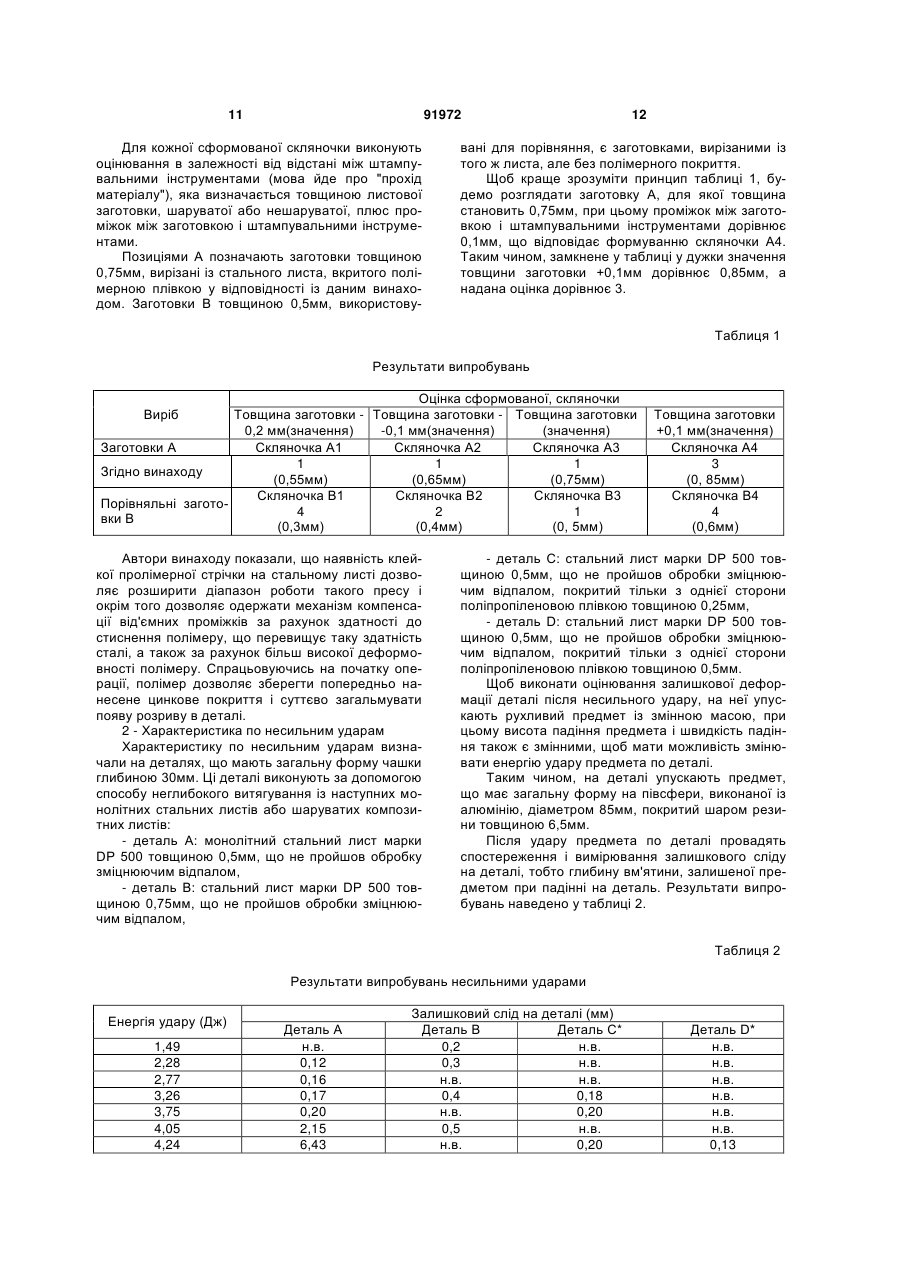
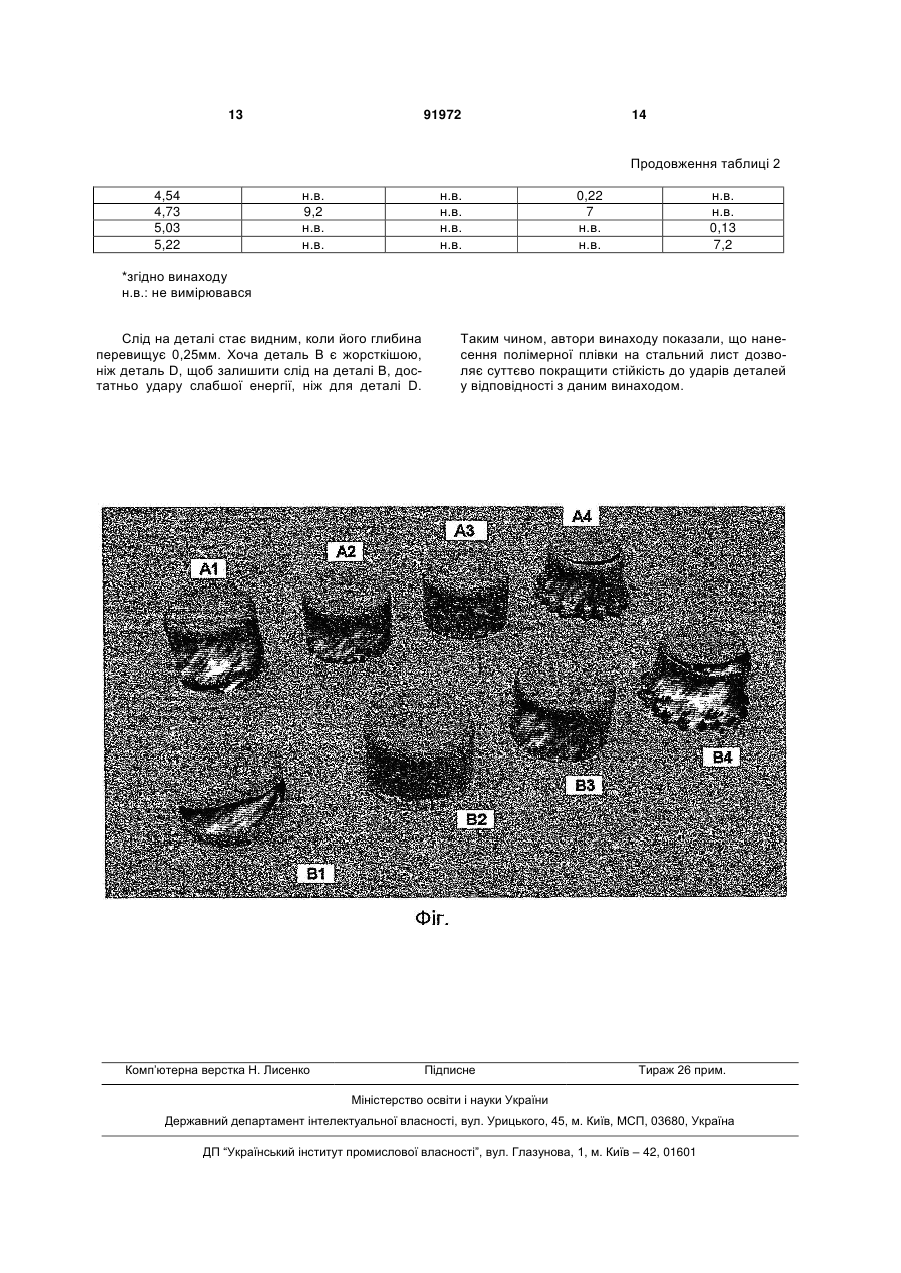
1. Спосіб виготовлення шаруватої композитної деталі, який має наступні етапи: - принаймні одну сторону стального листа, товщина якого Еa менше 0,65 мм, покривають однією чи кількома клейкими полімерними плівками, загальна товщина Ер яких перевищує або дорівнює 0,1 мм, для формування шаруватого композитного листа, що має товщину Е=Еа+Ер; - за необхідності шаруватий композитний лист розрізають для одержання листової заготовки; - шаруватий композитний лист чи листову заготовку формують шляхом штампування для одержання шаруватої композитної деталі, при цьому штампування здійснюють у штампувальному пресі, який має пуансон, матрицю і листотримач, регулюючи значення відстані Рm між пуансоном і матрицею таким чином, щоб: Е-0,80×Ер Рm Е. 2. Спосіб за п.1, який відрізняється тим, що штампування шаруватого композитного листа або листової заготовки здійснюють, накладаючи пуансон безпосередньо на сторону листа або листової заготовки, вкритої клейкою полімерною плівкою. 3. Спосіб за п.1, який відрізняється тим, що штампування шаруватого композитного листа або листової заготовки здійснюють, накладаючи пуансон 2 (19) 1 3 Даний винахід стосується способів виготовлення шаруватої композитної деталі, деталей, одержуваних з допомогою цього способу і використання цих деталей в області автомобільної промисловості для виготовлення автомобільних кузовів, в області виробництва електропобутових приладів, промисловості або будівництві. Нові законодавчі положення, які приймають з метою скоротити забруднення атмосфери випускними газами, змушують конструкторів знижувати вагу автомобілів з метою вкорочення споживання ними палива. Попри успіхи, досягнуті металургами у розроблянні марок сталі, які характеризуються одночасно високою міцністю і хорошою еластичністю, що дозволяє суттєво зменшити товщину листового прокату, листи все ж мають товщину більше 0,65 мм при використанні для великорозмірних деталей, тобто, деталей, для яких лист, що йде на їх виготовлення, або листова заготовка має принаймні один із розмірів, що перевищує 600мм. Отже, вага такого типу деталей залишається більшою, ніж того вимагають конструктори. Дійсно, виготовлення деталей обшивки, тобто видних із зовнішньої сторони деталей, наприклад, таких, як крила, за допомогою штампування стального листа товщиною менше 0,65мм не видається можливим, оскільки процесом на промисловій установці дуже важко керувати, зокрема, через небезпеку появи складок або розривів на штампованій деталі. Під час штампування стальний лист утримується листотримачем між матрицею і пуансоном, які часто мають складні форми. При цьому деякі зони листа зазнають витягування, тоді як інші зони, навпаки, зазнають стиснення. Звичайно, коли лист має товщину більше 0,65мм, штампувальний інструмент регулюють таким чином, щоб відстань між матрицею і пуансоном, яку спеціалісти звичайно називають "проходом матеріалу", дорівнювала б чи перевищувала товщину призначеного для штампування листа. В цих умовах роботи передбачають додатній проміжок між інструментами. Як правило, беруть запас у розмірі кількох процентів від товщини листа, г одного боку, щоб компенсувати коливання товщини, які інколи виникають в таких листах, і з іншого боку, щоб полегшити проходження матеріалу у зонах витягування, тобто там, де лиса прагне до потовщання під час формування. Це дозволяє уникнути затискань між інструментами, які можуть привести до розривів. На цьому рівні товщини сталь має достатню деформаційну здатність, щоб компенсувати коливання проміжків, що виникають у процесі штампування, і уникнути утворення складок і/або розривів. Якщо ж товщина листа перебуває у межах від 0,50 до 0,65мм, сталь стає чутливою до коливань проміжків між інструментами і вже не може компенсувати ці коливання проміжків. У результаті цього виникають складки і розриви. Якщо під час штампування таких листів продовжувати регулювати інструменти із додатнім проміжком, то можна уникнути розривів. Однак утворення складок немину 91972 4 че, що є недопустимим, особливо для кузовних