Муфтовий спосіб посилення діючого трубопроводу
Формула / Реферат
Муфтовий спосіб посилення діючого трубопроводу, що полягає в встановленні навколо заданої ділянки труби замкнутої оболонки-муфти, яка складається зі скріплених між собою утворюючих муфту технологічних елементів зі створенням кільцевих порожнин в районі торців муфти, утворених поверхнею труби і внутрішніми поверхнями технологічних елементів муфти, з подальшою герметизацією торців муфти, розігрівом муфти і заповненням утвореного підмуфтового простору основним розплавленим металом або сплавом, що подається під заданим тиском, з подальшим охолодженням муфти, який відрізняється тим, що торці муфти герметизують додатковим металом або сплавом, температура плавлення якого перевищує температуру плавлення основного металу або сплаву, при цьому, перед герметизацією, муфту в районі кільцевих порожнин розігрівають до температури, що перевищує температуру плавлення додаткового металу або сплаву, але не перевищує його температуру кипіння, далі, після закінчення герметизації торців, температуру муфти знижують, а безпосередньо перед заповненням підмуфтового простору, основним розплавленим металом або сплавом, всю муфту прогрівають до температури, більшої за температуру плавлення основного металу або сплаву, але меншої за температуру плавлення додаткового металу або сплаву.
Текст
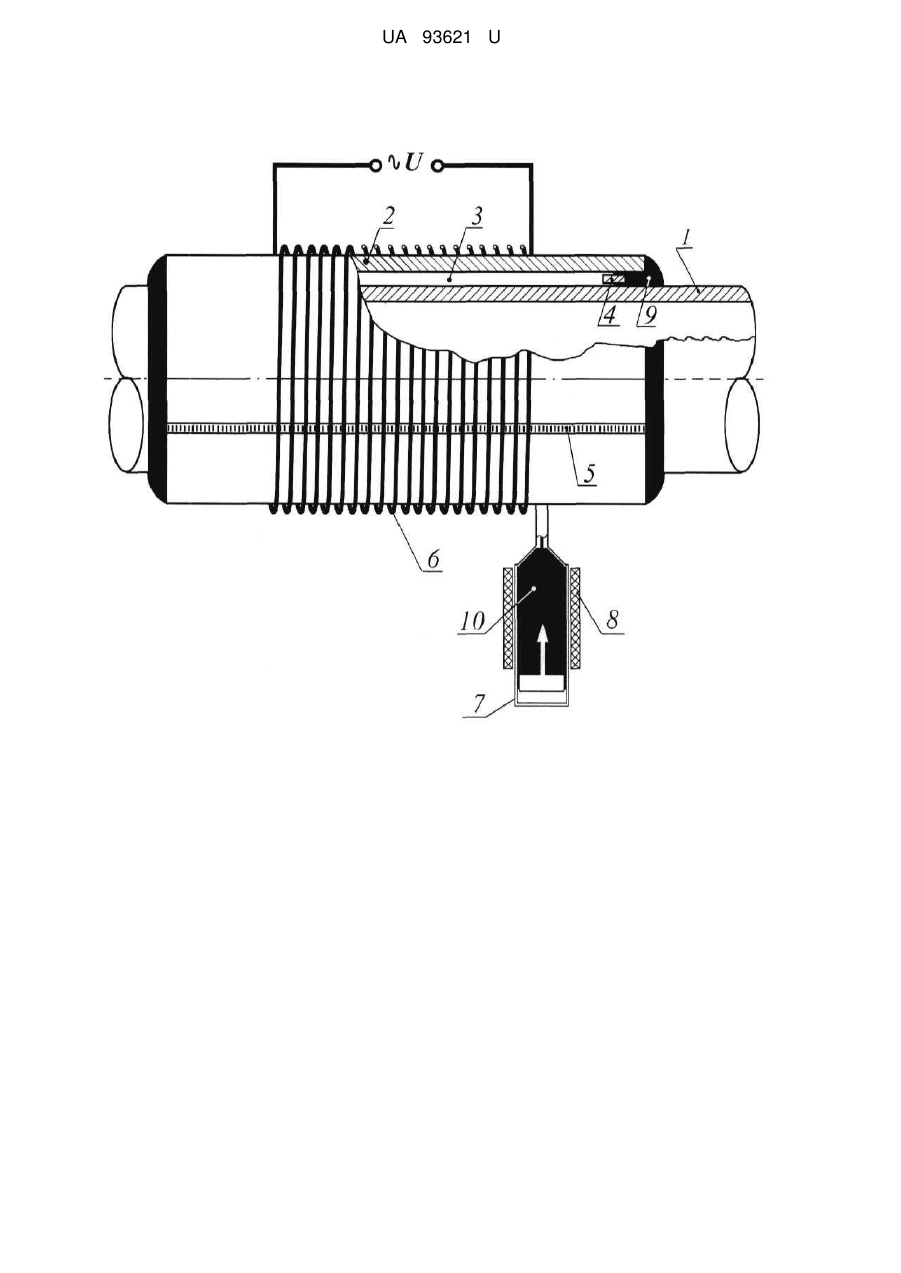
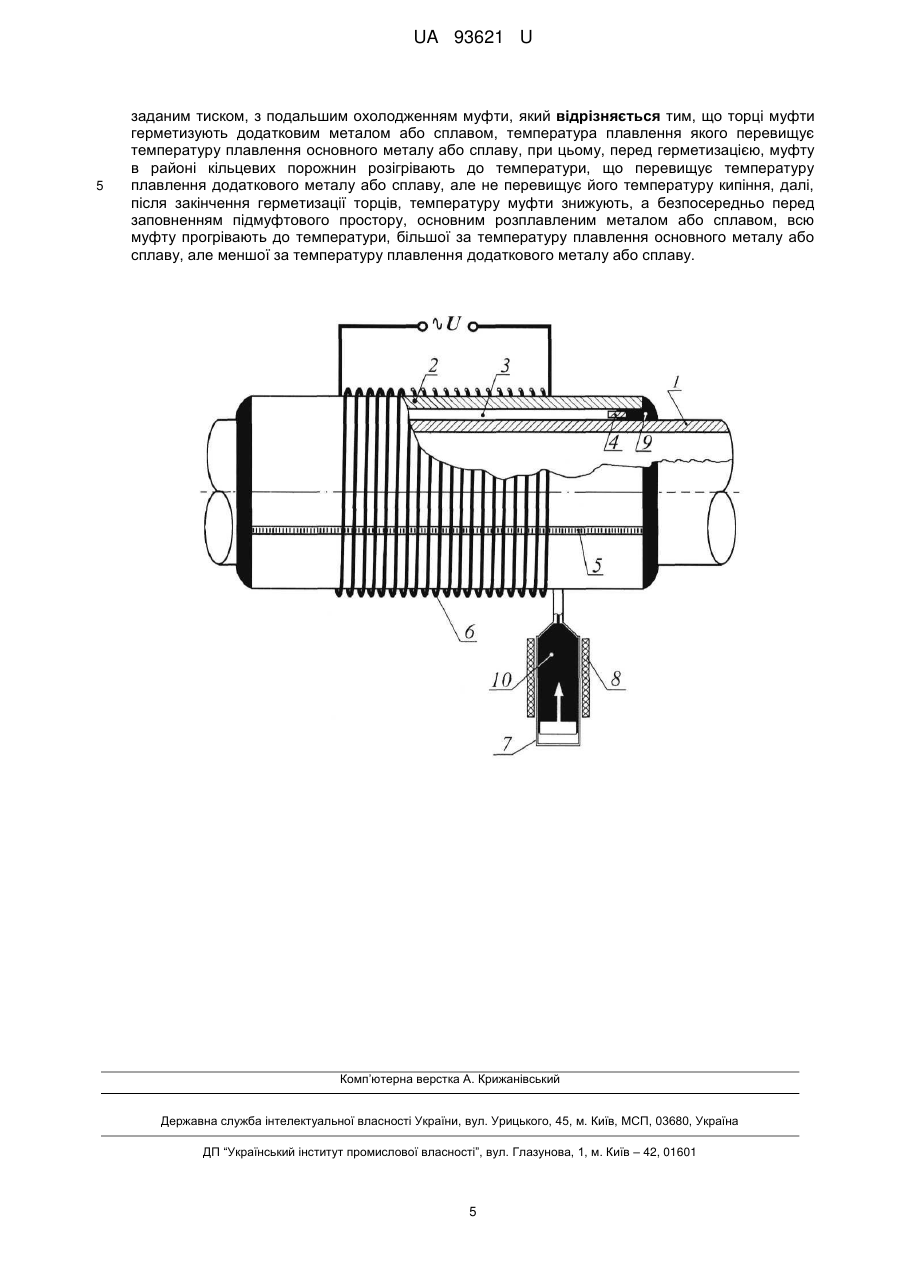
Реферат: UA 93621 U UA 93621 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до техніки ремонту трубопровідного транспорту, переважно магістральних трубопроводів високого тиску. При тривалій експлуатації трубопроводів може виникнути необхідність відновлення несучої здатності труби, що має механіко-корозійні пошкодження, посилення дефектних кільцевих стиків, а також необхідність переведення ділянок діючих трубопроводів у вищу категорію. Це досягається шляхом підвищення міцності трубопроводів або їх ділянок за допомогою встановлення спеціальних муфт. Через простоту реалізації, найбільше поширення набув спосіб підвищення міцності трубопроводу за допомогою муфт з наповненням (патенти РФ 2314453, 2104439, 2134373, 2191317, 2213289 та ін.) Заповнення підмуфтового простору речовиною, що має високий модуль пружності під заданим тиском, дозволяє проводити посилення ділянок трубопроводів без зміни режимів транспортування продукту. Для реалізації способу на заданій ділянці трубопроводу встановлюють замкнуту металеву оболонку (муфту). Зазвичай, муфту складають з декількох технологічних елементів, основними з яких є дві півоболонки, які центрують відносно труби і скріплюють між собою відомими методами, наприклад зварюють поздовжніми швами. Після цього герметизують торці оболонки, а простір між трубою і оболонкою заповнюють спеціальною речовиною (бетоном, рідиною, компаундним наповнювачем і т.д.). Наявність речовини в просторі між трубою і муфтою (підмуфтовий простір) дозволяє знизити кільцеві напруження в трубі, передавши частину навантаження на зовнішню оболонку. При проведенні робіт на діючому трубопроводі, для забезпечення ефективного розвантаження труби, підмуфтовий простір необхідно заповнювати речовиною під певним тиском. У число технологічних елементів, що утворюють всю муфтову конструкцію, можуть входити підкладні кільця або дріт, а так само різного роду кільця, фланці і герметизуючи прокладки, за допомогою яких забезпечують формування торцевих ущільнювачів. Ефективність посилення ділянки трубопроводу, що визначається ступенем зниження напружень в підсилюваній трубі, залежить від геометричних параметрів трубопроводу і муфти, параметрів, що визначають властивості міцності шару під-муфтового простору, глибини підмуфтового простору і ступеня усадки або розширення речовини в процесі його твердіння. Ефективність посилення зростає із зменшенням глибини підмуфтового простору і збільшенням модуля пружності речовини, запресованого в підмуфтовий простір. Відомий спосіб ремонту лінійних ділянок трубопроводів шляхом встановлення ремонтної муфти, заповненою клейовою композицією (UK Patent Application, GB, 2210134A). Ремонтна конструкція складається з технологічних елементів, основними з яких є дві півоболонки. В процесі монтажу, напівмуфти механічно з'єднують одну з одною, утворюючи замкнуту оболонку навколо ділянки трубопроводу. Далі оболонку центрують за допомогою технологічних елементів (болтів), встановлених в отворах корпусу. Після цього простір між трубопроводом і муфтою герметизують з обох кінців за допомогою суміші, яка самотвердіє (цементу, епоксидної шпаклівки і т.д.), створюючи на торцях оболонки герметичні манжети. У даному технічному рішенні технологічними елементами, що утворюють конструкцію муфти, є дві півоболонки, центруючи болти і сформовані за допомогою самотвердіючого складу герметизуючи манжети з двох сторін оболонки. В ізольований проміжок через спеціальні штуцери накачують епоксидну суміш, яка забезпечує високу жорсткість конструкції. Незважаючи на велике поширення, спосіб має суттєві недоліки, пов'язані з неможливістю введення епоксидного наповнювача під високим тиском. Надалі, через зміни геометричних розмірів трубопроводу через перепади тиску продукту, який перекачується, і температурних деформацій, епоксидний шар може розшаровуватися, що призводить до зниження жорсткості і герметичності конструкції. Крім того, відносно низький тиск заповнення епоксидною сумішшю простору під муфтою, з урахуванням його усадки в процесі твердіння, допускає появу пустот. Максимальний тиск заповнення простору під муфтою обмежений міцністю ізолюючих прокладок на торцях. Для істотного зниження кільцевих напружень в трубі, встановлення муфти проводять при зниженому тиску в трубопроводі, що у більшості випадків реальної експлуатації магістральних газопроводів є небажаним. Відомий спосіб ремонту трубопроводу за допомогою муфти, що заповнюється рідкою речовиною (Гумеров А.Γ., Ахметов Х.А., Гумеров Р.С., Векштейн М.Г. Аварийновосстановительный ремонт магистральных нефтепроводов /Под ред. А.Г.Гумерова. - М.: Недра-Бизнесцентр, 1988. - с. 88-91). Після встановлення, муфта являє собою герметичну оболонку, жорстко приварену до трубопроводу кільцевими швами. Після встановлення, підмуфтовий простір заповнюють рідиною, за яку автор рекомендує використовувати нафту або трансформаторне масло. Спосіб має обмежене застосування на діючих трубопроводах, які перебувають під тиском, тому що не передбачає створення підвищеного тиску в підмуфтовому 1 UA 93621 U 5 10 15 20 25 30 35 40 45 50 55 60 просторі. При цьому застосування рідкого заповнювача небажано, тому що у випадку розгерметизації підмуфтового простору з плином часу, муфта перестає виконувати свої функції. Крім того, муфта, яка використовується, має відносно велику глибину під-муфтового простору, що негативно позначається на ефективності розвантаження труби, яка ремонтується. Відомий спосіб ремонту діючих трубопроводів за допомогою металевих муфт, які заповнюються бетоном (Ільницький Ю.