деталей. Штампування листа товщиною менше 0,50мм для формування деталі складної форми без утворення складок навіть не видається можливим, настільки складно знайти необхідну точку регулювання інструментів, не піддаючи деталь небезпеці розривання. Тому, щоб зменшити вагу автомобілів, конструктори звернулись до матеріалів нижчої густини, таким як алюміній або термопластичні полімери, для виготовлення деталей такого типу. У випадку термопластичних полімерів їх використання дозволяє полегшити деталі приблизно на 50% у порівнянні з такими ж деталями із сталі, а також урізноманітнити форми. Окрім того, деталі із термопластичного полімеру відмінно опираються несильним ударам. Разом з тим термопластичні полімери мають ряд недоліків, а саме: - проблема електропровідності, яка робить їх використання несумісним із поширеними процесами фарбування, такими як катафорез; - складність одержання деталі такого ж кольору, як і найближчі деталі, які як правило виконані зі сталі; і - проблеми збирання, пов'язані із диференціальним розширенням деталі із термопластичного полімеру і розміщеними поряд деталями під час циклів нагрівання при фарбуванні, а також під час експлуатації автомобіля. Відомі також багатошарові листи, що мають два зовнішні покриття із листової сталі і осердя із полімеру, що з'єднує два покриття, і такі, що дозволяють зменшити вагу приблизно на 20-30% у порівнянні зі стальним листом, який має такі ж технічні характеристики. Однак, з одного боку, виграш у вазі виявився недостатнім для конструкторів автомобілів, а з іншого боку, виготовлення листів такого типу є складним. Дійсно, важко домогтися рівномірного зчеплення між полімерним шаром і двома покриттями, і багатошаровий лист може розшаруватися під час формування. В області виробництва електропобутових приладів і загальної промисловості конструктори також стикаються із вимогою зниження ваги для підвищення продуктивності. Тому проблеми тут аналогічні із проблемами, які виникають в автомобільній промисловості під час формування шляхом штамповки тонких стальних листів або листових заготовок для одержання деталей, що забезпечують зовнішній вигляд виробу. Даний винахід повинен дозволити уникнути появи складок і/або розривів на деталях із сталі, одержаних шляхом формування штамповкою стальних листів або листових заготовок товщиною менше 0,65мм. У цьому зв'язку першим об'єктом даного винаходу є спосіб виготовлення шаруватої композитної деталі, який містить наступні етапи: - принаймні одну сторону стального листа, товщина якого Еа менша 0,65мм, покривають однією або кількома клейкими полімерними плівками, загальна товщина Ер яких перевищує або дорівнює 5 0,1мм, для формування шаруватого композитного стального листа, що має товщину Е=Еа+Ер; - у випадку необхідності вказаний лист розрізають для одержання заготовки; - шаруватий лист або листову заготовку формують шляхом штампування для одержання вказаної шаруватої композитної деталі, при цьому штампування здійснюють у штампувальному пресі, який має пуансон, матрицю і листотримач, регулюючи значення проходу матеріалу Рm між пуансоном і матрицею таким чином, щоб: Е-0,80 Ер Рm Е. Спосіб у відповідності із даним винаходом може також мати такі відмінні ознаки: - штампування шаруватого композитного листа або листової заготовки здійснюють, прикладаючи пуансон або безпосередньо до сторони листа чи листової заготовки, вкритої клейкою полімерною плівкою, або безпосередньо до сторони листа чи листової заготовки, не вкритої клейкою полімерною плівкою; - товщина Еа стального листа менша 0,5мм; - товщина Ер клейкої полімерної плівки перевищує 0,2мм ; - загальна товщина Е шаруватого композитного стального листа перебуває у межах від 0,3 до 1,2мм; - полімерну плівку безпосередньо екструдують на лист; - полімерну плівку попередньо формують перед тим, як нанести на стальний лист шляхом гарячого ламінування або наклеювання за допомогою адгезивного засобу; - полімером клейкої плівки є термопластичний полімер, вибраний із групи, в яку входять поліолефіни, складні поліефіри, поліаміди і їх суміші. - З метою покращення зчеплення полімерної плівки