В., Якимечко Р.Я. Ремонт магістральних газопроводів з використанням муфт на розширеному бетоні// Трубопровідний транспорт. - 2008. - № 4. - С. 2325). В процесі твердіння, бетон розширюється, створюючи тиск у підмуфтовому просторі. До недоліків способу слід віднести слабку прогнозованість кінцевого результату і низьку ефективність ремонту через велику глибину підмуфтового простору. Відомий спосіб муфтового ремонту трубопроводу (патент РФ 2314453). З двох сторін ділянки трубопроводу, що підлягає посиленню, встановлюють пари технологічних кілець, на яких збирають муфту. В результаті, в районі торців створюються кільцеві порожнини, утворені поверхнею труби і внутрішніми поверхнями технологічних елементів муфти (оболонкою і технологічними кільцями). Далі в кільцевих порожнинах за допомогою закачаного під тиском герметика формують торцеві ущільнювачі - кільцеві прокладки, локалізуючи підмуфтовий простір. Після цього підмуфтовий простір заповнюють герметиком під тиском, порівнянним з тиском усередині трубопроводу. Щоб уникнути утворення вм'ятин в стінці трубопроводу, тиск запресовування герметика обмежують значенням, при якому стінка труби втрачає стійкість. Спосіб дозволяє здійснити ремонт трубопроводу з практично будь-яким дефектом. Разом з тим, при такому високому тиску запресовування герметика в підмуфтовий простір, труба, яка ремонтується, практично повністю розвантажується (починає працювати без тиску), а все навантаження переноситься на муфту. Це має сенс тільки у випадку ремонту наскрізного дефекту в умовах виходу продукту з трубопроводу. У разі ремонту корозійних дефектів або переведення трубопроводу в більш високу категорію, надмірно високий тиск в підмуфтовому просторі приводить до неефективного використання матеріалів муфти, яка повинна мати свідомо більш міцну конструкцію і загального зниження якості робіт через неоптимальне використання ресурсу і невиправдано високим навантаженням на кільцеві зварні шви Відомий спосіб ремонту дефектної ділянки трубопроводу, що знаходиться під тиском (патент України 77931). Практична реалізація способу описана в ГБН В.3.1-00013741-12: 2011 "Магістральні газопроводи, ремонт дуговим зварюванням в умовах експлуатації". Спосіб здійснюють наступним чином. З двох сторін дефектної ділянки встановлюють тонкостінні кільця, висоту яких вибирають рівною максимальному перевищенню шва трубопроводу в межах ділянки, яка ремонтується. Після цього, на встановлених тонкостінних кільцях монтують частини розрізної ремонтної муфти. У загальному випадку, ремонтна муфта складається з двох півоболонок довжиною, рівною відстані між дальніми торцями тонкостінних додаткових кілець. Частини ремонтної муфти сильно притискають до тонкостінних додаткових кілець, розташувавши торці муфти над торцями додаткових кілець, після чого частини ремонтної муфти зварюють між собою поздовжніми швами, не торкаючись дугою стінки трубопроводу. З боку зовнішніх торців муфти з зазором встановлюють технологічні кільця, що складаються з декількох частин, які зварюють поздовжніми швами без торкання дугою тіла труби. Після охолодження наплавленого металу зварюють кільцеві шви, якими приварюють торці муфти, розташовані під ними торці тонкостінних додаткових кілець і внутрішні торці технологічних кілець до трубопроводу в зазор між ними, забезпечуючи тим самим герметичність підмуфтового простору. Після закінчення зварювальних робіт, підмуфтовий простір заповнюються відомими способами масою, яка самотвердіє, яку подають під розрахунковим тиском. Спосіб ефективний при ремонті трубопроводів великого діаметру. Він дозволяє збільшити міцність ділянки трубопроводу, що ремонтується. Встановлення оболонки муфти на тонкостінних кільцях дозволяє створити мінімально можливу глибину підмуфтового простору, яка визначається висотою валика поздовжнього шва труби, яка ремонтується. Конструкція зварних торцевих ущільнювачів гарантує надійну герметичність підмуфтового простору і дозволяє запресувати масу, яка самотвердіє, із заданим тиском. Разом з тим, спосіб має обмежене застосування для підвищення міцності ділянок трубопроводів відносно невеликого діаметра (100-200 мм) через відносно невисоких значень модуля пружності матеріалу, що використовується для формування підмуфтового шару. Теоретично, домогтися підвищення ефективності посилення труби відносно малих діаметрів можливо шляхом зменшення глибини підмуфтового простору, збільшення товщини стінки муфти або підвищення модуля пружності речовини, що використовується для заповнення підмуфтового шару. Однак мінімальна глибина підмуфтового шару обмежується висотою валика поздовжнього зварного шва, зішліфовувати який заборонено існуючими документами, 2 UA 93621 U 5 10 15 20 25 30 35 40 45 50 55 60 що регламентують порядок ремонту магістральних трубопроводів високого тиску. Модуль пружності компаундів, які використовуються для заповнення підмуфтового простору, зазвичай знаходиться в межах 40-100 MПa, що є недостатнім для ремонту труб відносно малого діаметру. Модуль пружності речовини може бути підвищений введенням в них спеціальних порошкових наповнювачів. При цьому модуль пружності затверділого компаунда з наповнювачем визначається процентним вмістом наповнювача. При збільшенні частки наповнювача, модуль пружності компаундного шару підмуфтового простору зростає, але при цьому зростає його щільність і в'язкість. Це викликає складності при запресовуванні компаунда з наповнювачем у вузькі зазори підмуфтового простору. Крім того, за рахунок великого часу розподілу в'язкого компаунда в обсягах складної форми, якими є торцеві ущільнювачі муфт, в процесі полімеризації відбувається часткове зниження тиску в підмуфтовому просторі. Це призводить до погіршення розвантаження труби, яка ремонтується. Тому, звичайно, склад компаунда вибирають виходячи з компромісу між його в'язкістю і модулем пружності. Компаунди, що мають підвищений модуль пружності (вище 500 МПа), дорогі і малодоступні. Відомий спосіб посилення трубопроводу за допомогою муфт з внутрішнім заповненням (патент України 98601), що є прототипом заявленої корисної моделі. На ділянку трубопроводу, яка підсилюється, встановлюють технологічні елементи муфти, які після скріплення між собою відомими способами, наприклад зварюванням, утворюють навколо труби замкнуту оболонку. Після цього оболонку вирівнюють відносно труби і герметизують її горці. Для забезпечення рівномірної глибини підмуфтового простору, частини муфти