зі стальним листом: полімеру прищеплюють функціональну групу шляхом співполімеризації із карбоксильною кислотою або із одним із її похідних, і/або полімерну плівку піддають перед її нанесенням на стальний лист корона-обробці або обробці полум'ям, і/або стальний лист піддають попередній поверхневій обробці для покращення зчеплення полімерної плівки із листом. Другим об'єктом даного винаходу є деталь, яку можна одержати за допомогою описаного вище способу виготовлення. Стальний лист, використовуваний для виготовлення шаруватої композитної деталі у відповідності із даним винаходом має товщину Еа, що перевищує 0,1мм і меншу 0,65мм, найкраще менше 0,5мм і ще краще - меншу 0,4мм. Дійсно, за значень, менших 0,1мм, жорсткість шаруватої композитної деталі буде недостатньою, за значень понад 0,65мм недостатнім буде виграш у вазі. Як правило, листи, використовувані для виготовлення зовнішніх кузовних деталей для автомобіля, зокрема обшивки для деталей, що відкриваються, або деталей для електропобутових приладів, мають ширину, що перевищує 600мм і принаймні один із розмірів листових заготовок перевищує 600мм. 91972 6 Марка використовуваної сталі в основному залежить від передбачуваного застосування. Наприклад, у випадку, коли шарувату композитну деталь використовують для виробництва автомобілів, то звичайно застосовують двофазну сталь, сталі ES (EN DC01-DC06), високоміцні сталі з високою межею плинності HLE (EN Н 240 LA-Н 40 LA) або сталі IF P220 чи Р235. Стальний лист може мати попередньо нанесене покриття або не мати такого покриття. Краще для покращення властивостей листа принаймні на одну із його сторін попередньо наносять металічне покриття, наприклад, на основі цинку або цинкового сплаву, або тонке (порядку 1мм) органічне покриття типу сухої змазочної плівки, первинне антикорозійне покриття, оздоблювальний лак або первинне адгезійне покриття. Він може бути підданий також хроматуванню або фосфатуванню чи вкритий масляною плівкою. Клейка полімерна плівка має товщину Ер, що перевищує або дорівнює 0,1мм, найкраще таку, що перевищує 0,2мм. При значеннях менше 0,1мм виникає небезпека пошкодження деталі під час її виготовлення перш за все шляхом руйнування попередньо нанесеного покриття, потім шляхом розриву деталі. За значень понад 0,2мм виграш у вазі стає відчутним, оскільки чим більша товщина полімеру, тим більше можна зменшити товщину листа. Полімер обирають в залежності від кінцевого призначення деталі, разом з тим у будь-яких випадках він повинен мати наступні характеристики: - високий рівень зчеплення зі стальним листом, щоб, з одного боку уникнути явищ типу відшарування під час формування шаруватої листової заготовки і, з іншого боку, забезпечувати добру корозійну стійкість; - достатній рівень в'язкості, щоб не знизити властивість деформовності шаруватого композитного листа. Нарешті, в залежності від призначення шаруватої композитної деталі полімер буде мати відповідні додаткові характеристики. В області автомобільної промисловості краще також, щоб полімер мав хорошу температурномеханічну міцність, щоб забезпечувати хороший зовнішній вигляд поверхні і точність геометричної форми деталі навіть після сильної термічної обробки, наприклад, під час фарбувальної операції шляхом катафорезу. Дійсно, катафорез передбачає дію на деталь температур від 140 до 200°С протягом 15-30 хвилин для обпалення шару фарби. Полімер є термопластичним полімером, який вибирають із групи, куди входять поліолефіни, наприклад, такі як поліетилен і поліпропілен, складні ефіри, наприклад, такі як поліетилентерефталат, поліаміди і їх суміші. Для покращення зчеплення полімерної плівки зі стальним листом найкраще полімеру прищепити функціональну групу шляхом співполімеризації із карбоксильною кислотою або з одним із її похідних. Він може також містити співполімер стиролу і карбоксильної кислоти або одного із її похідних, чи дуже невелику кількість епоксидної смоли. Перед 7 нанесенням на лист полімерну плівку можна піддати також корона-обробці або обробці полум'ям. Лист можна також піддати попередній поверхневій обробці, такій як хроматування, фосфатування або будь-якій іншій поверхневій обробці, що її називають обробкою без хрому VI. Полімер може також містити добре відомі спеціалістам сполуки для ще більшого покращення властивостей полімеру, наприклад, добавки, такі як антистатики, пігменти, барвники і антиоксиданти, щоб уникнути явищ термоокислення, які можуть виникати під час циклів обпалювання фарби. Окрім того, характеристики застосування полімеру можна також покращити шляхом включення в нього незначних кількостей змащувальних матеріалів або речовин, що підвищують ковзання. Плівка може містити один чи кілька шарів полімеру, загальна товщина Ер яких перевищує або дорівнює 0,1мм, наприклад, це може бути одержана спільною екструзією двошарова плівка, яка має перший адгезивний шар товщиною 50мкм, що містить поліпропілен з прищепленим малеїновим ангідридом, і другий шар поліпропілену товщиною 350мм. Для виготовлення шаруватої композитної деталі одну чи кілька полімерних плівок наносять на всю поверхню або тільки на частину поверхні принаймні однієї сторони стального листа шляхом гарячого ламінування або шляхом наклеювання за допомогою адгезивного засобу. Найкраще стальний лист попередньо нагріти, щоб забезпечити краще зчеплення полімерної плівки зі стальним листом. Полімерну плівку попередньо формують, наприклад, шляхом екструзії, потім наносять на стальний лист або екструдують безпосередньо на лист. Як правило, загальна товщина Е шаруватого композитного стального листа становить від 0,3 до 1,2мм. Дійсно, із шаруватого композитного стального листа товщиною Е менше 0,3мм неможливо одержувати деталі, що мають достатню жорсткість для промислового застосування. Якщо ж товщина перевищує 1,2мм, виграш у вазі виявляється недостатнім. Після виготовлення шаруватого композитного листа його можна підсилити локально шляхом накладання на клейку полімерну плівку стальних листових заготовок для формування листів типу клаптевих. При виготовленні шаруватого композитного стального листа його формують або безпосередньо в установках, що їх називають "штамповочновирубними", тобто первісно намотаний у рулон лист розмотують, потім заводять безпосередньо між інструментами для здійснення повного або часткового вирізанню деталі одночасно із деякими етапами формування, або його розрізають, щоб одержати заготовки для їх наступного формування. Формування шаруватого композитного стального листа або листової заготовки здійснюють шляхом штампування у штампувальному пресі, що класично містить пуансон, матрицю і листотримач. 91972 8 Після закріплення листа або листової заготовки у листотримачі регулюють прохід матеріалу Рm між пуансоном і матрицею таким чином, щоб прохід матеріалу Рm перебував у межах, включаючи краї, між значенням товщини Е шаруватого композитного листа або листової заготовки за вирахуванням 80% загальної товщини Ер клейкої полімерної плівки або плівок і значенням Е шаруватого композитного листа або листової заготовки, тобто: Е-0,80 Ер Рm Е. Таке регулювання дозволяє одержувати деталь без складок і розривів. Це забезпечується здатністю полімеру до стискання і деформування, яка перевищує таку здатність сталі. Після регулювання проходу матеріалу Рm між пуансоном і матрицею виконують штампування листа або заготовки, накладаючи пуансон або на сторону листа чи заготовки, вкриту клейкою полімерною плівкою, або на сторону, не вкриту цією плівкою. Як буде видно із нижче поданих прикладів, полімерна плівка, нанесена на лист або заготовку, дозволяє зменшити товщину листа, який необхідно піддати формуванню, завдяки здатності полімеру до стиснення і деформації. Таким чином, полімер дозволяє підтримувати сталий і рівномірний тиск і контакт між пуансоном, листом або заготовкою і матрицею, при цьому сама плівка може спрацьовуватися. Зони витягування у шаруватому композитному листі або листовій заготовці, які у частинному випадку монолітного стального листа стають все більш критичними у міру зменшення товщини листа, компенсуються тим краще, чим більше товщина полімерної плівки за даної товщини листа. Отже, явища формування складок в деталі, пошкодження попередньо нанесеного