можуть збиратися на технологічних кільцях, попередньо змонтованих на трубопроводі. Для герметизації торців муфти може використовуватися зварювання або інші відомі способи. Після герметизації торців муфти, трубопровід і муфту в районі проведення робіт прогрівають відомими способами, наприклад, за допомогою індуктора або зовнішнього джерелі тепла. Прогрів труби і муфти здійснюють до температури, що перевищує температуру плавлення металу або сплаву, але меншою, ніж температура його кипіння. Після цього, через заздалегідь пророблені в муфті отвори, підмуфтовий простір заповнюють розплавленим металом або сплавом, продовжуючи прогрів труби і муфти. Після заповнення підмуфтового простору, тиск розплавленого металу або сплаву піднімають до заданого значення, після чого прогрів і подальше нагнітання розплавленого металу або сплаву припиняють. Як метал або сплав для заповнення підмуфтового простору може використовуватися свинець, олово або їх сплави, що мають низьку температуру плавлення і високий модуль пружності. Спосіб дозволяє ефективно посилити трубопровід як великого, так і малого діаметра за рахунок великого модуля пружності матеріалу підмуфтового шару. Разом з тим, при його використанні висуваються підвищені вимоги до торцевих ущільнювачів, які повинні забезпечувати працездатність при високій температурі протягом всього часу формування підмуфтового шару. В даному випадку, найбільш прийнятним можна вважати торцевий ущільнювач, отриманий в результаті зварювання технологічних елементів муфти з тілом труби. Проте у ряді випадків, зварювання муфти з трубою може бути небажаним. Використання торцевих ущільнювачів за прикладом технічних рішень по патентах України 72840, 75859, 81894, 81895 теоретично можливо, однак вимагає застосування дорогих термостійких компаундів і герметиків, які мають, як правило, відносно великий час полімеризації, що призводить до збільшення тривалості робіт з посилення трубопроводів. Крім того, використання компаундів обмежує можливості щодо виправлення помилок, можливих при проведенні практичних робіт з посилення трубопроводу і ускладнює неруйнівний контроль якості формування торцевих ущільнювачів. Задачею запропонованої корисної моделі є розширення технологічних можливостей підрозділів, що здійснюють ремонт трубопроводів, підвищення якості ремонту і спрощення процесу посилення труби за допомогою паяно-зварних муфт за рахунок використання для формування торцевих ущільнювачів розплавленого металу або сплаву. Це дозволить здешевити ремонт, спростити процес неруйнівного контролю сформованих торцевих ущільнювачів і уніфікувати ряд операцій по муфтовому посиленню трубопроводу. Поставлена задача вирішується за рахунок того, що в муфтовому способі посилення діючого трубопроводу, що полягає в встановленні навколо заданої ділянки труби замкнутої оболонки-муфти, яка складається зі скріплених між собою утворюючих муфту технологічних елементів зі створенням кільцевих порожнин в районі торців муфти, утворених поверхнею труби і внутрішніми поверхнями технологічних елементів муфти, з подальшою герметизацією торців муфти, розігрівом муфти і заповненням утвореного підмуфтового простору основним розплавленим металом або сплавом, що подасться під заданим тиском, з подальшим охолодженням муфти, відповідно до корисної моделі, торці муфти герметизують додатковим 3 UA 93621 U 5 10 15 20 25 30 35 40 45 50 металом або сплавом, температура плавлення якого перевищує температуру плавлення основного металу або сплаву, при цьому, перед герметизацією, муфту в районі кільцевих порожнин розігрівають до температури, що перевищує температуру плавлення додаткового металу або сплаву, але не перевищує його температуру кипіння, далі, після закінчення герметизації торців, температуру муфти знижують, а безпосередньо перед заповненням підмуфтового простору, основним розплавленим металом або сплавом, всю муфту прогрівають до температури, більшої за температуру плавлення основного металу або сплаву, але меншої за температуру плавлення додаткового металу або сплаву. Пропонований спосіб посилення трубопроводу за допомогою паяно-зварної муфти здійснюють наступним чином. На ділянці трубопроводу, що підсилюється, встановлюють технологічні елементи муфти, які після скріплення між собою відомими способами, наприклад зварюванням, утворюють навколо труби замкнуту оболонку. При цьому для реалізації запропонованого способу використовують конструкцію, що передбачає створення кільцевих порожнин в районі торців муфти, утворених поверхнею труби і внутрішніми поверхнями технологічних елементів муфти. Далі за допомогою додаткового металу або сплаву герметизують торці муфти. Для цього спочатку за допомогою відомих способів розігрівають муфту в районі кільцевих порожнин до температури, що перевищує температуру плавлення додаткового металу або сплаву, але не перевищує його температуру кипіння. Після цього порожнини заповнюють розплавленим додатковим металом або сплавом, що подається під тиском. Після заповнення кільцевих порожнин, температуру муфти знижують, в результаті чого формуються герметичні торцеві ущільнювачі. Далі всю муфту прогрівають до температури, більшої за температуру плавлення основного металу або сплаву, але меншої за температуру плавлення додаткового металу або сплаву, після чого підмуфтовий простір заповнюють основним розплавленим металом або сплавом, що подається під заданим тиском. Для забезпечення необхідного значення ступеня зниження кільцевих напружень в трубі, яке не змінюється при зміні тиску в трубопроводі, заданий тиск заповнення підмуфтового простору основним металом або сплавом, повинно вибиратися з умови. Далі муфту охолоджують примусово або вона остигає природним шляхом. З урахуванням того, що підмуфтовий простір заповнюють рідким розплавленим металом або сплавом, контроль його розподілу по всьому об'єму може бути здійснений акустичним методом. При цьому з урахуванням високої температури муфти, що обмежує використання традиційних п'єзоелектричних датчиків збудження акустичної хвилі, кращим є застосування електромагнітно-акустичного методу контролю. Запресовування розплавленого металу або сплаву в кільцеві порожнини і підмуфтовий простір може бути здійснена відомими способами, наприклад, за допомогою шприців, оснащених нагрівачами. Пропонований спосіб пояснюється кресленням, на якому представлений ділянку трубопроводу з встановленою на ньому паяно-зварної муфтою. Де: 1 - трубопровід, 2-оболонка муфти, 3 - підмуфтовий простір, 4 - підкладне технологічне кільце, 5 - зварний шов, 6 - індуктор, 7 - шприц, 8 - нагрівачі, 9 - додатковий метал або сплав, 10 - основний метал або сплав. Використання розплавленого металу або сплаву для герметизації торців муфти дозволить спростити процес ремонту за рахунок уніфікації його окремих операцій. Для розігріву торців муфти та її центральній частини, а так само для запресовування розплавленого металу або сплаву в кільцеві порожнини і підмуфтовий простір може бути використано одне обладнання (індуктор, шприци з нагрівачами і т.