покриття і/або розривів деталі суттєво знижуються і навіть повністю усуваються. Автори винаходу таким чином виявили, що якщо прохід матеріалу Рm відрегульований на значення, що перевищує товщину шаруватого композитного листа або листової заготовки, у деталі починають виникати складки у міру деформації пуансоном листа або листової заготовки, вкритої клейкою полімерною плівкою, причому складки проявляються тим більше, чим більше значення Рm. Якщо ж відрегулювати прохід матеріалу Рm на значення, менше Е-0,80 Ер Рm Е, деталь може розірватися внаслідок надмірного тертя між матрицею, пуансоном і шаруватим композитним листом або листовою заготовкою. У випадку, коли шаруватий композитний лист або листова заготовка має попередньо нанесене покриття, наприклад, попередньо нанесене цинкове покриття, це попередньо нанесене покриття почне руйнуватися, а потім, у міру збільшення напруг, стальний лист або листова заготовка розірветься через надмірне стиснення клейкої полімерної плівки або плівок. Одержані деталі можна використати у різних областях, де виникає необхідність у зменшенні ваги, наприклад, в автомобільній промисловості для виготовлення крил, у виробництві електропобутових приладів для виготовлення каркасів пральних машин, і взагалі у промисловості. 9 В залежності від призначення шаруватої композитної деталі клейку полімерну плівку можна наносити на одну сторону або на обидві сторони стального листа. Наприклад, деталь, призначена для виробництва електропобутових приладів, найкраще може містити клейку полімерну плівку на своїх двох сторонах, при цьому полімер може бути однаковим або різним, щоб надати видній стороні деталі задовільний зовнішній вигляд. Таким чином, покритий клейкою полімерною плівкою стальний лист дозволяє одержувати деталі з виграшем у вазі від 30 до 50% у порівнянні з деталлю із монолітного стального листа за мінімальної втрати жорсткості одержаної деталі. Такий шаруватий композитний лист додатково відрізняється тим, що не зазнає деформаційних пошкоджень у вигляді ум'ятин під час етапів переміщення згаданого листа завдяки своїй пружності. Шарувата композитна деталь у відповідності із даним винаходом має також, за такої ж товщини, стійкість до несильних ударів більшу, ніж монолітна стальна деталь або навіть монолітна полімерна деталь. Ця характеристика найбільш затребувана конструкторами автомобілів для виготовлення кузовних деталей, наприклад, таких як крила або дверцята, які регулярно піддаються дії ударів невеликої сили. Під деталлю, стійкою до несильних ударів, слід розуміти деталь, котра не деформується під дією удару і відновлює свою первісну форму без утворення залишкових слідів. За даної геометричної форми деталі кожен матеріал, в залежності від своєї механічної поведінки і товщини, має енергію випинання , понад певного значення якої на деталі залишається значний слід, і вона вже не може відновити свою первісну форму. Враховуючи, що слід на деталі стає видним, починаючи від значення залишкової деформації 0,25мм, автори винаходу встановили, що необоротний слід на монолітній стальній деталі марки DP 500 товщиною 0,75мм залишається в результаті удару з енергією 2,28Дж, тоді як необоротний слід на деталі із сталі DP 500 з нанесеною на неї поліпропіленовою плівкою залишається тільки після дії удару із енергією 4,73Дж. Ці значення слід брати до уваги для сталі DP 500, що не пройшла обробку зміцнювальним відпалом. У випадку такої обробки поява залишкового сліду на деталі відбувається при ударах з енергією, що перевищує згадане вище значення. Далі винахід буде проілюстровано прикладами не обмежувального характеру з посиланням на єдину прикладену фігуру. 1.- Характеристика при штампуванні На єдиній фігурі показано результати штамповочних випробувань, виконаних на різних стальних листових заготовках, вкритих клейкою полімерною стрічкою у відповідності з даним винаходом (зразки А1-А4) і таких, що не містять плівки (зразки В1В4). Для цього виготовили стальний лист марки DP 500 товщиною 0,5мм, що містить на кожній із сторін попередньо нанесене цинкове покриття, вико 91972 10 нане, наприклад, шляхом електролітичного цинкування. Потім шляхом спільного ламінування і спільної екструзії на одну із сторін частини листа нанесли полімерну плівку на основі поліпропілену з прищепленим малеїновим ангідридом товщиною 0,25мм. Після цього вирізали заготовки діаметром 64мм у листі, вкритому полімерною плівкою у відповідності із даним винаходом, і в листі без плівки. На обидві сторони кожної заготовки потім нанесли покриття із тефлонової плівки товщиною 0,025мм, щоб попередити будь-яку можливість тертя на інструментах. Після цього обидва комплекти заготовок піддали керованому випробуванню на деформацію за допомогою штампувального пресу, який має пуансон, матрицю і листотримач, для формування зразків у вигляді скляночок діаметром 33мм із прикладанням сили затягування листотримача в 10кН. Щоб показати, що штампування стальних листів товщиною 0,5мм полегшується, коли вони мають покриття із полімерної плівки, автори винаходу змінювали прохід матеріалу між пуансоном і матрицею, тобто проміжок між інструментами. Дійсно, відомі штампувальні преси не пристосовані для штампування великорозмірних листових заготовок, тобто листових заготовок, принаймні один із розмірів яких перевищує 600мм, шаруватих або не шаруватих, які мають товщину, меншу 0,65мм. Щоб зрозуміти принцип штамповочного випробування, проведеного для ілюстрації винаходу, візьмемо для прикладу монолітний стальний лист із попередньо нанесеним цинковим покриттям товщиною Е. Для такого листа визначимо різні зони між матрицею і пуансоном в залежності від витяжки сталі: - якщо відстань між матрицею і пуансоном дорівнює Е, то ми маємо ідеальний випадок, за якого не існує зазору між стальним листом і пуансоном. Це дозволяє одержати ідеальну деталь без складок і розривів. - якщо відстань між матрицею і пуансоном перевищує Е, у стальному листі починається утворення складок у міру деформації листа пуансоном, причому складки тим значніші, чим більший зазор; і - якщо відстань між матрицею і пуансоном менше Е, тертя між інструментами і стальним листом зростає у міру зменшення відстані. Спочатку руйнується попередньо нанесене покриття, потім, коли напруги збільшуються, відбувається розрив стального листа. Результати штампування листових заготовок в залежності від відстані між матрицею і пуансоном наведені нижче у таблиці, при цьому оцінювання зразків виконувалось наступним чином: - оцінка 1: добре сформована скляночка без складок і без руйнування попередньо нанесеного цинкового покриття, - оцінка 2: добре сформована скляночка, але із руйнуванням цинкового покриття, - оцінка 3: поява складок і початок розриву скляночки, - оцінка 4: розривання скляночки і/або значне утворення складок. 11 91972 Для кожної сформованої скляночки виконують оцінювання в залежності від відстані між штампувальними інструментами (мова йде про "прохід матеріалу"), яка визначається товщиною листової заготовки, шаруватої або нешаруватої, плюс проміжок між заготовкою і штампувальними інструментами. Позиціями А позначають заготовки товщиною 0,75мм, вирізані із стального листа, вкритого полімерною плівкою у відповідності із даним винаходом. Заготовки В товщиною 0,5мм, використову 12 вані для порівняння, є заготовками, вирізаними із того ж листа, але без полімерного покриття. Щоб краще зрозуміти принцип таблиці 1, будемо розглядати заготовку А, для якої товщина становить 0,75мм, при цьому проміжок між заготовкою і штампувальними інструментами дорівнює 0,1мм, що відповідає формуванню скляночки А4. Таким чином, замкнене у таблиці у дужки значення товщини заготовки +0,1мм дорівнює 0,85мм, а надана оцінка дорівнює 3. Таблиця 1 Результати випробувань Оцінка сформованої, скляночки Товщина заготовки - Товщина заготовки - Товщина заготовки 0,2 мм(значення) -0,1 мм(значення) (значення) Заготовки А Скляночка А1 Скляночка А2 Скляночка A3 1 1 1 Згідно винаходу (0,55мм) (0,65мм) (0,75мм) Скляночка В1 Скляночка В2 Скляночка В3 Порівняльні загото4 2 1 вки В (0,3мм) (0,4мм) (0, 5мм) Виріб Автори винаходу показали, що наявність клейкої пролімерної стрічки на стальному листі дозволяє розширити діапазон роботи такого пресу і окрім того дозволяє одержати механізм компенсації від'ємних проміжків за рахунок здатності до стиснення полімеру, що перевищує таку здатність сталі, а також за рахунок більш високої деформовності полімеру. Спрацьовуючись на початку операції, полімер дозволяє зберегти попередньо нанесене цинкове покриття і суттєво загальмувати появу розриву в деталі. 