д.). Сплави на основі свинцю широко доступні, що дає можливість організувати ремонт магістральних трубопроводів в умовах обмеженого ресурсу. Крім того, використання металу або сплаву для формування як торцевих ущільнювачів, так і підмуфтового шару, дозволяє спростити процес неруйнівного контролю якості ремонту з використанням ультразвукових методів. Пропонований спосіб може бути ефективно використаний для ремонту і підсилення магістральних газопроводів малого та середнього діаметра. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 60 Муфтовий спосіб посилення діючого трубопроводу, що полягає в встановленні навколо заданої ділянки труби замкнутої оболонки-муфти, яка складається зі скріплених між собою утворюючих муфту технологічних елементів зі створенням кільцевих порожнин в районі торців муфти, утворених поверхнею труби і внутрішніми поверхнями технологічних елементів муфти, з подальшою герметизацією торців муфти, розігрівом муфти і заповненням утвореного підмуфтового простору основним розплавленим металом або сплавом, що подається під 4 UA 93621 U 5 заданим тиском, з подальшим охолодженням муфти, який відрізняється тим, що торці муфти герметизують додатковим металом або сплавом, температура плавлення якого перевищує температуру плавлення основного металу або сплаву, при цьому, перед герметизацією, муфту в районі кільцевих порожнин розігрівають до температури, що перевищує температуру плавлення додаткового металу або сплаву, але не перевищує його температуру кипіння, далі, після закінчення герметизації торців, температуру муфти знижують, а безпосередньо перед заповненням підмуфтового простору, основним розплавленим металом або сплавом, всю муфту прогрівають до температури, більшої за температуру плавлення основного металу або сплаву, але меншої за температуру плавлення додаткового металу або сплаву. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюPodolian Oleksandr Oleksandrovych
Автори російськоюПодолян Александр Александрович
МПК / Мітки
МПК: F16L 55/175
Мітки: посилення, спосіб, трубопроводу, діючого, муфтовий
Код посилання
<a href="https://ua.patents.su/7-93621-muftovijj-sposib-posilennya-diyuchogo-truboprovodu.html" target="_blank" rel="follow" title="База патентів України">Муфтовий спосіб посилення діючого трубопроводу</a>
Спосіб ремонту діючого трубопроводу з контролем якості робіт

Номер патенту: 61358
Опубліковано: 11.07.2011
Автори: Пудрий Сергій Володимирович, Подолян Олександр Олександрович, Томашук Олександр Іванович
МПК: F16L 55/175
Мітки: контролем, ремонту, робіт, трубопроводу, спосіб, якості, діючого
Формула / Реферат:
1. Спосіб ремонту діючого трубопроводу з контролем якості робіт, що включає встановлення частин оболонки муфти на дефектну ділянку трубопроводу, центрування їх за допомогою болтів, встановлених в отвори, розташовані в оболонці, скріплення частин оболонки між собою, герметизацію торців муфти, заповнення підмуфтового простору масою, яка самотвердіє, який відрізняється тим, що центруючі болти оснащують датчиками, що дозволяють контролювати...