2 - Характеристика по несильним ударам Характеристику по несильним ударам визначали на деталях, що мають загальну форму чашки глибиною 30мм. Ці деталі виконують за допомогою способу неглибокого витягування із наступних монолітних стальних листів або шаруватих композитних листів: - деталь А: монолітний стальний лист марки DP 500 товщиною 0,5мм, що не пройшов обробку зміцнюючим відпалом, - деталь В: стальний лист марки DP 500 товщиною 0,75мм, що не пройшов обробки зміцнюючим відпалом, Товщина заготовки +0,1 мм(значення) Скляночка А4 3 (0, 85мм) Скляночка В4 4 (0,6мм) - деталь С: стальний лист марки DP 500 товщиною 0,5мм, що не пройшов обробки зміцнюючим відпалом, покритий тільки з однієї сторони поліпропіленовою плівкою товщиною 0,25мм, - деталь D: стальний лист марки DP 500 товщиною 0,5мм, що не пройшов обробки зміцнюючим відпалом, покритий тільки з однієї сторони поліпропіленовою плівкою товщиною 0,5мм. Щоб виконати оцінювання залишкової деформації деталі після несильного удару, на неї упускають рухливий предмет із змінною масою, при цьому висота падіння предмета і швидкість падіння також є змінними, щоб мати можливість змінювати енергію удару предмета по деталі. Таким чином, на деталі упускають предмет, що має загальну форму на півсфери, виконаної із алюмінію, діаметром 85мм, покритий шаром резини товщиною 6,5мм. Після удару предмета по деталі провадять спостереження і вимірювання залишкового сліду на деталі, тобто глибину вм'ятини, залишеної предметом при падінні на деталь. Результати випробувань наведено у таблиці 2. Таблиця 2 Результати випробувань несильними ударами Енергія удару (Дж) 1,49 2,28 2,77 3,26 3,75 4,05 4,24 Деталь А н.в. 0,12 0,16 0,17 0,20 2,15 6,43 Залишковий слід на деталі (мм) Деталь В Деталь С* 0,2 н.в. 0,3 н.в. н.в. н.в. 0,4 0,18 н.в. 0,20 0,5 н.в. н.в. 0,20 Деталь D* н.в. н.в. н.в. н.в. н.в. н.в. 0,13 13 91972 14 Продовження таблиці 2 н.в. 9,2 н.в. н.в. 4,54 4,73 5,03 5,22 н.в. н.в. н.в. н.в. н.в. н.в. 0,13 7,2 0,22 7 н.в. н.в. *згідно винаходу н.в.: не вимірювався Слід на деталі стає видним, коли його глибина перевищує 0,25мм. Хоча деталь В є жорсткішою, ніж деталь D, щоб залишити слід на деталі В, достатньо удару слабшої енергії, ніж для деталі D. Комп’ютерна верстка Н. Лиcенко Таким чином, автори винаходу показали, що нанесення полімерної плівки на стальний лист дозволяє суттєво покращити стійкість до ударів деталей у відповідності з даним винаходом. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing composite part
Автори англійськоюPinard Fabrice
Назва патенту російськоюСпособ изготовления композитной детали
Автори російськоюПинард Фабрис
МПК / Мітки
МПК: B21D 22/06, B21D 53/00, B32B 15/08
Мітки: композитної, виготовлення, спосіб, деталі
Код посилання
<a href="https://ua.patents.su/7-91972-sposib-vigotovlennya-kompozitno-detali.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення композитної деталі</a>
Спосіб виготовлення термоструктурної монолітної композитної деталі з подвійною стінкою та одержана деталь
Номер патенту: 74263
Опубліковано: 15.11.2005
Автори: Сальмон Тьєррі, Буше Марк, Каюзак Жорж, Фалампен Франсуа
МПК: B29C 70/04, B29C 70/10, B32B 7/08
Мітки: композитної, одержана, термоструктурної, стінкою, подвійною, виготовлення, деталь, монолітної, спосіб, деталі
Формула / Реферат:
1. Спосіб виготовлення термоструктурної монолітної композитної волокнисто-матричної деталі (20), що містить два поверхневих шари з композитного матеріалу (21, 22), віддалених один від одного і зв'язаних один з одним множиною ниткоподібних перемичок з композитного матеріалу (23), при цьому:а) формують м'яку структуру-сендвіч (4), що містить м'яке проміжне осердя (1), виконане з матеріалу, що легко проколюється голкою і є проникним для...
Спосіб виготовлення деталі та деталь, виготовлена зі сталі, яка має абразивну стійкість
Номер патенту: 81134
Опубліковано: 10.12.2007
Автори: Бегіно Жан, Бріссон Жан-Жорж
МПК: C21D 1/18, C22C 38/14
Мітки: деталь, сталі, має, абразивну, виготовлення, яка, деталі, виготовлена, стійкість, спосіб
Формула / Реферат:
1. Спосіб виготовлення деталі, зокрема листа зі сталі, яка має абразивну стійкість, при цьому до хімічного складу такої сталі входять, мас. %:С не менше 0,1 і менше ніж 0,23Si не більше 2Аl не більше 2Si + Аl не менше 0,5 і не більше 2Мn не більше 2,5Ni не більше 5Сr не більше 5Мо не більше 1W не більше 2Мо + W/2 не менше 0,05 і не більше 1В не більше 0,02Ті...
Спосіб виготовлення деталі зі сталевої смуги з покриттям та застосування вказаної деталі
Номер патенту: 88951
Опубліковано: 10.12.2009
Автори: Деврок Жак, Лоран Жан-Пьєр
МПК: C23F 17/00, C23C 22/78
Мітки: виготовлення, спосіб, застосування, сталевої, покриттям, деталі, вказаної, смуги
Формула / Реферат:
1. Спосіб виготовлення деталі з високою механічною міцністю та корозійною стійкістю з гарячекатаної або холоднокатаної сталевої смуги, який включає такі послідовні стадії:нанесення на смугу попереднього покриття з алюмінію або алюмінієвого сплаву,холодну деформацію смуги з нанесеним покриттям,нагрівання деталі, зокрема, у печі для одержання інтерметалічної сполуки на поверхні деталі на основі поверхні поділу...
Спосіб виготовлення механічно обробленої металевої деталі, механічно оброблена металева деталь, застосування металевої деталі та елемент конструкції
Номер патенту: 82859
Опубліковано: 26.05.2008
Автори: Бозеллі Жюльєн, Уорнер Тімоті, Годар Давід, Ейме Фабріс, Мюззоліні Рафаель, ван дер Вен Сьюрд
МПК: B21C 9/00, B21D 25/00, C22F 1/057, C22F 1/053, C21D 1/62, C21D 1/68, B21C 29/00, C22C 21/12, C22F 1/047, C22C 21/10
Мітки: елемент, деталі, деталь, оброблена, обробленої, металева, застосування, металевої, конструкції, виготовлення, механічної, спосіб
Формула / Реферат:
1. Спосіб виготовлення механічно обробленої металевої деталі, який включає в себе наступні операції:a) виготовлення металевого листа з термооброблюваного сплаву, що включає: а1) лиття плити під прокатку, а2) одну або декілька операцій гарячої або холодної прокатки плити для одержання листа,b) попередню механічну обробку згаданого листа на одній або двох лицьових поверхнях для одержання попередньо механічно обробленої...
Спосіб підготовки деталі для виготовлення механізму
Номер патенту: 21184
Опубліковано: 15.03.2007
Автори: Жабський Володимир Вікторович, Морозов Олександр Федорович
Мітки: спосіб, виготовлення, підготовки, механізму, деталі
Формула / Реферат:
1. Спосіб виготовлення деталей механізму, що включає нанесення при первісному виготовленні деталей механізму шару, що зношується, передбаченого при проектуванні механізму, який відрізняється тим, що в місцях деталі, які піддані зносу, при проектуванні механізму передбачають і при первісному виготовленні наносять шар, що зношується, товщина якого перевищує величину майбутнього експлуатаційного зносу і зносостійкість якого до факторів, що...
Попередній патент: Кремнієорганічні сполуки, способи їх одержання та каучукова суміш
Наступний патент: Спосіб одержання кремнію
Випадковий патент: Спосіб лікування ішемічної хвороби серця