Спосіб посилення ділянки трубопроводу, що знаходиться під тиском
Номер патенту: 93620
Опубліковано: 10.10.2014
Автор: Подолян Олександр Олександрович
МПК: F16L 55/175
Мітки: тиском, трубопроводу, знаходиться, посилення, спосіб, ділянки
Формула / Реферат:
1. Спосіб посилення ділянки трубопроводу, що знаходиться під тиском, що полягає у встановленні навколо заданої ділянки труби замкнутої оболонки-муфти, яка складається зі скріплених між собою утворюючих муфту технологічних елементів зі створенням кільцевих порожнин в районі торців муфти, утворених поверхнею труби і внутрішніми поверхнями технологічних елементів муфти, з подальшою герметизацією торців муфти, розігрівом муфти і заповненням...
Спосіб посилення трубопроводу за допомогою муфт з внутрішнім заповненням з контролем якості робіт (варіанти)
Номер патенту: 98601
Опубліковано: 25.05.2012
Автори: Подолян Олександр Олександрович, Подолян Олександр Петрович, Томашук Олександр Іванович, Пудрий Сергій Володимирович
МПК: F16L 55/175
Мітки: спосіб, заповненням, посилення, муфт, трубопроводу, варіанти, якості, внутрішнім, контролем, робіт, допомогою
Формула / Реферат:
1. Спосіб посилення трубопроводу за допомогою муфт з внутрішнім заповненням, що полягає в встановленні навколо заданої ділянки труби замкнутої оболонки-муфти, з подальшою герметизацією торців муфти і заповненням утвореного герметичного підмуфтового простору речовиною, яка самотвердіє, що подається під заданим тиском, який відрізняється тим, що як речовину, яка самотвердіє, використовують розплавлений метал або сплав, причому перед заповненням...
Спосіб монтажу зварної муфти на дефектний кільцевий стик діючого трубопроводу
Номер патенту: 55653
Опубліковано: 27.12.2010
Автори: Охрімчук Сергій Олексійович, Самченко Іван Анатолійович, Беккер Михайло Вікторович, Ніколаєв Олександр Вікторович, Лохман Ігор Вікторович
МПК: B23K 31/00
Мітки: муфти, діючого, трубопроводу, дефектний, спосіб, зварної, стик, кільцевий, монтажу
Формула / Реферат:
1. Спосіб монтажу зварної муфти на дефектний кільцевий стик діючого трубопроводу, що включає установку півоболонок муфти та технологічних кілець, які приварюють до трубопроводу з частковим проплавленням його стінки, який відрізняється тим, що на внутрішній поверхні півоболонок муфти попередньо виготовляють паз, причому дефектний кільцевий стик встановлюють у паз з зазором, а півоболонки муфти виготовляють з добре зварюваної сталі, яка за...
Спосіб ремонту протяжної лінійної ділянки діючого трубопроводу
Номер патенту: 79417
Опубліковано: 11.06.2007
Автори: Степ'юк Михайло Дмитрович, Рудко Василь Петрович, Сидор Михайло Дмитрович, Лукіта Федір Васильович, Дрогомирецький Михайло Миколайович, Томашук Олександр Іванович, Лохман Ігор Вікторович, Бут Віктор Степанович, Подолян Олександр Петрович, Пудрий Сергій Володимирович, Ковалів Євстахій Йосипович
МПК: F16L 55/18
Мітки: ремонту, спосіб, трубопроводу, ділянки, лінійної, діючого, протяжної
Формула / Реферат:
1. Спосіб ремонту протяжної лінійної ділянки діючого трубопроводу, що полягає в установленні із двох сторін дефектної ділянки двох пар технологічних кілець, суміжні торці яких приварюють до трубопроводу в зазор між ними із частковим проплавленням стінки труби, після чого на кільця встановлюють частини розрізної ремонтної муфти, зварюють їх між собою, після чого зовнішні торці частин ремонтної муфти приварюють до поверхні зовнішніх...
Попередній патент: Спосіб посилення ділянки трубопроводу, що знаходиться під тиском
Наступний патент: Спосіб ремонту лінійної ділянки трубопроводу
Випадковий патент: Інерційний грохот